
Стружок по дереву своими руками
Обновлено: 08.07.2024
РЕМОНТ БЛОКА УПРАВЛЕНИЯ В НАЛОБНОМ ФОНАРЕ По работе очень часто пользуюсь налобным фонарем. Недавно один такой сломался, его я заказал в Интернете и прорабо.
ДОШИПОВЩИК ДЛЯ СКАТОВ СВОИМИ РУКАМИ Зимой частенько теряются шипы на резине. Особенно на ведущих колесах. В этом убедился на личном опыте. Ездил в ремонтные мастерские,…
КАК СДЕЛАТЬ ПОХОДНУЮ ПЕЧКУ СВОИМИ РУКАМИ В гараже часто, особенно зимой, пользуюсь газовой горелкой со съемными баллончиками. Недавно придумал для нее еще одно полезное.
СТРОИТЕЛЬСТВО КРОЛЬЧАТНИКА ЗАГЛУБЛЕННОГО В ЗЕМЛЮ Старый крольчатник, который прослужил чуть больше года, меня не устраивал по некоторым причинам - оказалс.
ВЛАЖНОСТЬ В ИНКУБАТОРЕ РЕГУЛИРУЮ НАГРЕВОМ Для меня всегда было довольно сложно поддерживать при инкубации необходимый уровень влажности воздуха. Обычно она .
НОЖ, ПИЛА И БЕРЁЗОВОЕ ПОЛЕНО - ДЕЛАЕМ ГРЕБЕШОК-РАСЧЕСКУ ДЛЯ БОРОДЫ © Автор: Тимофей Новиков Мода на бороду всё ещё на самом пике, и если её…
ХУДОЖЕСТВЕННОЕ ТИСНЕНИЕ ПО КОЖЕ СВОИМИ РУКАМИ - МАСТЕР КЛАСС ОТ ПРОФЕССИОНАЛА © Автор: Тимур Кручинин Приветствую вас, мастеровые! Меня зовут Тимур. Мое хобби — изготовление…
КАК ДЕЛАЮТ КЛАССИЧЕСКИЕ ГИТАРЫ Процесс создания многих музыкальных инструментов — органов, скрипок, виолончелей и иже с ними — с давних времён представляет собой некое таинство.…
БЫЛИ САНИ ДЕТСКИЕ, СТАЛИ РЫБАЦКИЕ Сосед хотел выбросить детские пластиковые сани, мол, внуки выросли — и санки ему ни к чему. Забрал их себе, немного…
Чтобы отметить человека, наведите на него курсор и нажмите левую кнопку мыши. Чтобы отметиться на фото, наведите на себя курсор и нажмите левую кнопку мыши.
У всех этих инструментов практически одинаковое устройство: деревянное или металлическое основание, нож и клин или винт для закрепления ножа в корпусе на определенную высоту (вылет) от подошвы инструмента. Вся разница заключается в ширине и устройстве ножа, а также в профиле последнего.
Столяры‑профессионалы используют деревянный инструмент для основной работы, а металлический – лишь тогда, когда имеется опасность испортить подошву струга (строгание твердых торцов, ДСП и недеревянных материалов: оргалита, плексигласа, пластика и т.п.). Деревянные рубанки легче, лучше скользят по обрабатываемой поверхности, что облегчает работу и экономит силы. С другой стороны, деревянный инструмент довольно быстро изнашивается. При незначительных объемах работы более тяжелый инструмент вполне пригоден.
Литые металлические рубанки по качеству строгания нисколько не уступают аналогичным деревянным рубанкам, наладка их заключается лишь в заточке и установке ножа. Рубанки с двойными ножами имеют микроподачу ножа, надежный зажим клина, прошлифованные плоскости скольжения. При наладке приходится иногда срубить заусенцы и мелкие выступы металла. В клинке металлического шерхебеля следует проделать поперечную канавку для опорного штифта (если ее нет): при сильных ударах о сучки клинок будет реже выпадать.
Так как деревянный инструмент все же составляет основу набора столярного инструмента, а принципиальное их устройство одинаково, то очень важно уметь налаживать деревянные колодки, чтобы обеспечить чистоту строгания, надежный зажим ножа и свободный отвод стружки.
При выборе деревянных колодок следует убедиться:
● во‑первых, что заплечики, к которым снизу прижимается клин, сделаны с достаточным напуском, обеспечивающим надежное примыкание рожка клинка по всей его длине;
● во‑вторых, что отверстие для входа стружки (пролет) с вставленным в него ножом и клинком не превышает 1–2 мм от края щели до конца ножа. Лучше даже, если конец ножа упирается в стенку пролета. При большем размере, учитывая подгонку опорной плоскости – постели к ножу, может потребоваться вкладыш, а это нежелательно для новой колодки. При достаточной толщине щечек летка (более 6 мм) уширение заплечиков можно сделать за счет подрезки (утонения) этих щечек. Небольшие искривления, трещинки в неответственных местах можно заделать.
Следует приобретать колодки с подошвой из граба и клена. Остальные породы мягки, потому быстро изнашиваются, а груша плохо скользит. Склеенные колодки обычно меньше коробятся при усыхании, чем цельные. Рубанок с короткой колодкой должен иметь впереди рожок, свернутый набок, для большого пальца левой руки (колодки с точеной вставной ручкой хуже). Под ножом необходимо расположить полукруглый упор для правой руки (в самодельном инструменте мастера его обычно не делают). Следует заметить, что деревянная колодка всегда требует наладки и подгонки по руке.
Основное внимание нужно обращать на качество обработки летка и его деталей. Так, английские колодки представляют собой прямоугольник, и мастер все доделывает по руке сам, французские не имеют рожка, и лишь немецкие модели оборудованы так же, как и отечественные. Деревянные колодки следует выдержать дома не менее года для полного высыхания.
Для определения мест подрезки следует замазать нижнюю плоскость ножа и заплечиков мягким карандашом и собрать рубанок. После разборки выпуклые места обозначатся соответственно на опорной плоскости и рожках клина.
Подгонка клина к заплечикам состоит в подрезании стамеской опорной плоскости заплечиков, если она неровная или отличается от другой наклоном, и подстрагивании плоскостей клина. В клиньях со слабо выявленными рожками следует вырезать их глубже. Длина рожков 3,5–4 см. Угол между плоскостями клина для одинарных рубанков около 14°, для двойных – около 10°. Более узкий клин крепче зажимается, но с трудом извлекается при переналадке, клин с большим углом вылетает от ударов ножа о сучки и плохо держит нож. Вывод таков: клин должен быть уже летка на 0,5 мм.
Рожки клина не должны выступать за пределы заплечиков, а сам клин вырезается внутри для того, чтобы выходящая стружка скользила по ножу. В самом летке необходимо сгладить и подрезать все ненужные шероховатости, так как они задерживают стружку и затрудняют строгание. Чтобы рубанок не забивался стружкой, следует переднюю плоскость летка сделать вертикальной (в черновых колодках она почти параллельна ножу). Это увеличивает входную щель – пролет при подстрожке и фуговании изношенной подошвы, но существенно облегчает выход стружки и, следовательно, работу. Надлежащий размер пролета обеспечивают подклейкой тонкой фанерки под нож либо установкой вкладыша. На сильно изношенные подошвы наклеивают целиком пластину из граба или клена и прорубают новый пролет, поэтому не следует выбрасывать старые удобные колодки, подошвы которых износились.
Наибольшему износу подвергается предножевая часть подошвы рубанка, за ножом древесина остается нетронутой и образует горб. Выравнивают подошву рубанком с двойным ножом в направлении от рожка к затылку, снимая очень тонкую стружку. Следует проверить положение боковой, правой по ходу, стороны. Она должна быть выстрогана точно под углом 90° к подошве и образовывать с ней прямую линию – ребро, которое следует оберегать от ударов. Ребром удобно проверять точность выстроганной плоскости. Налаженную колодку следует покрыть лаком с трех сторон и с торцов. Для лучшего скольжения подошву можно смазать растительным маслом.
Подгонка ножа состоит в затачивании его режущей грани под прямым углом к боковому ребру и припасовке горбатика – стружколома для двойных ножей. Припасование – слесарный термин, но он точно соответствует процессу: приладке частей с минимальным, волосяным, зазором.
Чтобы нож свободно ходил в летке, подтачивают боковую кромку. Ножи, плотно, без зазора, входящие в леток, при перемене влажности могут зажиматься и налаживать их затруднительно. А наладка необходима, потому что новые ножи заточены весьма приблизительно.
Рис. 14. Строгальный инструмент: а – деревянный рубанок; б – металлический рубанок; в – фуганок; г – отборник; д – фальцгебель; е – зензубель; ж – шпунтубель; з – грунтубель; и – штап; к – калевка; л – галтель; м – горбачи с вогнутым и выпуклым дном
Угол проверяют слесарным угольником, который должен прилегать к режущей части без просвета. Затем подогнанный по форме нож вставляют в леток и закрепляют клином. Край ножа должен быть параллелен подошве. Небольшой перекос может быть выровнен подвиганием ножа вбок ударом молотка по верхней части подошвы.
В хорошо налаженном рубанке расстояние от острия ножа до края летка должно быть: для одинарных рубанков – около 3 мм, для двойных рубанков и фуганков – около 2 мм (не более 5 толщин стружки). При большем расстоянии строгание не получится чистым.
Обычные рубанки бывают с одним и двумя ножами. Рубанки с двумя ножами (их еще называют двойники) строгают чище, чем рубанки с одним ножом, потому что снимают очень тонкую стружку. Нож должен иметь ширину 50 мм и прямое лезвие. Его устанавливают в колодке под углом 45–50°. В двойном рубанке на ноже крепят горбатик, с помощью которого регулируют толщину стружки.
Шерхебель применяют для первичной грубой обработки. При работе от этого инструмента остается рифленый в виде неглубоких борозд след. Его колодка – это прямоугольный брусок. Верхняя сторона колодки называется верхом, а нижняя – подошвой. В середине колодки устраивают сквозное отверстие: внизу, на подошве, узкое – ротик, а вверху широкое – леток. Ротик обычно делит колодку почти на две равные части: переднюю – носок и заднюю – пятку. Леток выполняют под углом 45°, который называют углом резания. Если сделать угол резания, например, 30°, то инструмент будет строгать менее чисто, а дерево будет скалываться. При угле резания больше 45° нож будет не строгать, а скоблить подобно цикле.
Внутри леток имеет плечики, на которые ставят нож и клинок. Клинком закрепляют нож в колодке, чтобы он не выскакивал во время работы. Ширина колодки должна быть больше ширины ножа, т.е. с двух сторон летка должны оставаться щечки толщиной не менее 7 мм. Под ножом крепят упор для предотвращения натирания мозоли между большим и указательным пальцами. С торца колодки крепят стальную пробку.
Задача шерхебеля – снять основную массу материала, оставив необходимый запас для продолжения обработки другим инструментом. Для лучшего забора материала в леток инструмента нож шерхебеля делают полукруглым, а его вылет от подошвы – 1–3 мм. Выравниваются борозды рубанком с прямой режущей кромкой ножа. Фуганок рассчитан на работу с большими по площади и длинными деталями.
Галтель применяют для строжки желобков. Он имеет выпуклую подошву. Форма лезвия ножа – удлиненный полуовал. Ширина лезвия 5–40 мм.
Фуганок имеет ту же конструкцию, что и рубанок, но больше по размеру. Строгает он точнее и ровнее рубанка. Фуганки различают полные и неполные (полуфуганки), чаще с двойными ножами. Длина колодки у полного фуганка – 700 мм, высота – 76, ширина – 85, а ширина ножа – 65 мм. У полуфуганка длина колодки – 500 мм, высота – 65, ширина – 70, а ширина ножа – 50 мм, но может быть и 65 мм.
Нож ставят в колодку под углом 45–47°. Он имеет прямое лезвие. В передней части колодки есть боек, по которому наносят удары, когда требуется выбить клин и освободить нож.
Шлифтик применяют для чистого строгания шероховатых мест. Он напоминает двойной рубанок. Длина его колодки – 200 мм, ширина – 40–50 мм. Нож ставят под углом 60°. Лезвие ножа шлифтика при правильной наладке может снимать очень тонкую стружку.
Цинубель используют для придания поверхности шероховатости, которая обеспечивает лучшее склеивание древесины. Он представляет собой небольшой рубанок с колодкой длиной 200 мм, шириной 60 мм и одинарным ножом с мелкими желобками, которые образуют на жале лезвия мелкие зубчики. Нож ставят под углом 80°.
Торцевой рубанок предназначен специально для острожки торцов. Его нож ставят под углом к продольной оси колодки.
Фальцгебелем, или фальцовкой, отбирают фальцы и четверти и зачищают их после вырубки стамеской или другими инструментами. Выступ на его колодке ограничивает ширину отбираемого фальца и направляет струг по ребру доски или бруска. Колодка может быть с двумя выступами, которые не только направляют ее точно по кромке бруска или доски, но и ограничивают ширину и глубину фальца.
Зензубелем можно выстругивать фальцы или четверти любой ширины и глубины. При работе колодку придерживают пальцами, причем пальцы должны двигаться по кромке доски или бруска. Можно колодку направлять и накладкой – рейкой, прибитой гвоздями или привинченной шурупами. Накладка ограничивает ширину фальца или четверти. Ножи ставят прямо или косо. Косо поставленный нож позволяет строгать древесину как вдоль, так и поперек волокон.
У фальцгебеля и зензубеля длина колодки составляет 240 мм, ширина – 30, высота – 80, а ширина ножа – 15 мм.
Шпунтубель, или шпунт, применяют для выборки шпунта (канавки) разной глубины. Ширина ножа зависит от ширины шпунта и колеблется от 3 до 10 мм. Переставляя планку и устанавливая нож рядом с ранее выбранным шпунтом, можно получить шпунт любой ширины. Стальной гребень расположен в середине колодки и имеет ту же ширину, что и нож. Планку крепят сбоку колодки двумя винтами. Она идет по кромке бруска и направляет инструмент. Вращением гайки планку прижимают или удаляют от колодки.
Калевку применяют, чтобы выстрогать на кромках брусков, досках, различных рейках валики, выемки и т.п. Длина колодки – 240 мм, высота – 70–80, ширина – 10–50 мм.
Лезвие ножей может иметь различную фигурную форму. Точно такая же форма должна быть и у подошвы колодки, т.е. для каждого ножа делают свою колодку. Выпиливают фигурные ножи напильниками. Колодки должны иметь выступ, который будет направлять струг по кромке доски или бруска.
Горбачи – это рубанки с колодкой выгнутой формы. Их применяют при изготовлении деталей выгнутой или вогнутой формы, например, при строгании криволинейных брусков. Нож у горбача прямой, подошва колодки имеет выпуклую или вогнутую форму.
Стругами для фигарей можно выстругивать гладкую фигарею одновременно с калевкой.
Цикли – это тонкие пластинки из высококачественной полированной стали толщиной 0,5–1 мм. Они позволяют снять с древесины тончайшую стружку и ворс. Часто цикли изготавливают из поперечных пил. Для удобства в работе их крепят в деревянных ручках. Для циклевания деталей с криволинейным профилем применяют фигурные цикли.
Скоблит древесину заусенец, который тщательно затачивают и правят на оселке. Заусенец может быть с одной и с двух сторон цикли.
Циклю, заточенную как обычный рубаночный нож (со снятием фаски), заправляют с одной стороны, а заточенную без фаски с торцевой стороны под прямым углом к пласту, – с двух сторон – образуются два заусенца. Рабочие стороны прямых циклей должны быть строго прямолинейны.
Ножи для стругов делают длиной 180 мм, шириной в зависимости от размеров и назначения струга, толщиной 1,9–3 мм.
У двуслойных ножей нижнюю пласть (слой) называют поддерживающей и изготавливают из мягкой стали марки 30. Верхнюю пласть длиной 55 мм, толщиной 1–0,5 мм выполняют из плакирующей стали марок 9В, 95, 9С и ФВ.
Нижний конец ножа со стороны поддерживающей пласти стачивают на фаску под нужным углом и называют режущей частью, или жалом. Чем тверже дерево, тем больше должен быть угол фаски. Острые ножи чище строгают, и ими легче работать.
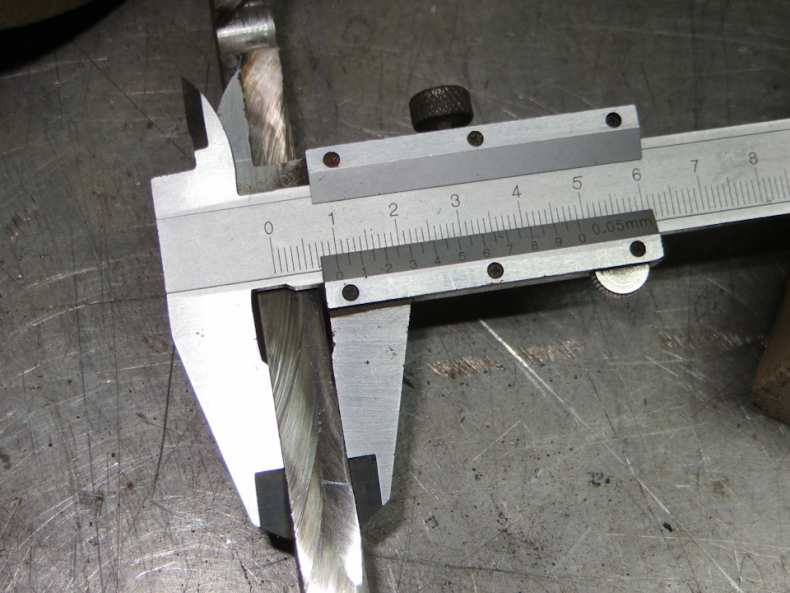
Ножи могут быть одинарными и двойными. Двойной нож состоит из самого ножа и накладываемой на него нережущей пластинки, называемой стружколомателем. Эта пластинка может быть плоской и с выпуклостью – горбом, поэтому стружколоматель еще называют горбатиком. Двойной нож чище строгает и регулирует толщину стружки.
Горбатик должен плотно прилегать к ножу. С нижней стороны ножа его закрепляют винтом. Зазор между ними допускается не более 0,05 мм. Расстояние от жала ножа до горбатика зависит от толщины стружки и желаемой чистоты строгания. Двигается горбатик по продольной прорези общей длиной 90 мм.
Строгальный инструмент с одинарным ножом надкалывает древесину на некотором расстоянии впереди себя, поэтому строганная им поверхность бывает недостаточно гладкой. У струга с двойным ножом горбатик предупреждает надкалывание дерева, поэтому и строганая поверхность получается чистой.
Наладка стругов. У приобретенного двойного ножа проверяют плотность примыкания горбатика к пласти. При зазоре между ними более 0,1 мм горбатик притачивают. Если этого не сделать, то в зазоре будет заклиниваться стружка, потребуется частая очистка его и ухудшится чистота обрабатываемой поверхности. Ширина ротика в колодке также имеет большое значение для чистоты строжки. При широком ротике стружка грубее. Нормальной считается ширина ротика для шерхебеля 9 мм, рубанка – 8, фуганка – 7 мм. Ротик будет уже, если вставить в подошву колодки бобышку. Вырезают бобышку из дерева в виде треугольника толщиной 12–15 мм. Все неровности ее зачищают. Бобышку приставляют к подошве струга и обводят вокруг нее тонкие риски. По этим рискам выдалбливают в колодке гнездо глубиной 11–14 мм. Приклеивают бобышку в гнездо и прижимают струбциной. Через сутки выступающую часть бобышки сострагивают заподлицо с подошвой колодки.
Из шерхебеля и рубанка нож вынимают следующим образом. Левой рукой берут за середину колодки так, чтобы большой палец придерживал клинок и нож. Правой рукой наносят киянкой или молотком по вставленной пробке в задней части колодки удар. Под действием удара клинок поднимается вверх и легко вынимается вместе с ножом. Во время выемки нож следует также придерживать, иначе он выпадет.
Чтобы вынуть нож из фуганка, молотком наносят удары по бойку. Левая рука при этом должна придерживать нож.
Чтобы наточить двойной нож, надо сначала отвинтить винт и снять горбатик.
Нож в колодку шерхебеля, рубанка или фуганка вставляют так, чтобы его лезвие было на одном уровне с ее подошвой. Затем устанавливают клинок, крепко прижимая его к летку. Можно вставлять нож иным способом: на верстак кладут нож фаской вниз, на нож – клинок и все вместе вставляют в леток колодки. Во время вставки ножа средний палец левой руки должен придерживать его лезвие на одном уровне с подошвой колодки. Чтобы закрепить нож, по клинку наносят молотком легкий удар.
Вставленные в колодку ножи не должны иметь перекоса и должны выступать из‑за ее подошвы на требуемую высоту. Проверяют, соблюдаются ли эти условия, на глаз, для чего колодку держат одной рукой на уровне глаз (или двумя руками на уровне груди) подошвой вверх и передним концом к себе. Лезвие ножа по отношению к подошве колодки должно располагаться без перекоса и казаться тонкой ниткой. Высота, на которую должно выступать лезвие, зависит от толщины стружки, которую нужно снять.
Наладку стругов с двойным ножом осуществляют следующим образом. Горбатик ставят на нож, слегка привертывают винтом, а затем устанавливают на необходимом расстоянии от лезвия ножа и прочно закрепляют винтом. Двойной нож и клинок в колодку вставляют так же, как и одинарный нож и клинок.
Заточка ножей . Ножи шерхебеля, рубанка и подобных им стругов вначале нужно отточить на точиле. Держат нож против вращения точила и обязательно смачивают водой. Выдержать необходимый угол отточки вручную сложно, поэтому следует прибегнуть к помощи роликового или рычажного приспособления. Нож закрепляют в прорези рычажного приспособления клином так, чтобы он прилегал своей фаской к поверхности точила под необходимым углом. Во время отточки слегка нажимают на рычаг, который придает устойчивость ножу. Затем нож нужно заточить на бруске. При этом нож вновь смачивают водой. Полученная фаска должна быть строго прямолинейной.
Рис. 15. Заточка (а ) и правка (б ) лезвий для рубанка
Проверить прямизну лезвия можно с помощью угольника или на глаз. На лезвии не должно остаться следов после отточки.
Теперь нож правят на оселке, смоченном водой или маслом. При использовании масла лезвие станет острее, чем при использовании воды, и минимально изотрется оселок. Правку ножа выполняют до тех пор, пока на фаске не останется следов от заточки и не будут удалены все заусеницы.
Калевочные ножи обычно точат сперва напильником (мелкая насечка), а затем бархатным (очень мелкая насечка), но можно использовать и набор всевозможных брусков. Калевки со снятыми заусеницами строгают чище.

Станки и инструменты в готовом виде доступны в широком ассортименте в специализированных магазинах. Однако их цена не каждому по карману, особенно начинающему мастеру. Самодельные станки – это выход из ситуации при ограниченном бюджете. Рассмотрим особенности их использования и изготовления. Расскажем о наиболее популярных устройствах. Информация поможет определиться с выбором необходимых приспособлений для организации работы в мастерской.
Использование самодельных станков в мастерской
Работы, которые выполняются в мастерской, влияют на оснащение помещения специальными приспособлениями. Обычно оборудование размещают, если свободная площадь составляет не менее 3 м 2 .
Мастерские часто обустраивают в маленьких помещениях, пристройках, гаражах. Лучшим местом является отдельная постройка. В этом случае шум от выполняемых работ не будет мешать другим жильцам дома.
Часто обустраивают универсальные мастерские для выполнения различных работ. Если человек занимается производством каких-либо изделий, тогда изготавливаются конкретные самодельные инструменты и приспособления. Часто мастерские оснащаются станками для столярных работ и обработки металлических заготовок. Нередко еще обустраиваются помещения для ремонта колесных транспортных средств.
В основном мастерская оснащается:
- устройствами, позволяющими подготавливать инструмент, облегчать труд и механизировать операции;
- самоделками для обработки металлических деталей;
- столами-верстаками.
В помещении еще обязательно устанавливают полки, где будет храниться различный инструмент. При этом обеспечивают беспрепятственный подход к ним, выполнение правил пожарной безопасности.
Верстак для столяра
Эта разновидность оборудования представляет собой стол. Он отличается высокой прочностью и наличием на столешнице 2-х тисков. Стол также оснащается фиксаторами, зажимающими заготовки во время их строгания. Кроме того, верстак еще может иметь места, где будут закреплены другие самодельные устройства, например фрезер.
Специальный стол обязан иметь удобную высоту. Она подбирается под рост мастера. Минимальная длина верстака составляет 1000 мм. Часто она равна 1700 мм или даже 2000 мм. При этом стандартная ширина составляет 800 мм.
Создается стол-верстак следующим образом:
- Создают поверхность стола – это щит, который изготавливают из дубовых, буковых или грабовых досок толщиной минимум 55 мм. Их плотно подгоняют друг к другу. Используемые доски перед соединением пропитывают олифой. Для создания жесткой конструкции применяют брусок 50 мм. Его фиксируют по периметру рабочей поверхности.
- Изготавливают опорные элементы верстака. Для этого используют липовый или сосновый брус. Его размер составляет 120*120 мм или 150*150 мм, а длина равна примерно 1200 мм. Опоры соединяют перемычками в горизонтальной плоскости. Для этого берут доски, которые фиксируют на расстоянии 300 мм от пола.
- Изготавливают самодельные приспособления для размещения инструмента. Это полки, находящиеся под столешницей. Их в открытом исполнении нередко заменяют тумбочками.
- Крепят тиски.
Если создается стационарный верстак, его опорные элементы неподвижно фиксируют на полу. В зависимости от особенностей выполняемых работ изготавливают также передвижные и разборные столы.
Тиски столярного верстака
Этот самодельный инструмент изготавливают при использовании винтового стержня. У него длина резьбы должна быть минимум 160 мм. При этом диаметр самого стержня обязан составлять 20 мм. Для тисков еще понадобятся деревянные бруски и шпильки из металла. Последовательность изготовления следующая:
- Подготавливают брусок 200*300 мм. Его минимальная толщина должна быть 50 мм. Это будет одна из губок. В центре заготовки просверливают отверстие под винт. По бокам от него делают еще два отверстия под шпильки.
- Выпиливают вторую передвижную губку 200*180 мм, и просверливают в ней аналогичные отверстия.
- Вставляют в заготовки штырь с резьбой. На одном его конце устанавливают ручка. Чтобы губки не смещались, через другие отверстия пропускаются шпильки с сечением 10 мм.
Металлический верстак для слесаря
Все полезные самоделки и приспособления упрощают обработку заготовок. К таким устройствам относится верстак для слесаря. Его минимальные размеры составляют:
- длина – 1800 мм;
- ширина – 700 мм;
- высота – 900 мм.
Создается стол в следующей последовательности:
- сборка каркаса;
- монтаж тумб в количестве 2 штук, обшитых металлом;
- закрепление рабочей поверхности, состоящей из деревянной основы в виде щита, на котором сверху размещается лист металла подходящего размера;
- сборка и установка стеллажа в задней части верстака для усиления всей конструкции и размещения инструмента.
При сборке слесарного верстака используют:
- балки в качестве стоек – четыре профтрубы 40*60 мм с толщиной стенки минимум 2 мм;
- три балки 50*40 мм, чтобы связать стойки и обеспечить продольную жесткость конструкции;
- профтрубу 40*30 мм со стенкой минимум 1 мм в количестве 9 штук для создания каркаса тумб;
- металлический уголок 50*50 мм для изготовления стеллажных стоек, высота которых будет составлять максимум 2000 мм;
- доска толщиной 50 мм для щита столешницы;
- лист металла не тоньше 6 мм для покрытия верхней поверхности верстака.

Станок по дереву для токаря
Существуют различные самодельные станки и машины для мастерской. Все они упрощают работу. К их числу относится токарный станок. Его конструктивными элементами являются:
- Прочная станина из металлического уголка или трубы. Иногда ее создают из деревянных брусков. Станину закрепляют на полу, а ее нижнюю часть утяжеляют.
- Суппорт, представляющий собой опорный элемент для резцов. Эта часть станка обязана обеспечивать надежную фиксацию и позволять заготовке перемещаться в сторону. Для этого в конструкции предусматривается винтовой стержень.
- Зажимной шпиндель, который еще называют передней бабкой. В его качестве часто применяют головку мощной электродрели.
- Задняя бабка, применяемая для продольного перемещения заготовки. Рекомендуется использовать заводской шпиндель, который имеет четыре кулачка.
- Электропривод, обеспечивающий вращение 1500 об/мин. Его мощность должна составлять от 250 до 400 Вт. Часто в качестве электродвигателя используют мотор стиральной машинки. В конструкции также предусматривается ременная передача. Это трансмиссия, для функционирования которой необходимо установить шкивы на валах.
Резцы для станка
Рекомендуется самоделки приспособления оснащать фабричными резцами. Ведь их качественно затачивают на специальном оборудовании. В крайнем случае, для изготовления применяют:
- старые напильники без существенных дефектов;
- стальную квадратную арматуру – оптимальный материал для изготовления резцов;
- квадратную или прямоугольную рессору от автомобиля.
В дальнейшем выполняют заточку имеющихся заготовок. Создают полукруглую режущую кромку, чтобы выполнять черновую обработку деревянных деталей. Чистовые токарные работы проводят резцом, у которого прямое лезвие.
После заточки осуществляют закалка режущих элементов. Во время этого процесса резцы сначала нагревают, а потом помещают в машинное масло.
Стационарная циркуляционная пила
Циркуляционную пилу в стационарном исполнении размещают на прочном столе. Его рабочую поверхность обычно создают из металлического листа. Его усиливают ребрами жесткости. Для их изготовления используют стальной уголок.
На рабочей поверхности обычно находятся:
- упоры;
- направляющие;
- элементы для регулировки;
- режущий диск.
На заметку! Работает циркуляционная пила за счет электрического двигателя. Его мощность должна составлять примерно 800 Вт, а вращение 1700 об/мин. Таким характеристикам соответствует электродвигатель болгарки.
Перед тем как сделать приспособление для распиловки деревянных деталей, подготавливают рабочую болгарку с необходимыми характеристиками. Дальнейшие действия выполняют в следующем порядке:
- Собирают каркас.
- Подготавливают рабочую столешницу, в которой делают прорезь под режущий диск.
- Крепят параллельно два деревянных бруска. Они будут использоваться в качестве упоров.
- Устанавливают шкалу, необходимую для контроля разрезания деревянных деталей.
- Монтируют струбцины, чтобы можно было фиксировать заготовки и направляющие.
- Закрепляют болгарку, предварительно установив диск в ранее созданную прорезь столешницы. Фиксацию электроинструмента выполняют снизу рабочей поверхности.
Видео описание
Один из вариантов стационарного металлического распиловочного станка с углошлифовальной машинкой показам в видео:

Сверлильный станок
Интересные самоделки и приспособления часто выручают мастера при изготовлении разных изделий в мастерской. Одним из таких устройств является сверлильный станок. К основным его частям относится:
- электрическая дрель;
- основание из металлических деталей с возможностью закрепления обрабатываемой заготовки;
- стойка для фиксации электродрели, для создания которой используют ДСП толщиной от 20 до 25 мм или старый фотоувеличитель;
- узел, обеспечивающий подачу сверлильного инструмента.
Стойка сверлильного станка должна иметь направляющие рейки. Они необходимы, чтобы электродрель перемещалась строго в вертикальном направлении. Существуют разные варианты подачи электрического инструмента, но самую распространенную конструкцию имеет рычаг с пружиной. Он управляется ручным способом путем простого нажатия. В конструкции станка также предусматривают упоры. Они нужны для регулировки глубины создаваемого отверстия в детали.
Видео описание
С одним из вариантов станка для сверления при использовании электродрели поможет познакомиться следующий видеоролик:
Фрезер с ЧПУ
Существуют самодельные станки и приспособления сложной конструкции. К таким устройствам относится фрезер с ЧПУ. Его изготавливают для обработки металлических и деревянных деталей.
Работы на фрезере с ЧПУ осуществляются более качественно. Такой станок обладает расширенными возможностями. При его создании используется порт LPT, а также обеспечивается числовое программное управление. Копировальный узел создают из кареток принтера с матрицей из игл.
Фрезерное устройство собирается следующим образом:
- Изготавливается столешница при использовании фанерного листа. Вместо него применяют ДСП толщиной минимум 15 мм.
- Создается вырез, чтобы помещалась фреза.
- Устанавливается фрезерный узел.
- Размещается электропривод.
- Закрепляется трансмиссия.
- Монтируется шпиндель.
- Фиксируются упоры.
Фрезерный станок с ЧПУ для обработки металлических заготовок изготавливается с более прочным каркасом. Приспособление создается в следующей последовательности:
Видео описание
Следующее видео позволит познакомиться с одним из вариантов изготовления фрезера с ЧПУ:

Рейсмусовый станок
Самоделки для мастерской часто создают, чтобы выполнить обработку дерева. Материал всегда приходится строгать. Именно для решения этой задачи изготавливают рейсмус. Состоит станок из следующих частей:
- Станина из двух рамных конструкций, которые сваривают из уголков 40*40 мм. Рамы скрепляют шпильками.
- Столешница из металла или пиломатериала, предварительно пропитанного олифой. Рабочая поверхность болтами фиксируется на станине.
- Протяжка, представляющая собой резиновые валики. Их берут из сломанной стиральной машинки. Валикам обеспечивают плавное вращение путем их одевания на подшипники.
- Кожух, защищающий вращающиеся детали. Его изготавливают из листового металла толщиной около 5 мм и закрепляют на каркасе из уголков размером 20*20 мм.
- Электрический двигатель мощностью 6 кВт, который способен вращаться со скоростью минимум 3000 об/мин.
Для фиксации рейсмусового станка применяют струбцины. Приспособление закрепляют на рабочей поверхности. Не забывают про необходимый зазор, при выставлении которого учитывают толщину обрабатываемой детали.
Видео описание
Изготовление рейсмуса при использовании электрорубанка показано в следующем видеоматериале:
Станок для шлифовки деревянных деталей
В конструкции такого станка имеется цилиндр, на которой надевается наждачная бумага. Этот узел вращается, обрабатывая деталь. Сборка самодельного станка часто выполняют для шлифовки цилиндрических заготовок. Изготавливают также устройство для создания ровной поверхности обрабатываемой детали.
Во время закрепления шлифовальной бумаги выполняют следующие правила:
- ширина абразивного полотна должна составлять примерно 250 мм;
- соединяется шлифовальная лента без зазора исключительно встык;
- крепление наждачки выполняется на высококачественный клеящий состав;
- на краях вала для абразивного полотна должен иметься бортик, выступ которого составляет от 2,5 до 4 мм;
- под лентой нужно размещать резиновую подложку.
Вал приспособления вращается электрическим двигателем. Эти две части станка соединяются ременной передачей. Сама конструкция станины может иметь разное исполнение. Вариант выбирают в зависимости от размеров обрабатываемых заготовок.

Коротко о главном
Обычно мастера собирают станки для своих мастерских, если площадь помещения не меньше 3 м 2 . Изготавливаются универсальные приспособления или для выполнения конкретного вида работ. Кроме полок и стеллажей, в мастерской часто можно встретить из досок и брусков верстак для столярных работ, который оснащен тисками.
Умельцы также изготавливают слесарный металлический верстак из профтрубы, уголка, листового металла. Собирают еще токарный станок на металлической станине, с зажимным шпинделем в виде головки от дрели и электроприводом. Популярностью в мастерской пользуется еще стационарная циркуляционная пила на основе болгарки, сверлильный станок из электродрели, рейсмус из электрорубанка, фрезер с ЧПУ.
Специалисты знают, что при выполнении многих столярных работ на неподготовленном месте всегда появляется много проблем. По большей части это относится к изделиям, которые не представляется возможным обработать, если они не зафиксированы на верстаке.

Универсальное приспособление, которое носит название струбцина, помогает быстро решить эту проблему. Смастерить ее можно на дому при помощи подручных инструментов и материалов, и сегодня мы подробно расскажем как это сделать.

Содержание
Устройство и принцип работы струбцины
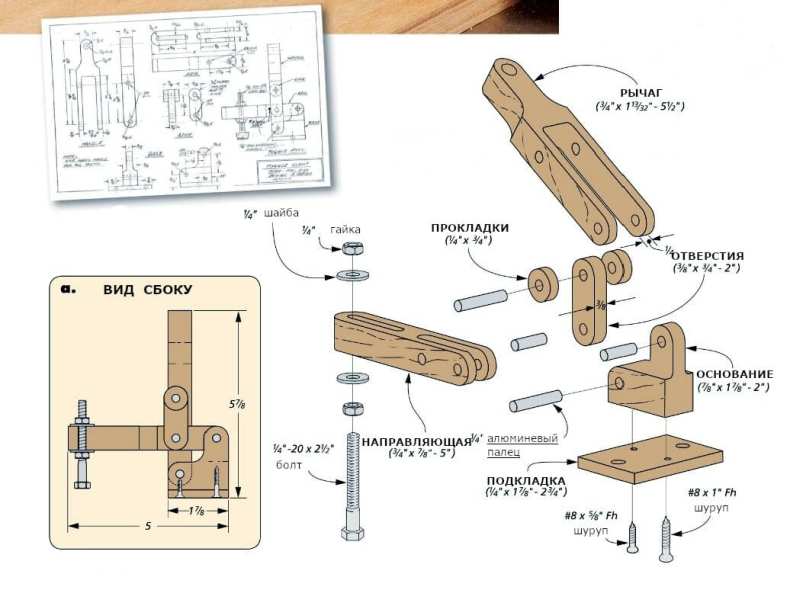
Струбцина – это один из самых полезных инструментов в любой мастерской, ведь его можно применять для различных целей. Главная его функция – надежно фиксировать изделие на верстаке или другой надежной опорной конструкции. По чертежу струбцина должна содержать в конструкции минимум 2 детали.

Струбцины могут быть от самых маленьких до огромных размеров, в таком случае у вас будет возможность надежность зафиксировать деталь любого размера перед началом обработки.

Внимание! Помимо опорной части, в устройстве данного приспособления есть подвижная губа, которую всегда оснащают механизмом закрепления.

Чтобы губка перемещалась, в конструкции имеется специальный рычаг или винт. Они позволяются повысить усилие, передаваемое при фиксации, таким образом предотвращается возможное открепление струбцины в процессе ее использования.







Самодельные струбцины
Из металла. Желательно применить в изготовлении стальную трубу. В итоге можно получить надежную трубчатую струбцину.

Обратите внимание! Важно понимать, что струбцина для домашнего применения, должна быть проста в использовании, чтобы можно было за считанные секунды зафиксировать какую-либо деталь.













Еще понадобятся 3 стальных кольца. Их внутренний диаметр должен быть таким же, как и внешний диаметр трубы. Можно также взять стальной прут вместо трубы. Для изготовления вам потребуется сварочный аппарат любого типа (можно обычным инверторным аппаратом проводить работы по сварке металла).

Процесс создания струбцины состоит из следующих шагов:
- Основания конструкции сваривают с двумя кольцами, опоры проще и лучше изготовить из стального уголка.
- На последнее кольцо устанавливают гайку, а ее прихватывают сваркой к трубе.
- Потом на верхнюю часть длинного болта монтируют ручку для удобства работы с будущей струбциной, а болт вворачивают в кольцо.
- В другом конце трубы просверливают 2 отверстия для монтажа закрепляющих штифтов.
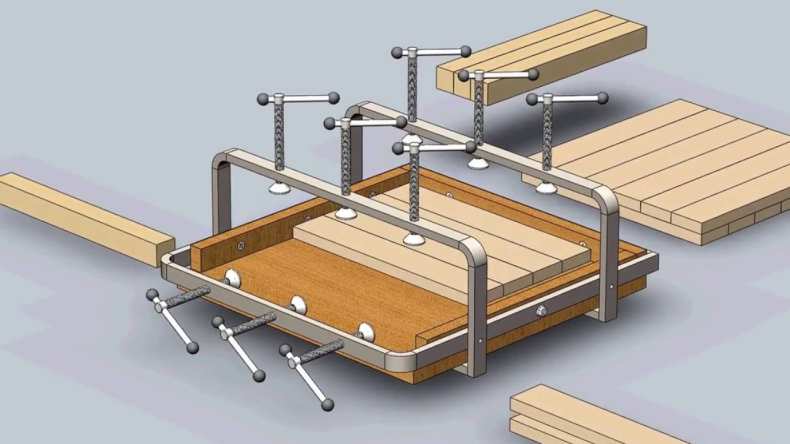
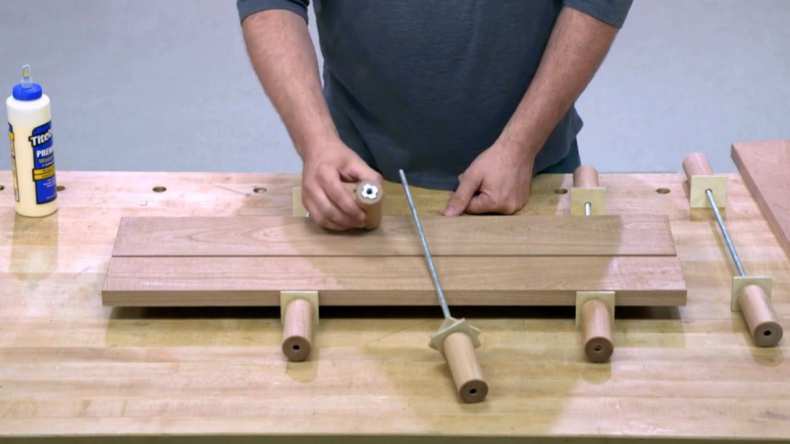
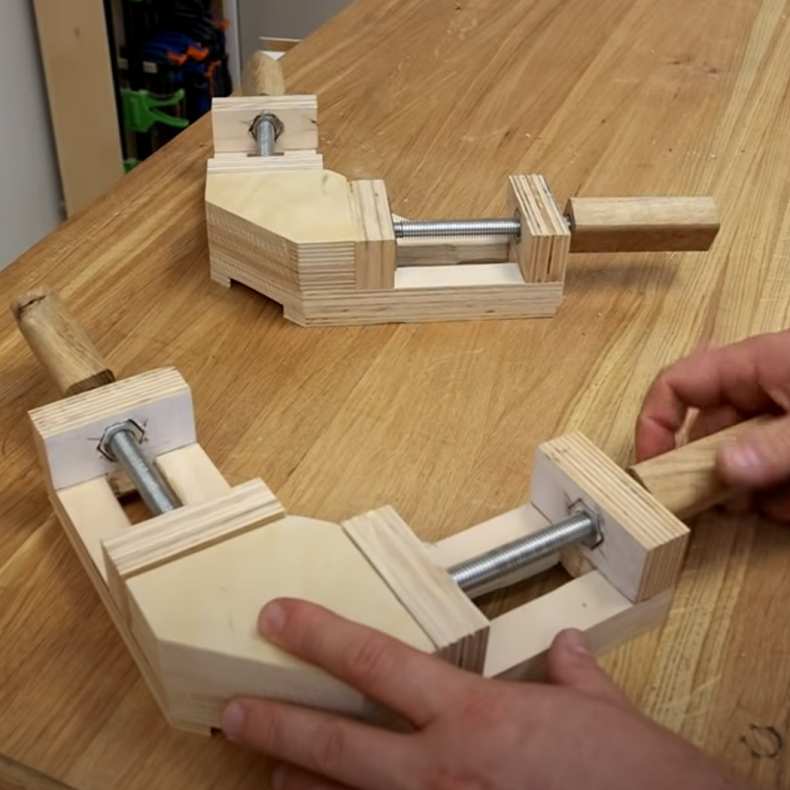
Струбцины из дерева
Сейчас мы поделимся с вами вариантом изготовления быстрозажимной деревянной струбцины. Она изготавливается долго, зато в будущем во время использования вы сможете сэкономить много времени.


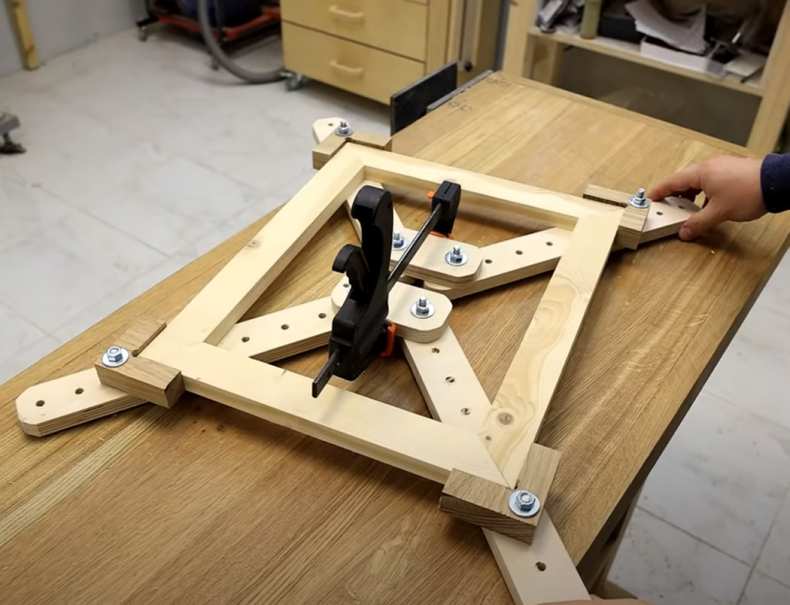


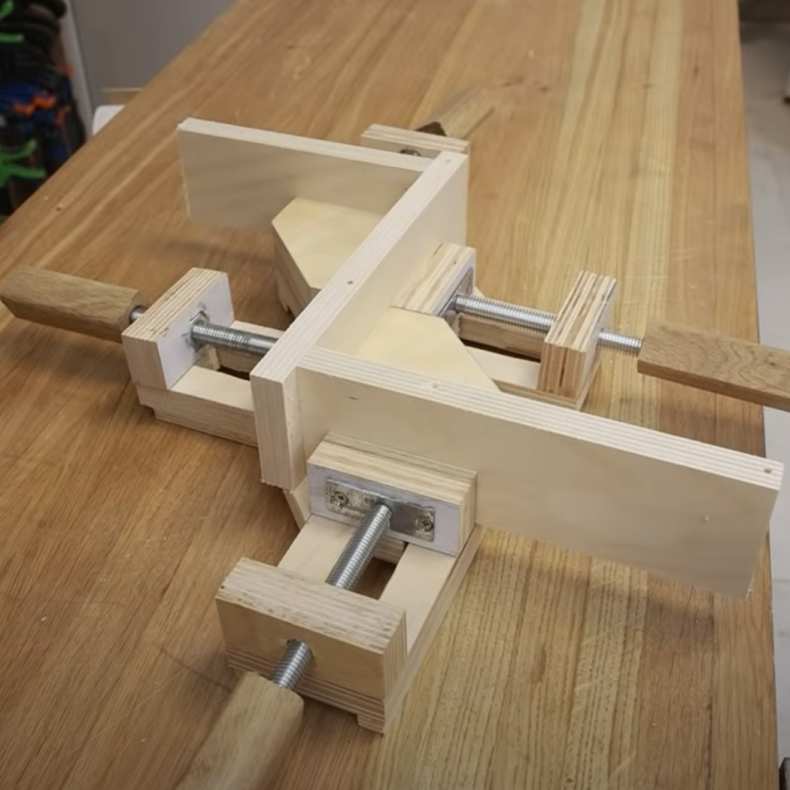

Процесс создания заключается в следующем:
- Первым делом создается макет, затем из прочной древесины вырезаются требуемые элементы. Если вы хотите, чтобы струбцины служили вам долго, следует стабилизировать древесину для повышения прочности и стойкости к внешним факторам окружающей среды.
- Лобзиком или ручной пилой вырезается паз, в котором будет находиться штифт для подвижной губки.
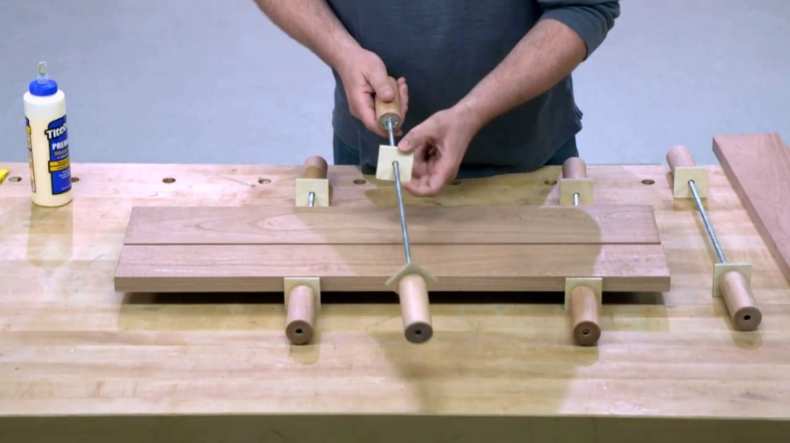
- Далее выполняются работы со стамеской, карандашом намечается паз для кулачкового фиксатора, после этого разными стамесками извлекается весь ненужный материал.
- Дрелью проделываются отверстия для размещения штифтов.
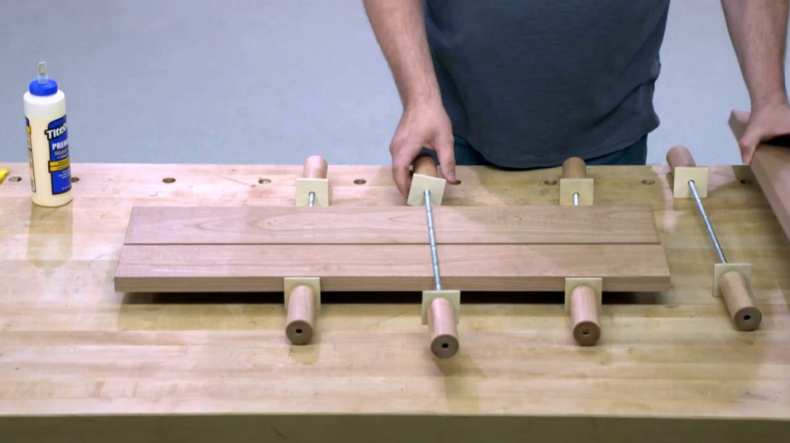
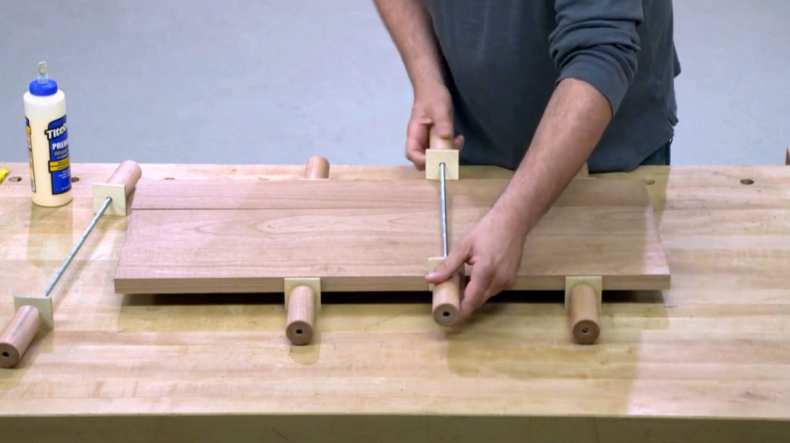
- Чтобы струбцина выглядела эстетично и не оставляла заусенец, ее можно обработать шлифмашиной или просто наждачкой различной зернистости.
- Осевой элемент для работы инструмента выпиливается из металлического листа или прута. Далее в нем сверлятся отверстия для установки штифтов.
- После этого выполняется сборка струбцина и проверка ее работоспособности, если имеются недочеты в работе, можно сразу их подкорректировать.
Полезный совет! Деревянные струбцины можно легко защитить от внешнего воздействия, для этого вам понадобятся восковые свечи и газовая горелка. Дерево слегка обжигается и попутно натирается свечой, в результате воск проникает глубоко в поры древесины. После этого древесину можно обработать наждачкой и пользоваться, такому инструменту не страшна влага и биологические вредители.

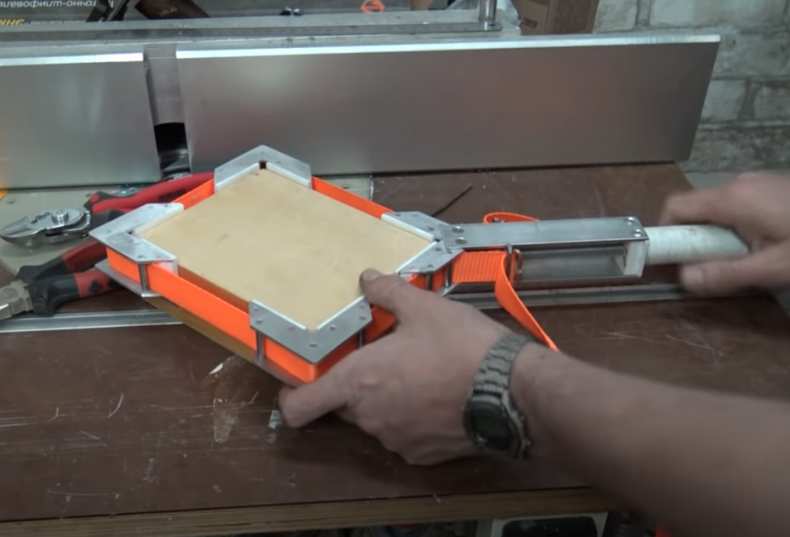
Струбцины из домкрата
У многих автомобилистов со стажем в гараже точно имеется 2-3 домкрата, которые частично поломались, а выбросить их жалко. Но такие домкраты можно пустить в дело и сделать из них отличные струбцины.
И сейчас мы поделимся с вами инструкцией, как это можно сделать:
- Сперма домкрат разбирают (желательно в том порядке, в котором предполагается заводская разборка), после этого убирают лишние конструкционные элементы, можно отпились их болгаркой.
- Когда 2 главных элемента будут подогнаны близко, их надежно соединяют при помощи сварки.
- Далее на прижимную часть создают из стальных шпиле, которые обрезаются по размеру. После этого они надежно привариваются к прижимной части.
- В завершении все заусеницы отшлифовываются и производится покраска инструмента.

Данная струбцина отличается широкой областью зажима и огромным усилием на сжатие, поэтому она будет полезна в любой мастерской.

Струбцины из тормозных колодок
Это один из самых надежных вариантов, но такие струбцины в большинстве своем собираются с резьбовым зажимом, что может не всем понравиться. Сборка производится так:
- Сначала из колодок вырезаются болгаркой 2 полумесяца.
- К краям одной части колодок сразу можно приварить небольшие кусочки стального листа, это будет основная зажимная часть струбцины.
- Далее приваривается петлевой элемент конструкции в другим концам полумесяца, важно предварительно проверить, чтобы зажимные части хорошо стыковались между собой.
- К боковой части одного полумесяца приваривается гайка.
- К другому полумесяцу приваривается пластика с отверстием под диаметр болта. Уже на этом этапе работы можно протестировать устройство.

Важно! Для долгого срока службы струбцины, стоит удалить все недочеты в обработке металла, а после этого покрыть хорошей износостойкой краской.

Если вы хотите значительно усовершенствовать конструкцию, то можете приварить в центральной части болта небольшой штурвал, который в несколько раз позволит увеличить скорость зажима заготовок.

Мы надеемся, что наша статья была для вас полезной и интересной, теперь вы знаете, как можно самостоятельно изготовить струбцины. Желаем вам всех благ!
Читайте также: