
Машинка для проточки посадочного места под гильзу своими руками чертежи
Добавил пользователь Alex Обновлено: 19.09.2024
Рукастым дядькам иногда попадаются двигатели от советских стиральных машинок и очень хочется куда-то приспособить подобный мотор. Точнее не так: нужно выбросить старую стиралку, но движок выбрасывать жалко - такая вещь! Моторы там ставили довольно слабые - около 200 ватт, плюс минус.
И самое первое, что приходит в голову - соорудить точило. И на пути реализации этой задумки самой непростой задачей является изготовление втулки, фланца для закрепления камня на валу мотора. Первое, что приходит в голову: приспособа слишком сложна для самостоятельного изготовления и нужно просить знакомого токаря сделать втулку. И это правильное решение, если конечно есть токарь на примете.
Но не у всех в знакомых есть такие нужные люди как токарь и порой озарившая задумка по применению двигателя так и остаётся задумкой. Я же предлагаю своими силами соорудить такую втулку, без каких-либо специфических инструментов. Может быть заточной станок и не получится промышленной надёжности, но подобный агрегат у меня замечательно работает и иногда помогает в заточке ножей или иных мелких мелких операциях. В общем я ни разу не пожалел, что потратил время на сооружение этого станочка!
Итак, в качестве основы втулки можно использовать обычный сантехнический сгон на "1/2". Даже резьбу нарезать не нужно! Тут стоит заметить, что для такой втулки необходимо чтобы вал двигателя вращался против часовой стрелки. Иначе существует большой риск, что камень попросту раскрутит стопорную гайку и слетит! В целом же, направление вращения у советских моторов довольно легко меняется.
На сгон необходимо насадить отрезок полипропиленовой трубы 32мм. длинной в пару сантиметров. Труба должна быть с размерным отношением SDR6, тогда внутренний диаметр трубы будет подходить к наружному диаметру сгона. У меня например не удалось так просто насадить на сгон отрезок ПП - пришлось разогреть сгон на плитке и на горячую надеть пластик.
Теперь нужно подогнать диаметр сгона под вал двигателя. У советских моторов от стиралок обычно встречается диаметр 11 или 14 мм., причем там ещё присутствуют десятые доли миллиметров с большой погрешностью. Для 11мм. валов отлично подходит отрезок металлопластиковой трубы 16 мм. Развальцованная МП-труба забивается на вал довольно легко. Далее наружный диаметр МП можно подточить на включенном двигателе под сгон, чтобы последний также забить на вал с металлопластиком.
Если вал около 14 мм., то подогнать его к диаметру сгона можно при помощи клеевой термоусадки. В любом случае, при любом диаметре вала, нужно пометить место выемки на валу, чтобы уже через сгон зафиксировать всю втулку. Зафиксировать втулку можно толстым саморезом по металлу - в сгоне сверлится отверстие и загоняется саморез для формирования резьбы. Затем саморез выкручивается и укорачивается до минимальной длинны, и закручивается обратно.
И что же мы получили? Металлический сгон с наружным диаметром около 21 мм. на валу и стопорное кольцо из ПП-трубы. В таком виде на втулку можно одевать шлифовальный диск от болгарки, добавив две шайбы М20 усиленных и чугунную сантехническую гайку. Под диск придётся намотнуть 1-2 слоя изоленты, ибо посадочный диаметр болгарки около 22 мм.
Для точильного камня, подавляющее большинство которых сейчас встречается с посадочным диаметром 32 мм, нужно изготовить ещё один отрезок ПП-трубы. Внутренний диаметр отрезка пластиковой трубы необходимо немного расточить напильником, чтобы этот кусочек легко одевался на сгон и снимался. Готово, теперь на втулку можно одевать камень! Если обнаружится, что втулка плохо отцентрована и камень бьёт - достаточно немного поточить объёмный металлический предмет и диск отцентруется.
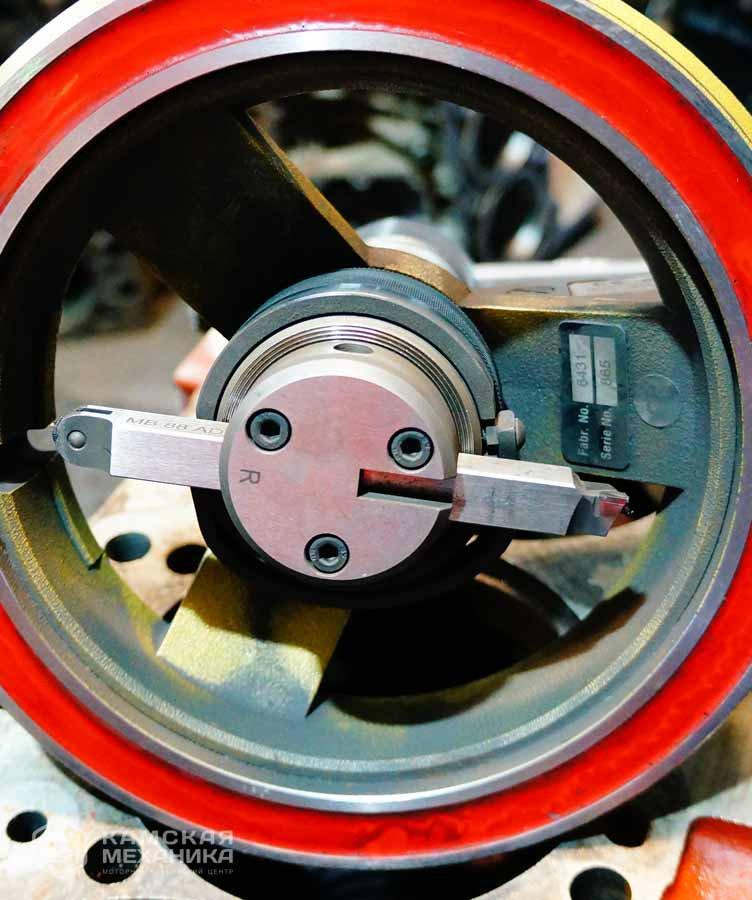
Подгонка по выступанию и ремонт посадочных мест гильз грузовых двигателей

Подгонка по выступанию и ремонт посадочных мест гильз грузовых двигателей
Основные проблемы, возникающие со временем на таких моторах - это повреждение посадочных мест под гильзы. Повреждаются как торцевые поверхности, на которые опираются эти гильзы в блоке цилиндров , так и радиальные – там, где происходит уплотнение гильз по рубашке охлаждения (в этих местах устанавливаются резиновые кольца-уплотнения).
Вследствие изменения геометрии этих поверхностей под воздействием коррозии, вибрационного износа и кавитации происходит нарушение герметичности рубашки охлаждения, что приводит к течи охлаждающей жидкости. Из-за уменьшения выступания гильз над плоскостью блока цилиндров возможны прогары прокладок ГБЦ и попадание газов из камеры сгорания в рубашку охлаждения.
Восстановление требуемых выступаний гильз над поверхностью блока цилиндров производится путем подгонки гильз по высоте, а именно:
фрезерования привалочной плоскости блока цилиндров с последующей проточкой упорных (посадочных ) поверхностей под гильзы. В некоторых случаях производится подбор соответствующих регулировочных прокладок.



Негерметичность по резиновым уплотнениям устраняется путем завтуливания посадочных поверхностей отверстий под гильзы.



Стоимость работ по ремонту посадочных мест гильз блоков цилиндров двигателей грузовых (объемами 6- 12 л) (2020 г):
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.

Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока

Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.

Чугунный блок цилиндров без гильз

Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гильзами
Цилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.

Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.


Заводские гильзы при этом имеют неровную внешнюю поверхность:

Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
Стадии ремонта блока цилндров
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:

А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:

Алюминиевый лок цилиндр расточен
А так выглядит сама гильза с верхним упором:

Так гильзы выглядят, будучи установленными в блок:

Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.

Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:

Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.

Стык гильзы с блоком ближе:



Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:

Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
- В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров. Если гильзуется алюминиевый блок – его нагревают практически всегда.
- После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
- В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Двигатели VR6

Головка с часовым индикатором выглядит так:

Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?


Проверка плоскости блока цилиндров на искривления и проверка посадочных мест под гильзы, при капитальном ремонте двигателя, является неотъемлемой частью процесса ремонта. При эксплуатации, гильза блока цилиндров подвергается температурным и механическим воздействиям, в результате чего может деформироваться. Гильзы должны иметь выступ от блока с разностью между соседними – 0,02 мм. Если присутствует дефект, то это приведет к прогоранию прокладок ГБЦ, утечке охлаждающей жидкости.
Восстановление посадочного места под гильзу может выполнятся путем снятия двигателя с автомобиля, частичной или полной разборке блока цилиндров.
В нашем центре осуществляется комплексная диагностика и восстановление посадочных мест под гильзы всех типов двигателей, в соответствии с требованиями завода-изготовителя.
Читайте также: