
Как сделать соосность шкивов
Обновлено: 02.07.2024
Помогите советом, как посадить шкив на вал.
Посадка происходит совсем не внатяг, а наоборот - есть люфт. Т. е. отверстие в шкиве под вал расточено чуть больше, чем надо.
Как замерить - не знаю
Вот снял видео, чтобы продемонстрировать -
Пробовал намотать пару оборотов фольги на вал и одеть поверх - не получилось, т. к. шкив сдирает всю эту фольгу. Непонятно, как сделать так, чтобы она держалась на валу, пока одеваю шкив.
В идеале токарю и шкив (двигатель) показать, либо размер микрометром снять. Посадка в натяг должна быть. Работа не сложная.
Попробуйте покрыть посадочное место на валу множеством кернений(типа дятлинга) .Бывает,что это спасает на один раз.Можно также залудить поверхность оловом-при запрессовке излишки срежет.
электроискровое нанесение металла на внутреннюю поверхность шкива - все равно протачивать потом. Либо электроискровое - это что-то из высоких технологий. Я в своей дереве такого не видел.
Дятлинг на валу? Поверьте, с таким люфтом и такой массой шкива - это тоже не вариант. Вал проточить дороже потом будет стоить.
Originally posted by Джаш:
Попробуйте покрыть посадочное место на валу множеством кернений(типа дятлинга)
+1
Равномерно накерните. Можно зубильцем. Не понятна величина зазора. Поищите фальгу потолще. Ну а если не поможет, то полуавтоматом акуратно наварить и токарю на проточку, но только если у него станок без биения Но я бы вал мотора не трогал, если он нормальный. Портить, так колесо
Смотря какой зазор.Неоднократно проделывал такое с посадочными под подшипники(что валу,что в корпусе) на КПП авто.И ничего.
Кернение, лужение = онанизм. Шкив растачивать и втулить. Токарь желателен с руками и головой из нужных мест.
Отверстие - нутромером, вал - микрометром.
Если шкив предполагается съёмным - один разговор, если раз и навсегда - натяг зависит от наличия/отсутствия шпонки и предполагаемых нагрузок.
----------
"Грамотно зафиксированный пациент в анестезии не нуждается. "(с)
Если получится соблюсти соосность и перпендикулярность при запрессовке, то можно использовать рем состав для посадки подшипников (в автозапчастях продается). Залудить, накатать вал. Лично я бы переточил шкив. Если бы сам делал, то наплавил бы полуавтоматом и проточил. Т.к. в отверстии сложно наплавлять, вплоть до заварил бы его полностью, особо не заморачиваясь, смотрел бы только на отсутствие пор. Тем более, я не увидел на видео шпон паз. ИМХО, еще "мяса" со шкива снять не помешает.
Если получится соблюсти соосность и перпендикулярность при запрессовке - научите пожалуйста. Без сорказма. Буду премного благодарен за науку и не только я.
Кернение, лужение = онанизм. Шкив растачивать и втулить. Токарь желателен с руками и головой из нужных мест.
Единственный совет который безоговорочно следует принять за истину! Другие меры- выкинутый шкив!
Originally posted by ocherednoy:
Шкив растачивать и втулить. Токарь желателен с руками и головой из нужных мест.
Отталкиваться надо от реалий, а они таковы, что хорошие токари повымирали вместе с динозаврами ещё (а вместе с ними вымерли и станки). Чтобы такой шкив расточить и завтулить не только нормальный токарь нужен, но и станок не убитый. А где найти и то и другое сразу? А если они есть, то цена за такую работу будет равнозначна цене нового колеса. Мне у нас в городе называли цену работы (небольшой вал с двумя посадочными под подшипник), которую я сам могу сделать за час, от 2000р без материала. А тут извините, колесо проточить с допуском, кулачки поменять, втулку с двумя допусками. Вам насчитают. Фольгу пожёстче и в размер подобрать. На Ганзе видел 0,2 продают (0,1 вроде тоже видел) Такой, как у ТС зазор, можно и штангелем прикинуть с обычным классом точности 0,05мм
Единственный совет который безоговорочно следует принять за истину! Другие меры- выкинутый шкив!
Ну уж нет Виктор.Можно и без токаря.Засверлить отверстие на валу под нарезание резьбы М8 или М10(благо центр есть).Ввернуть шпильку ,накернить(для центрации шкива) вал,поставить шайбу и затянуть гайкой.Если этого мало -по месту засверлить шкив через шайбу и запрессовать штифт диам.3-5 мм.А то вы там идеалисты как Наташа Ростова.Вам подавай "чистую","настоящую","возвышенную" любовь,т.е. токаря с руками,ногами ,да ещё и с головой.Нееее.Нам лучше . уй в руках,чем пзда на горизонте.
самый простой вариант - банка из под колы естественно с вырезом под шпонку аккуратно режете ножницами, края простукиваете, не сильно, вставляете вставку при одетом шкиве покачивая шкив
самый простой способ не сбить соосность
Изначально написано ocherednoy:
Кернение, лужение = онанизм. Шкив растачивать и втулить. Токарь желателен с руками и головой из нужных мест.
+10000000000000
Других вариантов НЕТ.
Кроме разве что одного. - НОВЫЙ ШКИВ.
Шпонки не будет - на валу нет паза, сам нормально не сделаю.
Где брать нормального токаря - без понятия. Понимаю, что это был бы лучший вариант, но .
Вот банка из под колы - вариант.
А новый шкив - это когда все остальные варианты отпадут.
Втулку можно сделать из листового аллюминия или латуни. Измеряем диаметр вала и диаметр шкива. Разницу делим пополам и идем с микрометром к латуньке или от пивной банки аллюминию. Дальше оборачиваем вал закерниваем края втулки в шпоночный паз и навальцовываем на торец вала. Берем шкив, смазку и впрессовываем или через деревяшку простукивая сажаем шкив. Сквозь шкив в шпоночный паз закручиваем контрящий винт. Сам так делал не раз и отлично все работает.
А если на вал одеть термоусадочную трубку (разные по размеру и толщине бывают) и на нее уже насадить ролик. Минус данного способа это обязательная замена термоусадки при каждом снятии ролика.
Хотя без шпонку все равно не сильно надёжная конструкция получается. Мы на работе рабочие колеса нагреваем и самим нс вал со шпонкой.
С уважением.
Я бы попробовал намотать на вал обычную медную проволоку, виток к витку диаметром 0.3-0.5. Если налазить не будет можно немножко снять мелкой шкуркой по работающему двигателю
Одной из обычных причин внепланового простоя оборудования с ременным приводом является перекос шкива. Перекос вызывает износ ремня и самого шкива и приводит к повышению уровня вибрации и шума. Эти явления становятся причиной остановки всего механизма. Другим следствием повышенной вибрации является преждевременный выход из строя подшипника, что также приводит к внеплановой остановке машины.

Измерение параллельного и углового перекоса с использованием поверочной линейки или натянутой струны
Данные методы, получившие наиболее широкое применение, основываются либо на чисто визуальной оценке, либо на визуальной оценке с использованием поверочной линейки и/или натянутой струны. Главным преимуществом традиционных методов является небольшой период времени, необходимый для проведения измерений, хотя применение поверочной линейки требует большего времени, чем простая визуальная оценка. Основным недостатком данных методов является их низкая точность. Некоторые изготовители ремней рекомендуют максимальный горизонтальный угол перекоса порядка 0,5° или даже 0,25°, а такие значения слишком малы для невооруженного глаза.
Методы лазерной выверки ременных передач
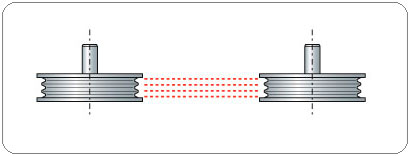
По сравнению с традиционными методами выверки, лазерное оборудование для выравнивания ременных передач позволяет проводить выверку более быстро и точно. Доступное на рынке оборудование для лазерной выверки ременных передач можно разделить на две категории, исходя из принципа действия: выверка шкивов по торцам и выверка шкивов по ручьям.
Основным недостатком оборудования, которое в качестве базовой поверхности для выравнивания использует торцы или стороны шкивов, является то, что оно обеспечивает выверку только торцов, а не канавок по которым работает ремень. Поэтому, при использовании шкивов с разными толщинами, разных конструкций или типов, точность выверки снижается.
Оборудование, которое в качестве базовой поверхности использует ручьи шкивов, обеспечивает точность выверки шкивов независимо от их толщины, конструкции или марки.
Точная выверка шкива и ремня позволяет:
- Продлить срок службы подшипника
- Увеличить время работы, эффективность и производительность оборудования
- Снизить износ ремней и шкивов
- Снизить трение и, тем самым, потребление энергии
- Снизить уровень шума и вибрации
- Снизить расходы на замену компонентов и издержки, связанные с простоем машин

- Вертикальный угловой перекос
- Горизонтальный угловой перекос
- Параллельный перекос
- Точная выверка
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Дефекты ременных передач в процессе эксплуатации и их удаление
Правильное натяжение приводного ремня является, согласно инструкциям производителей машинного оборудования, обязательным условием безаварийной эксплуатации клинового ремня и ременной передачи.
Соосность ременных шкивов
Чтобы был обеспечен безаварийный ход привода с клиновыми ремнями и срок службы ремней клиновых был самым длинным, рекомендуется перед монтажом приводного ремня проверить соосность ременных шкивов. Для обеспечения более высокой скорости работы ременные шкивы должны быть уравновешены согласно инструкции производителя оборудования.
Правильная соосность является необходимым условием долгого срока службы клинового ремня и ременных шкивов. Грани ремня при правильной установке соосности должны касаться ременных шкивов в четырех точках. Отклонение не должно превышать 0,1 мм на 10 мм.
Уход за ременной передачей
Шкивы ременные и клиновые ремни необходимо держать в чистоте и защищать от прямых контактов с маслами, другими смазочными материалами, водой и т.д. во избежание их преждевременного износа.
Использование каких-либо средств для повышения трения между приводным ремнем и пазом шкива запрещается.
Запасные ремни клиновые необходимо хранить в сухом, хорошо вентилируемом помещении. Влажность и солнечные лучи повреждают клиновые ремни !
Износ ремня
Для предотвращения быстрого износа ремня приводного необходимо проверить ременную передачу на наличие посторонних предметов и вредных веществ. Наиболее неблагоприятное воздействие на ременную передачу оказывает попадание масла и растительных жиров. Ременная передача должна быть защищена специальным защитным кожухом (особенно у сельскохозяйственных машин).
Потеря оборотов на ведомом ременном шкиве, свист ремня
Натяжения ремня приводного – важная характеристика ременной передачи. Для его проверки существуют специальные измерительные приборы. В отсутствии таких приборов натяжение ремня приводного устанавливается опытным путем. Пробуксовка ведомого шкива (потеря оборотов на ведомом шкиве), свист ремня свидетельствуют о слабом натяжении ремня. Это опасно перегревом ременного шкива и приводного ремня, что влечет за собой порчу резины и в дальнейшем требуется замена ремня.
Перегрев ремня
Одна из причин нестабильной работы ременной передачи – перегрев ремня приводного от подшипника ременного шкива. Перегрев ремня может произойти как из-за слабого его натяжения, так и из-за чрезмерного его натяжения. Кроме того, необходимо проверить состояние смазки подшипника шкива. Чрезмерное натяжение ремня приводит к перекручиванию клинового ремня в шкиве. В результате работоспособность приводного ремня теряется и в дальнейшем требуется замена ремня.
Поперечные трещины в нижней части клинового ремня
Причинами появления поперечных трещин в нижней части приводного ремня являются слишком маленькие диаметры у использованных ременных шкивов или чрезмерная тяговая нагрузка приводного ремня.
Продольные трещины и бахрома
Причинами появления бахромы и трещин у ремней приводных могут быть слишком маленькие диаметры у используемых шкивов, чрезмерная тяговая нагрузка на клиновой ремень, дефекты поверхностей пазов ременных шкивов.
Износ верхних поверхностей
Во избежание износа верхних поверхностей ремней приводных необходимо устранить препятствия в ременной передаче и перекручивание клинового ремня.

Войти на сайт
Востановление пароля

АКСДЕКОМ

АКСДЕКОМ
- ЧАСТОТНЫЕ ПРЕОБРАЗОВАТЕЛИ
- Преобразователи частоты Danfoss VLT Micro Drive FС 51
- Преобразователи частоты Danfoss VACON 20
- Преобразователи частоты VLT FC 101 HVAC Basic Drive
- Устройства плавного пуска Danfoss
- Преобразователи частоты ABB Серия ACS150
- Преобразователи частоты ABB Серия ACS310
- Преобразователи частоты ABB Серия ACH580
- КЛИНОВЫЕ ШКИВЫ
- ЗУБЧАТЫЕ ШКИВЫ
- ПОЛИКЛИНОВЫЕ ШКИВЫ
- Втулки с посадкой в мм.
- Втулки с посадкой в дюймах
- ВТУЛОЧНО-РОЛИКОВЫЕ ЦЕПИ
- НЕРЖАВЕЮЩИЕ ВТУЛОЧНО-РОЛИКОВЫЕ ЦЕПИ
- ЦЕПИ С ПРЯМЫМИ ПЛАСТИНАМИ
- ТЯГОВЫЕ-КОНВЕЙЕРНЫЕ ЦЕПИ
- ЦЕПИ С ПОЛЫМИ ВАЛИКАМИ (ШТИФТАМИ)
- ЦЕПИ ДВУХШАГОВЫЕ ДЛИННОЗВЕННЫЕ
- ЦЕПИ ТЯГОВЫЕ С ПРИКРЕПЛЕНИЯМИ
- ЦЕПИ С ПРИКРЕПЛЕНИЯМИ (ПЛАСТИНАМИ И НАКЛАДКАМИ)
- ЦЕПИ С ПОКРЫТИЕМ (никелированные, оцинкованные, Dacromet)
- ЦЕПИ С УДЛИНЁННЫМИ ШТИФТАМИ (ВАЛИКАМИ)
- ЦЕПИ ПЛАСТИНЧАТЫЕ FLITE TOP
- ГРУЗОВЫЕ ЦЕПИ
- ЦЕПИ С ИЗОГНУТЫМИ ПЛАСТИНАМИ
- ЦЕПИ ВИЛЬЧАТЫЕ (ВИЛКОВЫЕ)
- ЦЕПИ ТЯГОВЫЕ РАЗБОРНЫЕ
- ЦЕПИ САМОСМАЗЫВАЮЩИЕСЯ
- ГРИППЕРНЫЕ ЦЕПИ
- ЦЕПИ ПОВОРОТНЫЕ ВТУЛОЧНО-РОЛИКОВЫЕ
- ЦЕПИ С ЗУБЧАТЫМИ ПЛАСТИНАМИ
- ЗВЁЗДОЧКИ ДЛЯ ИМПОРТНЫХ ПРИВОДНЫХ ЦЕПЕЙ ПО ISO
- ЗВЁЗДОЧКИ ДЛЯ РОССИЙСКИХ ПРИВОДНЫХ ЦЕПЕЙ
- ЗВЁЗДОЧКИ ДЛЯ ИМПОРТНЫХ ПРИВОДНЫХ ЦЕПЕЙ ПО ANSI
- ЗВЁЗДОЧКИ ДЛЯ ТЯГОВЫХ ЦЕПЕЙ
- Муфты торообразные
- Муфты кулачковые HRC/FRC
- Муфты кулачковые KTR Rotex/Habix
- Муфты кулачковые Hadeflex
- Кулачковые муфты JAW
- Муфты эластичные PEX
- Муфты продольно-свёртные (Зажимные)
- Муфты зубчатые
- Муфты с пружинным элементом
- Универсальные шарниры
- Муфты упругие втулочно-пальцевые (МУВП)
- Сильфонные муфты
- Муфты фланцевые (дисковые)
- РЕМНИ КЛИНОВЫЕ
- РЕМНИ ЗУБЧАТЫЕ
- РЕМНИ ПОЛИКЛИНОВЫЕ
- РЕМНИ МНОГОРУЧЬЕВЫЕ ПРОМЫШЛЕННЫЕ
- РЕМНИ ДЛЯ СЕЛЬХОЗТЕХНИКИ
- РЕМНИ АВТОМОБИЛЬНЫЕ
- РЕМНИ ВАРИАТОРНЫЕ ПРОМЫШЛЕННЫЕ
- РЕМНИ ПЕРФОРИРОВАННЫЕ
- РЕМНИ КЛИНОВЫЕ ДВУХСТОРОННИЕ
- РЕМНИ ЗВЕНЬЕВЫЕ
- РЕМНИ КРУГЛЫЕ
- Ступицы приворачиваемые под втулку
- Ступицы привариваемые под втулку
- Переходные гильзы (Адаптеры) под втулку
- Инструменты для ременных передач
- Расшиватели и сшиватели цепей
- Нагреватели и съёмники подшипников
- Калибровочные пластины
![]()
![]()
![]()
- /
- ИНФОРМАЦИЯ /
- Как настроить соосность шкивов и звёздочек! Видео!
18/05/2020
Как настроить соосность шкивов и звёздочек! Видео!
В этом видео показан процесс настройки соосности валов с помощью прибора Optibelt Laser Pointer II.
С помощью данного прибора возможно проверять соосность шкивов и цепных звёздочек.
Правильная выверка соосности позволяет существенно увеличить срок эксплуатации ремней, шкивов, цепей, звёздочек, а также, самого двигателя и оборудования в целом.
Приобрести данный прибор Вы можете на данной странице сайта ОТКРЫТЬ СТРАНИЦУ
Другие приборы для обслуживания ременного привода Вы можете увидеть ТУТ
Читайте также:


