
Стол для кромочного станка своими руками
Добавил пользователь Morpheus Обновлено: 18.09.2024
В поисках достойного ответа на тот дискомфорт, который возникает при работе с ручным фрезерным инструментом, владельцы домашней столярки со временем приходят к необходимости в покупке удобного фрезерного стола.

Про стол задумывалась уже давно. Особенно после того, как вручную выполнила фрезерование 22 м забора.
Вариант с покупкой может оказаться дорогостоящим, габариты станка, собранного в производственных условиях, не соответствуют размерам небольшой домашней мастерской. Оптимальным решением в данном случае будет самостоятельная сборка фрезерного стола.
Желающие сделать самодельный фрезерный станок чертежи и пошаговые инструкции найдут в соответствующем разделе FORUMHOUSE.
Как сделать фрезерный стол

Самодельный фрезерный стол представляет собой простейший станок для обработки древесины. Основной рабочий узел в нем – это ручная фрезерная машина. Работа с ручным электроинструментом подразумевает перемещение рабочей фрезы по поверхности неподвижной заготовки (что далеко не всегда удобно). Фрезерный стол для ручного инструмента позволяет изменить способ обработки и фрезеровать облегченным способом: ручной инструмент закрепляется на рабочем столе неподвижно, а обрабатываемая заготовка легко подается на фрезу руками.
фрезерный стол для ручного фрезера состоит из основных и дополнительных элементов. Дополнительные элементы не обязательны, но их использование позволяет максимально облегчить большой труд мастера, сделать конструкцию устройства более безопасной, а функционал – приближенным к возможностям серийных установок.
Универсальный фрезерный стол: основные элементы конструкции
Основные элементы фрезерного стола обозначены на рисунке.
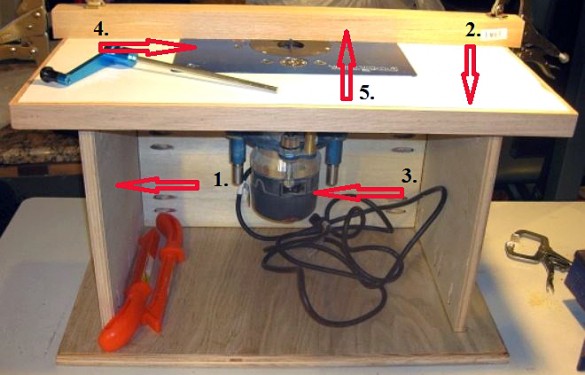
Самодельный фрезерный стол представляет собой простейший станок для обработки древесины. Основной рабочий узел в нем – это ручная фрезерная машина. Работа с ручным электроинструментом подразумевает перемещение рабочей фрезы по поверхности неподвижной заготовки (что далеко не всегда удобно). Фрезерный стол для ручного инструмента позволяет изменить способ обработки и фрезеровать облегченным способом: ручной инструмент закрепляется на рабочем столе неподвижно, а обрабатываемая заготовка легко подается на фрезу руками.
фрезерный стол для ручного фрезера состоит из основных и дополнительных элементов. Дополнительные элементы не обязательны, но их использование позволяет максимально облегчить большой труд мастера, сделать конструкцию устройства более безопасной, а функционал – приближенным к возможностям серийных установок.
Универсальный фрезерный стол: основные элементы конструкции
Основные элементы фрезерного стола обозначены на рисунке.

Очень нужен был мобильный фрезерный стол. Сварил каркас, покрасил и собрал конструкцию.



Размеры фрезерного стола зависят от габаритов обрабатываемых деталей, а также от роста самого мастера. Длина и ширина должны быть немного меньше столешницы, а высота станины составляет 850…900 мм, что соответствует наиболее комфортным условиям для работы стоя. Ножки самоделки можно сделать регулируемыми, что позволит компенсировать неровности пола или изменять высоту станины.

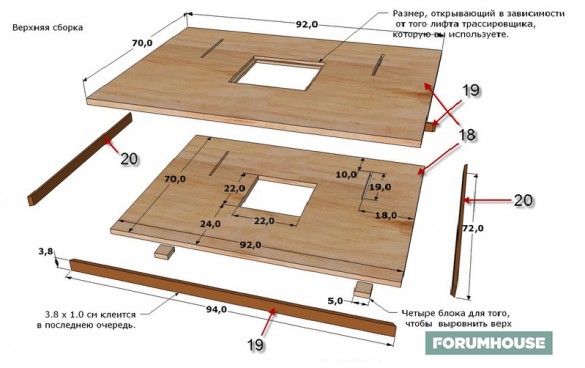
Столешница для фрезера
Размеры столешницы зависят от размеров обрабатываемых деталей.
В домашней мастерской достаточно небольшого столика 500х500 мм.
Для обработки сравнительно длинных деталей (для профилирования кромок на дверных наличниках) понадобится столешница соответствующих размеров. Смотрим чертеж:
Для изготовления станины чаще всего используются материалы на основе древесины, способные эффективно гасить возникающие вибрации. Это может быть столешница из ДСП, которую используют при изготовлении кухонной мебели или лист толстой фанеры. Вот, к примеру, столешница из обрезка ДСП, образовавшегося после установки кухонной мойки.

На этом обрезке столешницы, после несложной доработки, можно делать вполне приличные вещи.
Кто-то делает столешницу из металла, кто-то – из обрезной доски, но, как показывает практика, ДСП и фанера – всегда в приоритете.
Для изготовления столешницы нельзя использовать материал, на поверхности которого имеются дефекты (сучковатые доски и т.д.).
Монтажная пластина под ручной фрезер
К монтажной пластине с помощью резьбовых соединений крепится ручной фрезер. Поэтому к ее изготовлению необходимо отнестись со всей ответственностью. Материал, из которого будет изготовлена пластина, должен быть достаточно прочным, чтобы фрезер не вырвало во время работы (последствия можно себе представить). Это может быть прямоугольник из металлического или фанерного листа (но металл надежнее).
У мощной машины дури много. И если ее вывернет из стола во время работы – мало не покажется.
– не рекомендуется, ведь чем толще пластина, тем меньше вертикальный вылет фрезы.Д
Ножки могут быть и деревянными, но столешницу желательно делать из металла 3 мм. Для максимального поднятия фрезы.
Длина и ширина монтажной пластины должны соответствовать размерам подошвы ручного фрезера, с помощью которой электроинструмент будет крепиться к столу.


Продольный упор для заготовки
Продольный упор можно изготовить из обычного листа ДСП или из обрезной доски. Упор необходимо делать подвижным, чтобы обеспечить возможность регулировки горизонтального вылета фрезы. Для более точной регулировки по бокам столешницы можно прикрепить измерительные линейки.

Конструкция фиксирующего механизма, позволяющего закрепить продольный упор в требуемом положении, предельно проста. Она может состоять из двух реек со сквозными продольными пазами и из двух резьбовых фиксаторов с барашками.
Вместо реек можно использовать два металлических уголка, которые прослужат дольше и не будут деформироваться под действием зажимов.

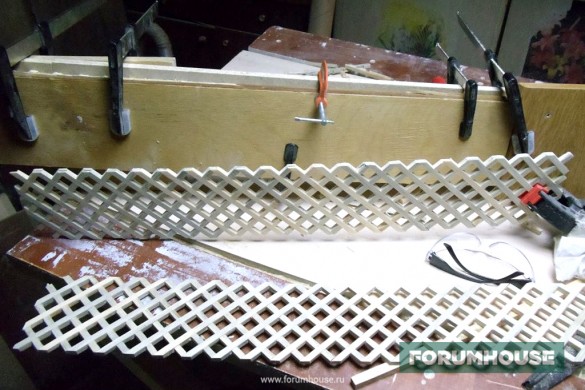
Чтобы пыль и стружка не мешали работе, продольный упор желательно оснастить пылесборником, к которому подключается стружкоотсос или небольшой столярный пылесос.

Продольный упор может делаться двойным, что заметно расширяет функционал фрезерного стола.

Монолитный упор лишает возможности проведения массы операций, выполняемых на фрезерном столе, то есть делает стол малофункциональным.
Фрезерный стол может выполнять функции небольшого фуговального станка, если между двумя половинами продольного упора организовать регулируемый перепад рабочих плоскостей. Данная конструкция позволяет смещать одну половину упора относительно другой, выставляя один упор заподлицо с фрезой при помощи тонких деревянных пластин. Регулировочные пластины подкладываются под нерабочую поверхность упора.

Ручная фрезерная машина
От технических характеристик ручного инструмента (мощность, количество оборотов в минуту и т. д.) будет напрямую зависеть производительность фрезерного стола. Выбирать фрезер для фрезерного стола следует, исходя из предполагаемой нагрузки. Добавочный функционал машины станет для мастера дополнительным плюсом. Если у вас еще нет ручного фрезера, то выбирайте инструмент с регулируемой скоростью вращения фрезы и с возможностью выставления глубины обработки (погружные фрезеры). Очень удобны в обращении машины с блокировкой шпинделя (для легкой замены режущего инструмента), а также устройства с плавным пуском и быстрой остановкой шпинделя.
Мы рассмотрели основные элементы фрезерного стола, который позволит владельцу выполнять самые простые фрезерные операции. Для того чтобы расширить функционал устройства, сделать его универсальным и увеличить эксплуатационную безопасность, необходимо позаботиться о наличии дополнительных приспособлений. Рассмотрим самые распространенные из них.
Продольная направляющая для подвижной фрезерной каретки
С помощью продольной направляющей, встроенной в поверхность столешницы, к фрезерному столу можно крепить разнообразные приспособления: угловой упор с транспортиром, перпендикулярный упор и т. д.

Продольная направляющая может иметь разную конструкцию, но чаще всего она представляет собой алюминиевый С-образный профиль, в который вставляются болты с гайками-барашками. Такая конструкция позволяет быстро установить на фрезерный стол нужное в данный момент приспособление.

Виды
При ремонте или строительстве, изготовлении мебели и в других ситуациях, требующих обработки пиломатериалов, может понадобиться циркулярный станок. Мастера, работающие с древесиной, отмечают, что распиловочный стол намного удобнее и безопаснее в эксплуатации по сравнению с ручной пилой. Более того — точность выполнения действий при этом гораздо выше. Сделать такой станок можно своими руками — зачастую так получается выгоднее и быстрее. Кроме того, самостоятельно изготовленная конструкция будет точнее соответствовать требованиям мастера.
Особенности конструкции
Конструктивно самодельный распиловочный стол выглядит достаточно просто. Станок состоит из несущей рамы для крепления мотора, передаточного узла и рабочего стола с прорезью для режущего диска. Конструкция оснащается упорами для направления заготовки и защитным экраном, предотвращающим попадание стружки, а также повышающим безопасность работы.
Обязательные требования к распилочному столу:
- жесткая, устойчивая конструкция;
- гладкая поверхность столешницы;
- безопасное крепление диска;
- ограждение, защищающее оператора станка (стола);
- легкий доступ к управляющему устройству (кнопкам пуска и остановки).
Оборудование должно устанавливаться на каркасе, опирающемся не на сплошные листы, а на ножки. Это повышает удобство работы, хотя делает пильный стол менее устойчивым. Для повышения стойкости станину можно сделать из металла или укрепить металлическими элементами. Безопасность обеспечивается не только защитным экраном, но еще креплением диска с нижней (внутренней) стороны. Дополнительные требования зависят от особенностей работы — вспомогательные элементы помогают точнее обрабатывать детали, распиливать более длинные доски, а также толстые бревна.
Делая пильный стол своими руками, можно получить целый ряд преимуществ — начиная от снижения затрат до возможности изменить конструкцию так, как это нужно мастеру. При желании можно заменить часть деталей более выгодными по стоимости, использовать материалы, оставшиеся от ремонта или строительства. Единственный минус циркулярной пилы, самостоятельно закрепленной на станке, — снижение точности позиционирования заготовок. Но этот момент еще во многом зависит от мастерства самого исполнителя.

Жесткая, устойчивая конструкция

Гладкая поверхность столешницы

Безопасное крепление диска

Ограждение, защищающее оператора станка (стола)
Материалы
При сборке стола для распила из ДСП своими руками следует соблюдать оптимальный баланс между функциональностью, безопасностью, затратами времени и средств. Добиться этого можно, подобрав детали и материалы с нужными параметрами. Уменьшить затраты получается, задействовав старые детали других конструкций — мебели, каркасов деревянных домов и хозпостроек.
Столешница
Главные требования к пильному столу — устойчивость к сильной нагрузке, ударам и вибрации. Столешница должна быть достаточно гладкой для перемещения, не прогибаться под весом от 50 кг. Подходящими вариантами могут стать:
- Металл (сталь или дюралюминий) толщиной 3–5 мм. Преимущества металлических столешниц — высокая прочность, почти неограниченный срок службы, недостатки — большой вес, приличная стоимость.
- ЛДСП или влагоустойчивая фанера толщиной не менее 2 см. Стоимость такого варианта будет самой выгодной, однако прочность заметно снижается.
- Текстолит толщиной 15–20 мм. Материал получается более прочным по сравнению с фанерой, но уступает металлу. По стоимости текстолитовые столешницы тоже находятся между металлическими и фанерными листами.
Не рекомендуются в качестве материала для столешницы пластик, древесно-стружечная плита или ОСП. Конструкция, изготовленная из этого сырья, будет неустойчивой к вибрации от пилы. Делать стол полностью из натурального дерева можно — но слишком дорого.
Сократить расходы, повысив прочность, получится, используя комбинации материалов — например, обитую листовым металлом толстую фанеру.
Станина
В основании стола для распиловки досок могут стоять деревянные брусья, закрепляемые под крышкой для повышения жесткости. Элементы с сечением не меньше 5 х 5 см размещают, отступая на 50–90 мм от края столешницы. Для распиловочного стола рекомендуется выбирать бруски из твердых пород дерева — бука, граба, дуба. Преимущества дерева — невысокая стоимость, простой монтаж с помощью саморезов. Недостатки — меньшие прочность и срок службы, высокая вероятность возгорания.
Верхнюю часть каркаса стола для распила ДСП и других материалов часто делают своими руками из тех же листов, которые выбрали для столешницы. Для ножек деревянной конструкции рекомендуется использовать брус, закрепив его с помощью металлических уголков. Плюсы и минусы опор из дерева аналогичны особенностям сделанной из того же материала станины.
Основой стола для раскроя и распиловки досок может стать металл. Устойчивость повышается при выборе металлических уголков или швеллеров со сторонами 25–50 мм. Для экономии их покупают в пунктах приема металлолома или заменяют профильными трубами. Детали каркаса соединяются сваркой. Использование болтовых соединений не рекомендуется из-за возможности раскручивания под действием вибрации. Причины выбора металлической станины — максимальная прочность, надежность, простой уход. Минусы — высокая стоимость, необходимость использования сварочного аппарата.

Деревянные брусья
Выбор габаритов
Выбирать размеры распиловочного стола стоит в зависимости от квадратуры мастерской. Небольшая площадь помещения позволяет использовать столешницу 50 х 50 см. Делать распиловочный стол меньше не имеет смысла — пользоваться им будет затруднительно при обработке длинных заготовок. Универсальный размер, обеспечивающий удобное пиление ЛДСП, — 80 х 80 см.
Максимальные рекомендованные габариты распиловочного станка — 120 х 120 см.
Для соблюдения требований безопасности пилу рекомендуется размещать посередине столешницы на расстоянии не менее 25 см от края — именно этот показатель и приводит к минимальной ширине в 500 мм. Расположение распиловочного диска также зависит от того, как именно его будут использовать. Всего существует три разновидности конструкции:
- для продольного распиливания;
- для поперечного распиливания;
- универсальные.
Глубина и расположение установки диска зависят от обрабатываемых на станке заготовок. Для досок и фанеры он должен выступать над столешницей на 50–80 мм, для бревен — на 110–125 мм. Высота верхней части каркаса из листов фанеры или ЛДСП может быть в пределах 35–40 см. Если делать станину только из бруса, этот параметр зависит от сечения. Оставшуюся часть конструкции представляют деревянные ножки, размер которых мастера обычно выбирают под свой рост. Общая высота распиловочного стола составляет около 1,0–1,1 м, но может уменьшаться до 900 мм.
Создание чертежа
Первый этап создания станка для обработки древесины — чертежи распиловочного стола. Их можно не составлять, подобрав подходящий вариант на тематических сайтах или форумах. Но лучше сделать хотя бы простейшую схему самостоятельно, учитывая имеющиеся в наличии материалы и выбранные размеры.
На чертеже отмечают все нюансы, которые понадобятся для подготовки материалов, указывают места крепления опор и углы их наклона, если ножки стола не перпендикулярны столешнице. На рисунке стоит отметить также место для крепления блока включения и выключения пилы. При самостоятельном составлении схемы соблюдение масштаба и точных пропорций необязательно. Главное — правильно указать размеры всех будущих деталей для распиловочного станка.

Этапы изготовления
Перед сборкой станка для распила досок, бревен и заготовок следует подготовить все необходимые материалы и инструменты. Для работы понадобятся:
- влагостойкая фанера;
- листовой материал, подходящий для изготовления корпуса;
- элементы для корпуса и ножек (бруски 40 на 40 мм).
Крепление будет выполняться саморезами с помощью шуруповерта. Все необходимые детали пилят электролобзиком. Также готовится пила с диском подходящего диаметра.
Алгоритм создания стола:
- Распиливание всех деталей на части с нужными размерами.
- Разметка участков крепления пилы и ножек на столешнице.
- Изготовление корпуса, который обычно представляет собой ящик прямоугольной формы без крышки и дна.
- Установка столешницы.
- Вырезание отверстия, которое должно быть на 5–10 мм длиннее и на 4–6 мм шире диска.
Если распиливать материал под определенным углом, то получившаяся прорезь должна напоминать по форме трапецию (перевернутую). Для ровного пиления делается обычное отверстие. Перед выпиливанием паза следует приложить пилу и откорректировать отметки.

Распиливание всех деталей на части с нужными размерами

Разметка участков крепления пилы и ножек на столешнице
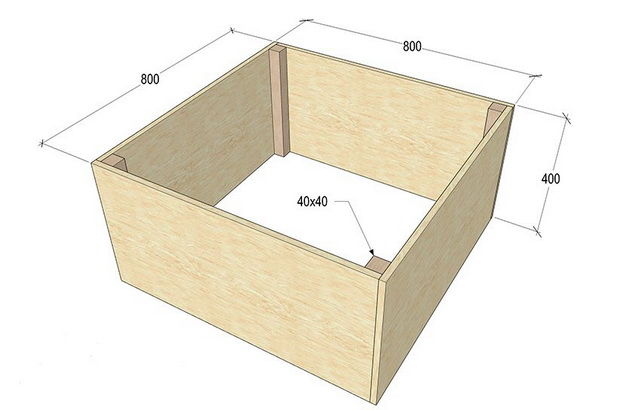
Изготовление корпуса
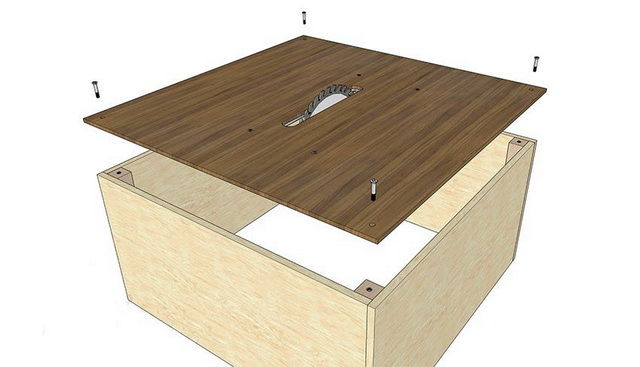
Установка столешницы и вырезание отверстия
Подготовка к установке пилы
Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
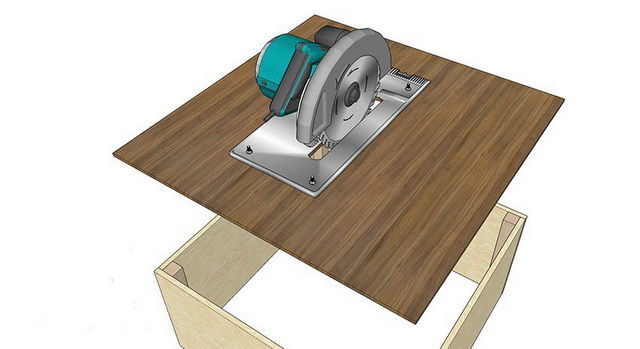
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
Работа по изготовлению станка требует большой сосредоточенности и концентрации внимания. Малейшая ошибка может привести к тому, что придется начинать все заново.
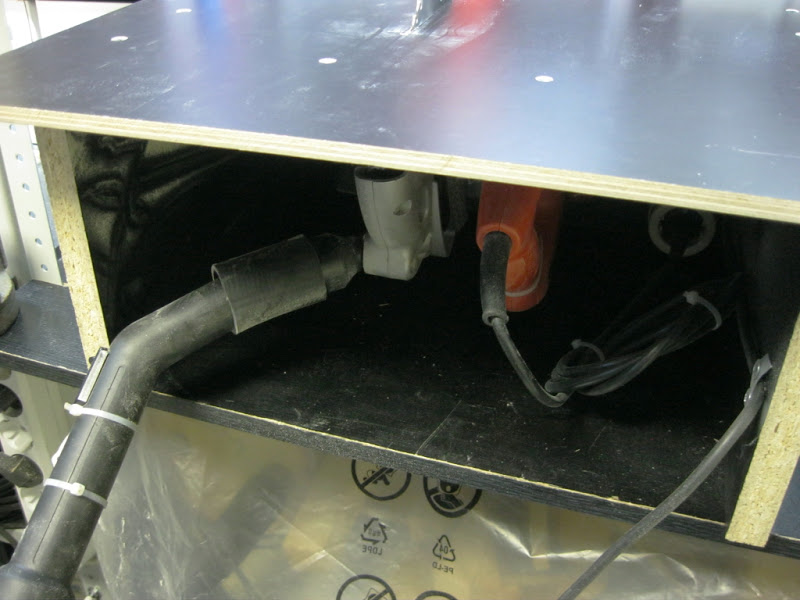
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз

Разметить места для лемешных болтов М8 с потайной головкой
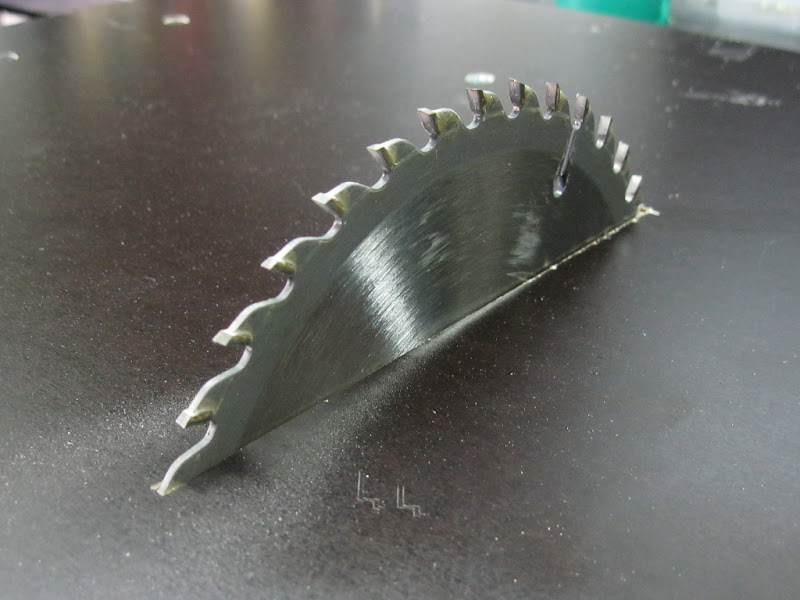
Установить металлический распиловочный диск и тщательно затянуть болты снизу

Установить блок для включения и выключения мотора дисковой пилы
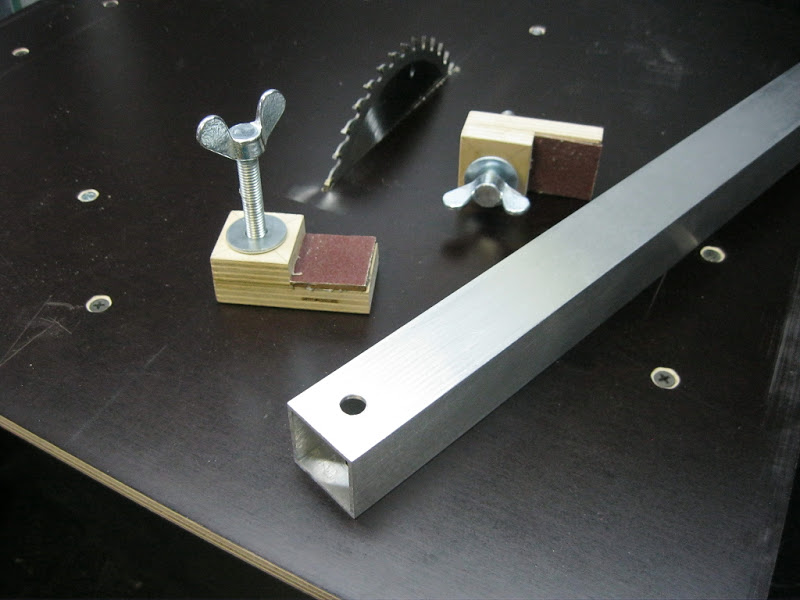
Изготовление упоров
Последний этап изготовления распилочного стола своими руками — установка упоров. Стандартная деталь большинства циркулярных станков — направляющая для продольного реза. Традиционно упор изготавливают из алюминиевого карниза или деревянного бруска. Размер его выбирают так, чтобы деталь проходила по всему столу — параллельно пиле и от края до края.
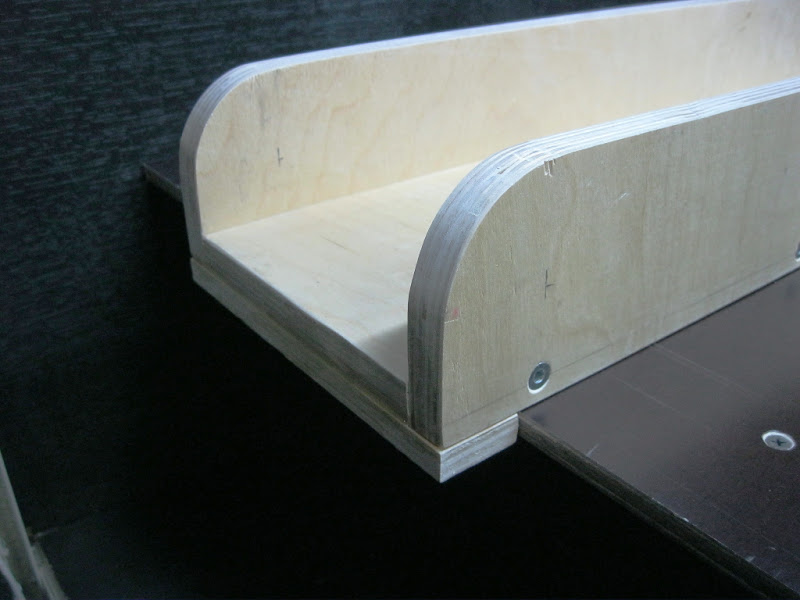
Часто используются на распилочных столах и поперечные упоры. С их помощью выполняют резку деталей под углом 90 градусов и торцевание досок. Для изготовления упора следует выполнить такие действия:
- Подготовить обыкновенный фанерный лист толщиной 1 см.
- Закрепить на нем брусок высотой не ниже 2 см.
- С нижней стороны основания закрепить вторую рейку, перпендикулярную первой.
- Отрезать лишнюю часть основания.
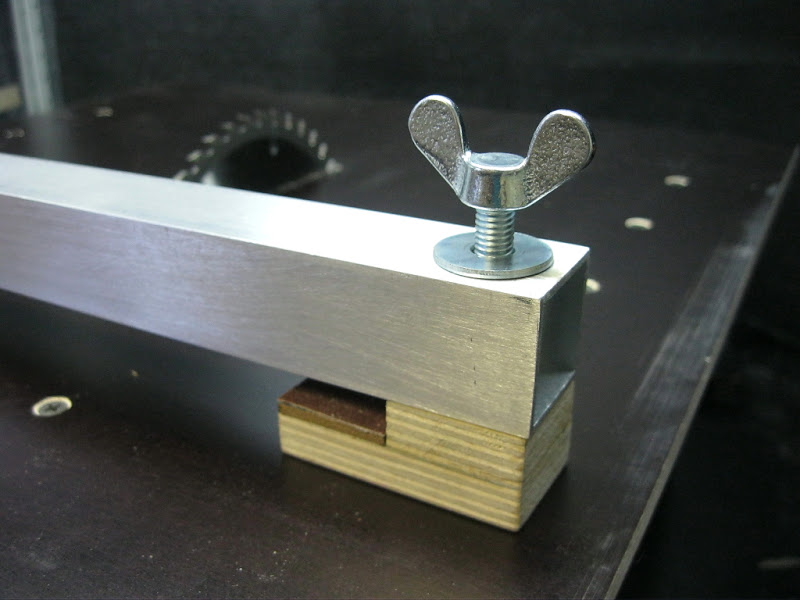
К обрабатываемым заготовкам поперечные упоры крепятся с помощью струбцин или крепежных устройств, сделанных из деревянных шайб. Такие самодельные зажимы обеспечивают крепление направляющих на деталях практически любой ширины. Если же брусок с нижней стороны основания закрепить под углом 45 градусов, получится угловой упор. После завершения всех работ поверхность циркулярного стола можно обработать шлифовальной машинкой и покрыть слоем защитного лака. Это убережет ее от различных механических повреждений, да и в целом продлит срок службы.
Возможно, внешне такой стол выглядит не так привлекательно, как фабричный. Однако с технической точки зрения ничем ему не уступает, поэтому даже начинающий плотник может смело браться за его изготовление.
Подготовить детали для продольного упора
Собрать кронштейны для крепления
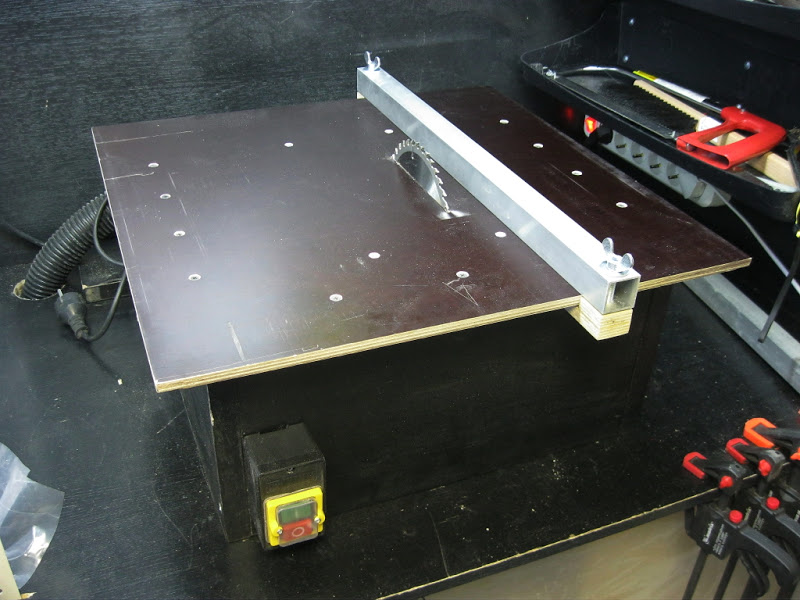
Установить планку на стол
Скрепить части для поперечного пиления
Прикрепить поперечные упоры с помощью струбцин

Поперечный упор готов
Видео
Виды
При ремонте или строительстве, изготовлении мебели и в других ситуациях, требующих обработки пиломатериалов, может понадобиться циркулярный станок. Мастера, работающие с древесиной, отмечают, что распиловочный стол намного удобнее и безопаснее в эксплуатации по сравнению с ручной пилой. Более того — точность выполнения действий при этом гораздо выше. Сделать такой станок можно своими руками — зачастую так получается выгоднее и быстрее. Кроме того, самостоятельно изготовленная конструкция будет точнее соответствовать требованиям мастера.
Особенности конструкции
Конструктивно самодельный распиловочный стол выглядит достаточно просто. Станок состоит из несущей рамы для крепления мотора, передаточного узла и рабочего стола с прорезью для режущего диска. Конструкция оснащается упорами для направления заготовки и защитным экраном, предотвращающим попадание стружки, а также повышающим безопасность работы.
Обязательные требования к распилочному столу:
- жесткая, устойчивая конструкция;
- гладкая поверхность столешницы;
- безопасное крепление диска;
- ограждение, защищающее оператора станка (стола);
- легкий доступ к управляющему устройству (кнопкам пуска и остановки).
Оборудование должно устанавливаться на каркасе, опирающемся не на сплошные листы, а на ножки. Это повышает удобство работы, хотя делает пильный стол менее устойчивым. Для повышения стойкости станину можно сделать из металла или укрепить металлическими элементами. Безопасность обеспечивается не только защитным экраном, но еще креплением диска с нижней (внутренней) стороны. Дополнительные требования зависят от особенностей работы — вспомогательные элементы помогают точнее обрабатывать детали, распиливать более длинные доски, а также толстые бревна.
Делая пильный стол своими руками, можно получить целый ряд преимуществ — начиная от снижения затрат до возможности изменить конструкцию так, как это нужно мастеру. При желании можно заменить часть деталей более выгодными по стоимости, использовать материалы, оставшиеся от ремонта или строительства. Единственный минус циркулярной пилы, самостоятельно закрепленной на станке, — снижение точности позиционирования заготовок. Но этот момент еще во многом зависит от мастерства самого исполнителя.
Жесткая, устойчивая конструкция
Гладкая поверхность столешницы
Безопасное крепление диска
Ограждение, защищающее оператора станка (стола)
Материалы
При сборке стола для распила из ДСП своими руками следует соблюдать оптимальный баланс между функциональностью, безопасностью, затратами времени и средств. Добиться этого можно, подобрав детали и материалы с нужными параметрами. Уменьшить затраты получается, задействовав старые детали других конструкций — мебели, каркасов деревянных домов и хозпостроек.
Столешница
Главные требования к пильному столу — устойчивость к сильной нагрузке, ударам и вибрации. Столешница должна быть достаточно гладкой для перемещения, не прогибаться под весом от 50 кг. Подходящими вариантами могут стать:
- Металл (сталь или дюралюминий) толщиной 3–5 мм. Преимущества металлических столешниц — высокая прочность, почти неограниченный срок службы, недостатки — большой вес, приличная стоимость.
- ЛДСП или влагоустойчивая фанера толщиной не менее 2 см. Стоимость такого варианта будет самой выгодной, однако прочность заметно снижается.
- Текстолит толщиной 15–20 мм. Материал получается более прочным по сравнению с фанерой, но уступает металлу. По стоимости текстолитовые столешницы тоже находятся между металлическими и фанерными листами.
Не рекомендуются в качестве материала для столешницы пластик, древесно-стружечная плита или ОСП. Конструкция, изготовленная из этого сырья, будет неустойчивой к вибрации от пилы. Делать стол полностью из натурального дерева можно — но слишком дорого.
Сократить расходы, повысив прочность, получится, используя комбинации материалов — например, обитую листовым металлом толстую фанеру.
Станина
В основании стола для распиловки досок могут стоять деревянные брусья, закрепляемые под крышкой для повышения жесткости. Элементы с сечением не меньше 5 х 5 см размещают, отступая на 50–90 мм от края столешницы. Для распиловочного стола рекомендуется выбирать бруски из твердых пород дерева — бука, граба, дуба. Преимущества дерева — невысокая стоимость, простой монтаж с помощью саморезов. Недостатки — меньшие прочность и срок службы, высокая вероятность возгорания.
Верхнюю часть каркаса стола для распила ДСП и других материалов часто делают своими руками из тех же листов, которые выбрали для столешницы. Для ножек деревянной конструкции рекомендуется использовать брус, закрепив его с помощью металлических уголков. Плюсы и минусы опор из дерева аналогичны особенностям сделанной из того же материала станины.
Основой стола для раскроя и распиловки досок может стать металл. Устойчивость повышается при выборе металлических уголков или швеллеров со сторонами 25–50 мм. Для экономии их покупают в пунктах приема металлолома или заменяют профильными трубами. Детали каркаса соединяются сваркой. Использование болтовых соединений не рекомендуется из-за возможности раскручивания под действием вибрации. Причины выбора металлической станины — максимальная прочность, надежность, простой уход. Минусы — высокая стоимость, необходимость использования сварочного аппарата.
Деревянные брусья
Выбор габаритов
Выбирать размеры распиловочного стола стоит в зависимости от квадратуры мастерской. Небольшая площадь помещения позволяет использовать столешницу 50 х 50 см. Делать распиловочный стол меньше не имеет смысла — пользоваться им будет затруднительно при обработке длинных заготовок. Универсальный размер, обеспечивающий удобное пиление ЛДСП, — 80 х 80 см.
Максимальные рекомендованные габариты распиловочного станка — 120 х 120 см.
Для соблюдения требований безопасности пилу рекомендуется размещать посередине столешницы на расстоянии не менее 25 см от края — именно этот показатель и приводит к минимальной ширине в 500 мм. Расположение распиловочного диска также зависит от того, как именно его будут использовать. Всего существует три разновидности конструкции:
- для продольного распиливания;
- для поперечного распиливания;
- универсальные.
Глубина и расположение установки диска зависят от обрабатываемых на станке заготовок. Для досок и фанеры он должен выступать над столешницей на 50–80 мм, для бревен — на 110–125 мм. Высота верхней части каркаса из листов фанеры или ЛДСП может быть в пределах 35–40 см. Если делать станину только из бруса, этот параметр зависит от сечения. Оставшуюся часть конструкции представляют деревянные ножки, размер которых мастера обычно выбирают под свой рост. Общая высота распиловочного стола составляет около 1,0–1,1 м, но может уменьшаться до 900 мм.
Создание чертежа
Первый этап создания станка для обработки древесины — чертежи распиловочного стола. Их можно не составлять, подобрав подходящий вариант на тематических сайтах или форумах. Но лучше сделать хотя бы простейшую схему самостоятельно, учитывая имеющиеся в наличии материалы и выбранные размеры.
На чертеже отмечают все нюансы, которые понадобятся для подготовки материалов, указывают места крепления опор и углы их наклона, если ножки стола не перпендикулярны столешнице. На рисунке стоит отметить также место для крепления блока включения и выключения пилы. При самостоятельном составлении схемы соблюдение масштаба и точных пропорций необязательно. Главное — правильно указать размеры всех будущих деталей для распиловочного станка.
Этапы изготовления
Перед сборкой станка для распила досок, бревен и заготовок следует подготовить все необходимые материалы и инструменты. Для работы понадобятся:
- влагостойкая фанера;
- листовой материал, подходящий для изготовления корпуса;
- элементы для корпуса и ножек (бруски 40 на 40 мм).
Крепление будет выполняться саморезами с помощью шуруповерта. Все необходимые детали пилят электролобзиком. Также готовится пила с диском подходящего диаметра.
Алгоритм создания стола:
- Распиливание всех деталей на части с нужными размерами.
- Разметка участков крепления пилы и ножек на столешнице.
- Изготовление корпуса, который обычно представляет собой ящик прямоугольной формы без крышки и дна.
- Установка столешницы.
- Вырезание отверстия, которое должно быть на 5–10 мм длиннее и на 4–6 мм шире диска.
Если распиливать материал под определенным углом, то получившаяся прорезь должна напоминать по форме трапецию (перевернутую). Для ровного пиления делается обычное отверстие. Перед выпиливанием паза следует приложить пилу и откорректировать отметки.
Распиливание всех деталей на части с нужными размерами
Разметка участков крепления пилы и ножек на столешнице
Изготовление корпуса
Установка столешницы и вырезание отверстия
Подготовка к установке пилы
Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
Работа по изготовлению станка требует большой сосредоточенности и концентрации внимания. Малейшая ошибка может привести к тому, что придется начинать все заново.
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз
Разметить места для лемешных болтов М8 с потайной головкой
Установить металлический распиловочный диск и тщательно затянуть болты снизу
Установить блок для включения и выключения мотора дисковой пилы
Изготовление упоров
Последний этап изготовления распилочного стола своими руками — установка упоров. Стандартная деталь большинства циркулярных станков — направляющая для продольного реза. Традиционно упор изготавливают из алюминиевого карниза или деревянного бруска. Размер его выбирают так, чтобы деталь проходила по всему столу — параллельно пиле и от края до края.
Часто используются на распилочных столах и поперечные упоры. С их помощью выполняют резку деталей под углом 90 градусов и торцевание досок. Для изготовления упора следует выполнить такие действия:
- Подготовить обыкновенный фанерный лист толщиной 1 см.
- Закрепить на нем брусок высотой не ниже 2 см.
- С нижней стороны основания закрепить вторую рейку, перпендикулярную первой.
- Отрезать лишнюю часть основания.
К обрабатываемым заготовкам поперечные упоры крепятся с помощью струбцин или крепежных устройств, сделанных из деревянных шайб. Такие самодельные зажимы обеспечивают крепление направляющих на деталях практически любой ширины. Если же брусок с нижней стороны основания закрепить под углом 45 градусов, получится угловой упор. После завершения всех работ поверхность циркулярного стола можно обработать шлифовальной машинкой и покрыть слоем защитного лака. Это убережет ее от различных механических повреждений, да и в целом продлит срок службы.
Возможно, внешне такой стол выглядит не так привлекательно, как фабричный. Однако с технической точки зрения ничем ему не уступает, поэтому даже начинающий плотник может смело браться за его изготовление.
Подготовить детали для продольного упора
Собрать кронштейны для крепления
Установить планку на стол
Скрепить части для поперечного пиления
Прикрепить поперечные упоры с помощью струбцин
Поперечный упор готов
Видео
На простейших моделях серийных сверлильных станков и на оборудовании, которое изготовлено своими руками, устанавливаются преимущественно координатные столы, которые приводятся в действие механическим способом. В том случае, если от сверлильного станка требуются высокая точность и производительность обработки, на нем устанавливают столы, приводимые в движение посредством электрических двигателей.
В приводах координатных столов используют три типа передач:
- на основе зубчатых колес и реек;
- на основе ременных механизмов;
- шарико-винтовые.
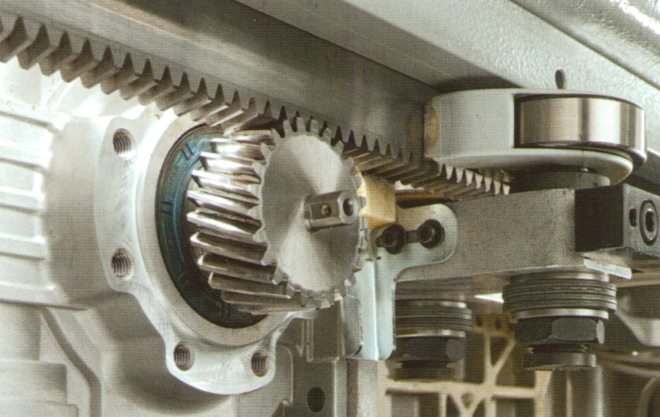
Косозубая зубчато-реечная передача обеспечивает точность позиционирования
На выбор типа передачи влияет ряд параметров:
- скорость, с которой должен перемещаться стол и закрепленная на нем заготовка;
- мощность используемого электродвигателя;
- требования к точности обработки деталей.
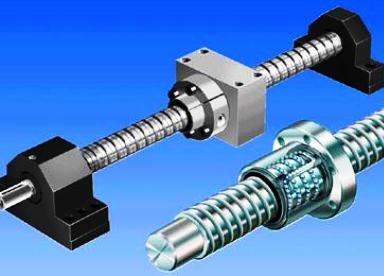
Высокую точность перемещения обеспечивает шарико-винтовая передача, которая также обладает и рядом других достоинств:
- очень незначительный люфт;
- плавность перемещения;
- бесшумность работы;
- устойчивость по отношению к значительным нагрузкам.
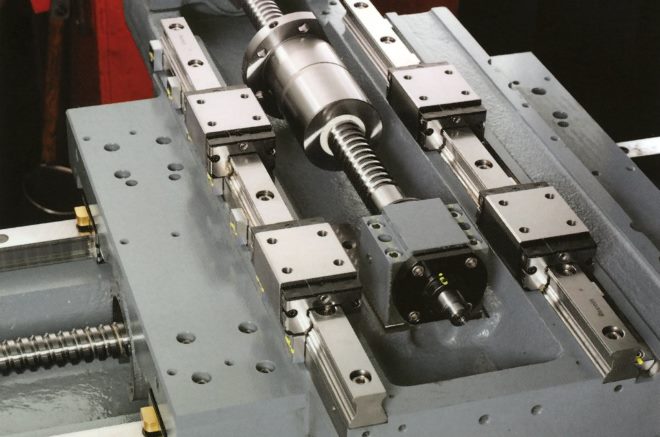
Шарико-винтовая передача в высокоточном координатном столе
Минусами передачи данного типа являются невозможность обеспечить высокую скорость перемещения стола и значительная стоимость такого механизма.
Чтобы удешевить стоимость изготавливаемого своими руками координатного стола для сверлильного станка, можно оснастить его приводом на основе обычной винтовой передачи. Однако в таком случае необходимо позаботиться о том, чтобы передаточный винтовой механизм как можно чаще смазывался.

Самодельный координатный стол с винтовыми передачами и цилиндрическими направляющими
Бюджетным вариантом также является использование привода перемещения координатного стола, выполненного на базе ременной передачи. Устанавливая такой привод на координатный стол, изготовленный своими руками, следует учитывать минусы его использования:
- быстрый износ ремней;
- растяжение ремней в процессе эксплуатации;
- повышенный риск обрыва ремня при повышенных нагрузках;
- невысокая точность.
Точность и высокую скорость перемещения обеспечивают приводы координатного стола, выполненные на базе зубчато-реечной передачи. Между тем, используя такой привод, следует быть готовым к тому, что в элементах его механизма образуется люфт после определенного периода активной эксплуатации.
Пошаговый алгоритм изготовления бытового стола с механическим приводом
Чтобы изготовить координатный стол с самым простым, механическим приводом, необходимо следовать инструкции:
- Нужно изготовить центральный узел стола в виде крестовины из металлических профилей 20 х 20 см (толщиной 2 мм). Он должен обеспечивать устойчивость всей конструкции, поэтому все детали свариваются.
- На поверхности готовой крестовины собрать каретки с ходом 94 мм.
- Профили обработать напильником, после чего в него вставить гайки М10.
- На шпильках М10 произвести сборку рукояток с подшипниковым узлом.
- Далее следует сварить два П-образных основания из уголка, а затем собрать всю конструкцию на болтах, которые были вкручены в запрессованные ранее гайки.
- Все узлы, а также подвижные части протереть смазочным материалом.
- Собранный столик нужно прикрепить к станине сверлильного станка.
Чтобы смазанные элементы конструкции были защищены от попадания стружки или других отходов при обработке заготовки, между координатным столом и станком желательно проложить фанеру. Габариты готового манипулятора составят 35 х 35 см, а толщина изделия – 6,5 см. Желательно, чтобы полная длина направляющих была около 30 см.
Изготовить центральный узел стола в виде крестовины
На поверхности готовой крестовины собрать каретки
Профили обработать напильником, вставить гайки
На шпильках произвести сборку рукояток с подшипниковым узлом
Сварить два П-образных основания из уголка
Собрать всю конструкцию
Все узлы, подвижные части протереть смазочным материалом
Прикрепить к станине сверлильного станка
Где выгодно приобрести координатный столик
Купить координатный столик рекомендуем выгодно в этом китайском магазине. Далее о том, как его можно удачно применить. Видео канала youtube “Технарь” в конце публикации.
В этом видео обзоре координатный столик, который станет частью фрезерного станка. Выполнен из алюминиевого сплава. Поперечный ход 50 мм, продольный 200. Не обращайте внимания на люфт, легко устраняется шестигранником, в комплекте. В качестве ходовых винтов используется стандартная стальная шпилька м8. Кроме лимбов, отметки на которых являются обычными наклейками, на продольном перемещении есть линейка. Но нет никакой метки на столике, по которым можно вести отчет.


Мастер разобрал столик для понимания, с чем мы имеем дело. Где купить, смотрите в начале статьи. Как видите, люфты убираются поджатием пластины. Ходовой винт вращается во втулки из такого же материала. Стол, это профиль из крепкого алюминиевого сплава с толщиной стенки 3 миллиметра. Про работу по стали нет никакой речи, но дюраль позже попробуем про фрезеровать.

Вместо штатного штифта, которые закручивался отверткой, удерживал вал с ручкой, теперь, благодаря работе токаря, винт с барашком. Закрутив его до упора, стопорится вертикальное перемещение. То, что нужно для фрезеровки. Выкрутить его чуть больше, меняется положение вала так, чтобы ручка не мешала. Так же сделаны две втулки для дрели и фрезера. Остается только сделать крепление для столика и протестировать в работе.
Теперь сверлить стальную шину 6 мм одно удовольствие. Даже болты на 12 для крепления на столике советского станка были бы маловаты. Поэтому пришлось вкручивать шпильки на 8 в куски стальной шпильки. Теперь точно можно закреплять координатный столик и переходить к самому главному. К испытанию.
Первые подопытный материал – кусок акриловой пластины. По своим свойствам чуть жестче, чем оргстекло. Не такой вязкий. Для закрепления детали в комплекте со столиком есть два прижима.Минимальная скорость фрезера при оборотах 8000. Никакой нагрузки на фрезер не ощущается, снимается около 1 миллиметра.Продолжение на видео с пятой минуты
Производство самодельных вариантов исполнения
При изготовлении следует изначально выбрать материал изготовления:
- Чугун – дорогой, тяжелый, хрупкий материал. Его довольно редко используют при производстве сверлильного станка.
- Сталь – прочный, твердый, долговечный металл, который также имеет достаточно высокую стоимость. Сталь можно назвать наиболее привлекательным материалом.
- Алюминий – легкий, легкоплавкий, но дорогой и мягкий материал. Его достаточно просто использовать при изготовлении любых деталей для станка. Как правило, мини оборудование создается при использовании этого сплава.
Вышеприведенные материалы выбираются для полноценного или мини станка.
Определение оборудования
Координатный стол – манипулятор, который используется для крепления обрабатываемой заготовки. Существует несколько вариантов исполнения столов станка:
- вакуумный метод крепления – используется довольно редко из-за сложности конструкции;
- механический тип крепления прост в исполнении, сделать его можно своими руками достаточно быстро;
- крепление за счет веса заготовки. При использовании сверлильного станка могут подвергаться обработке заготовки большой массы. За счет своего веса базируемая деталь остается на месте даже при сильном воздействии.
Различают позиционирование с одной, двумя, тремя степенями свободы. Этот момент определяет то, что подача заготовки может проводится по трем разным координатам. При сверловке плоского изделия достаточно передвигать ее всего по одной горизонтальной плоскости.
Можно условно выделить два основных типа:
- Больших габаритов. Большой координатный стол создается с учетом того, что на него будет установлено само оборудование, а также заготовка.
- Координатный стол небольших габаритных размеров монтируется на станине оборудования.
Существует несколько механизмов управления, при помощи которых координатный стол изменяют свою позицию:
- Механический привод встречается довольно часто. Сделать его для сверлильного станка можно и своими руками для налаживания мелкосерийного производства.
- Электрический привод устанавливается для сверлильного станка довольно часто. Сделать его своими руками достаточно сложно, так как нужно выдерживать высокую точность при изготовлении. Для автоматического передвижения координатный стол должен иметь собственный источник питания.
- Еще отдельной группой можно назвать механизм, который работает от числового программного управления.
Сделать своими руками можно небольшой координатный стол с механическим приводом.
Виды передач для движения стола
При маленьком настольном станке перемещение стола осуществляется механическим способом. Но чем большие скорость, точность и производительность необходимы, тем тщательнее выбирается вид привода. В основном применяются электрические двигатели.
Суть работы узла в преобразовании вращательной работы двигателя в поступательное движение плоскости стола. Выделяют три вида передач:
- зубчато-реечные;
- ременные;
- шарико-винтовые.
Выбор типа узла делается исходя из:
- скорости перемещения заготовки;
- мощности двигателя станка;
- необходимой точности обработки.
Точность обработки при различных передаточных узлах
| Вид передаточного механизма | Показатель точности |
| Шарико-винтовая пара | 6-12 микрон |
| Шестерня-рейка | до 10 микрон |
| Зубчато-ременной | 50 … 100 мкм |
Преимущества шарико-винтовой передачи:
- возможность высокоточной обработки;
- малый люфт;
- плавное движение стола;
- бесшумность работы;
- возможность воспринимать большие нагрузки.
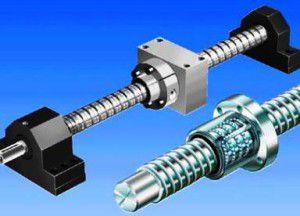
Чертеж шарико-винтовой передачи
Значительным минусом выступает ограниченность скорости подачи. Особенно проявляется снижение скорости при длине винта более 1500 мм. Примерный расчет скорости: для привода мощностью 1 кВт скорость вращения равна 3000 об/мин. При шаге винта 10 мм скорость передачи 0,5 м/сек. В таком случае 3 м будут пройдены за 6 сек.
Еще одним минусом является высокая стоимость. Удешевить проект можно применением соединения с винтом и гайкой. В таком случае необходимо обеспечить постоянную смазку узла.
При шестерно-реечной передаче обеспечивается высокая скорость и достаточная точность. Недостатком является высокая степень люфта при передаче усилий с привода.
Установка ремня самый бюджетный и распространенный способ при создании стола своими руками. Невысокая стоимость ременной передачи и скорость подачи до 1 м/с, компенсируется следующими недостатками:
- быстрый износ;
- потеря натяжения за счет растяжения;
- возможность обрыва при ускорении;
- малая точность работ.
При покупке координатного стола для сверловки или монтаже своими руками необходимо учесть условия работы. Соотношение всех механизмов по параметрам: загруженности, срока службы, нагревания и остывания, дадут хороший результат при работе
Особенно это важно при самостоятельном изготовлении из подручных материалов
Преимущества и недостатки самостоятельного изготовления
Координатный стол представляет собой дополнительную конструкцию к фрезерному, сверлильному металло- или деревообрабатывающему станку. Благодаря ему можно увеличить производительность оборудования, снизив трудоемкость процесса обработки деталей. Заготовка просто фиксируется на рабочей поверхности и может плавно перемещаться по заданной траектории.
Самодельные координатные столы имеют достоинства:
- небольшие габариты;
- простую конструктивную форму;
- управляются механическим способом;
- используются в кустарном производстве.
Их главное достоинство – экономия денежных средств. Изготовление такой конструкции с нуля обойдется гораздо дешевле, чем покупка заводского манипулятора. Конечно, есть и ряд сложностей при самостоятельном изготовлении. Нужен подходящий чертеж, в соответствии с которым будет задана требуемая траектория движения заготовки. Если чьих-то наработок нет, то придется создавать его самостоятельно, но любая погрешность при черчении схемы даст о себе знать во время работы. Кроме того, стол, сделанный своими руками, подойдет только для мелкого производства, так как простейшие самодельные механизмы изнашиваются гораздо быстрее фабричных.
Простая конструктивная форма
Небольшие габариты
Управление механическим способом
Экономия денежных средств
Самодельный координатный столик , возможно ? — Самодельные станки
Вот сделал фото (правда качество не очень) при работе со сталью, на одной пластина х35, на втором фото собственно деталь для работы с которой и задумывался аппарат (на фото одна деталь до обработки, вторая зажатаяв тески уже пройдена на три раза)
Изменено 25 января 2014 пользователем BM_906
Типы привода
При создании маленького станка зачастую устанавливают координатный стол с механической подачей. Однако существует достаточно много типов привода, выбор которых проводится по следующим признакам:
- скорость обработки;
- точность позиционирования;
- производительность оборудования.
В большинстве случаев выбирают электрический привод, при создании которого устанавливается двигатель.
Суть работы этого механизма заключается в преобразовании вращения в возвратно-поступательное движение. Выделяют нижеприведенные типы передач для рассматриваемой конструкции:
При создании привода зачастую выбирают ременную передачу. Самодельный механизм ременного типа обходится дешевле других, однако ремень быстро изнашивается и растягивается. Также проскальзывание ремня определяет малую точность работы подвижного элемента. Все элементы координатного стала соединяются между собой сварным методом. При этом используется и резьбовой метод соединения определенных деталей.
В заключение следует отметить тот момент, что самодельная конструкция подходит исключительно для оборудования бытового применения, так как достигнуть той точности, которой обладают промышленные модели, практически не возможно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: