
Японская стамеска своими руками
Добавил пользователь Дмитрий К. Обновлено: 19.09.2024
Какой бы дорогой и качественной не была стамеска, со временем она потребует ухода. Поэтому заточка — это навык, который неизбежно приходится осваивать всем, кто связан со столярным делом. По большому счету в заточке стамесок нет ничего сложного, но все приходит с опытом. Понимая нюансы этого процесса и следуя нашим советам, вы быстро набьете руку и выйдете на профессиональный уровень ухода за инструментом.
Уверены, что знаете все о своих стамесках? Читайте по теме:
Обзор столярных стамесок. Рассказываем о видах, характеристиках и тонкостях выбора главного ручного инструмента
Существует несколько техник заточки стамесок. Золотым стандартом по праву считается метод заточки на водных камнях. Он дает самый лучший результат и именно ему будет посвящена основная часть нашего разговора. Также мы расскажем о том, как точить стамеску на гриндере и можно ли при помощи обычной наждачной бумаги достичь бритвенной остроты столярного инструмента.
Правильный угол заточки стамески
Стамески по дереву имеют разный угол заточки и именно благодаря ему можно понять назначение инструмента.

Долота, которые рассчитаны на силовые операции и удары киянкой, имеют самый большой угол заточки, благодаря чему их режущая кромка максимально прочная. У подрезных стамесок, наоборот, фаска почти пологая — этот инструмент способен деликатно снимать самый тонкий слой стружки, но по нему нельзя стучать киянкой, т. к. бритвенная заточка сразу же повредится. У универсальных столярных стамесок угол заточки составляет от 20° до 31° — это диапазон, при котором сохраняется оптимальная острота и прочность.
В заточке стамески нет ничего сложного. Ваша задача — добиться идеальной плоскости фаски и тыльной стороны клинка. Тогда на их пересечении будет образована прямая и острая режущая кромка. Кажется просто. Но этот процесс нужно хорошо отработать, сделав десяток-другой переточек.
Вначале не гонитесь за дорогим инструментом. Чем проще первые стамески, тем лучше. Вы набьете руку на постоянной заточке, а мягкая податливая сталь позволит прочувствовать все нюансы этого процесса.

Заточка режущей кромки под электронным микроскопом с увеличением 100х
Заточка стамесок на водных камнях
Самый популярный способ заточки — использование искусственных водных камней. Этот метод обеспечивает наиболее деликатное и точное наведение режущей кромки. Чтобы привести камни в рабочее состояние их предварительно замачивают на 3-10 минут. В процессе заточки абразив активно увлажняют из пульверизатора или же работают им прямо в ванночке с водой.

Инструмент последовательно обрабатывают на камнях разной зернистости. Наиболее простая и результативная схема — это использование трех типов абразивов:
- 800 грит — грубый камень для стартового выравнивания кромки после обработки на точиле; если вы не использовали гриндер и не подвергали стамеску серьезной переточке — этот водный камень можно пропустить.
- 1,200 грит — абразив для промежуточной правки.
- 6,000 грит — камень для финишной доводки.
Если вы ходите отполировать кромки стамески до получения зеркального блеска, дополнительно используйте четвертый камень 8,000 грит для тонкой полировки.
При таком способе заточки очень важно соблюдать последовательность. Пропустив промежуточный абразив, придется дольше выводить поверхность, активнее изнашивать камень, тратить силы и перегревать клинок.
Коротко о типах абразива
Искусственные заточные камни состоят из микроскопических заточных зерен, соединенных в бруски керамической связкой. В качестве абразивной основы чаще всего используют карбид кремния. Благодаря хрупкости и остроте микрочастиц, такой камень обеспечивает высокую производительность заточки. Карбид-кремниевые абразивы не перегревают клинок, быстро дают суспензию, не требуют долгого замачивания и производят приятный звук при заточке. По своим характеристикам они опережают камни из электрокорундовых порошков или глины, и именно их рекомендуют приобретать в качестве первого заточного комплекта.
Подготовка заточных камней к работе
Водные камни так же как и стамески нуждаются в уходе. Перед каждой заточкой им желательно восстанавливать геометрию рабочей плоскости. Для этого можно использовать специальные алмазные бруски или прибегнуть к более простому способу — выполнить наводку на наждачной бумаге.

Разметьте поверхность камня карандашом, и поместите его в ванночку с чистой водой на 3-10 минут. Когда камень перестанет выпускать мелкие пузырьки воздуха — это будет означать, что он готов.
Возьмите лист водостойкой наждачной бумаги зернистостью 240 грит, смочите его и поместите на мокрое стекло. Вода будет препятствовать смещению наждачки во время работы.
Двигайте заточной камень вперед-назад, время от времени совершая круговые движения. Когда карандашные линии исчезнут — это значит, что рабочая поверхность совершенно плоская. После выравнивания снимите фаски с краев бруска, чтобы они не рассыпались при дальнейшем использовании. Камень готов.
Переходим к заточке
Перед вами стоит задача добиться безупречной плоскости фаски и тыльной стороны лезвия — тогда на их пересечении образуется идеально ровная режущая кромка. Поначалу не гонитесь за скоростью, а сконцентрируйтесь на согласованности движений и равномерной силе нажима. Обязательно используйте резиновый коврик. Эта деталь на поверку оказывается очень важной. Подложка предотвращает проскальзывание и люфт бруска на неровной поверхности, благодаря чему вы полностью концентрируетесь на процессе заточки и лучше чувствуете каждый росчерк по камню.
Выравнивание тыльной стороны клинка
Заточку стамесок традиционно начинают с обработки тыльной стороны лезвия. В качестве стартового камня используют абразив зернистостью 800 грит.

Одной рукой лезвие прижимают к камню, а второй — удерживают его строго перпендикулярно длинной стороне бруска. С легким и равномерным нажимом инструмент перемещают по всей длине рабочей поверхности. После обработки на камне 800 грит на задней части лезвия должны пропасть все крупные риски, а поверхность приобрести однородную тусклость как показано на фото. Перед тем как перейти к другому абразиву, на этом же камне обрабатывают фаску стамески.
Заточка фаски
Здесь все сложнее, т. к. приходится выравнивать на порядок меньшую площадь и удерживать инструмент под строго заданным углом. Обработку фаски значительно упрощает специальная заточная каретка, выполненная в виде тележки. Это приспособление позволяет фиксировать стамеску под строго заданными углами и имеет ряд дополнительных опций, о которых мы еще поговорим ниже.

Выровнять фаску можно и вручную. В этом случае важно следить за тем, чтобы кончики пальцев плотно прижимали всю плоскость фаски к поверхности камня. Сохраняя равномерность нажатия, выполняют росчерки вперед-назад по всей длине камня. Начинать тренироваться лучше на широких стамесках. С ними проще. Благодаря большой площади фаски их удобнее удерживать под нужным углом, при этом лучше чувствуешь, насколько плотно лезвие прилегает к поверхности камня.
Сэкономьте на покупке заточной каретки, сделав ее своими руками. Как именно? Читайте в нашей статье:
После каждых четырех-пяти проходов по абразиву фаску внимательно рассматривают на предмет неоднородности шлифовки и своевременно исправляют ошибки. Здесь важно концентрироваться на удержании постоянного угла наклона, твердом и равномерном нажиме и согласованности движений. И помните, скорость никак не влияет на качество заточки.
Когда фаска и тыльная сторона клинка обработаны на камне 800 грит, можно переходить к следующему абразиву, предварительно ополоснув лезвие стамески, и тщательно протерев его чистой тканью. Это нужно для того, чтобы не засорять новый камень оставшимися зернами предыдущего абразива.
В процессе заточки на режущей кромке стамески будет образовываться тончайший заусенец, который можно почувствовать легким касанием пальца. К концу заточки он должен исчезнуть.
Заточку полукруглых и уголковых стамесок выполняют по такому же принципу, но используют для этого специальные фасонные камни, которые имеют вогнутый и выпуклый профиль рабочей поверхности.

Водные камни очень эффективны, но в то же время — это весьма прихотливый абразив. Они требуют дисциплины в уходе и использовании, в противном случае – быстро приходят в негодность. Как ухаживать за водными камнями — читайте в нашей небольшой, но очень полезной статье.
О микрофасках
Завершив заточку стамески, можно добавить второй микроуровень к фаске. Речь идет о так называемой микрофаске. Она позволяет повысить стойкость режущей кромки за счет увеличения итогового угла заточки (вспомните, о чем мы говорили вначале). Наведение микрофаски особенно уместно на твердых клинках, отличающихся хрупкостью режущей кромки.

Навести правильную микрофаску без помощи заточной тележки вряд ли получится, поскольку здесь уже идет речь о прецизионном позиционировании инструмента. На многих каретках для этого имеются специальные режимы. После выполнения основной заточки достаточно просто переключить регулятор, который переведет лезвие в положение наведения микрофаски. Сделав 4-5 максимально легких прохода на камне 8,000 грит, микрофаска будет готова.

Стамеска на переднем плане имеет хорошо заметную микрофаску
Заточка стамесок на точиле
Варианты заточки лезвия: обычный и вогнутый клин
Здесь самое время упомянуть о том, что существует два варианта заточки стамесок. Первый — когда прямая фаска и тыльная сторона клинка образуют обычный клин. Это классический тип заточки и именно его мы брали за основу, говоря о водных камнях. Второй вариант — заточка с вогнутой фаской, которую формируют на точильном диске. Преимуществом такого профиля является то, что при финишной обработке на плоском камне фаска имеет только две точки соприкосновения — площадь шлифовки меньше, за счет чего увеличивается скорость заточки и снижается износ абразива.

Заточка стамески с ровной и вогнутой фасками
Фаска с вогнутой плоскостью уступает в прочности обычному клину, поэтому такой способ заточки не используют для долот, которые рассчитаны на удары киянкой.
Тонкости работы на точильном станке
Многие столяры до сих пор с опаской относятся к гриндерам. Это связано с тем, что даже с набитой рукой на точиле очень легко перегреть клинок, в результате чего сталь поменяет свои свойства и станет хрупкой. В этом случае придется полностью перетачивать подпаленную кромку, жертвуя длиной клинка и получая в довесок кучу головной боли.
Заточка стамески на наждачной бумаге
Добиться бритвенной остроты столярного инструмента можно не только при помощи водных камней, но и более доступного абразива — наждачной бумаги. Перед заточкой нужно оценить общее состояние инструмента. Если режущая кромка имеет неровности или зазубрины — их лучше устранять на точильном диске. Так вы сэкономите время и силы, а также уменьшите расход абразива. После выхода в плоскость, можно приступать к наведению чистовой заточки.
Чтобы добиться качества максимально приближенного к заточке на водных камнях важно обеспечить идеальную плоскость. Для этого используют подложку из стекла или керамической плиты. Наждачную бумагу нужно хорошо разгладить и зафиксировать на плоскости. Для этого подойдет двусторонний скотч. Еще лучше — попробовать отыскать наждачку на самоклеящейся основе.

Что касается абразива, то наилучший результат показывает комбинация из четырех типов зернистости: Р400, Р800, Р1,500 и завершающая полировка на Р2,000. Принципиально важное условие — использование водостойкой наждачной бумаги, поскольку в процессе вам придется активно увлажнять абразивную поверхность. В остальном последовательность действий идентична заточке на водных камнях, о которой подробно говорилось выше.

Начинают с выравнивания тыльной стороны клинка на наждачке Р400, после чего на ней же обрабатывают фаску. Во время заточки абразив обильно сбрызгивают водой. На каждой шкурке выполняют в среднем по 30 проходов туда-обратно, затем переходят на ленту меньшей зернистости. Так же как и при заточке на водных камнях, здесь важно следить, чтобы обрабатываемая поверхность клинка была строго параллельна наждачной бумаге и равномерно прилегала к абразиву при каждом росчерке. Со временем вы добьетесь слаженности движений и сможете наводить бритвенную остроту на своих стамесках за 10-15 минут.
Все, что остается сделать — проверить качество заточки. Способность стамески снимать тончайший слой стружки на торце дерева — это успешно пройденный тест на качество вашей работы.
Любой, кто ценит изящные ремесла и точность, может восхититься сложностью традиционной японской деревообработки. Мебель, шкафы и здания, построенные с помощью этих точных деревянных соединений, сложны по своему строению, но внешне просты.
Японская деревообработка — это также ремесло, в котором мастера могут работать с помощью всего лишь нескольких основных инструментов. Это медленное, медитативное ремесло, которое приближает столяра к природе материала.

Что такое японская деревообработка
Японская деревообработка — это техника строительства из дерева, которая использует только дерево, никаких дополнительных металлических креплений или клея. Части скрепляются трением, таким образом, необходимы точные измерения, резка и строгание.
Стыки часто создаются путем придания двум частям дерева такой формы, чтобы они идеально прилегали друг к другу. В некоторых случаях деревянную застежку-шип или колышек могут быть сделаны так, чтобы они вошли в отверстие или паз в двух деревянных деталях.
Японская деревообработка — это элегантная техника, которая подчеркивает простоту, гармонию и точность. Инструменты напрямую соотносятся с продуктом. Например, ширина зубил помогает определить ширину швов. Сверла, наждачная бумага и электроинструменты не используются.
Происхождение и история японской деревообработки
Традиционные храмы, дома и мебель Японии издавна строились с помощью особого типа столярных изделий, называемых цугите (tsugite). Этот метод был разработан в 12 веке и процветал в течение следующих восьми столетий.

Поскольку Япония долгое время была богатой лесом страной, имело смысл использовать древесину для строительства. Только после импорта и внедрения металлических крепежных изделий в конце 19-го века традиционные японские методы деревообработки пошли на убыль.
Основные Инструменты Для Японской Деревообработки
Простота японской деревообработки распространяется и на ее инструменты, которые являются основными и немногочисленными. Инструменты ручные, ни один из них не имеет электрического питания.
Ручная пила Ryoba
Пила риоба - это плоская лопастевидная пила. Регулируемая деревянная рукоятка позволяет поворачивать рукоятку к лезвию под любым углом до 90 градусов.
Ryoba может резать параллельно или перпендикулярно древесному зерну. 9-1/2-дюйма - самая универсальная пила для японских деревообрабатывающих проектов.

Верстак
Традиционные японские верстаки облегчают работу мастера, плотно зажав деталь. Они бывают как небольшого размера, которые можно носить с собой, так и большие стационарные, установленные в мастерских.

Молоток
Молотки Genno для японской деревообработки имеют плоскую грань с одной стороны головки и изогнутую или выпуклую грань с другой.

Стамеска
Стамески предназначены как для необработанной резки и резьбы, так и для тонкой, детальной работы. По этой причине полезно иметь как широкое долото в диапазоне от 30 до 42 мм, так и узкое долото в диапазоне от 18 до 30 мм.

Рубанок
Рубанки канна отличаются от других тем, что для строгания древесины нужно тянуть инструмент к себе. Другие рубанки для деревообработки следует отводить от себя поперек рабочего материала.

Точильный камень
Для заточки рубанка и долота используется натуральный камень и алмазная пластина.
Основные Методы Столярного дела
Ари Шигучи (Ari Shiguchi). Соединение ари шигути также известен как ласточкин хвост.
Один фрагмент дерева, вырезанный в виде расклешенной V-образной формы на конце, вставляется под углом 90 градусов в принимающий фрагмент дерева, с вырезанным пазом.
Ари шигути - одно из самых простых соединений в списке японских деревообрабатывающих методов.
Кейн Цуги. Kane tsugi также известно как угловое соединение.
Два куска дерева сходятся на концах под углом 90 градусов. Один фрагмент дерева имеет квадратное сечение, которое вставляется в приемную зону другого фрагмента. Сверху обе части имеют квадратное или круглое отверстие. В отверстие вбивается шип, чтобы скрепить две части древесины.
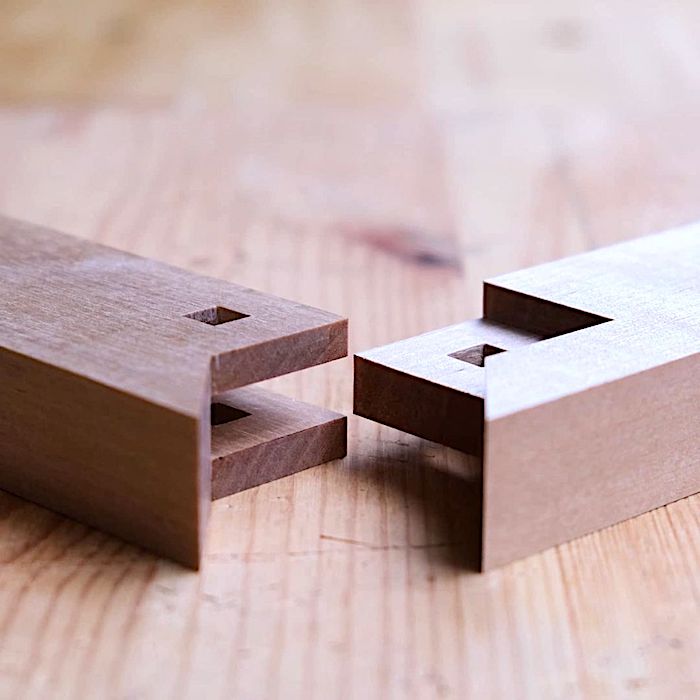
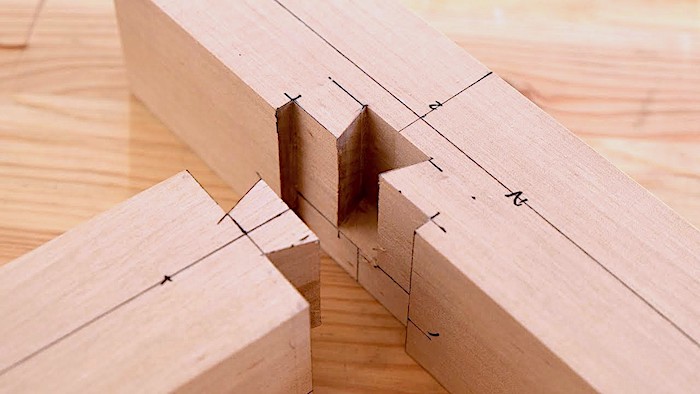
Сумидомэ Хозо Саши. Sumidome hozo sashi - это соединение язычка и паза.
Как фиксирующее соединение, sumidome hozo sashi плотно прилегает без необходимости использовать шип. Когда два фрагмента дерева прижимаются друг к другу, они соединяются трением и их трудно случайно разъединить.

Преимущества и недостатки японской деревообработки
Плюсы
- Интеллектуально сложное искусство, очень похожее на решение головоломки
- Плотная связь, которая может быть нарушена только тогда, когда сама древесина ломается
- Готовое изделие полностью освобождено от крепежных деталей и других посторонних объектов
Минусы
- Конструкция должна быть гораздо более точной, чем при использовании металлических креплений
- Требовательное ремесло, которое не поддается быстрому производству
- Инструменты являются специализированными предметами и могут быть довольно дорогостоящими
Подписывайтесь на нас в Pinterest , где вы найдете еще больше интересных статей.
Обработка древесины требует применения широкого спектра ручных приспособлений. Одним из таких считается стамеска по дереву, относящаяся к деревообрабатывающим режущим инструментам. Является принадлежностью плотницкого, столярного дела. Представляет собой заточенное лезвие на ручке.
Назначение

Большое количество выполняемых операций говорит об универсальности:
О назначении инструмента говорит угол заточки. При его большом значении режущая кромка прочнее. По этой причине при условии грубых работ стамеска затачивается под углом 27-40 градусов. Долбление производится долотом. Этот инструмент постепенно заменяется электрическими станками. Его особенности: узкое, толстое лезвие, сужающееся к концу. Мощность рабочей части позволяет использовать в качестве рычага для удаления стружки из глубоких отверстий.
Для работ на верстаке режущая кромка стамесок затачивается сильнее. Ее угол – 20-31 градусов. Считается оптимальным для сохранения прочности при максимальной остроте.
Для тонких работ, снятия небольших объемов стружки используются подрезные модели с бритвоподобным лезвием. Обладают наибольшей остротой, позволяющей выполнять деликатную резьбу. Удары молотом противопоказаны. Возможна только зачистка усилием руки. Длина клинка – 200-270 мм, угол затачивается на 15-22 градуса. Тупятся намного быстрее иных видов, особенно при обработке твердой древесины (дуб, орех, лиственница, клен).
Конструкция
Состоит из стального полотна с острым лезвием. Клиновидный хвостовик, расположенный на обратной стороне, вставляется в деревянную рукоять. Место соединения усиливается металлическим колпачком. Он принимает древесные волокна, сохраняет целостность инструмента в условиях физического давления.

Рукоятка выполняется из ударопрочного пластика или вязких пород дерева:
Пластмассовые рукояти выполняются из двух или трех компонентов. Помимо основы, предусмотрены резиновые вставки для удобного держания, железный или кожаный затыльник на торце для ударов.
Особенности фиксации рукояти говорят о функциональности. Бывают стамески с хвостовиком, а также снабженные конусной юбкой. Прочность фиксации различна. В первом случае хвостовик вставляется в рукоять, во втором, рукоятка помещается в специальное углубление.
Инструмент с юбкой лучше подходит для ударных воздействий, меньше подвержен разрушению, отличается прочностью. Инструментами данного типа обрабатываются твердые древесные породы, создаются глубокие выемки.
Наличие хвостовика говорит о необходимости более деликатного обращения. Основное преимущество – простота производства. Ряд моделей имеют длинный хвостовик, тянущийся через всю рукоять и заканчивающийся плоским расширением на торце. Это – наиболее эффективная конструкция.
Материал

На изготовление идет прочный сплав. Подходит инструментальная сталь 9ХС, ХВГ и 9ХФ. Ее механические свойства оптимальны.
Состав материала
Параметры инструмента
Стандартная длина – 12-285 мм. Полотно составляет 110-150 мм в длину, его ширина – 4-55 мм.
Классификация

По способу использования
Ударные стамески
Погружение обеспечивается легкими ударами по торцевой части. Рукояти снабжены металлическими кольцами на тыльной стороне. Оно предотвращает разрушение рукояти.
Ручные стамески
Погружение в дерево производится усилием руки.
По способу производства
- Штампованные.
- Кованые, имеющие утолщенное полотно.
- Вырубные, из менее твердой и плотной стали.
По форме
Предназначение и внешний вид определяются названием:
| Наименование | Ширина рабочей части (мм) | Размер рукояти (мм) | Тип продольного сечения | Форма поперечного сечения |
| полукруглая | 12 | 145X25 | ровный | ͝ |
| полукруглая | 16 | 145X25 | ровный | ͝ |
| полукруглая церазик | 4 | 145X21 | ровный | ᴗ |
| эйсмус | 8 | 145X21 | ровный | ˅ |
| клюкарза | 12 | 145X25 | ложечный | ͝ |
| выгнутая клюкарза | 4 | 145X21 | ложечный | ᴗ |
| клюкарза-церазик | 4 | 145X21 | ложечный | ᴗ |
| полуклюкарза | 12 | 145X25 | изогнутый | ͝ |
Среди классификаций в качестве критерия можно принять национальные традиции. Например, японские мастера предложили свою уникальную форму стамески. Она снабжена более коротким клинком с толстой, длинной шейкой в виде конуса. Это делает инструмент удобным, его легче держать и контролировать движения при резьбе.
Благодаря специальному углублению на тыльной стороне заточка выполняется более экономно и ускоренно. Сочетание хвостовика и конусного стакана делает соединение с рукоятью наиболее прочно.
Благодаря двум слоям металлической части (мягкое железо и высокопрочная сталь) острота долго сохраняется, лезвие легко и быстро затачивается.
По рабочему назначению

По типу продольного сечения
По типу поперечного сечения
По форме рабочей части
- Прямые (лезвие перпендикулярно полотну, используются для грубой обработки ровными полосами).
- Косые (скошенное лезвие упрощает погружение в дерево).

Стоимость разных изделий не сильно различается. В среднем, составляет 300-700 рублей за единицу. Зависит от материала, метода изготовления и производителя. Автор статьи с удовольствием пользуется белорусскими стамесками, выполненными ручной ковкой с закаливанием. Их розничная цена не превышает 300 российских рублей.
Есть модели стоимостью более полутора тысяч. Бренд оказывает существенное влияние на ценообразование. Кроме того, выгоднее покупать отдельные экземпляры, чем приобретать дорогой набор.
Особенности выбора
Подбирая инструмент, следует учитывать критерии:

- Качество лезвия. Должно быть закаленным, чистым, ровным, иметь соответствующую толщину.
- Особенности рукояти. Дерево – лучший вариант, обеспечивающий удобство держания в руке. Пластиковые должны иметь резиновые вставки. Лезвие должно плотно размещаться в рукоятке.
- Стоимость. Часто дешевое изделие не отвечает большинству требований. Иногда выгодно приобрести отдельно лезвие и самостоятельно изготовить рукоять.
- Параметры. Оптимальной длиной считается 100-150 мм.
- Предполагаемые работы. Для резьбы с высокой точностью подходят вырубные модели, штампованными стамесками можно пользоваться при наличии упорных шайб.
- Каждый вид имеет свою область использования. Часто для создания какого-нибудь рельефа нужно не менее 10 разных инструментов.
Лучший хвостовик – кованый. Он имеет оптимально распределенную твердость, отличается характерными разводами на поверхности.
Распространенные образцы
Их клинки имеют длину 150-170 мм. Ширина лезвия – 3-50 мм. Угол заточки – 20-31 градусов. Параметры позволяют осуществлять тонкую подрезку и долбить дерево. Наличие фасок на краях клинка позволяет работать в малодоступных местах.
Другим популярным типом являются зачистные стамески. Особенности – укороченный клинок, небольшая ручка, наличие фасок, угол заточки – 25-30 градусов. Позволяют создать миниатюрные переходы, заменяют резец. Применяются для врезки замка, зачистки петельных углублений. Незаменимый инструмент в ремонтных работах.
Любопытный факт! Многие карманные инструменты развились на основе обычных столярных стамесок. Их уменьшение произошло в результате частых заточек и подгонок.

Набор японских двухслойных стамесок премиум качества из 10штук.
Классические столярные японские стамески с двухслойной сталью для столярных точных работ.
Описание

Набор японских двухслойных стамесок премиум качества из 10штук.
Ширины лезвий 3мм,6мм, 9мм, 10мм, 15мм, 18мм, 24мм, 30мм, 36мм и 42мм.
Два слоя стали скованы вручную особым образом - твердая сталь огибает мягкую серцевину с 3-х сторон.
Это сделано для того чтобы боковые грани были твердыми.
Классическая форма лезвия и поднутрение с тыльной стороны позволяют меньше времени тратить на заточку.
Каждая стамеска клейменная.
Рукояти выполнены из красного дуба и покрыты лаком.
На конце рукояти насажено металлическое кольцо, для защиты рукояти от растрескивания.
Длина лезвия 60 мм, полная длина 225 мм, толщина лезвия 5 мм.
Поставляется в картонной коробке.
Пластиковая вставка упаковки предназначена для размещения в инструментальных шкафах и сундуках для хранения стамесок.
Комплектация
3мм,6мм, 9мм, 10мм, 15мм, 18мм, 24мм, 30мм, 36мм и 42мм.

Производство Miki Tool Co. (Япония).
Японский город Miki, с населением всего 78 тысяч человек, славится своими инструментальными мастерскими. Это своего рода японский Шеффилд. Небольшие артели Японских Мастеров используют технологии, проверенные веками. Ручной или полуручной труд позволяет выпускать удобные инструменты великолепного качества ( пилы, рубанки, резцы, ножи и т.д. )
Читайте также: