
Операционная карта как сделать
Добавил пользователь Skiper Обновлено: 18.09.2024
Операционная карта (ОК) - документ предназначен для описания технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. Формы и правила оформления ОК приведены в ГОСТ 3.1404-86. Операционная карта также как и маршрутная карта имеет формы – 3,2 и 2а(продолжение главного листа , т.е форм 3 и 2).
При разработке операционной карты необходимо сначала разработать и полностью оформить эскиз на карте эскизов, а только потом заполнять текстовую часть операционной карты.
Структура построения операционной карты (ОК) идентична маршрутной. Запись информации выполняется построчно с привязкой к соответствующим служебным символам.
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| р | Информация о режимах обработки |
Содержание перехода следует указывать по всей длине строки с возможностью переноса информации на последующие строки. Номер перехода проставляется в начале строки. Переходы основные и вспомогательные нумеруются арабскими цифрами (1, 2…).
Для промежуточных переходов, не имеющих графических иллюстраций, в содержании переходов следует указывать исполнительные размеры с их предельными отклонениями и при необходимости шероховатость обработанной поверхности. Например, Точить поверхность Ø20-0,2 мм на длину ℓ=12 +0,2 мм , Ra 2,5.
Если обработка производится с переустановом детали, то для обозначения установов следует применять прописные буквы русского алфавита (А, Б..), а для обозначения позиций - арабские цифры натурального ряда, например, Установ Б или Позиция 5.
В общем случае в содержание перехода включается:
1. Ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме (точить, сверлить, фрезеровать, шлифовать, долбить и т.д.)
2. Наименование в винительном падеже обрабатываемой поверхности, конструктивных элементов или предметов производства, например, отверстие, поверхность, фаску, канавку, заготовку, галтель и т.п.
3. Информацию о размерах обработки резанием или их условных
обозначениях, приведенных на операционных эскизах и указанных там
арабскими цифрами натурального ряда в окружности диаметром 6. 8 мм.
4. Дополнительную информацию, характеризующую количество одновременно или последовательно обрабатываемых поверхностей, характер обработки и т.п., например, "предварительно", "последовательно", "по копиру"," окончательно" и т.п.
Параметры шероховатости обрабатываемой поверхности указываются только обозначениями на картах эскизов. Допускается указывать в тексте содержания операции информацию о параметре шероховатости предварительно обрабатываемых поверхностей (промежуточных переходов), если это нельзя указать на операционном эскизе, например, "фрезеровать предварительно поверхность 1, выдерживая высоту 70±0,5, Rz =50".
Данные по технологической оснастке записывают в следующей последовательности:
Ø приспособления;
Ø вспомогательный инструмент;
Ø режущий инструмент;
Ø средства измерения.
Указание данных по технологическим режимам следует выполнять после записи состава применяемой те
Большинство граф в верхней части операционной карты соответствует аналогичным графам маршрутной карты. В дополнительные графы информацию следует вносить в соответствии с рисунком и таблицей.
Таблица - Информация по дополнительным графам операционной карты
| Номер пункта поиска | Наименование (условное обо- значение графы) | Содержание информации |
| Графы для записи содержания перехода, информации по оснастке, режущему и измерительному инструменту | ||
| ПИ | Номер позиции инструментальной наладки. Графа заполняется для станков с ЧПУ | |
| Д или В | Расчетный размер обрабатываемого диаметра (ширины) детали. Данные по "Д" или "В" указываются с учетом величины врезания и перебега | |
| Т о, Т в, Т пз , Т шт | Нормы времени на операцию, мин | |
| L | Длина рабочего хода с учетом величины врезания и перебега | |
| t | Глубина резания | |
| i | Число рабочих ходов | |
| - | Номер операции | |
| S | Подача | |
| п | Частота вращения шпинделя | |
| V | Скорость резания |

Рисунок – Пример операционной карты
Карта эскизов
Карта эскизов – основной графический документ, дающий наглядную информацию о выполняемой технологической операции.
Эскизы следует выполнять с соблюдением масштаба или без соблюдения масштаба, но с примерным соблюдением пропорций.
При разработке технологической операции необходимо сначала разработать и полностью оформить эскиз на карте эскизов, а только потом заполнять текстовую часть операционной карты.
На каждом эскизе необходимо показать:
1. Заготовку в рабочем положении, при чем ее контур изображается в таком виде, в каком она получается в конце данной операции или установа. Если операция выполняется за несколько установов, то эскиз оформляется на каждый установа отдельно. В этом случае каждому эскизу присваивается номер операции и через черточку номер вспомогательного перехода на перезакрепление заготовки. Например, 020-1, 065-2 и т.п.
2. Поверхности, обрабатываемые на данной операции, выделяются утолщенными черными линиями.
3. Условное обозначение опор, зажимов, установочных устройств выполняются согласно ГОСТ 3.1107-81 (Опоры, зажимы и установочные устройства. Графические обозначения).
4. Размеры, получаемые на данной операции с указанием допусков и шероховатости поверхности. При этом необходимо учесть, что на эскизе проставляются только те размеры, которые обеспечиваются только на данной операции. Проставлять размеры следует таким образом, чтобы не появилась необходимость перерасчета номинальных значений и допусков на них, т.е. простановка размера должна учитывать способ его получения (технологическая база должна быть совмещена с измерительной).
5. Габаритные размеры заготовки (в качестве справочных данных)
6. Допуски на погрешности формы, взаимного расположения поверхностей, если это необходимо обеспечить на данной операции.
7. Режущий инструмент показывается по мере необходимости предпочтительно в конце рабочего хода (если инструмент затемняет эскиз, то его можно изобразить отведенным от заготовки).
На рисунке 2 представлен пример оформления карты эскизов.
Нумерация обрабатываемых поверхностей либо размеров обработки, проставляемая в кружочках, начинается с цифры 1. Последовательность простановки номеров в кружочках рекомендуется вести по ходу часовой стрелки. Нумерация относится только к конкретной рассматриваемой операции (установу). На последующих операциях (установах) нумерация опять начинается с цифры 1. При этом, естественно, одна и та же поверхность заготовки на разных операциях (установах ) может иметь различный номер.
При заполнении основной надписи на карте эскизов (в верхней части) необходимо помнить, что средняя графа из трех, обведенная жирной линией не заполняется.
На эскизах наладки, которые оформляются на формате А1 для большей наглядности обработки, показывается все тоже, что и на карте эскизов, и дополнительная информация:
· Теоретическая схема базирования заготовки;
· Траектория движения режущего инструмента для станков с ЧПУ;
· Таблица с режимами резания
· Некоторые элементы конструкции станочного приспособления.
Над каждым эскизом наладки указывается наименование операции и ее номер согласно маршрутной карте.
Документы технического контроля
Контрольная операция в большинстве случаев является заключительной в разработанном технологическом процессе. Вместе с картой контроля при необходимости графических изображений оформляется карта эскизов по форме 7 и 7 а ГОСТ 3.1105-84. При этом карта эскизов содержит эскиз детали, на котором указывают контролируемые параметры детали:
ü размеры с предельными отклонениями;
ü шероховатости поверхностей;
ü допуск формы и взаимного расположения поверхностей;
ü технические требования к детали;
ü таблицы с требованиями точности детали (для зубчатых колес и шлицевых соединений).
Правила оформления карты эскизов для контроля детали аналогичны правилам оформления карты эскизов механической обработки.
Информацию по графам технического контроля следует вносить в соответствии с таблицей 1 и рисунком 1.
Для удобства поиска соответствующих граф карты номера пунктов таблицы продублированы выносными линиями на полях рисунка 1.
Таблица 1- Информация, вносимая в карту технического контроля
| Номер пункта поиска | Наименование (условное обозначение графы) | Содержание информации |
| Контролируемые параметры | Параметры, по которым идет технический контроль | |
| То | Суммарное основное время на операцию | |
| Тв | Суммарное вспомогательное время на операцию | |
| Код средств ТО | Код, обозначение средств технологического оснащения (ТО) по классификатору или по НТД (нормативно-техническим документам) | |
| Наименование средств ТО | Краткое наименование средств технологического оснащения | |
| Объем или ПК | Объем контроля (в шт.; %) или периодичность контроля (ПК) (в час, смену и т.д.) | |
| - | Код операционной карты технического контроля | |
| - | Номер операции технического контроля согласно ТП |

Рисунок 1 –Пример заполнения операционной карты технического контроля (форма 2)
Запись переходов в карте контроля производят в следующей последовательности:
ü переходы по наличию заусенцев, острых кромок, фасок, скруглений и т.д.
ü переходы по контролю шероховатости обработанных поверхностей;
ü переходы по контролю диаметральных, линейных, резьбовых поверхностей и т.д.
ü переходы по контролю погрешности формы (овальность, округлость, конусообразность и т.д.)
ü переходы по контролю погрешности взаимного расположения поверхностей (торцевое и радиальное биение, параллельность, перпендикулярность, соосность и т.п.)
ü переходы по контролю параметров зубчатых колес.
Остальные графы заполняются аналогично маршрутной и операционной картам.
Описание операции технического контроля производится в полной или краткой форме.
При полной форме запись содержания переходов производится на всю длину строки с возможностью переноса информации на последующие строки. Данные по применяемым средствам измерений следует записывать всегда с новой строки.
При краткой форме контролируемые параметры выражаются цифрами, и записываются в соответствующие графы, при этом еще оформляется карта эскизов. В этом случае текстовую запись применять не следует, необходимо указать только соответствующие параметры, например, ø 47±0,039.
Данные по применяемым средствам технологического оснащения следует записывать исходя из их возможностей, т.е. к каждому контролируемому размеру (параметру) или к группе контролируемых размеров (параметров).
При необходимости графических изображений к текстовым документам их следует выполнять на форме карты эскизов по ГОСТ 3.1105-84.
Каждому контролируемому параметру соответствует применяемые средства измерения.
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.

Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.
Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.

При этом в качестве основы применяется пример заполнения.
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Числовое программное управление (ЧПУ) широко используется в станках различного типа. Оно позволяет автоматизировать процесс, повысить точность и изготавливать сложные детали. Однако для того, чтобы станок выполнял задуманную операцию, необходима правильная наладка ЧПУ. Порядок и правила ее проведения заслуживают особого внимания.
Что такое наладка станка с ЧПУ?

Наладка ЧПУ представляет собой завершающий этап приведения станка в рабочее состояние и включает настройку системы на выполнение конкретных операций. Эту сложную задачу выполняет квалифицированный наладчик. В его обязанности входит введение программы, запуск управляющей системы, проверка ее функционирования. При необходимости проводится корректировка управляющей программы (УП) и всего программного обеспечения (ПО). Наладка обязательно производится на нескольких режимах.
Большинство станков с ЧПУ обладают универсальностью, т. е. предназначены для проведения разнообразных операций. На каждую операцию предусмотрена своя УП и конкретные режимы работы. Для того чтобы не проводить наладку и настройку ЧПУ при каждом переходе на новое задание, применяются 2 способа сохранения настроечных сведений – карта наладки и комментарии к УП.
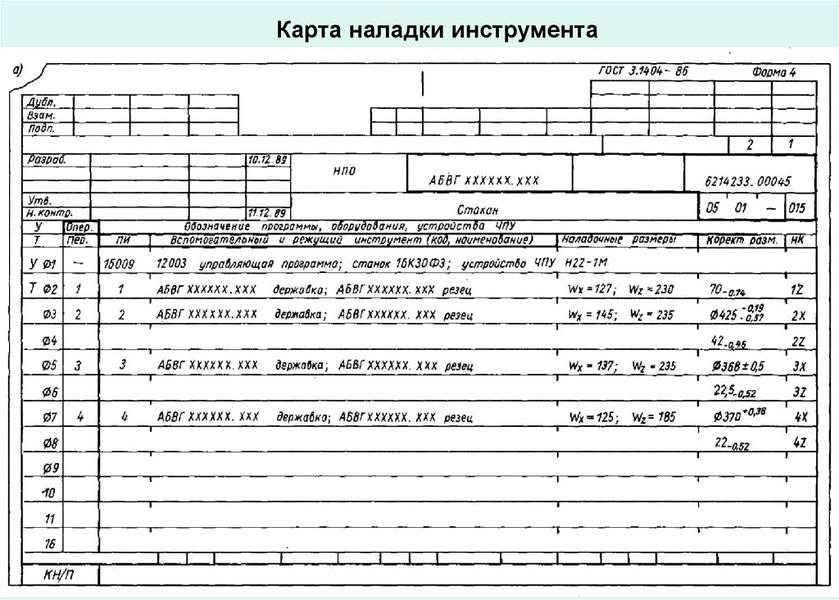
Что такое карта наладки станка с ЧПУ и зачем она нужна, кто составляет?

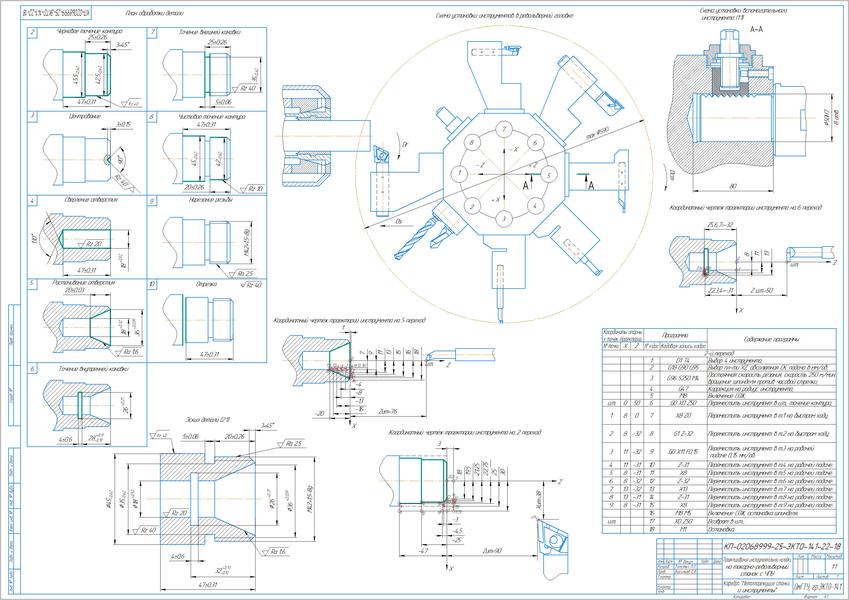
Карта наладки станка (КНС) с ЧПУ — это расчетно-технологическая карта, в которой на плоском изображении (чертеже) отображается статистика изменения производственного процесса для визуального восприятия его основной сути. Она является основным документом для наладчика оборудования при подготовке его к выполнению конкретной операции, а также для комплектовщика и настройщика рабочего инструмента при его подборе.
В КНС отражаются наиболее важные параметры: необходимый инструмент (основной и вспомогательный), его расположение на станке и применение; размерная цепь системы на всех стадиях рабочего процесса; технологические режимы процесса; конфигурация конечного результата с указанием основных ориентиров (опорных точек); исполнительные размеры.
Разрабатывает КНС технологическая служба предприятия. Технолог вносит в нее результаты окончательной отработки конкретной технологической операции. Оформленная графически карта передается наладчику ЧПУ, который после соответствующей обработки вносит ее в программу станка. После ввода она становится доступной оператору, и ему достаточно найти нужную КНС при необходимости выполнения определенной операции. Станок обеспечит операцию без дополнительной настройки, по предыдущим данным.
Использование КНС вполне обосновано. При выполнении на одном станке разнотипных операций в разной последовательности устраняется необходимость проведения наладки при каждом переходе. Производство какой-либо детали может прекратиться на длительное время, но в последующем возникает необходимость его возобновления. С КНС не надо разрабатывать техдокументацию вновь. Достаточно воспользоваться памятью компьютера и вывести ранее использовавшуюся карту. Наконец, при смене всего обслуживающего персонала возникает необходимость освоения новыми сотрудниками всего производимого ассортимента. На это потребуется время. При наличии КНС достаточно просто запустить ее для установки нужных режимов.
Что такое комментарии в карте наладки?
В ККНС рекомендуется отражать такие сведения:
- наименование обрабатываемого изделия;
- дата составления;
- номера заказа (КНС);
- материал изделия;
- информация о системе координат;
- перечень технологических операций;
- параметры рабочего инструмента (наименования, размеры).
У систем управления достаточно часто имеются ограничения по работе с ККНС, т. к. воспринимаемый объем лимитируется 32 символами. Для расширения возможности устанавливаются стойки с полноразмерной клавиатурой (СЧПУ). При этом стойка должна поддерживать символы на кириллице.
Содержание карты наладки для станков с ЧПУ
Для полного понимания системой команд в КНС нужно внести такие сведения:
- модель и марку станка и СЧПУ;
- наименование конечного изделия и УП;
- эскиз изделия с указанием номеров поверхностей по очередности их обработки, расположение по отношению к рабочему органу станка;
- название и порядковые номера рабочих инструментов;
- информацию о приспособлениях, необходимых для установки на станок для проведения операции;
- перемещения (вылеты) инструментов по осям;
- очередность выполнения операций;
- координаты начальных точек рабочих органов и координаты начала обработки.
Порядок оформления
Оформление КНС осуществляется в такой последовательности:
- В обычной (прямоугольной) системе координат чертится эскиз обрабатываемой детали. Отмечается точка, с которой начинается обработка (исходная точка).
- Размечается расположение крепежных точек (зон) на станке с учетом выбираемой оснастки.
- Указывается траектория движения рабочего инструмента в данной системе координат.
- На траектории инструмента устанавливаются опорные точки с цифровым обозначением и указанием направления движения с помощью стрелок.
- Отмечаются точки контроля, в которых запланирована краткосрочная остановка станка для проверки правильности и точности обработки.
- На каждом участке обработки отмечаются ее режимы.
- Особым образом выделяются опорные точки, координаты которых определяются непосредственно по КНС.
- Наносятся дополнительные сведения, уточняющие особенности обработки – последовательность операций, характеристики инструмента и т. п. Можно использовать цифровое или буквенное обозначение.
При разработке КНС рекомендуется учитывать такие нюансы:
- Желательно совместить проведение рабочих и холостых операций.
- Наиболее объемные и тяжелые операции выполняются первыми.
- При обработке изделий сложной конфигурации используется чистовой и черновой инструмент.
- В процессе обработки может изменяться жесткость, что необходимо учитывать при определении порядка операций.
- Надо исключить соударения заготовки и инструмента на холостом ходу.
Важно! Оформление КНС часто производится технологом вручную. В настоящее время есть CAD/CAM-системы, которые составляют документ в автоматическом режиме при введении программы на обработку конкретной детали.
Разработка управляющей программы для станков с ЧПУ
Для проведения необходимой операции на станке УП должна задать траекторию движения рабочего инструмента. Расчетные данные записываются на носитель с помощью определенной последовательности фраз. В такие фразы помещается нужная геометрическая и технологическая информация, которая необходима для обработки конкретного участка заготовки.
Порядок фраз должен полностью соответствовать последовательности осуществления технологических приемов. Все фразы включают определенное количество сторон перфоленты, причем каждой из них соответствует запись в форме кодовых символов и знаков. Несколько строк в пределах фразы с определенной последовательностью формируют программу для одного рабочего органа станка. Может применяться 2 варианта записи УП: с кадрами, т. е. постоянной длиной фраз, или с изменяющейся их длиной.
Рекомендации по работе с технологической документацией
Для того чтобы осуществить настройку любого станка с ЧПУ, требуется такая технологическая документация:
- КНС;
- эскизы по каждой отдельной операции (операционные эскизы);
- расчетно-технологическая карта;
- операционная карта режимов.
На крупных производственных предприятиях используется весь комплект стандартизованной документации. В настоящее время большинство организаций переходит на оформление и порядок ее использования по собственным, внутренним, правилам. Небольшие фирмы, имеющие 1–2 станка с ЧПУ и ограниченную номенклатуру изделий, вообще отказываются от использования карт. На станках УП четко отрегулированы и не требуют внесения корректировок. К тому же архаикой выглядят и перфоленты. Однако использование КНС и для них порой становится острой необходимостью. Карты требуются при восстановлении выпуска деталей, производство которых давно прекращено, или при значительном обновлении штата операторов станков.
Образцы
Обрабатывающие станки разного типа имеют свои специфические характеристики и предназначены для проведения определенных операций. Для них значительно различаются и КНС, т. к. требуется различный инструмент, да и сама траектория движения существенно различается.
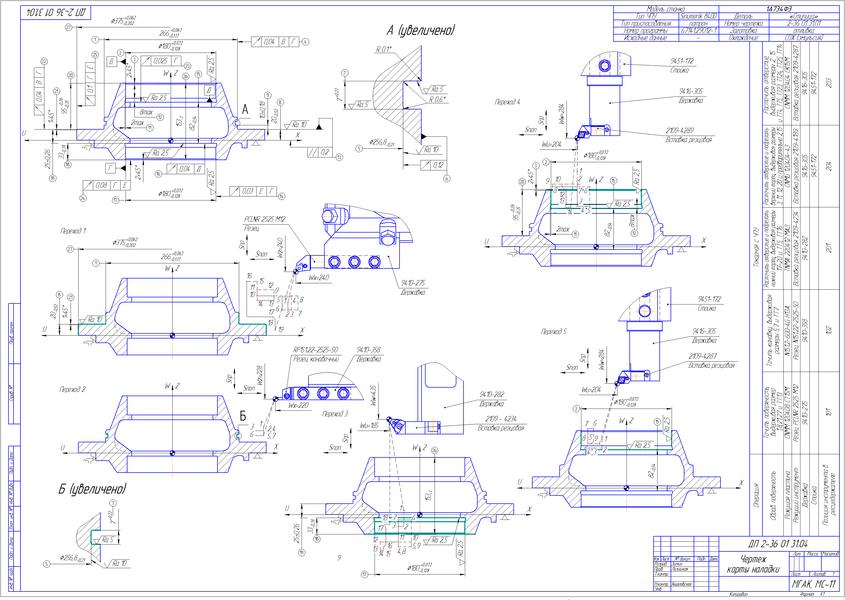
Фрезерного станка
В КНС для фрезерного станка с ЧПУ вносятся такие сведения:
- сведения об обрабатываемой заготовке (наименование, расположение и т. п.);
- чертеж в формате А1;
- операционная карта.
Для универсального фрезерного станка с ЧПУ КНС можно здесь.
Образец карты наладки:

Оформление КНС фрезерных станков производится с учетом ЕСТД ГОСТ 3.1404.74. Этот документ регламентирует карту обработки с правилами комплектования инструментами и технологической оснасткой.
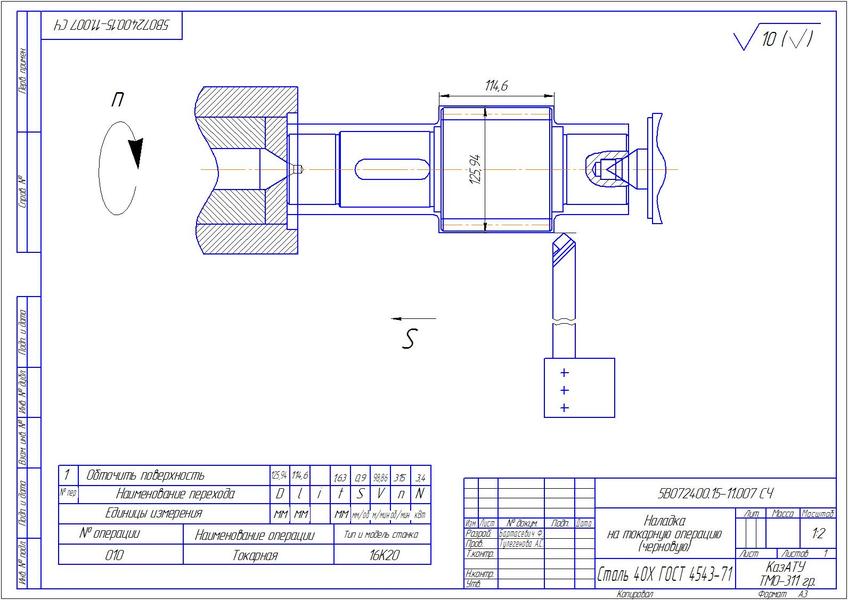
Токарного станка
В КНС токарного станка с ЧПУ обязательно указываются такие нюансы: указание по применению зажимных приспособлений и порядок их подготовки, размер исходной заготовки и конечной детали, список основного рабочего (резцов) и вспомогательного инструмента с указанием расположения точек режущих кромок относительно опорной точки станка, координаты начальной точки обработки. В станках патронного типа начало координат, как правило, находится на пересечении оси шпинделя с зеркалом зажимного патрона.
Образец КНС токарного станка с ЧПУ:
Для обеспечения точной работы станков с ЧПУ необходима профессиональная наладка. Ее проводит специалист-наладчик по установленным правилам для конкретного типа оборудования. Управляющая программа разрабатывается с учетом основных параметров заготовки и процесса обработки, а при наладке вносятся необходимые корректировки. Для сохранения в памяти результатов настроек оформляется карта наладки станка.
Читайте также: