
Контроллер чпу своими руками
Добавил пользователь Alex Обновлено: 13.09.2024
АВТОНОМНЫЙ КОНТРОЛЛЕР
Предлагаю собрать сюда все атономные контроллеры ЧПУ,т.е, работающие без компа с пульта с дисплеем, как на одну ось так и на много осей.
Также работающие от флешки.
Далее их обсудим плюсы и минусы, тема должна быть интересной не только для меня, в будущем может многим пригодится.
Вариант неплохой, но цена. Вроде как управляет 5 осями, плазма, лазер. а г-код в него как загружать? С флешки читает?
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
Это просто генератор импульсов степ/дир на одну ось
Дилетанту сложные вещи кажутся очень простыми, и только профессионал понимает насколько сложна самая простая вещь
Кто хочет - ищет возможности, кто не хочет - ищет оправдание.
Найди работу по душе и тебе не придется работать.
А это почему ? Самодельные, особенно полностью открытые вообще бесценны !
GRBL на Atmega328p (Arduino); TinyG на Atxmega192; Smoothie на LPC1768/69 - все полностью открыты, возможности умеренные, но постоянно
растут, работают по com/usb, индикации как таковой нет, расчитаны на шаговики, GRBL 0.8 наверное скоро буду запускать .
18 - управление частотой оборотов шпинделя (аналог от 0 до 10 в).
При подключении к готовой плате с драйверами для 3-х осевого ЧПУ на которой есть LPT выход:
Установите перемычки между 10 выводами и 11 Выводами.
8 и 9 выводы с 11, они нужны если для драйверов выделены дополнительные пины включения и отключения (нет определенного стандарта поэтому это могут быть любые комбинации, найти их можно в описании ,или методом тыка:) -)
При подключении к отдельным драйверам с моторами:
Установите перемычки между 10 выводами Step, Dir платы "RFF" и Step, Dir ваших драйверов. (не забудьте к драйверам и моторам подать питание )
Включите "RFF" в сеть. Загорятся два светодиода.
Вставьте отформатированную SD карту в ЛОТ 1. Нажмите на RESET. Подождите, пока загорится правый светодиод. (Примерно 5 сек) Вытащите SD карту.
На ней появится текстовый файл с именем "RFF".
Откройте этот файл и введите следующие переменные (Вот в таком виде и последовательности):
Пример:
V - условное значение от 0 до 10 начальной скорости при разгоне (акселерации).
Если у вас фрезер, рекомендуется - 3, лазер 10 (многое зависит от плавности хода по направляющим, мощности шаговиков, а также от шага винта L. Чем меньше L тем меньше значение V).
Пояснения по командам
D - дробление шага, установленное на драйверах моторов (на всех трех должно быть одинаковое).
L - длина прохождения каретки (портала), при одном обороте шагового двигателя в мм (на всех трех должно быть одинаковое). Вставьте вместо фрезы стержень от ручки и вручную прокрутите мотор один полный оборот, эта линия и будет значение L.
S - какой сигнал включает шпиндель, если 0 значит - GND если 1 значит +5v (можно подобрать опытным путем).
Dir X, Dir Y, Dir Z, направление движения по осям, тоже можно подобрать опытным путем, устанавливая 0 или 1 (станет понятно в ручном режиме).
F - скорость при холостом ходе (G0), если F=600, то скорость 600мм/сек.
H - максимальная частота вашего шпинделя (нужна для управления частотой шпинделя с помощью ШИМ, допустим если H=1000, а в G-коде прописано S1000 то на выходе при таком значении будет 5v, если S500 то 2.5 v и т.д., переменная S в G-коде не должна быть больше переменной H на SD.
Частота на этом выводе около 500 Гц.
UP - логика управления драйверами ШД, (нет стандарта, может быть как высоким уровнем +5V, так и низким -) установите 0 или 1. (у меня работает в любом случае. -)) )
Сам контроллер
См. видео: плата упарвления с 3-х осевым ЧПУ
2. Подготовка управляющей программы (G_CODE)
Плата разрабатывалась под ArtCam, поэтому Управляющая программа должна быть с расширением. TAP (не забудьте поставить в мм, а не в дюймах).
Сохраненный на SD карте файл с G-кодом должен быть с именем G_CODE.
Если у вас другое расширение, например CNC, то откройте свой файл с помощью блокнота и сохраните его в следующем виде G_CODE.TAP.
x, y, z в G-коде должны быть с большой буквы, точка должна быть точкой, а не запятой и даже целое число должно быть с 3-мя нулями после точки.
Вот в таком виде:
3. Ручное управление
Ручное управление осуществляется с помощью джойстика, если вы не ввели переменные в настройках указанные в пункте 1, плата "RFF"
работать не будет даже в ручном режиме.
Для перехода в ручной режим необходимо нажать на джойстик. Теперь попробуйте управлять им. Если смотреть на плату сверху (СЛОТ 1 внизу,
разъем 12 LPT наверху).
Нажмите на джойстик еще раз. Загорится 4 светодиод, значит, вы перешли на управление осью Z. Джойстик вверх - шпиндель
должен подниматься Z+, джойстик вниз - опускаться Z- (при неправильном ходе в настройках Dir Z поменяйте значение
на противоположное).
Опустите шпиндель, чтобы фреза дотронулась до заготовки. Нажмите на кнопку 2 пуск, теперь это нулевая точка отсюда начнется выполнение G-кода.
4. Автономная работа (Выполнение Резки по G-коду)
Нажмите на кнопку 2 еще раз, с небольшим удержанием в нажатом состоянии.
После отпускания кнопки плата "RFF" начнет управлять вашим ЧПУ станком.
5. Режим паузы
Кратковременно нажмите на кнопку 2 при работе станка, выполнение резки прекратится и шпиндель поднимется на 5мм над заготовкой. Теперь можно управлять осью Z как вверх так и вниз, не бояться даже углубиться в заготовку, так как после повторного нажатия кнопки 2, резка продолжится с приостановленного значения по Z. В состоянии паузы доступно отключение и включение шпинделя кнопкой 6. Осями X и Y в режиме паузы управлять не получится.
6. Экстренная остановка работы с выездом шпинделя на ноль
Продолжительно удерживая кнопку 2 при автономной работе, шпиндель поднимется на 5 мм над заготовкой, не отпускайте кнопку, начнется попеременное мигание 2-х светодиодов, 4-го и 5-го, когда мигание прекратится, отпустите кнопку и шпиндель переместится на нулевую точку. Повторное нажатие кнопки 2 приведет к выполнению работы с самого начала G-кода.
Поддерживает такие команды, как G0, G1, F, S, M3, M6 для управления частотой вращения шпинделя есть отдельные выводы: ШИМ от 0 до 5 в и второй аналоговый от 0 до 10 в.
Принимаемый формат команд:
Строки нумеровать не надо, пробелы ставить не надо, указывать F и S только при изменении.

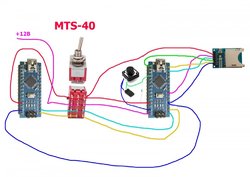
Схема подключения автономного контроллера к электронике станка.
+12 вольт можно взять с разъёма для куллера.
Автор материала выразил благодарность Алексею (Aleksei Lenovo)
За оказанную помощь в создании прошивки для данной электроники.
Прошивки и схему можно скачать по ссылке:
Видео демонстрации работы данного самодельного контролера
Темы из этой же категории
s1292oia
s1292oia
НЕ ТОЛЬКО ЧИТАЕТ
У меня есть готовый контроллер. Мне он не нравится своей примитивностью и не дружественным интерфейсом. Давно руки чешутся собрать свой. Тем более есть опыт в программировании микроконтроллеров и пайке схем. Но для себя до сих пор не ответил на вопрос: Зачем он мне нужен. Ведь управление с ноутбука намного удобнее и функциональнее. Со стабильной работой станка и его связью с ПК у меня проблем нет. Единственный аргумент в пользу автономного контроллера - то, что у станка нет постоянного места обитания, и часто приходится располагать его на полу. И, как следствие, рядом со станком на полу приземляется ноутбук и оператор, что неудобно. проблему можно решить беспроводным соединением. Поэтому пока не определился с окончательным вариантом и пользуюсь по-старинке.
Efenia
Efenia
МЕСТНЫЙ СТАРОЖИЛА











У меня есть готовый контроллер. Мне он не нравится своей примитивностью и не дружественным интерфейсом. Давно руки чешутся собрать свой. Тем более есть опыт в программировании микроконтроллеров и пайке схем. Но для себя до сих пор не ответил на вопрос: Зачем он мне нужен. Ведь управление с ноутбука намного удобнее и функциональнее. Со стабильной работой станка и его связью с ПК у меня проблем нет. Единственный аргумент в пользу автономного контроллера - то, что у станка нет постоянного места обитания, и часто приходится располагать его на полу. И, как следствие, рядом со станком на полу приземляется ноутбук и оператор, что неудобно. проблему можно решить беспроводным соединением. Поэтому пока не определился с окончательным вариантом и пользуюсь по-старинке.
признаюсь, я когда собрал станок, первым делом хотел прикрутить офлайн контроллер, даже плату купил MKS c TFT24, но Владимир (Vofka) написал статью про оранжие пи зеро, легко оранжик тянул октопринт, захотелось его к станочку прикрутить, cncjs заработал, не понравилось что программа с ноута читалась, обрыв связи и можно фрезеровать сначала, дальше решил попробовать малинку и bcnc, две недели мороки с малинкой (я в этом деле не смыслю), но результат порадовал, получил полное управление станочком, даже с телефона, а так как у малинки прямая связь (через кабель) с платой, то обрывов связи практически нет, и без разницы какая скорость по wifi, и ноутбук не в пыли. Самое лучшее что есть в оффлайн контроллере, то что обрывы связи никак не влияют на передачу данных, чем не могут ноутбуки похвастаться.
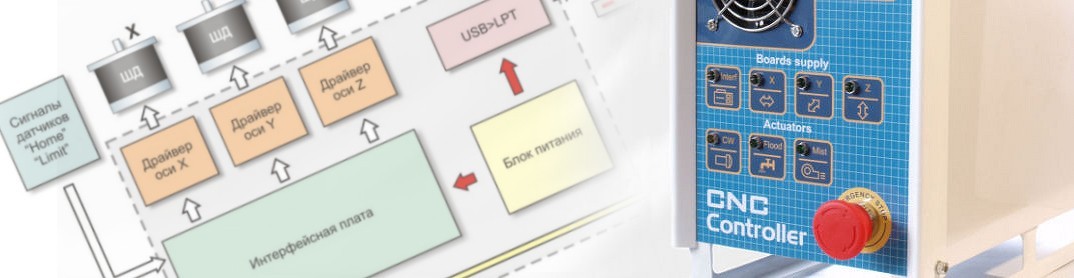



Блок управления CNC Controller, для удобства, выполнен в виде отдельного устройства. CNC Controller предназначен для управления 3-х координатным станком с помощью системы ЧПУ PCNC. CNC Controller состоит из основных элементов: блок интерфейса , трех блоков контроллеров приводов (осей станка X, Y и Z), преобразователь интерфейса USB в LPT и блок питания.
Блок интерфейса представляет собой преобразователь логических уровней с оптоэлектронной развязкой для защиты LPT-порта ПК. Логические уровни, сгенерированые программным обеспечением Mach3, передаются через LPT-порт ПК на блок интерфейса CNC Controller. Полученные сигналы, блоком интерфейса передаются на блоки контроллеров приводов (осей станка X, Y и Z).
Контроллеры приводов собраны на микроконтроллерах фирмы MicroChip с программным кодом, формирующим, из полученных логических сигналов, управляющие импульсы, которые силовая часть драйверов, выполненная с использованием полевых транзисторов, передает непосредственно на двигатели станка. В качестве электроприводов используются униполярные гибридные шаговые двигатели.
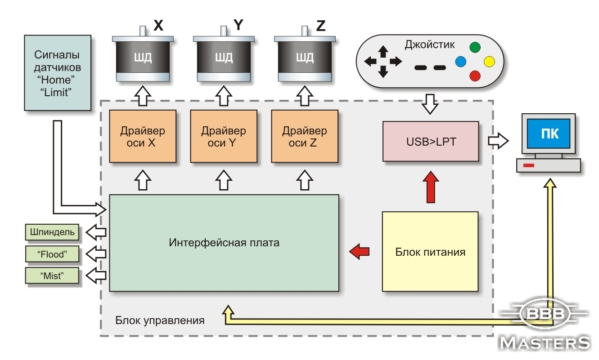
Преобразователь интерфейса USB в LPT предназначен для подключения джойстика (игровой джойстик Sony Playstation) для использования в качестве JOG (ручное управление координатами) и других функций станка.

Демонстрационное видео работы блока управления CNC Controller
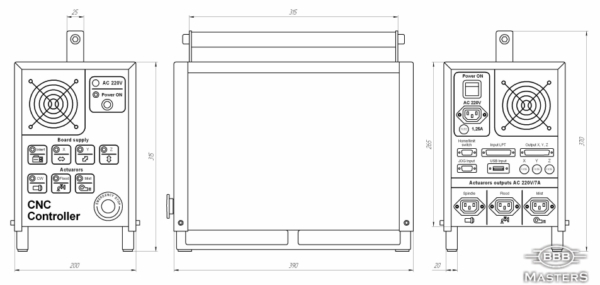
Панели CNC Controller были созданы, с учетом размещения элементов, в векторной программе CorelDraw X3, напечатаны на фотобумаге и ламинированы.


АС 220V (Сеть 220В)
Для индикации служит неоновая лампа. Она сигнализирует наличие переменного тока 220В 50Гц.
Power ON (Питание Вкл.)
Кнопка с желтым светодиодным индикатором. При нажатии этой кнопки включается питание внутренних блоков управления.
Индикация питания блоков (Boards supply)
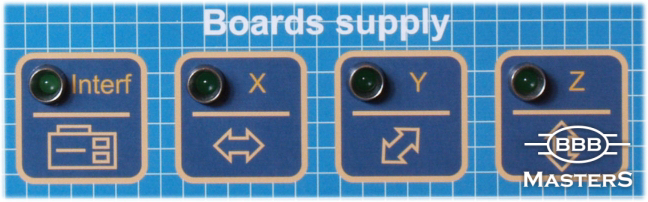
Inter. (Питание блока интерфейса)
Это зеленый светодиодный индикатор наличия питания блока интерфейса.
X (Питание блока контроллера привода оси X)
Это зеленый светодиодный индикатор наличия питания блока контроллера привода оси X.
Y (Питание блока контроллера привода оси Y)
Это зеленый светодиодный индикатор наличия питания блока контроллера привода оси Y.
Z (Питание блока контроллера привода оси Z)
Это зеленый светодиодный индикатор наличия питания блока контроллера привода оси Z.
Индикация включения шпинделя и охлаждения (Аctuators)
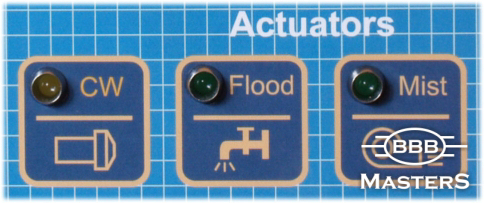
CW (Включение шпинделя)
Это зеленый светодиодный индикатор активации (включения) вращения шпинделя.
Flood (Охлаждение 1)
Это зеленый светодиодный индикатор активации (включения) охлаждения 1.
Mist (Охлаждение 2)
Это зеленый светодиодный индикатор активации (включения) охлаждения 2.
Кнопка аварийной остановки

EMERGENCY STOP (Аварийная остановка)
Используется для немедленной остановки станка в случае опасности.



Гнездо (DB-9) Home / Limit switch черного цвета предназначен для подключения датчиков нулевого положения станка и ограничителей перемещения.

Гнездо (DB-9) голубого цвета Jog input предназначено для подключения ручного пульта (джойстика Sony PlayStation) управление координатами станка. USB input предназначен для связи с преобразователем интерфейса USB в LPT.

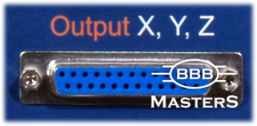
Гнездо (DB-25) черного цвета Input LPT предназначено для подключения ПК, для связи с блоком управления через параллельный LPT-порт.

Предохранители (FUSE X, Y, Z) приводов осей X, Y, Z, предназначены для защиты блоков контроллеров приводов от короткого замыкания обмоток двигателей.
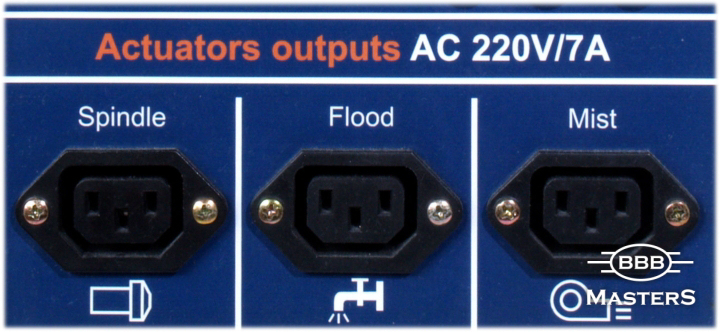
Spindle (Шпиндель)
Гнездо (IBM 3) Spindle с выходным напряжением 220В, предназначенное для подключения шпинделя.
Flood (Охлаждение 1)
Гнездо (IBM 3) Flood с выходным напряжением 220В, предназначенное для подключения охлаждения 1.
Mist (Охлаждение 2)
Гнездо (IBM 3) Mist с выходным напряжением 220В, предназначенное для подключения охлаждения 2.
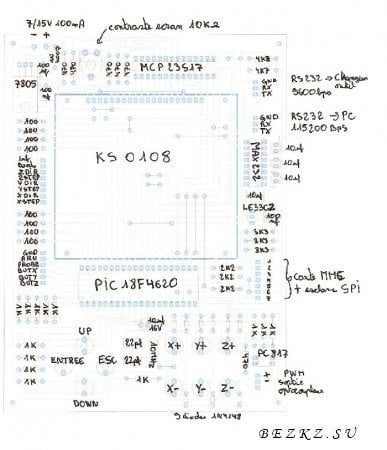
- автономный режим, хранение данных на карте памяти FAT32, до 2GB
- rs232 для заливки прошивки
- отображение текущих координат на дисплее
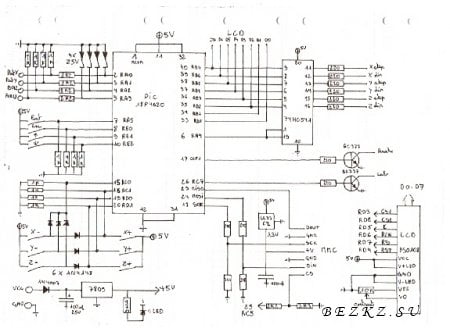
Заливаем bootloader.hex в микроконтроллер, после чего можно прошивать через программу mikroBootloader.exe , можно сразу прошить рабочей прошивкой контроллер.
Для управления шаговыми двигателями необходимы еще драйвера! Автор- arnaud2 (француз) , проект закрыл, дальнейшая работа не видеться, устройство рабочее, в последней версии была выкинута микросхема max232 т.к. наладка закончена.
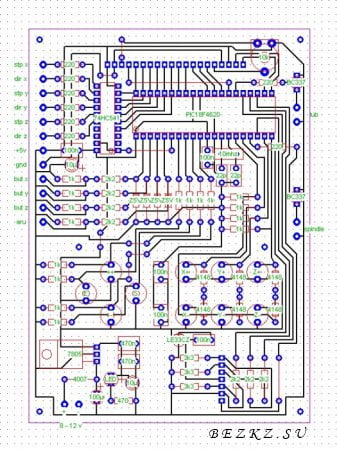
- дисплей 128*64 WG12864B (KS0108)
и другая мелочевка.
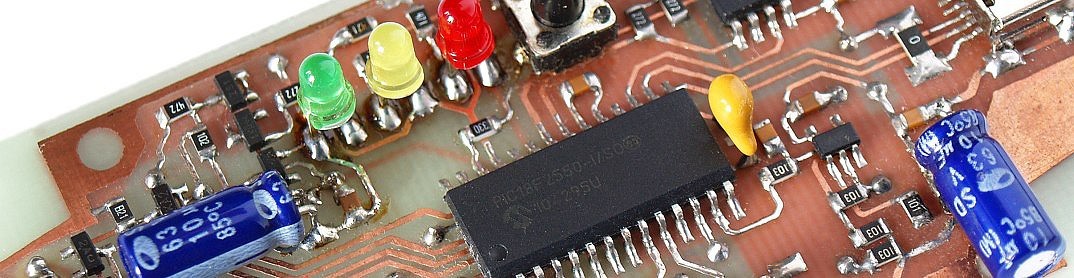
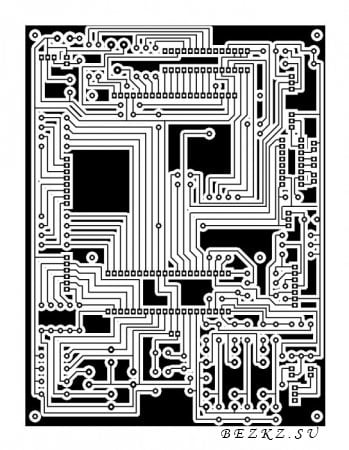
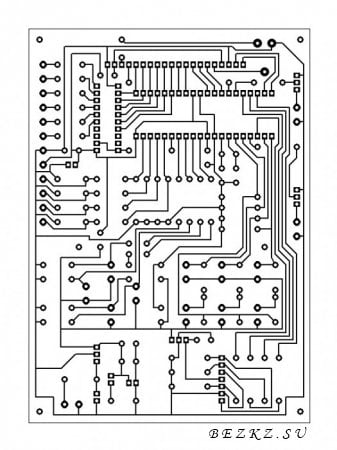
Фото собранного устройства, авторского (первые) и не только, а так же две печатки.









Читайте также: