
Ставр саи 180 пзф ремонт своими руками
Добавил пользователь Morpheus Обновлено: 19.09.2024
Всем привет! Давненько я здесь не был . В общем возникла такая проблема сгорел у меня сварочный инвертор ММА180 модель и фирму сказать не могу так как сам не знаю потому что он без корпуса, аппарат достался от знакомого. Ситуация такая в прошлом году варил этим аппаратом ворота (электрод был на 3 мм, сила тока была на МАХ-симуме 180 ампер) и внезапно он отключился то есть перестал подавать признаки жизни и всё. Я конечно-же его тут же разобрал он был обмотан чёрным полиэтиленом и скотчем во избежания попадания на него воды. И было обнаружено что ИБП выгорел к хе….ам, я его весь распаял нашел и подцепил обычный ТР-БП с переменкой на 25 вольт припаял к выводам на плате (на фото показано). И во чудо аппарат вроде как ожил НО. при сварке дуга не стабильная и слабая зажигается трудно но варит. Кое как доварил ворота. Сейчас появилось свободное время и хотелось-бы его отремонтировать. Но не могу найти старые выпаянные детали с этого аппарата выпаял и куда засунул не знаю. В общем такие показания снятые с аппарата мультиком;
Выходной ток на амперметре аппарата 180 ампер.
Выходное напряжение 75 вольт.
Все диоды и транзисторы проверял мультиком вроде исправны.
ТР на 25 вольт выдаёт – на лампе 100 ват 4.5 ампера.
При регулировке тока на аппарате НАПРЯЖЕНИЕ! падает до 0-ля вольт на клемах. Почему так?
И при сварке дуга как бы пульсирует то есть подтухает и снова зажигается только это происходит быстро.
Оптрон какую роль играет в обвязке ИПБ пробовал его перемыкать со стороны приема не че не меняется при сварке.
Помогите добрым советом или может кто сталкивался с таким.
Вот фото.
Прикрепления:
Вложение1
Вложение2
Вложение3
Вложение4
Вложение5
В продолжение темы:
Implantmed SI-923 – хирургический аппарат
добрый день. Кто пробывал ремонтировать мед. технику Implantmed SI-923 – хирургический аппарат (физиодиспенсер), проблема в маркировке дип компанентов. нашел WU1/34 это и транзистор и…
Ремонт Yoobao YB-665 — Power Bank на 15600 mAh
Хожу в походы, порою до месяца. В таких длительных походах без Паубанка никак.Несколько лет назад (кажется семь, точно он уже ходил в поход в…
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
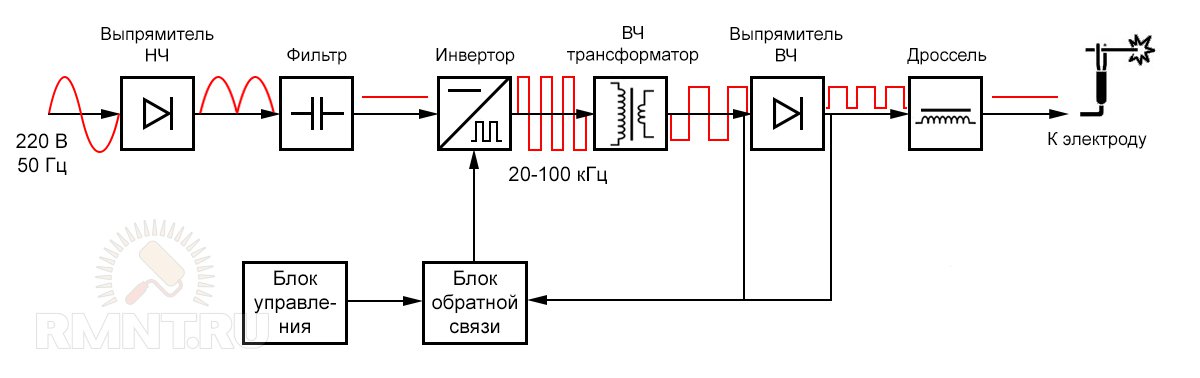
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор.
Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
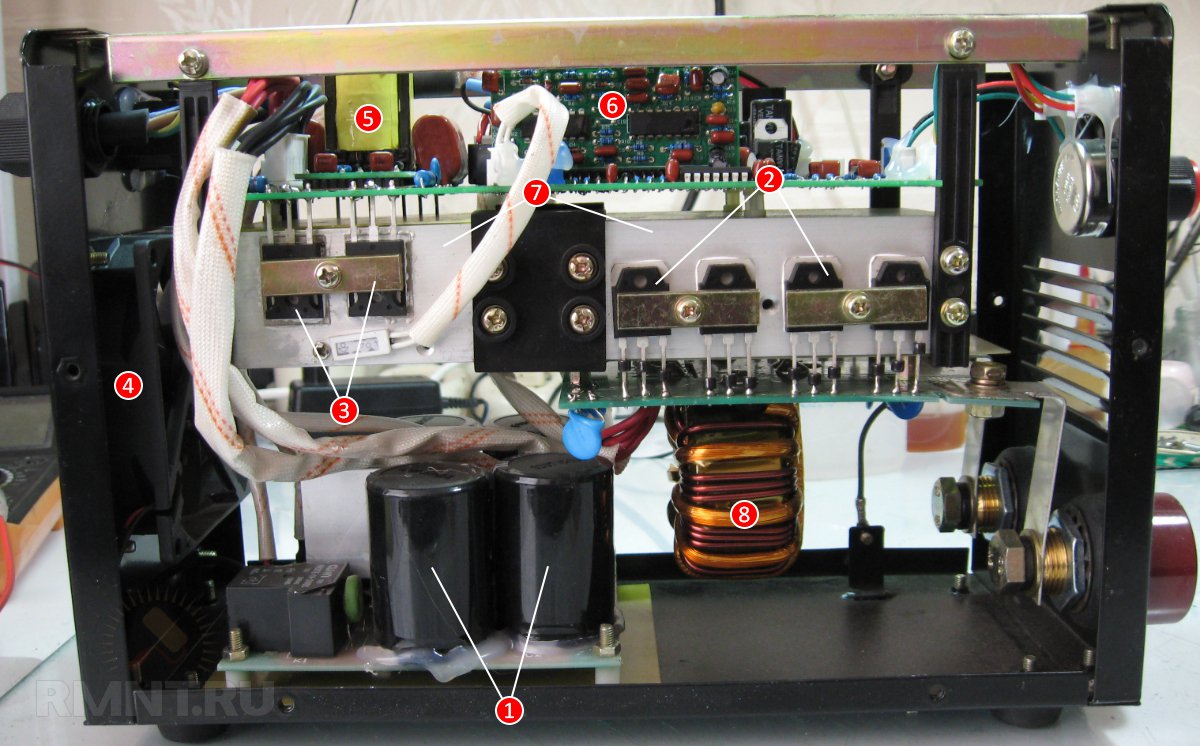
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода

Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Всем привет. На днях в ремонт приносили сварочный инвертор, возможно моя заметка об этом ремонте кому то будет полезной.
Это уже не первый сварочный аппарат который пришлось делать, но если в одном случае неисправность проявилась так: Включил инвертор в сеть… и бабах, выбило автоматы защиты в электро щитке. Как показало вскрытие в сварочнике пробило выходные транзисторы, после замены всё заработало.
Но в этом случае всё было несколько иначе, со слов хозяина аппарат временами переставал варить хотя индикатор включения светился. Эти ребята сами вскрыли корпус – пытались определить неисправность и заметили, что инвертор реагировал на изгибание платы т.е. при её изгибе мог заработать. Но когда сварочный инвертор попал ко мне, он уже не включался вообще, даже индикатор включения не светился.
Сварочный инвертор не включается
“Титан – БИС – 2300”- именно эта модель инвертора поступила в ремонт, схемотехника повторяет сварочный аппарат аналогичной мощности “Ресанта” и как я предполагаю ещё многие другие инверторы. Посмотреть и скачать схему можно здесь.

В этом сварочном аппарате для питания низковольтных цепей применяется импульсный блок питания, как раз он и был неисправен. ИБП выполнен на ШИМ контролере UC 3842BN. Аналоги – отечественный 1114ЕУ7, Импортные UC3842AN отличается от BN только меньшим потребляемым током, и КА3842BN (AN). Схема ИБП ниже. (Кликните по ней для увеличения) Красным отмечены напряжения которые выдавал уже рабочий ИБП. Обратите внимание на то, что измерять напряжения 25V нужно не относительно общего минуса, а именно с точек V1+,V1- и также V2+,V2- они не связанны с общей шиной.
Ключ ИБП выполнен на транзисторе, полевик 4N90C. В моём случае транзистор остался целым, а вот микросхема потребовала замены. Также был в обрыве резистор R 010 – 22 Om/1Wt. После этого блок питания заработал.
Однако радоваться было рано, замерив напряжение на выходе сварочника, оказалось что его нет, а в режиме холостого хода должно быть примерно 85 вольт. Попробовал пошевелить плату, помните со слов хозяина это влияло, но ничего.
Дальнейшие поиски выявили отсутствие одного из напряжений 25 вольт в точках V2-,V2+. Причина, обрыв в трансформаторе обмотки 1-2. Пришлось выпаивать транс, использовал медицинскую иглу для освобождения выводов.
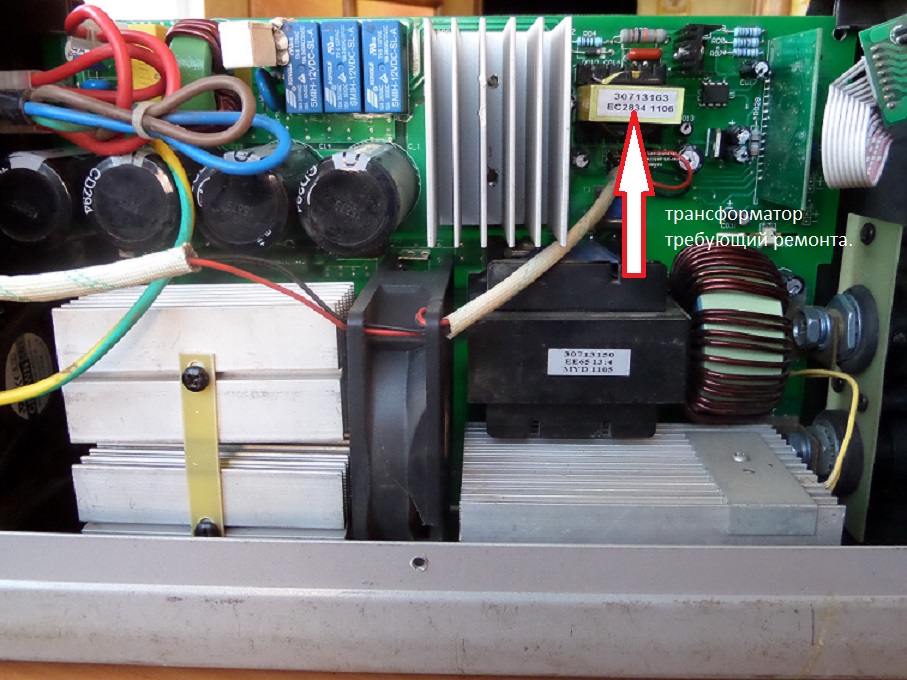
В трансформаторе один из концов обмотки был оборван от вывода.

Аккуратно восстанавливаем соединение используя подходящий проводок, восстановленное соединение не будет лишним зафиксировать капелькой клея или герметика. У меня под руками оказался полиуретановый клей им и воспользовался, делаем ревизию других выводов, если необходимо пропаиваем.
Перед установкой трансформатора следует подготовить плату, чтобы он без усилий вошёл в своё место. Для этого нужно очистить от остатков припоя отверстия, сделать это можно так же иглой от шприца подходящего диаметра.
После установки трансформатора сварочный инвертор заработал.
Как проверить микросхему
Как проверить микросхему не выпаивая её из платы и на что ещё обратить внимание.
Частично проверить микросхему можно при наличии вольтметра и регулируемого стабилизированного источника постоянного напряжения. Для полной проверки нужны генератор сигналов и осциллограф.
Поговорим о том, что проще. Перед проверкой обязательно выключите инвертор от сети питания. Далее – от внешнего регулируемого блока питания на вывод 7 микросхемы подаём напряжение 16 – 17 вольт, это напряжение запуска МС. При этом на выводе 8 должно быть 5 В. это опорное напряжение от внутреннего стабилизатора микросхемы.
Оно должно оставаться стабильным при изменении напряжения на 7 выводе. Если это не так МС неисправна.
Изменяя напряжение на микросхеме имейте в виду, что ниже 10 В микросхема отключается, и включится при 15-17 вольт. Не следует повышать напряжение питания МС выше 34 В Внутри микросхемы стоит защитный стабилитрон и при сильно завышенном напряжении его просто пробьёт.

Ниже приведена структурная схема UC3842.
Дополнение к этой статье: Через некоторое время принесли ещё один аппарат. Вышел из строя из за падения на бок. Это произошло потому, что за время работы винты скрепляющие корпус разболтались, а некоторые просто потерялись, поэтому при падении плата сыграла и коснулась корпуса монтажной стороной В результате замыкания вышли из строя все 4 выходных транзистора K 30N60HS Аналоги G30N60A4D, G40N60UFD. После замены всё заработало.
На этом всё! Если нашли полезной эту статью, оставляйте Ваши комментарии, делитесь с друзьями нажав на кнопки соцсетей.



Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления.

Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.

Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка

Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.

Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.

Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
ЗАЧЕМ НУЖНА СХЕМА?
Электросхема инверторного сварочного аппарата содержит полную информацию не только о взаимосвязи всех компонентов, но и названия этих самых компонентов. С помощью схемы можно найти любой компонент в самом инверторе и, например, заменить его на новый. Проще говоря, схема — то список всех электронных компонентов сварочного инвертора и изображение их взаимосвязи.








Где используется продукция
Область применения весьма обширна: промышленность, крупномасштабное строительство, бытовые условия. Сварочный аппарат марки Кедр может решать задачи любой сложности, для чего производитель предусмотрительно выпустил устройства разной мощности и уровня производительности. В зависимости от рода материала и его толщины, а также от условий работы могут применяться различные устройства.
Такое оборудование подбирается, исходя из того, насколько его параметры соответствуют характеристикам и толщине свариваемого материала. Для более простых задач достаточно бытового устройства с рабочим током не более 200 А. Полупрофессиональная и профессиональная техника может функционировать продолжительное время без необходимости выключения. Рабочий ток при этом превышает 300А.
ОПИСАНИЕ АППАРАТОВ И СХЕМЫ
Далее мы расскажем о четырех популярных китайских сварочных инверторах от бренда Ресанта. Именно китайских, а не латвийских, как многие путают.
РЕСАНТА САИ 220
Модель Ресанта САИ220 предназначена для сварки с использование покрытых электродов. Аппарат не подходит для профессионального применения, только для бытового использования. Тем не менее, этот сварочный инвертор успешно справляется с несложным ремонтом на даче или в гараже. Он также подойдет для изучения азов сварки.
Несомненное достоинство бытовых сварочных инверторов вроде САИ 220 — это простота их подключения. Достаточно включить сварочный инвертор в обычную розетку, выдающую плюс-минус 220В и приступить к работе. Не нужны генераторы, стабилизаторы напряжения и прочие агрегаты для подключения аппарата к сети. Кроме того, данная модель очень компактна и немного весит. Аппарат можно повесить на плечо с помощью ремня, идущего в комплекте, и без проблем перевозить. В том числе, в общественном транспорте.
Обзор популярных моделей из ассортимента продукции

Сварочная продукция Кедр
Производитель Кедр предлагает довольно широкий выбор устройств разного целевого использования, среди которых:
- Аппараты для MMA сварки (ручная дуговая);
- Инверторы для плазменной резки;
- Исполнения техники для аргоновой сварки;
- Полуавтоматы для работы в среде защитных газов.
Аппараты для ручной дуговой сварки данной марки применяются с целью создания соединительного шва на конструкциях из чугуна, низколегированных и малоуглеродистых сталей. Для высоколегированных сталей используются электроды особого рода. В этой группе устройств находятся однофазные и трехфазные исполнения с рабочим током до 400А. Модель Кедр ММА-160 представляет компактный вариант подобной техники (вес 3,5 кг). Есть возможность регулирования рабочего тока в пределах от 20 до 160 А. Несмотря на средний уровень производительности, это исполнение работает при довольно большой мощности – 6,6 кВт.
Смотрим видео о модели Кедр ММА-160:
Сварочный аппарат марки Кедр модели 200 позволяет регулировать сварочный ток в пределах от 20 до 200А. Допускается использование электродов диаметром до 5 мм включительно. Потребляемая мощность также довольно большая – 7,2 кВт. Устройство данного исполнения подключается к однофазной сети. Из группы трехфазных устройств можно подобрать высокопроизводительный вариант – КЕДР MIG-250GW. Это полуавтомат для сварки в среде защитных газов. Его вес заметно больше – 23 кг, диапазон регулирования рабочего тока: от 40 до 250А.
Преимущества и недостатки оборудования Кедр
В зависимости от того, в каком режиме работает устройство, будут несколько отличаться и особенности, которые характеризуют его с положительной или отрицательной стороны. Так, техника для ручной дуговой сварки отличается следующими достоинствами:
Полуавтоматическое оборудование этого производителя отличается возможностью регулировки сварочного тока и напряжения, а также индуктивности. Во время работы наблюдается довольно высокая степень надежности горения дуги. Имеется цифровой дисплей для отображения информации о процессах работы устройства. Из недостатков практически все устройства объединяет недостаточно длинные силовые кабели. Отмечается также большая потребляемая мощность, как для среднего уровня производительности агрегата. Это не всегда устраивает, особенно в условиях экономии и при необходимости регулярной сварки.

К преимуществам продукции данной марки можно отнести ее стоимость. Для сравнения высокопроизводительный вариант, рассчитанный на рабочий ток 250А, обойдется почти в два раза дороже, чем самый простой по характеристикам аппарат. Кстати, стоимость такого составляет всего 8 000 руб. Соответственно, трехфазное оборудование с большими функциональными возможностями предлагается по цене от 14 000 руб. А это очень привлекательная цена.
Если сравнить с продукцией большинства других марок, то окажется, что сварочные аппараты Кедр российского производства выгодно отличаются от аналогов. Причем в данном случае доступная цена вовсе не является признаком низкого качества, а, скорее, удачным соотношением надежной техники и приемлемой стоимости.
Оценка пользователей
По отзывам можно судить о том, что на практике большинство покупателей отмечают высокое качество сборки и работы более функциональных и производительных устройств. Так, к оборудованию с рабочим током выше 220А практически нет претензий. Не возникает проблем с поджигом электродов, а качество проварки материала очень высокое.

Практически отсутствует разбрызгивание металла. Отдельно пользователи выделяют удобство работы с оборудованием благодаря небольшому весу и компактным габаритам.При том, что часто наблюдаются колебания напряжения в сети, устройства данного производителя совершенно не реагируют на разного рода помехи. А благодаря принудительному охлаждению механизма нет больших проблем с нагревом аппарата при длительной эксплуатации. На такой случай конструкцией предусмотрено автоматическое отключение.
Из нареканий чаще всего встречается жалоба на короткий силовой кабель. Для удобства работы некоторые умельцы на свой страх и риск пытаются удлинить провод посредством коннектора, однако, этого делать не рекомендуется. Устройства, которые эксплуатируются подобным образом, снимаются с гарантийного обслуживания.
Таким образом, не только зарубежные марки сегодня пользуются популярностью, но также и отечественные производители предлагают качественное оборудование. В условиях равенства с некоторым колебанием в пользу одной из сторон (зарубежная или российская техника) при выборе агрегата рекомендуется сначала обращать внимание на технические характеристики устройства. И только потом, определившись с условиями эксплуатации, подбирается марка оборудования. Правильность выбора определяется тем, насколько возможности агрегата соответствуют роду и толщине свариваемого металла.
Применение
Благодаря своей универсальности, практически вся линейка моделей Кедр используется как в промышленных, так и в бытовых масштабах. При этом можно выделить ряд значащих областей, где сварочный аппарат Кедр зарекомендовал себя с лучшей стороны.
- В строительной отрасли без надежного сварочного аппарата не обойтись, он нужен для сварки армирующих элементов и при возведении металлических конструкций. Основное требование к устройству – бесперебойная и эффективная работа на протяжении длительного времени.
- Сварка Кедр широко применяется в промышленности, она является незаменимым помощником при изготовлении металлических заборов, дверей, площадок, пандусов, опор, балок.
- Прокладка трубопроводов для транспортировки газа или нефти связана с проведением сварочных работ. Именно в газо- и нефтедобывающей сфере важно получать качественные и надежные швы. Толщина стенок труб достигает десятка миллиметров.
- Сварочные аппараты находятся в пользовании работников жилищно-коммунальных служб, они используются при проведении ремонта канализаций, отоплений, систем водопровода.
- Не стоит забывать про роль устройств в быту. Сварочный аппарат Кедр станет надежным помощником в хозяйстве, особенно для тех, кто занимается кузовным ремонтом или монтажом водопровода.
Отзывы потребителей
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Особая схема устройства выходного каскада позволяет инверторам Кедр работать в течение длительного времени. Если соблюдать правила эксплуатации, то вывести из строя аппарат практически невозможно.

На основе отзывов производитель усовершенствует модели. По желанию потребителя практически каждая модель была оснащена функцией смены полярности.
Есть и недостатки, примером может служить невозможность вести сварку в режиме TIG AC. Если быть точными, то такой режим предусмотрен в самых дорогих устройствах. Но самым важным достоинством марки Кедр является ценовая доступность в своем сегменте. С учетом функциональности эти сварочные аппараты несколько выгоднее смотрятся на рынке по сравнению с аналогами.
Как заказать ремонт Кедр ?
Позвоните нашему менеджеру и объясните, какие именно неполадки замечены в оборудовании. Наш сотрудник, опираясь на полученную информацию, сможет предварительно оценить масштаб ремонта и подсчитать примерную стоимость работ. Также по телефону вы можете договориться о машине для перевозки техники в наш сервис. Мы забираем оборудование собственным транспортом из любого населенного пункта Московской области.
После получения техники в течение нескольких часов (обычно, не более 4) мы проведем ее диагностику и сообщим окончательный результат. После того, как мы закончим ремонт Кедр, мы выполним тестирование устройства и дадим вам гарантию 12 месяцев.
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.

Инверторный тип сварочника

Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).

Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
-
Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
-
Диапазоны сетевого напряжения: 145.270 В.
- Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.

Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
-
Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.

Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.

Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
Читайте также: