
Накатка для токарного станка своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Накатка — это способ обработки поверхностного слоя металлических деталей. В процессе на детали формируется сетка, риски. Существует несколько ее разновидностей. Методом накатывания изготавливают, например, рифленые ручки для станков и механизмов. Осуществляется накатка с помощью специального одноименного инструмента.
Виды накатывания

Различают два вида накатки:
Формообразующая используется для формирования зубьев на валах или колесах, шкал на деталях или сетчатой структуры на поверхности. Этот метод называется еще зубонакаткой. Насечку рисунка можно отнести к этой категории или отдельной. Небольшие, очень жесткие инструменты с рельефной поверхностью наносят узор на металлическую поверхность.
Упрочняющая используется для повышения износостойкости, прочности. В процессе обработки на поверхности детали формируется наклеп, улучшающий эксплуатационные качества изделия. Таким образом обрабатывают втулки, валы, шестеренки и другие детали.
Накатка резьбы это метод получения резьбы холодным деформированием поверхности заготовки. При накатывании резьбы не образуется стружка, потому что канавка продавливается инструментом. Выполняются работы плоскими плашками, затылованными роликами, резьбовыми сегментами и другими инструментами. Используются токарные станки, револьверные, резьбонакатные механизмы. Таким методом получают резьбу на заготовках из мягких сплавов, небольшие зубья, канавки, выступы.
Накатка рифления
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Станки и инструменты

Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.
Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Накатывание представляет собой обработку металла методом пластической деформации.
При этом целостность материала не нарушается. В процессе работы не образуется стружка.

Цели и назначение
Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.

Виды накатывания
В металлообработке применяется два вида накатки. Но смысл процесса не меняется.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.

Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.

Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.

Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.


Накатывание — холодный способ обработки изделий. Под воздействием инструмента на поверхности получается различный узор — сеточка, рифление, риски, насечки. Особых требований к подготовке поверхности нет. Деталь обтачивают до нужного диаметра, после накатывают рифление.
- Повышение эксплуатационных свойств.
- Удаление трещин и других дефектов.
- Повышение устойчивости к коррозии.
- Усовершенствование рабочих характеристик изделий.
Для некоторых деталей накатка необходима из-за их эксплуатационных особенностей. Рифление делают на головках винтов, рукоятках. Для удобства пользования накатывание делают ручке на станках и других механизмах.

Устройство и параметры накатных роликов
Ролики накатные – диски цилиндрической формы, изготовленные из легированных марок сталей, на поверхности которых имеется определенного вида резьба или витки кольцевого типа. Размеры ролика накатного типа зависят от следующих факторов:
- вида накатываемой резьбы (одно- или многозаходная);
- способа накатывания (тангенциальный, осевой, радиальный);
- применяемого резьбонакатного оборудования (полуавтомат, автомат, головка).
Тангенциальный способ накатывания является высокопроизводительным и выполняется подачей роликов в количестве двух штук, при этом каждый из них имеет свою окружную скорость, с одинаковой скоростью или в специальных центрах. Различают ролики накатные цилиндрического и затылованного типа. У последних, помимо элементов заборного и калибрующего типа, имеется еще и сбрасывающий элемент, что ускоряет процесс нарезания и делает возможным обработку одновременно 2 заготовок или нанесения ее с двух сторон. Осевой способ накатки применяют при необходимости накатать резьбу на заготовку большой длины. Самым распространенным способом накатки является радиальный. При этом ролики цилиндрической формы используются для накатки наружной и внутренней резьбы. Они должны соответствовать требованиям ГОСТ 9539-72. Чаще всего используются изделия с посадочными отверстиями 45, 54, 63 или 80 мм.
Материалом для изготовления накатного инструмента служат стали, в составе которых хром, ванадий, молибден и другие тугоплавкие элементы: Х12М, Х6ВФ, Х12Ф1, 6Х6В3МФС, Р18, Р6М5, Р18. При этом твердость поверхности должна быть в пределах 58÷61 HRC. Ролик накатный выдерживает давление до 1400 МПа, при этом точность изготовления составляет 0,1 мм.
Основные параметры изделия следующие:
- диаметр внешнего профиля резьбы, указываемый в мм;
- диаметр внутренний по впадинам;
- угол профиля в градусах;
- ширина;
- размеры паза – ширина и глубина;
- шаг и длина резьбы.
Виды накатывания
В металлообработке применяется два вида накатки. Но смысл процесса не меняется.
Формообразующая
Применяется для формирования зубьев и резьбы на цилиндрических деталях, а также для нанесения шкалы при производстве измерительных приборов. На некоторых производствах данный способ называют зубонакаткой.
Упрочняющая
Применяется для повышения износостойкости и прочности изделия. При накатывании на поверхности детали образуется наклеп, благодаря которому повышаются эксплуатационные качества. Используется при изготовлении втулок, валов, шестеренок и других деталей.
Накатка рифления

накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
| Скорость, м\мин | Материал заготовки | ||||
| Стали мягкие | Стали твердые | Бронза | Латунь | Алюминий | |
| 10 — 15 | 20 — 25 | 25 — 40 | 40 — 50 | 80 — 100 | |
| Подача инструмента продольная, мм\об | 1 — 1,5 | 1 — 1,5 | 1,5 — 2 | 2, 25 | 2 — 2,5 |
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
Какие инструменты необходимы?
Приспособления изготовлены преимущественно из инструментальной стали. Инструмент состоит из держави, к которой крепятся ролики. В зависимости от размера зубцов на ролике получается мелкий, средний и крупный узор.
Накатные ролики
Применяются для получения рифленой поверхности на детали. Ролик крепится к державке, которая вставляется в резцедержатель. Ролики бывают односторонними и двусторонними. Для получения прямого узора используется один ролик. Если нужно сетчатое рифление, применяется двусторонний инструмент с противоположным направлением узора.
Ширину и диаметр ролика выбирают исходя из размера детали.

Зубчатые
Используются для формирования зубьев на цилиндрических деталях. инструмент в большинстве случаев обеспечивает нужные параметры поверхности за один проход.
Универсальные
Применяются для формирования рифлений на ручках, винтах, а также образования рисок и насечек на цилиндрических изделиях.
Стандартные шарики
Изготовлены преимущественно из твердых сплавов, либо из закаленной стали. Шариковые накатки дополнительно оснащены пружиной, которая обеспечивает равномерный нажим на деталь. Отрегулировать силу давления шарика на поверхность можно при помощи специального винта. Применяются шарики для обработки не жестких деталей.

Накатывание резьбы
Производится путем выдавливания металла из заготовки. В качестве инструмента используются специальные накатные ролики. Их профиль и шаг соответствует будущей резьбе. Ролики закрепляют в пиноль задней бабки, либо держат за рукоятки вручную, как при работе с плашками.
Станки и инструменты

виды рифления
Станки. Для выполнения накатки необходим токарный или другой станок с мощным держателем резца, потому что во время работы инструмент поперечно подается и прижимается к детали с повышенным усилием. Возможна автоматическая или ручная подача. На станке выставляются обороты не более 100 в минуту. Самые мощные и специализированные станки выполняют процедуру в один проход, иногда необходимо пройти несколько раз.
Ролики. Существует множество видов роликов, выполняющих различные формы рифления на поверхности детали. Ролик вставляется в державку, которая может быть:
- с плавающей головкой;
- V-образная;
- U-образная;
- двухсторонняя;
- односторонняя.
Универсальные накатки позволяют работать одновременно парой роликов, создавая крестовой узор. У некоторых моделей есть возможность изменения глубины канавок. Универсальные модели устанавливаются практически на любой станок. Ролики идут в комплект, их можно приобрести дополнительно.
Демонстрация токарной накатки в видеоролике:
Как происходит сам процесс?
Выполнять накатывание можно на любом токарном станке с мощным резцедержателем. Данный вид оборудования обеспечивает быстрый и максимально точный перенос нужного узора на деталь.

Подготовительные работы
Подготовка начинается непосредственно с установки накатки в резцедержатель. Сам процесс аналогичен креплению резца — державка полностью фиксируется болтами, вылет рабочей части минимальный. Перед началом работы ролики чистят специальной щеткой. Это необходимо для удаления металлической пыли.
Устанавливать инструмент нужно строго по центру.
Под накатку не нужно оставлять припуск. Размер и форма детали после рифления не меняется.
Непосредственно накатка
Деталь крепится в трехкулачковый патрон. Ролик располагается параллельно обрабатываемой поверхности. Оптимальная частота вращения шпинделя — от 40 до 100 об/мин.
На ручной поперечной подаче инструмент подводится к заготовке, слегка ее касаясь. Далее, накатка вдавливается в поверхность детали на 0,5-0,8 мм (отмечать нужно на лимбе поперечной подачи). После выполняется продольная подача инструмента на скорости 1-2 мм/об. Подавать ролик можно автоматически или вручную.
Когда инструмент пройдет заданную длину, необходимо снова углубиться на 0,5-0,8 мм, и включить продольную подачу в обратном направлении. Предварительно нужно убедиться, что зубчики инструмента попадают в уже сделанные насечки.
Количество подходов зависит от обрабатываемого материала. В большинстве случаев необходимо прогнать ролик 4-7 раз. Иногда нужный узор получается с первого или второго раза.
Справка! После каждого прохода заготовку смазывают веретенным или машинным маслом, это обеспечивает лучшее качество поверхности.
Заключительные доработки и проверка
Проверить правильность и качество накатки можно только на глаз. Если рифление получилось равномерное, без дефектов — деталь можно снимать.
Отгрузка от любой суммы заказа во все регионы РФ, работаем с физическими и юридическими лицами
все цены указаны с учетом НДС
| Наименование | Цена |
| Ролик для накатки прямого рифления, 15х4х4 мм, шаг 0,4 мм. | 645 руб. |
| Ролик для накатки прямого рифления, 15х4х4 мм, шаг 0,5 мм. | 645 руб. |
| Ролик для накатки прямого рифления, 15х4х4 мм, шаг 0,6 мм. | 645 руб. |
| Ролик для накатки прямого рифления, 15х4х4 мм, шаг 0,8 мм. | 645 руб. |
| Ролик для накатки прямого рифления, 15х4х4 мм, шаг 1,0 мм. | 645 руб. |
| Ролик для накатки прямого рифления, 20х6х6 мм, шаг 0,5 мм. | 655 руб. |
| Ролик для накатки прямого рифления, 20х6х6 мм, шаг 0,6 мм | 727 руб. |
| Ролик для накатки прямого рифления, 20х6х6 мм, шаг 0,8 мм | 727 руб. |
| Ролик для накатки прямого рифления, 20х6х6 мм, шаг 1,0 мм | 727 руб. |
| Ролик для накатки прямого рифления, 20х6х6 мм, шаг 1,2 мм | 727 руб. |
| Ролик для накатки прямого рифления, 20х6х6 мм, шаг 1,6 мм | 727 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 0,5 мм. | 777 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 0,6 мм | 777 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 0,8 мм | 777 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 1,0 мм. | 777 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 1,2 мм. | 777 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 1,5 мм. | 777 руб. |
| Ролик для накатки прямого рифления, 20х8х6 мм, шаг 2,0 мм. | 777 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,5 мм. | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,5 мм х 60° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,5 мм х 70° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,5 мм х 90° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,6 мм | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,6 мм х 60° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,6 мм х 70° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,6 мм х 90° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,8 мм | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,8 мм х 60° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,8 мм х 70° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 0,8 мм х 90° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,0 мм. | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,0 мм х 60° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,0 мм х 70° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,0 мм х 90° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,2 мм | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,2 мм х 60° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,2 мм х 70° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,2 мм х 90° | 399 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,6 мм | 677 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,6 мм х 60° | 677 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,6 мм х 70° | 677 руб. |
| Ролик для накатки прямого рифления, 20х9х8 мм, шаг 1,6 мм х 90° | 677 руб. |

Рифление на деталях наносится с помощью ролика. Ролик для накатки прямого рифления имеет следующие характеристики: размеры, шаг и угол захода зуба. Данные о размерах ролика включают диаметр, ширину и посадочное отверстие. Шаг рифления зависит от диаметра детали, подлежащей обработке, и составляет от 0,5 до 1,6 мм. Угол профиля колеблется от 60° — 90°. Выбор этого показателя зависит от особенностей металла, из которого изготовлена деталь. Так, для накатки прямых рифлений на стали предпочтителен угол 70°. Ролик применяется для накатывания как плоских, так и цилиндрических поверхностей. В последнем случае задействуется специальный инструмент — державка. Она имеет соответствующую конструкцию, которая позволяет легко установить ролик на оси и избежать появления заусенцев на торцах детали. Для изготовления роликов используют инструментальную сталь. Готовые изделия подлежат закаливанию до твердости HRC63 -65.
Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.


Формообразующая используется для формирования зубьев на валах или колесах, шкал на деталях или сетчатой структуры на поверхности. Этот метод называется еще зубонакаткой. Насечку рисунка можно отнести к этой категории или отдельной. Небольшие, очень жесткие инструменты с рельефной поверхностью наносят узор на металлическую поверхность.
Упрочняющая используется для повышения износостойкости, прочности. В процессе обработки на поверхности детали формируется наклеп, улучшающий эксплуатационные качества изделия. Таким образом обрабатывают втулки, валы, шестеренки и другие детали.
Накатка резьбы это метод получения резьбы холодным деформированием поверхности заготовки. При накатывании резьбы не образуется стружка, потому что канавка продавливается инструментом. Выполняются работы плоскими плашками, затылованными роликами, резьбовыми сегментами и другими инструментами. Используются токарные станки, револьверные, резьбонакатные механизмы. Таким методом получают резьбу на заготовках из мягких сплавов, небольшие зубья, канавки, выступы.



Инструменты и монтаж на станках
Стружка при этом процессе не образуется, т. к. канавка продавливается специальным инструментом. Для токарной накатки применяются следующие приспособления:
- разнообразные ролики;
- зубчатые накатники;
- универсальные накатники;
- стандартные шарики
- накатывание резьбы и другие инструменты;
Составляющими первого приспособления являются накатной ролик и державка. С помощью такого средства выполняют разные по узору формы рифлений на деталях. Державка со вставленным в нее роликом, так выглядит это приспособление. Эта снасть бывает двусторонней и односторонней, все зависит от выполняемых рифлений. Прямой узор делают однороликовым приспособлением.
А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Универсальная накатка для токарного станка – этой снастью можно выполнять нарезку резьбы, насечки, риски и другие операции на заготовках цилиндрической и конической формы. Своими руками ее также можно сделать из стали или латуни. Самодельная державка делается из шестигранника. Резьбы по способу накатывания получают холодным деформированием верхнего слоя заготовки с помощью плоских плашек, резьбовых сегментов и других средств.
Применяя метод холодной токарной накатки, получают резьбы на поделке из мягкого сплава, канавки и малые зубья. Обработка большого числа деталей для нарезания резьбы, при котором используется резец, не дает преимуществ. Это объясняется тем, сменные пластины изготовлены с ограниченной глубиной. Для получения нужного результата резец должен выполнить несколько проходов, как этого требует ГОСТ.
Перед началом работы поделку очищают металлической щеткой, а в ходе обработки систематически смазывают машинным маслом. Самодельная и заводская державка устанавливается в том месте, где крепится резец, вылет при этом должен быть минимальным. Порядок работы заключается в том, что накатник подводится вплотную к заготовке ручной или автоматической подачей роликами вдавливается в обрабатываемую плоскость на определенную глубину.
Накатка рифления
накатка рифленой детали: 1- державка, 2, 3 — ролики для накатки
Чтобы создать на поверхности детали рифленый рисунок используют специальные ролики из инструментальной стали. Для простого рифления достаточно одного ролика, для перекрестного — двух.
Державка крепится в резцедержатель токарного станка. Во время работы ролики необходимо прижать к крутящейся болванке, они вдавливаются в металл и создают сетчатый узор.
В процессе накатки нужно заранее проверить, будут ли совпадать зубцы роликов с уже сделанными канавками при дальнейшем вращении детали. До начала накатки поверхность роликов чистят металлической щеткой, в процессе обработки периодически смазывают техническим маслом. Скорости обработки деталей из различных материалов указаны в таблице.
Таблица 1. Скорость детали и подача инструмента продольная при обработке различных материалов
ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ НАКАТНЫХ РОЛИКОВ
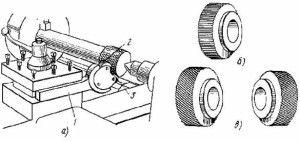
На револьверных станках и автоматах часто производится накатывание цилиндрических деталей с помощью роликов для получения мелких зубчатых поверхностей. Накатывание может быть прямое, угловое, перекрестное и полукруглое. Детали и инструмент для накатывания показаны на фиг. 73.
Фиг. 73. Детали (а) и инструмент (б) для накатывания.
Прямое и угловое накатывание производится одним накатным роликом, а перекрестное — двумя роликами с противоположным направлением накатки, закрепленными в одной державке.
Детали, подвергаемые прямой и перекрестной накатке, должны иметь фаски достаточного размера, чтобы вытесненный при накатывании материал не образовывал на торце заусенцев. Диаметр детали при накатывании увеличивается приблизительно на 0,25—0,5 шага накатки s.
Шаг накатки для рифления берется в зависимости от диаметра, свойств материала и длины накатываемой поверхности. Для более твердых материалов и для больших диаметров детали выбирается более крупный шаг.
Угол наклона рифления ω (фиг. 73, б) для твердого материала 30°, а для более мягкого 45°.
Ролики для полукруглой накатки имеют полукруглую канавку радиусом R, на которой выполняется нарезка. Для того чтобы материал детали при накатывании не вытеснялся на край закругления, этот радиус должен быть больше радиуса закругления r детали на 0,3—0,5 шага накатки.
Радиус закругления R на ролике можно определить по формуле
R = r + 0,5t. Высоту нарезки t можно определить следующим образом:
где s — шаг нарезки;
α 0 — угол профиля нарезки.
Недостаток полукруглых накаток состоит в том, что они сравнительно сложны в изготовлении.
Диаметр накатных роликов D обычно принимается равным 15—20 мм, а ширина b = 4—9 мм. Угол профиля нарезки принимается в зависимости от обрабатываемого материала в пределах 60—85°.
Накатывание может быть выполнено при продольной или поперечной подаче. При работе с продольной подачей ролик должен иметь выпуклую поверхность радиусом R0 = 30 мм. Работа с поперечной подачей обычно применяется для накатывания деталей шириной до 8 мм, причем ширина накатного ролика должна быть на 3 мм больше ширины накатываемой поверхности детали.
Продольные подачи рекомендуются в пределах 1—2 мм/об в зависимости от обрабатываемого материала и размеров детали. Рекомендуемые скорости накатывания 10—90 м/мин и выбираются в зависимости от характера обрабатываемого материала. Диаметр детали под накатку обычно выдерживается по 7-му классу точности.
Накатывание следует производить до чистовой обработки других поверхностей детали, так как при накатывании возникают большие силы, которые могут оказать влияние на размеры окончательно обработанных поверхностей.
Основные размеры роликов для прямой, угловой и полукруглой накатки, показанных на фиг. 73, б, приведены в табл. 31.
Таблица 31 Основные размеры
(в мм)
роликов для накатки
(по фиг. 73, б)
Востребованным и по-настоящему универсальным вариантом накатывания на сегодняшний день признается накатка резьбы с применением специальных роликов. Этот способ отличается уникальным технологическим потенциалом при производстве резьб разной точности, протяженности и сечения.











Техника безопасности
Во избежание травматизма необходимо прочно закреплять накатку в резцедержателе. При сильном надавливании инструмента не жесткие детали могут отжиматься. Для таких изделий лучше применять больше проходов. По краям изделия должны быть фаски достаточного размера, чтобы не оставались заусенцы.
Длинные детали фиксируются задним центром. Вылет пиноли должен быть минимальный.
Накатывание применяется для формирования рифленой поверхности на детали. Операция выполняется на токарном станке с минимальными затратами времени, поэтому данный метод целесообразно применять в серийном производстве. Шаг накатки выбирается в зависимости от материала, размера, и назначения изделий.
Процесс накатывания, виды и назначение
Формообразование при процедуре накатывания выполняют без получения стружки. Оно состоит в том, что инструмент (ролик, резец и т. д.) вдавливается в тело материала и за счет поверхностной деформации получают соответствующий профиль. Как видим накатка – это холодный способ обработки поверхностного слоя детали в процессе, которого формируется сетка, резьба, риски, насечек и другие шероховатости, не нарушая ГОСТ.
Ролик для прямого рифления в державке
Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной:
Первый вариант применяют в формообразовании зубьев на колесах и валах, резьбы на изделиях, нанесении шкалы на приборах. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Процедура токарной накатки выполняется быстро, а с учетом полученных дополнительных свойств изготовление таких деталей при серийном производстве становится экономически выгодным. Способ токарной накатки применяют для поделок в связи с повышением требований к рабочим характеристикам техники: прочности, высокой производительности, быстроходности, точности и прочих качеств. Данный метод применяют только на поделках с заранее подготовленной поверхностью.
Упрочнение поверхностного слоя требуется для повышения эксплуатационных характеристик деталей, как требует гост. После токарной накатки они менее чувствительны к разрушению от усталости, повышается износостойкость и антикоррозийные способности, удаляются микротрещины и риски. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Характеристики роликовых сегментов

Смотреть галерею
Сами ролики для накатывания являются лишь составной частью универсальной машины, однако по принципу своего действия могут выступать и самостоятельными резчиками. В любом случае важно учитывать два основных параметра при выборе данного сегмента – предел прочности и диаметр профиля. Что касается прочностных показателей, то накатка резьбы роликами способна выдерживать до 1400 МПа, поддерживая точность до 0,1 мм. Недостатком же этого способа как раз является ограничение по толщине цилиндра. Например, диапазон по диаметрам обрабатываемых деталей стандартного формата варьируется от 1,5 до 15 мм в среднем. Шаг резьбы при этом будет составлять до 2 мм, а длина – порядка 80 мм. В то же время технология получается довольно затратной с учетом сложности изготовления роликов и автоматов, обслуживающих рабочую инфраструктуру.
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Технология изготовления
Подобные приспособления изготавливаются из винта, в котором прорезаются стружечные канавки. Они оснащаются заборным конусом и подразумевают затылование зубьев, за счет чего создается положительный задний угол.
Для изготовления метчиков используется инструментальная сталь, прошедшая термическую обработку. Канавки образуют режущие кромки, переднюю поверхность и пространство для удаления стружки. Инструменты данного типа предполагают работу в трудных условиях, что обусловлено создание сложной винтовой резьбы в отверстиях.

Требования к накатным метчикам
Важным требованием при использовании технологии накатывания является применение смазочно-охлаждающих жидкостей и противозадирных присадок. Эти средства обеспечивают плавность работы, необходимую при выполнении подобных операций. Недостаток смазки может привести к сухому трению металла. Для смазывания рекомендуется использовать масляные составы с высоким содержанием графита.
Испытания показали, что данный метод не только повышает прочность резьбы, но и увеличивает ее износостойкость и твердость, а также улучшает качество поверхности. Поскольку удаления материала при накатывании не происходит, диаметр просверленных отверстий должен быть больше, чем при использовании традиционных режущих моделей.

Сфера применения
Накатные метчики могут применяться при обработке заготовок, изготовленных из следующих материалов:
- Черные и цветные металлы.
- Алюминий, медь или цинк.
- Свинцовые сплавы.
- Нержавеющая или низкоуглеродистая сталь.
- Бронза с преобладанием меди.

Накатные метчики используются при работе со сквозными или глухими отверстиями. Благодаря особой форме рабочей части площадь поперечного сечения при контакте детали с инструментом значительно увеличивается, что исключает вероятность заклинивания. Для продления срока службы поверхность таких изделий может покрываться защитным слоем. Наиболее часто для данной цели применяются технологии азотирования и оксидирования. Наибольшая эффективность бесстружечных накатных метчиков обеспечивается при их использовании на металлообрабатывающих станках, оснащенных самоцентрирующимися зажимными патронами.
Читайте также: