
Поверочная плита из стекла своими руками
Добавил пользователь Валентин П. Обновлено: 16.09.2024
Попытка сделать поверочную плиту 400 х 400 мм из зеркала , К сожалению точности поверхности стекла недостаточно .
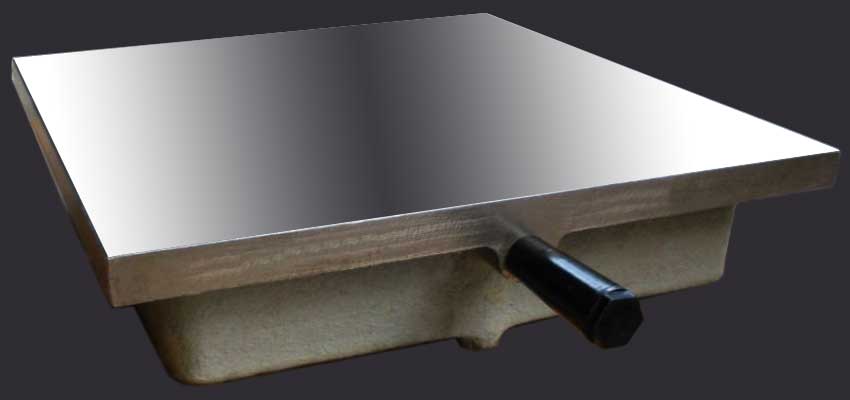
Демонстрируется поверочная плита высокой точности. Изготовлена по особой технологии в условиях маленькой .
$ Поддержать канал - Карта СБ: 4276300047512358 Все изложенное в видео является моим личным взглядом, если вы не .
Шабрение чугунной поверочной плиты 100 слоёв за 25 мин. Можно увидеть каждый слой плюс полезная информация!
Здрасьте, сегодня у нас на повестке дня - ВЫСОКОТОЧНОЕ БЕЗУМИЕ ! Мы будем заниматься сложнейшим процессом под .
Ролик о стеклянном притире, сделанном своими руками за полчасика и о том, можно ли без покупки дорогого, финишного .
Демонстрируется технологическая операция - притирка . Доводится до высокой точности (плоскостности) рабочие грани .
. можно сказать что у меня теперь есть новая поверочная плита не ниже первого класса точности. Но плиты бывают также .
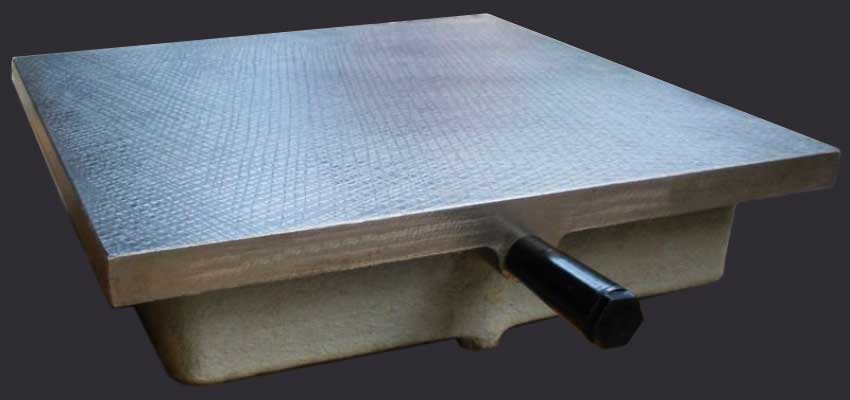
Принцип действия плит поверочных и разметочных чугунных основан на измерении отклонений от прямолинейности и плоскостности поверхности.
Плиты поверочные и разметочные чугунные выпускаются в следующих модификациях:
1- с ручной шабровкой рабочих поверхностей;
2- с механически обработанными рабочими поверхностями.
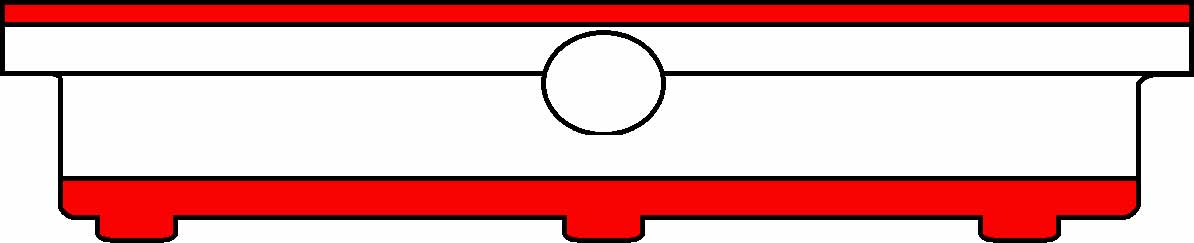
У плит размерами 630*400 мм и менее имеются три опорные точки, а у плит размерами свыше 630*400 мм не менее пяти опор.
Общий вид плит поверочных и разметочных чугунных представлен на рисунках 1 и 2.
| № | Размер плиты, мм | Точность, мм | Вес плиты (без упаковки), кг |
| 1 | 250х250, м/о | 0,007 | 18,0 |
| 2 | 250х250, р/ш | 0,007 | 18,0 |
| 3 | 400х400, м/о | 0,010 | 40,0 |
| 4 | 400х400, р/ш | 0,010 | 40,0 |
| 5 | 630х400, м/о | 0,010 | 60,0 |
| 6 | 630х400, р/ш | 0,010 | 60,0 |
| 7 | 1000х630, м/о | 0,012 | 300,0 |
| 8 | 1000х630, р/ш | 0,012 | 300,0 |
| 9 | 1500х1000, м/о | 0,015 | 850,0 |
| 10 | 1500х1000, р/ш | 0,015 | 850,0 |
| 11 | 1600х1000, м/о | 0,016 | 870,0 |
| 12 | 1600х1000, р/ш | 0,016 | 870,0 |
| 13 | 2000х1000, м/о | 0,020 | 1100,0 |
| 14 | 2000х1000, р/ш | 0,020 | 1100,0 |
| 15 | 2000х1500, м/о | 0,020 | 2000,0 |
| 16 | 2000х1500, р/ш | 0,020 | 2000,0 |
| 17 | 2500х1500, м/о | 0,025 | 2900,0 |
| 18 | 2500х1500, р/ш | 0,025 | 2900,0 |
Р/Ш — ручная шабровка рабочих поверхностей; М/О — механическая обработка рабочих поверхностей.
Комплектность
Таблица 4 — Комплектность средства измерений
| Наименование | Обозначение | Количество |
| Плита | — | 1 |
| Ручка | — | 2 |
| Опора регулируемая (в зависимости от размеров плит) | — | 3 или 5 |
| Паспорт | — | 1 |
Виды притирочных плит
Прежде чем перейти к видам, нужно сказать, что представляет собой притирочная плита. Это инструмент с прецизионно точной поверхностью, служащий для выравнивания плоскостей деталей. В зависимости от материала, из которого она изготовлена, на ней можно притирать разные по составу изделия. Точность после обработки может не выходить за отклонение в 0.3 мкм относительно заданной геометрии, шероховатость плоскости при этом, получаемая на разных притирах, разная – 0.1–0.025 мкм.
Притирочные плиты бывают двух основных типов. К одному из них относятся инструменты для выполнения черновых работ притирки. Их плоскость изборождена канавками глубиной до 2 миллиметров, технический смысл которых в отводе отработанной абразивной пасты и отходов материала в виде пыли. Так называемые чистовые имеют гладкую притирочную плиту.
Следуйте правилам! На какой бы плите ни происходила обработка, необходимо задействовать по возможности всю плоскость инструмента. Это позволит избежать выработки отдельных участков и, как следствие, снижения точности обработки.
Плиты, выполненные из чугуна
Чугунная плита – самый распространенный вид инструмента для получения ровных поверхностей. Они позволяют достигать точности обработки в пределах 0.0001 миллиметра. Стандартные размеры таких изделий, которые можно встретить в продаже, следующие (размеры даны в метрах):
- 0.25х0.25;
- 0.40х0.40;
- 0.63х0.40;
- 1.00х0.63;
- 1.00х1.00.
Плиты притирочные из других материалов
Другие виды притирочных инструментов предназначены:
- из медного материала – для подгонки материалов мягкой структуры;
- из стекла – для высокоточных операций притирки;
- притиры из композитного материала в совокупном использовании с алмазными пастами – для притирки твердосплавных заготовок.
Кроме этого, можно встретить стальные, керамические, бронзовые, алюминиевые станины и притиры из древесных пород.
Плиты, не относящиеся к притирочным
Не стоит путать притирочные с другим типом плит. Поверочная и разметочная предназначены не для механической доводки изделий до состояния идеально гладкой плоскости, а для контроля состояния поверхности на предмет ровности. Поверхности таких плит подвергают шабрению машинным или ручным способом. Разметочные и поверочные инструменты, изготовленные из чугуна, бывают нулевого и первого классов точности.
В заводских условиях при изготовлении механизмов такие плиты устанавливают в сборочных цехах. Высокоточные шабреные инструменты ручной обработки используют в измерительных лабораториях.

Поверка
Основные средства поверки:
— образцы шероховатости поверхности (сравнения) модель 1833, регистрационный номер в Федеральном информационном фонде 25019-08;
— угольник поверочный 90° типа УШ, регистрационный номер в Федеральном информационном фонде 666-10;
— щупы, регистрационный номер в Федеральном информационном фонде 369-89;
— плита поверочная и разметочная, регистрационный номер в Федеральном информационном фонде 11605-10;
— линейки поверочные типа ШД, 3 разряда по ГОСТ 8.420-2002, регистрационный номер в Федеральном информационном фонде 3617-10;
— головка измерительная рычажно-зубчатая типа 1ИГ, регистрационный номер в Федеральном информационном фонде 2681-70;
— прибор для измерения твердости по методу Роквелла типа ТР 5006, регистрационный номер в Федеральном информационном фонде 11286-04.
Допускается применение аналогичных средств поверки, обеспечивающих определение метрологических характеристик поверяемых СИ с требуемой точностью.
Знак поверки наносится на свидетельство о поверке СИ или паспорт.
Плиты поверочные
Современная промышленность выпускает два типа плит: чугунные и плиты из твердокаменных пород. Каждый вид плит обладает своим списком достоинств, но для каждого вида работ подбирается оптимальный тип плит поверочных и разметочных.
Лучше всего купить плиты поверочные оптом, в этом случае цена на плиты поверочные будет значительно отличаться.
Плиты поверочные и разметочные, изготовленные из чугуна, производятся с высокоточной шабровкой и шлифовкой своих рабочих поверхностей. Они подразделяются на плиты поверочные с ручной шабровкой и плиты с механической обработкой рабочих поверхностей.
Оба типа плиты выливаются из серого литейного чугуна с пластинчатым графитом марки СЧ-18 и достигают своей твердости в 170-290 НВ (твердость металла по Бринеллю) в соответствии с ГОСТ 10905-86.
Серый чугун удобен для литья, прост в обработке и менее хрупок, чем, например, белый чугун. Выбор серого чугуна СЧ-18 для изготовления плит поверочных обусловлен также отличными антифрикционными свойствами этого металла, которые образуются ввиду наличия графита в своей структуре и пористого строения стали.
Плиты поверочные и разметочные из твердокаменных пород имеют больший срок службы, чем плиты поверочные чугунные. Это качество обусловлено материалом, из которого производится этот вид плит. Их изготавливают из твёрдых пород камня, таких как гранит, диорит, диабаз, габбро.
Натуральное происхождение материала обеспечивает плиты поверочные предельно высокой прочностью, сравнительно небольшим коэффициентом расширения при нагревании и достаточно высоким коэффициентом демпфирования (колебания). Они не обладают внутренним напряжением, ведущим к разрушению материала и располагают высокой степенью антикоррозии. Их не нужно размагничивать, а также к числу достоинств этой плиты можно отнести качество обработки рабочей поверхности.
Плита носит матовое покрытие и, в отличие от глянца чугуна, не отсвечивает и не утомляет работника. Плиты поверочные гранитные всегда есть в продаже, так как этот слесарный инструмент находится в числе наиболее востребованных инструментов и их стоимость значительно ниже, чем цена доработки неточно установленной детали.
Отрывок, характеризующий Поверочная плита
Примечания
Металлическая и каменная линейка с поверкой – в чем особенности?
По материалу можно разделить поверочные линейки на стальные, чугунные, твердокаменные. Стальные модели еще делятся на такие типы: ЛД, ЛТ, ЛЧ, ШП, ШД. Рассмотрим вкратце каждый из указанных видов, в зависимости от их формы и рабочих граней.
- ЛД – лекальные инструменты для поверки, имеют двусторонний скос.
- ЛТ – тот же тип, но уже с тремя гранями.
- ЛЧ – тип аналогичен предыдущему, имеет уже четыре грани.
- ШП – линейки, имеющие прямоугольное сечение и широкую рабочую поверхность.
- И последний тип в этом ряду – ШД. У него двутавровое сечение и аналогичная широкая поверхность, используемая в работе при проверке плоскостей.
Линейки поверочные из пород твердого камня делаются из габбро-диабаза или достаточно твердых пород гранита, обладающего высоким пределом прочности на сжатие. По сравнению с этой разновидностью инструмента линейка металлическая с поверкой (чугунная или стальная) уступает по нескольким важным параметрам. Например, изделия из твердых камней никоим образом не подвержены ржавчине, не поддаются температурным деформациям. К минусам можно отнести то, что такие инструменты имеют гораздо более высокую цену, также их гораздо сложнее ремонтировать.
Попытка сделать поверочную плиту 400 х 400 мм из зеркала , К сожалению точности поверхности стекла недостаточно .
Демонстрируется поверочная плита высокой точности. Изготовлена по особой технологии в условиях маленькой .
Шабрение чугунной поверочной плиты 100 слоёв за 25 мин. Можно увидеть каждый слой плюс полезная информация!
Всем здарова народ я всё таки это сделал долгожданная поверочная линейка метод трёх плит или удвоение ошибки .
Поверочная плита необходима всем, кто сталкивался с ремонтом токарных станков. Для экономии средств было решено .
$ Поддержать канал - Карта СБ: 4276300047512358 Все изложенное в видео является моим личным взглядом, если вы не .
Не у всех есть лекальные линейки. Иногда они очень необходимы. Расскажу какими проверочными линейками я пользуюсь .
Ремонт измерительного инструмента подразумевает, помимо мастерской, наличие уже готовых инструментов для этого, в первую очередь притиров. Доводочные плиты - один из основных инструментов при ремонте линейно-углового мерителя. Так как готовых доводочных плит не выпускается, их надо сделать самому.
Я уже рассказывал о подготовке плит 200х200 мм для доводки концевых мер длины, сейчас расскажу о плитах 400 на 400 мм - принцип один и тот же, так что та и эта статьи дополняют друг друга. В идеале желательно иметь несколько плит разных размеров, но это будет слишком накладно и хлопотно, далее расскажу, почему так.
Выбираем плиты
Доводочные плиты делают из обычных чугунных шаброванных поверочных плит. В данной статье мы рассматриваем плиты для ремонта штангенинструмента, микрометров, нутромеров, лекальных угольников и линеек, и тому подобное. Плиты для доводки концевых мер длины - это немного другое и об этом сейчас мы говорить не будем (хотя принцип один и тот же).
Нам надо подобрать три плиты размерами 400х400 мм. В нормальном состоянии, желательно новые. Без раковин и видимых вкраплений. Плиты очищаются, промываются и отправляются на шлифовку, желательно, чтобы плоскошлифовальный станок был наиболее точным. Затем плиты подвергают искусственному старению - отжигу в печи при постепенном нагреве до ~500 градусов Цельсия, и постепенному охлаждению вместе с печью. Операция долгая. нагрев со скоростью 60-70 градусов в час, выдержка в печи ~1,5 часа. охлаждение несколько часов. Многие этим пренебрегают. Я сам работал и с оттожженными и не отожженными плитами - особой разницы не было.
Если вы плиты состарите этим методом, то вам придется провести чистовую шлифовку еще раз. Плиты обрабатываются напильником и наждачной бумагой - удаляются острые кромки и шероховатости после литья. Напильником аккуратно снимается фаска по краю верхней рабочей стороны. Затем все тщательно промывается бензином, сушится, и нижняя сторона вся окрашивается масляной краской. После этого приступают к взаимной притирке доводочных плит.
Дополнительно: так как плиты действительно тяжелые, а операцию по доводке придется проводить относительно часто, то имеет смысл несколько облегчить снять слой металла сверху и снизу фрезерным станком. Это нам вреда не принесет, но общую работу облегчит значительно!
"Метод трех"
Внимание! Плиты 400х400 не легкие, взаимная притирка - работа физически тяжелая. К тому же грязная - ваши руки мгновенно станут черными! Поэтому на руки надо заранее нанести специальный защитный крем. Или использовать хирургические перчатки (что несколько неудобно). Затем, плиты очень легко ударить друг об друга! Это крайне нежелательно. Во время доводки плит, надо делать регулярные перерывы, так как металл при доводке нагревается и расширяется.
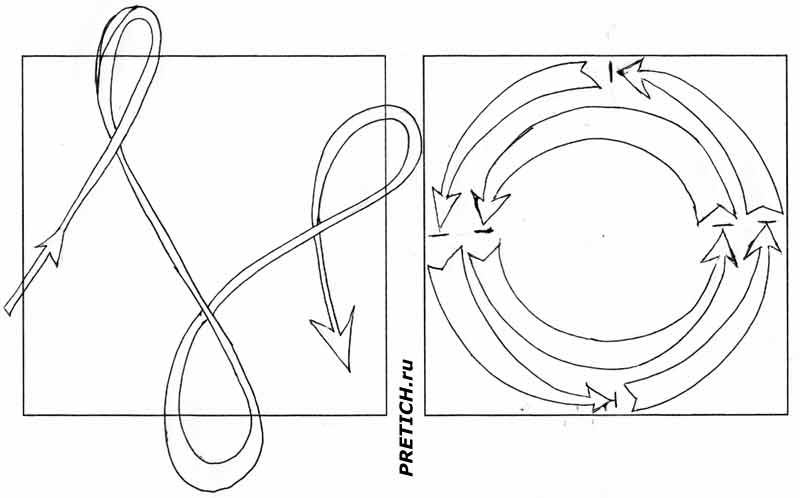
Наиболее эффективно получается комбинированное движение - восьмеркой, с поворотами, овалом, вперед-назад, с регулярным поворотом плиты по оси на 90 градусов. Как только керосин начнет сохнуть, плиту аккуратно снимают.
Плиты протирают ветошью. Смотрят - сразу будут видны ямы и бугры. Ничего страшного. "Метод трех" исправит их. Снова на плиту №1 наносится керосин и порошок, на нее кладется теперь плита №2 - процесс повторяется.
Затем меняем очередность плит. Главной становится плита №2 - к ней притираем тем же способом плиту №3, а затем плиту №1. Снова меняем очередность - главная плита №3, к ней притираем плиту №1, а потом плиту №2.
Все вернулось к началу: опять плита №1, за ней №2 и №3. смотрим на результат. Если шлифовка была точной, то рабочая поверхность станет однородной - серой и матовой. Если где-то есть большие пятна, со следами шлифовки - процесс придется повторить, можно и не полностью. Если пятен мало и они небольшие, можно переходить ко второму этапу доводки. Все снова делается по-прежнему, но вместо крупного порошка, берется более мелкий: если вы сперва использовали порошок М40, то теперь вам надо использовать М20. Третий цикл с порошком М10. В общем-то, на этом порошке можно и закончить притирку плит, хотя я лично всегда заканчивал порошком М5.
"Метод трех" тем хорош, что дает максимально возможную плоскость. Изначально одна плита может быть с ямой, другая с бугром, третья "восьмеркой". но в процессе доводки эти неровности взаимно истребляются. Не нужно использовать ни лекальных линеек, ни стеклянных пластин. Поверхность априори плоская.
Последний шаг - это промывка плит бензином, со всех сторон, нанесение на поверхность полоски стеарина, керосина, без абразивных порошков и притирка таким образом. Этим мы сбиваем острые грани порошка, внедрившегося в верхний слой металла плит. Такие плиты называются шаржированными и сами работают как режущий инструмент. Это необходимо для доводки, например, концевых мер длины, для доводки, например, лекальных угольников, или штангенрейсмуса, глубиномера - это не нужно.
Готовые плиты протирают ваткой в керосине, и закрывают картонными щитками, с рейками по краю. Плитами можно пользоваться.
Если остались отдельные пятачки - их следует избегать во время работы. Они уберутся при следующих притирках.
Плиты надо использовать также по номерам. На одной используется крупный порошок или паста, на другой чуть мельче, на третьей самый мелкий - чистовой. Во время работы, плиты, разумеется, изнашиваются и теряют свою плоскостность. Значит надо повторить притирку "методом трех" используя порошок М5. При регулярном контроле, будет достаточно одного цикла.
Внимание! Используемые здесь доводочные порошки и пасты ни к коем случае не ставьте даже близко, с порошками, используемыми для доводки КМД ! Вообще, эти две вещи должны быть изолированы друг от друга - разными помещениями, инструментами и расходниками. При доводке КМД, даже единичные, случайно занесенные или имеющиеся в структуре чугуна алмазные зерна - настоящая проблема!
Многие задаются вопросом - использовать или нет на доводочных плитах 400х400 алмазные пасты? Разумеется, использовать, но самые тонкие, не более 5 мкм зернистости. Так как многие инструменты имеют твердосплавные рабочие поверхности или наконечники, то их возможно притирать только алмазными пастами.
А вот доводку рабочих поверхностей у лекальных линеек лучше производить электрокорундом белым.
2019 г.
Konstantin73 - непрофессионально это все. человек использует для проверки плоскостности концевые меры как щупы! Только за одно это его выгонят с любого машиностроительного завода!
Второе, использует как базу боковую сторону длинной концевой меры! А она не поверяется на плоскостность! И не выдерживается - она может очень даже кривой! И отталкиваясь от этой кривизны он пытается какие-то графики рисовать?
Третье, когда я слышу от слесарей слово "полируем" - я сразу говорю "иди на хрен"! Полировка - это придание блеска, т.е. красоты. В слесарном деле есть понятие ДОВОДКА, которая дает зеркальный блеск на порядок выше любой полировки! Но это не самоцель! Этим достигается наименьшая шероховатость плоской поверхности!
Третье. Человек проверяет плиту и кричит о каких-то трех нолях обычной стойкой и рычажным индикатором! У которого погрешность плюс-минус километр! Плоскости такого уровня проверяются оптиметрами или интерферометрами, самое простое - стеклянная поверочная пластина.
Далее - зачем городить огород, когда берется вторая плита методом "на краску" без проблем определяется плоскостность? Без этих концевых мер в качестве щупов!
Далее - плита доводится до идеальной плоскости методом ТРЕХ ПЛИТ, и потом шабрится. Потом снова легкое взаимное проглаживание плитами, чтобы сбить заусенцы. И все - не надо сочинять глупости!
Спасибо за ответ!
Я конечно предполагал, что всё серьёзно, но что бы именно до такой степени.
Все мы стремимся до определённых моментов точности, в той или иной сфере и степени, а как для меня, то волями-неволями появилось желание узнать о таких способах её достижения. Мне, с моим маленьким токарником и фрезером конечно,такие точности ни к чему, но всё таки нужно понимать моменты, которые будут служить своего рода ориентиром в сторону правильных измерений и действий.
Не берусь с Вами вступать в дискуссии по Метрологии, так как не имею ни какого отношения к данной науке, ни говоря уже о какой либо практике. Но, над Вашими замечаниями к данному видео долго думать не пришлось, я и сам не особо верил в лёгкость достижения таких результатов в гаражных условиях. Просто заворожило.
С уважением, Константин!
Читайте также: