
Как сделать цековки на поршнях
Добавил пользователь Alex Обновлено: 05.10.2024
Для того чтобы при обрыве ремня ГРМ не загнуло клапана необходимы проточки в поршнях( цековки). Как сделали цековки .
В данном видео, в процессе подготовки к ремонту двигателя (замены заводской втыковой и масложорной поршневой от .
В этом видео я показал и рассказал как своими руками сделать выемки на поршнях под клапана на классический .
В видео рассказывается как в домашних условиях, по быстрому, без заметных затрат сделать выемки в поршнях.
Подрезка поршня и цековок скрытый дефект поршня брак или нет Ремонт ГБЦ Горловка. Сylinder head repair. Плейлист .
Добрый день, порвался ремень грм на моем 124 моторе. мотор собирал втыковый. думал получится следить за ремнем, .
Сделал номинальный замер вылета поршней на БЦ 1й комплектации. двс 602980. Спринтер 312. И проточил поршни в .
Всем привет мне нужно протащить 2 поршня куда размер экипаж не имеют размер 56 5 мне нужно сделать диаметр их 55 .
Для того чтобы при обрыве ремня ГРМ не загнуло клапана необходимы проточки в поршнях( цековки). Как сделали цековки .
В этом видео я показал и рассказал как своими руками сделать выемки на поршнях под клапана на классический .
В данном видео, в процессе подготовки к ремонту двигателя (замены заводской втыковой и масложорной поршневой от .
Всем привет мне нужно протащить 2 поршня куда размер экипаж не имеют размер 56 5 мне нужно сделать диаметр их 55 .
А можно ли наплавить алюминиевый поршень и не растачивать цилиндр? Что с этого выйдет? смотрите капиталка .
в ролике рассказывается об уникальном и простом методе изготовления поршней к ДВС .Разработанном Мостовым .
Подрезка поршня и цековок скрытый дефект поршня брак или нет Ремонт ГБЦ Горловка. Сylinder head repair. Плейлист .
В видео рассказывается как в домашних условиях, по быстрому, без заметных затрат сделать выемки в поршнях.
Видео по установке поршней в цилиндры без приспособления для обжимки ПОРШНЕВЫХ колец.. До применения этого .
P.S. Мы приветствуем вежливых и культурных зрителей и рады видеть вас в числе подписчиков. В связи с большим .
Что интересно что заводские цековки они сделаны. Как бы клапан чуть дальше заходит в porsche то есть отливка она не .
ПРИВЕТ ВСЕМ . В данном видео ролике, я делюсь опытом дороботки поршней, в особенности современного "надёжного" .
Сделал номинальный замер вылета поршней на БЦ 1й комплектации. двс 602980. Спринтер 312. И проточил поршни в .
Извиняюсь на качество съёмки, не планировали снимать. Перепресовка методом нагрева шатуна (перепресовка поршня) .
Ставишь голову на блок, убираешь пружину, делаешь поршень в ВМТ, замеряешь ход клапана до упора, сравниваешь с реальным подъемом клапана.
Вообще же эти проточки нужны, чтобы не гнуло клапана при обрыве ГРМ. На 44 рапред не нужны цековки в поршнях.
Цековки на на 213ом и других моторах классики, кроме одного (ну и на других ваз в принципе (кроме 124го)), больше для компенсации "выборки" привода грм. При обрыве и перескоках погнёт 100%, безвтыковости нет гарантированной тех что на фото. На некоторых моторах классик, естественно не штатных, стояли валы с 13мм подъёма на больших клапанах, без недохода и плоским дном поршня. Естественно не на штатной шестерне, а на регулируемой. В перекрытии до поршня в вмт 1-1,5мм. Но машина не на каждый день.
Зазор стоит делать не меньше 2,5. 3 мм. Из них 1,5 мм на динамическое удлинение шатуна и 1. 1,5 мм на температурное удлинение клапана.
Это для дорожного мотора.
Узнать реальный зазор можно как писал ув. Тайфун. Только я бы советовал на поршень положить блинчик пластилина, а тарелку клапана смазать моторным маслом или литолом. Голову ставить без прокладки (штатная прокладка после установки добавит чуть более 1 мм к зазору), с засухаренным клапанами, установленным распредом по метке и отрегулированным зазором в грм. Потом подводите аккуратно поршень к вмт и так же аккуратно проворачиваете распред вперед/назад на один зуб. Если работать без дури в голове, при касании клапана это почувствуется и клапан не погнете. Все, можно разбирать и измерять минимальную толщину блинчика пластилина.
Только учтите, результаты замера одного цилиндра можно применять ко всем поршням лишь когда фаски седел находятся строго на одной высоте. Если же высота седел плавает, нужно или увеличивать гарантированный зазор, или промерять каждый цилиндр.
редуктора 4,3 с пневмоблоками.BF Goodrich 235 /75 R15. рк 1:3, тюнинг мозги,Ивеко подшипники, лебёдка 9,5 в салоне и др.
Нечто вроде методики russian427 я и пытался продумать. А по жизни регулировки распреда +\- зуб достаточно? Например +\- 2 зуба - это слишком дофига?
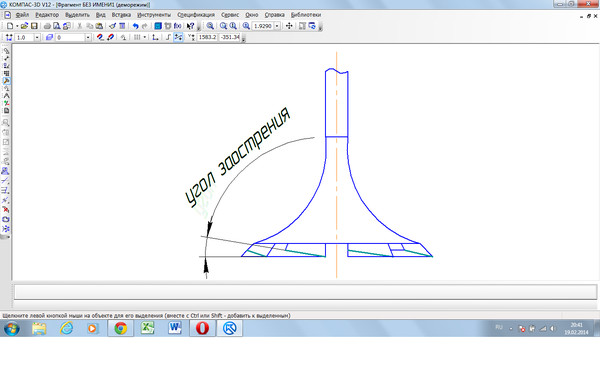
А если при этих измерениях клапан будет цепляться за . эээ. стенку цековки и мне придется увеличивать ее (цековки) диаметр как на средней фотке по синей линии - какой минимальный размер "А" должен быть?
ВАЗ 21213 1998 г.в. "Кайман": объемная интегрированная рама (в процессе), аллигаторный капот, МПСЗ, ГБО, 14-й РВ, сцепление Сакс, подрамник КПП и РК, карданы со ШРУС, независ. крепл. РПМ, ГП 4.1, лифт 3. 5см, резаная КФ, и пр. - продана.
russian427
Серега36
Всё слишком драматизировано.
Нивовский шатун в штатном варианте двигателя не удлинится на 1.5 мм ни при каких оборотах, 0.5-0.7 мм максимум на оборотах за 7000. Говорю это исходя из того что устранял недоход поршня в ВМТ. Это значит что при таком удлинении шатун должен был ударить в голову поршнем - толщина прокладки 1.25 мм.
Температурное удлинение клапана 0.1 мм, реально меньше. Но имеет место подвисание клапанов, но опять же на оборотах за 6000.
При нахождение поршня в ВМТ реальный подъем клапана менее 2 мм. Недоход поршня до плоскости блока минимум 1 мм, толщина прокладки 1.25 в обжатом состоянии. Т.е. реально они не встретятся никогда, пока цепь не перескочет на 10 зубьев. Более того, к этим 2.25 мм добавляется высота камеры сгорания с противоположной стороны от свечи, а там не менее 4 мм, точнее высота от плоскости клапана до плоскости головы. Как итог получается, что клапан не достанет даже до вершины поршня, не то чтобы попасть в цековку. Реально они (цековки) нужны только при обрыве цепи и только тогда клапана не загнет. Более того, чтобы было понятно. При обрыве цепи гнёт не все клапана, а лишь те, которые остались в открытом состоянии, когда распред остановился т.е. не более 4 клапанов в самом печальном случае. Реально же 1-2 клапана на восьмиклапанном моторе.
При нахождение поршня в ВМТ реальный подъем клапана менее 2 мм. Недоход поршня до плоскости блока минимум 1 мм, толщина прокладки 1.25 в обжатом состоянии. Т.е. реально они не встретятся никогда, пока цепь не перескочет на 10 зубьев. Более того, к этим 2.25 мм добавляется высота камеры сгорания с противоположной стороны от свечи, а там не менее 4 мм, точнее высота от плоскости клапана до плоскости головы.
У меня в ГБЦ верхний край клапана примерно находится на уровне плоскости ГБЦ (зазор доли мм.). В поршне самое глубокое место цековки (она ведь напротив верхнего края клапана) - на фото синие точки на которые показывают синие стрелки - утоплено на 5. 5,5 мм. С учетом прокладки зазор будет где-то 6. 6,5 мм. Распредвал будет 14-й, по подъему клапанов близкий к стоковому. Достаточно такого зазора?
Поршни ТДМК смещение 2 мм торцованные на 1,5 мм. Недоход нулевой. Т.е. я ужЕ уменьшил это зазор на 2 мм. Плюс возможно и ГБЦ фрезерованная (пока не выяснил). У меня высота ГБЦ=111 мм. Какова стандартная высота 21213 головки, кто-нибудь знает?
гбц-3.JPG
место где синяя стрелка над синими точками на фото выше; клапан на доли мм ниже плоскости ГБЦ
ВАЗ 21213 1998 г.в. "Кайман": объемная интегрированная рама (в процессе), аллигаторный капот, МПСЗ, ГБО, 14-й РВ, сцепление Сакс, подрамник КПП и РК, карданы со ШРУС, независ. крепл. РПМ, ГП 4.1, лифт 3. 5см, резаная КФ, и пр. - продана.

И вот настало время запилить цековки. Делаем из выпускного клапана фрезу. Тиски, болгарка и наждак Вам в помощь. Получится что-то вроде этого фото 1и2.
Далее берем дрель, зажимаем в патроне удлинялку из набора ключей, в нее вставляем клапан-фрезу. Длину клапана подгоняем по месту, конец затачиваем четырехугольником, чтоб вставлялся в удлинялку. Удлинялка несет в себе важную функцию — упираясь в направляющую, она не даст просверлить поршень насквозь.
Надо сказать, что глубина цековок один хрен вышла разная, поэтому не жмите сразу до упора на дрель, лучше по чуть-чуть выбирать металл с поршней. Видимо это связано с тем, что напрявляйки на заводе запрессованы не по феншую (((
Мажем поршень литолом, чтоб опилки не попадали в зазор между поршнем и цилиндром, закрываем бумагой остальные цилиндры.
Вставляем клапан в бошку, накрываем блок, со стороны валов надеваем дрель на клапан, сверлим.
На один поршень уходит полчаса с перекурами ))) Клапан-фреза не сточился, режет поршень на ура!
Плюсы данного мероприятия:
1. Сделал сам, приятно )
2. Цена вопроса 0 руб.
3. Цековки прям по месту, прям под клапана, как они и будут стоять.
4. Как выяснилось, получились безвтыковые поршня, точил на глубину лужи.
клапан-фреза для проточки 16v циковок
че тут простого, токо тарелка одинаковая и все, остальное не подходит, ты параметры клапана покажи и увидешь шо не подходят они под 34мм, 7мм, и шляпа плоская должна быть
есть ещё одно решение проблемы, взять клапан диаметром большим 34мм и проточить его до нужных размеров. правда для этого будет нужен токарный станок с токарем..
А если зажать клапан в дрель, чтоб крутился ровно, и проточить болгаркой шляпку до нужного диаметра?
тож об этом думал, но не уверен шо четко в размере буит
брали от пежо боксер 2.5дизель,нарезали типа как на 1 фото все гуд
клапан выпускной
дикое извращение. может лучше какой-нибудь бор-машиной типа дремеля сделать выборку соответствующим бором?

Посмотреть гараж
дикое извращение. может лучше какой-нибудь бор-машиной типа дремеля сделать выборку соответствующим бором?
вот это как раз бОльшее извращение
проще тогда уж на завод отдать и на станке проточить
дремелем ты 2 года будешь грызть поршни
вот это как раз бОльшее извращение
проще тогда уж на завод отдать и на станке проточить
дремелем ты 2 года будешь грызть поршни
там хотя бы режущий инструмент заточен как надо и из подходящего материала. бормашиной я как-то стальную боковину ворот толщиной 6мм пропиливал при установке замка, заняло минут 10-15, инструмент до сих пор жив.
Ты наверно не учел, что клапаном можно точить через установленную гбц, благодаря чему цековки получается именно там, где надо.
приспособу для обработки циковок можно и по другому сделать, вот так например:
сток клапан + надфили и немного сварки =)

да, насрали (ну первый раз приварил напильник к клапану из жаростойкой стали), мы его ещё потом заточили навроде зенкера, ничего получилось зациковали тазик:

на станке оно конечно точнее получается и аккуратнее:



Зато этот клапан самый длинный из тех, что я смог найти. И сидя в седле:

он выступает вот настолько:

Так что может получится ухватиться дрелью, и не придется наваривать удлинение..
завтра будет вам фотоотчет,чо куда и как пилилось и чем.
клапан VI-32036-нет не сможешь ухватится, придется наращивать, если циковки под 16v турбо то и с ямой пойдет, там ваще децел нужно прорезать, хотя у всех поршни разные.
И так тупо нарезать поршень болгаркой не получится, я хоть под углом резал, один хер поршня не так то просто раздербанить сие чудоклапаном. Необходим еще более острый угол делать болгаркой иначе буишь поршень с утра до вчера пилить:)))
Вот так и сделал- нихера не грызет поршня, так чутка покусал токо)))

вот вам картинка для наглядности:
Еще пробовал мелко нарезать, тож шинкует неплохо. Фитча в том шоб чем тоньше режущая грянь тем лучше грызть будет, даже если их не много будет, вот че получилось( фото моё)


клапан впуклый))) тож подходит для данной конфигурации поршней, кромки хватает.
на первой картинке какойто ад =)
а так, да, нормально получилось, аккуратно.
нарезка цековок на поршнях 2е,вариант турбобомж кастомс гараге.
для этого нам потребуется
1.дрель,желательно с реверсом и не меньше 800ватт(далее фото почему)
2.удлинненый клапан от пежо дизельного диаметром 34.8 мм(кому большой ваши проблемы) нарезанный турбинкий под фрезу
4.старая шлюха прокладка гбц
6.лекальная линейка или ножовка по металлу))))
7.в нашем варианте мертвая гбц
выполнив операцию мы накинули рабочую гбц и намазав поршни пластелином проверили достают клапана или нет.в нашем случае цековка имела глубину около 5мм
С мая 2013 года наш портал расширил тематические разделы форума по обмену опытом: добавлены подфорумы Американцы, Корейцы, Немцы, Французы, Японцы, в связи с увеличением автопарков наших посетителей.
Помимо изменения стиля, наш Чат, Почта, Развлекательные и фото/видео разделы, Литература стали встроенными и не трубеют отдельной регистрации. Кроме этого, есть и другие полезные и приятные новшевства с которыми Вы все можете ознакомиться при посещении портала.
С вопросами и предложениями можете обращаться к администрации в специальном разделе форума или через форму обратной связи.
![]()
Цыковки. , Требуется увеличить цековки на поршнях,в гаражных условиях.
Автор темы Hays, 2.8.2014, 22:41
оффтоп: думаю, нужно начать с азов: с Русского.
по теме: поршни какие? 124? 126? каков конфиг низа? самое простое — поршни с глубокими цЕковками поставить. на месте их углублять — полумера, которая приведёт к фаталу. ИМХО.
ну и о пружинках подумать, ибо при 10,5 на 16ве сток пружины не вариант (проверено дважды. )
Slik186S+Hankook rs-3 195/50/15; штампы+ContiIceContact BD 175/65/14
Slik186S+Hankook rs-3 195/50/15; штампы+ContiIceContact BD 175/65/14
Всем привет.Поршня стоят пятёрошные с цековками,(а что значит поршня124,или 126)двигатель восьмиклапанник.Пружины на клапана спецом делались под большое открытие,Общето двигатель делается на базе блока 011,колено 80,шатун короткий,недохода теперь небудет.По поводу перекрытия я что-то не доганяю,не могу понять как и когда его нужно смотреть?.Метки невыставлялись,в даный момент просто поршень установлен в вмт,и пры прокручевании роспредвала клапана выхлопные достают до днища цыковок,чтобы небыло доставания нада немного углубится(2-1.5мм).Я понимаю что клапаном можно врезаться,я только непойму как его затачивать,я уже и натфиля прыпаевал и зубы резал а врезаться в поршень нехочет.
Читайте также: