
Как сделать обечайку
Обновлено: 02.07.2024
Когда материал для будущего инструмента напилен, склеены и выстроганы заготовки,
изготовлены основные составляющие музыкального инструмента и остаётся только собрать всё это вместе, наступает тот самый момент, когда (и я не перестаю удивляться и радоваться этому факту) в течение одного дня, из разрозненных деталей возникает вполне оформленное изделие. Как будто и не было этих рутинных операций.
В первые минуты, после окончательной сборки начинаю пристрастно выстукивать корпус инструмента - что же в этот раз получилось? И до начала финишной отделки, постоянно простукиваешь весь инструмент, решая, нужно ли что-то откорректировать, пока еще есть такая возможность. Думаю, это самый творческий момент во всем процессе изготовления инструмента (ни разу не умаляю значимость всех остальных операций - достаточно загубить любой значимый элемент гитары и результат может очень сильно разочаровать).
Далее продолжается обычная работа музыкального мастера, всё те же, как и всегда операции и действия. И так, до следующего пика эйфории - прослушивания первых звуков готового инструмента.






В давние-давние годы, подавляющее число мастеров распускали материал вручную, с помощью лучковой пилы или длинной ножовки, которую называли "Кормилица".
Нынче всё изменилось, у мастеров появились прекрасные станки, ручные электроинструменты, хитроумные приспособления и приборы. Это облегчило всю "чёрную" работу, высвободив время и силы для творчества. Но не освободило мастеров от трудолюбия, умения, столярных навыков и "чуства" дерева.
Одной из самых завораживающих операций в изготовлении гитары является изгибание, (гибка) обечаек. Самый распространенный вопрос музыканта, TV или радио корреспондента - а как Вы гнете дерево? Между-тем, всё очень просто-нагреваем древесину и гнем. Если древесина не смолистая, клен например, то замачиваем на часик обечайку и гнем на "пулемёте"(труба из нержавейки или латуни с нагревателем внутри полости), если древесина смолистая, палисандр например, гнем почти на сухую, подмачивая тряпкой в месте изгиба. Дожидаемся, когда из пор начнет выходить расплавленная смола и отодвигаем от горячей поверхности обечайку, сохраняя радиус изгиба. Когда смола вновь кристализуется, этот участок обечайки можно считать согнутым. Переходим к следующему участку обечайки. И так, пока не повторим всю форму гитары.
Еще легче можно гнуть обечайки с помощью "Верблюда", на котором обечайка сгибается за минуту и остается только дать как следует просохнуть обечайке, выдержав её в зажатом состоянии до полного высыхания.
При гнутье с помощью пулемета приходится постоянно сверяться с шаблоном, но зато, обечайка после гибки сразу готова к работе. При использовании "верблюда" каждую обечайку приходится значительное время выдерживать, но зато освобождаются руки для других операций.
Хочу сделать себе гитару. Гриф выточу из бруска, обе деки будут из фанеры. А вот на счёт обечайки сомневаюсь, но вроде бы лучший способ - согнуть в правильную форму шпон.
Можно ли из шпона сделать обечайку для самодельной гитары, если да, то как лучше и какой шпон лучше брать?
Открою секрет - обечайка делается ТОЛЬКО из пяти слоёв шпона. Вначале клеится полоса, а потом она укладывается в форму, которую можно сделать из нескольких слоёв фанеры с предварительным фрезерованием формы. Можно прихватить струбцинами, а можно сделать внутренние фрезерованные распорки.
Из фанеры делается только нижняя дека.
Верхнюю деку можно сделать из фанеры, но из сосновой это будет не дека. Фанера делается специальная из шпона акустической деки.
В интернете можно купить и обечайку и деки. Как верхнюю так и нижнюю из массива дерева.
Гриф просто из бруса не получится. Брус нужно распилить вдоль, перевернуть половину волокнами в противоположное направление и склеить. А лучше между двумя половинами бруса вклеить брусок дерева другой плотности. Так гриф будет тяжелей согнуть, ведь натяжение струн создаёт усилие в 70 кг!
Потом нужно будет решит по какой схеме собирать гитару.
Чем клеить.
Лучше всего рыбьим или миздровым клеем. Но можно купить американский клей Titebond с красной этикеткой. Это разновидность ПВА. Сохнет за пять минут. Через 20 секунд удержания уже не сдвинешь. Годится для поклейки грифа, и пружин на деки. Для поклейки шпона обечайки лучше применять полиуретановый клей. Он более эластичный. Склевание дек с обечайкой нужно выполнять не эластичным, долго сохнущим, не усаживаемым клеем.
Настройку дек можно делать на слух, если он есть, но лучше по синтезатору или тюнеру.
Грунтовка, покраска и лакирование гитары отдельная длинная песня.
Подставка под нижний порожек, колки, тэйлы, - всё есть в интернете. Порожки ставить ТОЛЬКО костяные.

Обечайка представляет собой цилиндрической или конической формы замкнутый контур, являющийся связующим звеном между составными единицами днищем и крышкой сосуда – эллиптической формы комплектующими, соединяемые во едино при помощи сварных соединений.
В качестве материала для изготовления обечаек применяются заготовки из листового проката. Листы заявленной марки материала (в зависимости от предназначения и условий эксплуатации будущей емкости) поступают на предприятие-изготовитель и проходят процедуру верификации, в ходе которой устанавливается соответствие поступающих материалов требованиям нормативной и технической документации на изготавливаемую продукцию.
Поступивший листовой прокат может иметь различные погрешности формы, в том числе и такие как волнистость. Волнистость является критическим дефектом материала и может стать причиной потери устойчивости обечайки сосуда. В таких случаях необходимым становится проведение предварительной правки листового проката. Правка осуществляется на многовалковых машинах, в ходе которой листовая заготовка подвергается механическому давлению, устраняющему дефект волнистости.
Далее, при необходимости, проводится механическая очистка поверхности листа – дробеструйная или пескоструйная. Так же применяется очистка газопламенной горелкой, химическое обезжиривание.
Подготовленные листы обрезаются в заявленный размер, в соответствии с картами раскроя, в которых учтены необходимые параметры будущего изделия, припуски на дальнейшую обработку и прочее. Резка заготовки осуществляется на гильотинных ножницах, дисковых ножницах, так же применяется резка термическим способом (кислородная, дуговая, лазерная или плазменная резка).
Выполняется подготовка кромок листа для осуществления соединения свободных концов листа после выполнения его формовки (придания необходимой формы). В зависимости от требований технической документации выполняется различная форма кромок, но, как правило, она обусловлена толщиной листа вальцуемой обечайки. Так как в последствии обечайка будет соединена при помощи сварного соединения, то критически важным является необходимость достаточного провара соединяемых кромок. Для обеспечения последнего соответствующей нормативной документацией предусмотрены необходимые условия, которые достигается различными способами, такими как обработка на кромкострогальных, или кромкофрезерных станках, термической резкой и ручным способом (для единичных производств).
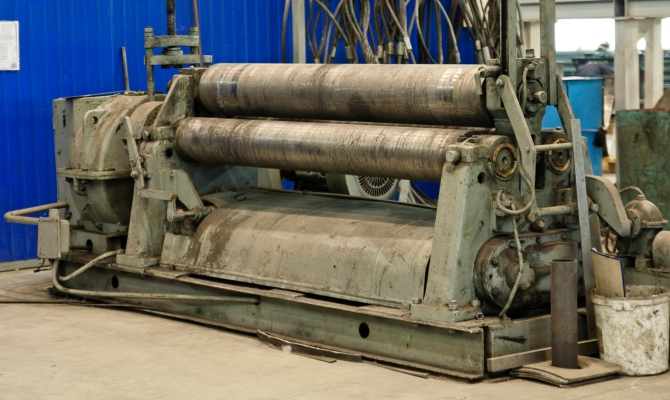
После выполнения кромки листы подвергаются дальнейшей обработке давлением для достижения необходимой округлой формы – вальцовке (гибке). Вальцовка осуществляется на специальном оборудовании – валках. Различают двухвалковые, трехвалковые и четырехвалковые станки для вальцовки. Двухвалковые станки ограничены в применении толщиной формуемого листа (до 5 мм). Трехвалковые станки позволяют выполнять вальцовку листов свыше 5 мм, но требуют проведения работ по финишной подгибке концов обечайки. Четырехвалковые станки являются наиболее современными и позволяют выполнять подгибку концов обечайки в процессе основной формовки, не требуя дополнительной финишной операции. Для получения обечаек конусной формы осуществляют установку под углом среднего валка для трехвалковых и четырехвалковых станков. По средствам вальцовки достигается равномерный изгиб листа и придается форма ровной окружности или конуса заданного радиуса, в зависимости от требуемых параметров. Контроль получившегося профиля на соответствие требованиям технической документации осуществляется при помощи специальных эталонных шаблонов.
В случае необходимости, для снятия внутренних напряжения, появившихся в ходе применения соединения сваркой, выполняется термическая обработка обечайки в шахтных печах. После термической обработки проводится финишная калибровка изделия на вальцах. Геометрические размеры готового изделия контролируются на соответствие требованиям нормативной и технической документации и в случае их соответствия, обечайка признается годной к дальнейшему применению.
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Вальцовка обечаек – важнейший технологический процесс, без которого нельзя даже представить производство цилиндрических деталей. Рассмотрим более подробно его особенности, технологию и используемый инструмент.
1 Терминология и суть вальцовки
В первую очередь необходимо немного разобраться с основными понятиями. Вальцеванием называется обработка металлической заготовки давлением, в результате чего равномерно изменяется ее форма по всей длине. Это неотъемлемый этап производства многих деталей. Проводят такую операцию специальным инструментом – вальцовкой. После подобной обработки получают готовые детали либо заготовки, которые поступают на штамповку.

Обечайка – это конический либо цилиндрический конструкционный элемент. Он может быть выполнен в виде обода, кольца, недлинной трубы или барабана. Используются эти элементы при изготовлении котлов, различных резервуаров, баков, а также в иных металлоконструкциях. Для изготовления обечаек используют цветные, черные металлы и их сплавы.
2 Технология и особенности дефектов
В зависимости от геометрических размеров детали и прочностных характеристик металла вальцовка проводится с подгибом либо без подгиба листа. Также на эти параметры обращают внимание и при выборе оборудования. Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.
Состоит эта операция из двух стадий – гибки и непосредственно вальцовки. Отличие последней – перемещение гибки по всему периметру обрабатываемой детали. При этом сначала металл подвергается упругой, а затем пластической деформации. С уменьшением радиуса загибания будут возрастать усилия, а все из-за увеличения слоя металла, принимающего участие в волочении.

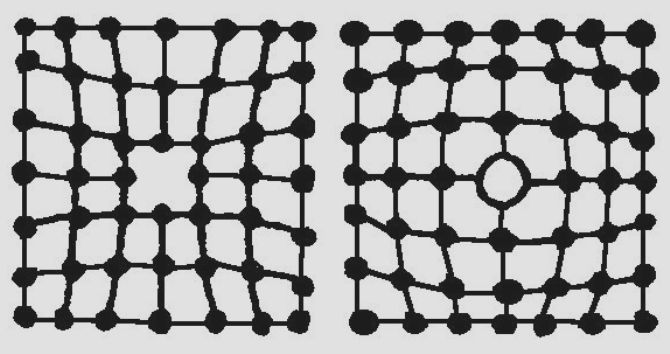
После вальцевания обечаек в металле могут возникнуть внутренние напряжения, которые существуют трех видов. Между отдельными зонами сечения и частями детали появляются зональные. Они наиболее опасны, так как способствуют возникновению различных дефектов, таких как коробление и трещины. Зависят они от градиента температур, возникающего между разными частями детали во время температурного воздействия.
Напряжения второго рода или, как их еще называют, структурные можно наблюдать среди зерен и внутри них. Возникает подобное явление из-за неодинаковых коэффициентов линейного расширения. Кроме того, способствует появлению напряжений второго рода и образование новых фаз различных объемов. Напряжения третьего рода возникают внутри объема нескольких ячеек кристаллической решетки.
Все эти напряжения имеют различную природу образования, при этом одинаковые последствия – искажение кристаллической решетки и возникновение упругих деформаций.
Устранить проблемы можно с помощью термообработки, так как в результате нагрева и охлаждения изменяется характер этих явлений. Например, во время повышения температуры поверхностные слои расширяются, а вот непрогретая сердцевина препятствует подобному. В результате возникают напряжения сжатия. При охлаждении все процессы происходят в обратном порядке. Поверхностные слои имеют меньшую температуру, в отличие от более глубоких, и подвержены напряжениям растяжения. После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.
Чем еще полезна термическая обработка, такая как отпуск? Особенно потребность в ней испытывают закаленные стали, которым свойственно структурно-напряженное состояние. После повышения температуры материал становится более пластичным. С увеличением температуры должна быть более длительной и сама операция. При этом снимаются напряжения в большей степени.
3 Что справится с вальцеванием обечаек?
Вальцевание цилиндрических элементов возможно только при использовании специальных прессов или машин. Ручным способом проводить гибку обечаек недопустимо. Также чтобы получить высококачественную деталь, необходимо строго придерживаться технологии вальцовки обечаек.

Для изготовления этих конструкционных элементов на производстве огромной популярностью пользуются трехвалковые вальцы. Они могут быть как ручными, так и иметь механический либо электрический привод. В основном встречается расположение валков в виде треугольника: один сверху и два снизу. В зависимости от необходимых параметров готовой обечайки различаются диаметры валков. Отличаются они еще и длиной вальцевания, она может быть как 340, так и 2000 мм.
Естественно, на электрическом оборудовании работать значительно проще, однако и его стоимость на порядок выше, поэтому если в ваши планы не входит постоянное производство обечаек, то приобретать столь дорогостоящие машины нет смысла. Еще существуют устройства с одним плавающим валком. В этом случае вальцовка будет относительно этого элемента, который служит оправкой для получения обечаек заданного диаметра. Главный недостаток таких машин – необходимость постоянно перенастраивать и сменять рабочий инструмент, если нужно получить деталь иного размера.
Читайте также: