
Февка для пайки своими руками
Добавил пользователь Владимир З. Обновлено: 04.10.2024
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Рисунок 2. Радиомонтажный паяльник пистолетного типа
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 — вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Паяют обязательно под флюсом — вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифоль и припой
Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Рисунок 3. Самодельная подставка для мощного паяльника
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Рис. 4. Пример паяльной станции с индикатором
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Воздушно-водородное пламя имеет менее высокую температуру, чем ацетилено-кислородное, поэтому данный способ сварки наиболее распространен для металла толщиной до 8 мм. Водород поступает в горелку ( февку ) под небольшим давлением из баллона или из специальной установки. В такой установке водород получают путем воздействия на цинк или низкоуглеродистую сталь-20 % - ным раствором серной кислоты. [31]
Февкой называется наконечник, которым производится пайка. Февки бывают трех типов: 1) простая февка , 2) февка со сменяющимися головками и 3) февка инжекторного типа. [32]
Длинная трубка служит для входа водорода из аппарата, короткая - для выхода в паяльный тройник. При ошибочном обратном включении вода будет выброшена в февку . [33]
Февкой называется наконечник, которым производится пайка. Февки бывают трех типов: 1) простая февка, 2) февка со сменяющимися головками и 3) февка инжекторного типа. [34]
Февка инжекторного типа ( рис. 342) применяется при наличии на месте пайки баллонов с водородом и отсутствии сжатого кислорода или воздуха. Эта февка работает на принципе инжектирования водородом атмосферного воздуха, засасываемого через специальные отверстия в февке , чем создается необходимая смесь для горения газа. [35]
Февкой называется наконечник, которым производится пайка. Февки бывают трех типов: 1) простая февка, 2) февка со сменяющимися головками и 3) февка инжекторного типа . [36]
Общий вид одного из вариантов установки представлен на фиг. Установка состоит из следующих основных частей: аппарата для получения водорода; воадухо-сжимающего устройства, обеспечивающего подачу к горелке струи воздуха ( кислорода); фильтра для удаления из водорода ( до поступления в горелку) ядовитых газообразных примесей, служащего одновременно устройством для предотвращения проникновения пламени из горелки внутрь установки, а следовательно, и взрыва ее; приспособления для смешивачия водорода с воздухом; горелки ( февки ); соединительных шлангов. [37]
Поэтому пайку внутренних трубок желательно вести при помощи февки, представляющей собой две трубки, спаянные между собой медным припоем. По одной из трубок проходит газ, по другой воздух. Пламя февки дает необходимый прогрев шва и расплавление припоя. [38]
При работе с такими трубками паяльщик должен иметь их в-наборе ( с разными выходными отверстиями) и менять в зависимости от характера выполняемой работы и толщины припаиваемого свинца. Февка ( рис. 22 0) имеет на выходном конце нарезку; на нее навинчивают головки с выходными отверстиями различных диаметров. Длина трубки февки ( из латуни или красной меди) составляет 0 15 - 0 3 м; внутренний диаметр выходного отверстия латунной головки - от 0 3 до 2 5 мм. [40]
Как уже указывалось выше, качество пайки во многом зависит от твердости руки паяльщика. Для того чтобы устойчиво держать горелку весом до 1 кг с двумя соединенными жесткими шлангами, нужны значительные усилия и непривычная рука легко утомляется. При пайке водородом применяется февка , весом всего 150 г с одним шлангом. [41]
После этого снова заливают 25 - 30 л воды и осторожно тонкой струей наливают 8 - 10 л купоросного масла. Для лучшего перемешивания воды и купоросного масла ( или кислоты) через верхнюю трубку вдувают воздух, при этом жидкость из отделения 4 по трубке 2 поднимается в отделение / аппарата. Затем на верхнюю трубку снова надевают резиновую трубку, которая соединяет аппарат с очистителем, поджигают струю водорода, выходящую из февки , и начинают пайку. [43]
Во избежание попадания пламени под колокол в водородный шланг врезается водяной затвор ( рис. 53), цельнопаяный из листового свинца толщиной 2 мм. Диаметр впаиваемых свинцовых трубок выбирается по внутреннему диаметру водородного шланга; толщина стенок 1 мм. Длинная трубка служит для входа водорода из аппарата; короткая - для выхода в паяльный тройник. При ошибочном обратном включении вода будет выброшена в февку . [44]
Особым видом наплавки является нанесение на защищаемую поверхность слоя свинца, который хорошо предохраняет изделия от действия агрессивных сред. Свинец наплавляется газовым пламенем. В качестве горючих газов применяют водород или ацетилен в смеси с кислородом или воздухом. При наплавке свинца пользуются обычными сварочными горелками или горелками, называемыми февки . Водород, кислород или воздух подводятся февкам по отдельным шлангам, соединенным с тройником. После смешения в тройнике газ поступает в февку. Количество подаваемого газа зависит от толщины спаиваемых свинцовых листов. Для этого паяльщик имеет несколько февок с отверстиями от 0 5 до 2 6 мм. Более удобны февки со сменными головками, закрепляемыми на резыбе к концу фев ки. [45]
Интервью с лейтенантом полиции, только что закончившим обыск на квартире преступника и демонстрирующим толстые пачки денег, очевидно предназначенных в оплату за убийство. В утренних газетах картина случившегося пополнилась важными деталями.
Выяснилось, что убийца приехал в Австрию из России полгода назад и, якобы находясь в состоянии глубокой душевной депрессии, проходил курс интенсивной терапии в одной из клиник, откуда уже два месяца как был выписан и поселился на квартире в Вене. Проживая на Лангегассе, ни в чем предосудительном замечен не был, регулярно посещал медицинское учреждение известного доктора Шульце и вел исключительно размеренный и скромный образ жизни. Не курил, не употреблял спиртных напитков, не посещал увеселительных и сомнительных заведений, что свидетельствует о его профессионализме. Важно отметить, что в этническом отношении убийца принадлежал к одной из кавказских народностей. По сведениям из русских газет, именно кавказцы представляют собой ядро крупнейших преступных группировок и отличаются исключительной дерзостью и кровожадностью. К убийству гангстер готовился тщательно. Он долго выслеживал свою жертву, которая, скорее всего, знала его в лицо. Об этом свидетельствует тот факт, что непосредственно перед совершением преступления убийца предпринял определенные шаги к изменению своей внешности. В квартире преступника обнаружена крупная сумма наличными, представляющая собой авансовый платеж за убийство. В том, что убийство является заказным, полиция была уверена на сто процентов. Эта уверенность появилась в результате изучения личности жертвы. Убитый тоже русский, в Австрии оказался неизвестным образом. Во всяком случае, в его документах не обнаружилось никаких сведений о пересечении границы, и в картотеке иммиграционной службы он не значился. Проведенное полицией исследование водительского удостоверения убитого показало, что документ является поддельным, но подделка выполнена на исключительно высоком уровне. Отсюда следует, что жертва преступления, очевидно, имеет отношение к одной из русских преступных группировок, а само убийство есть результат идущей в России войны преступных кланов. Это свидетельствует о полной несовместимости системы западных ценностей с происходящими в России процессами, в ходе которых высокие идеалы свободы и демократии искажены до неузнаваемости и находят свое выражение в полной безнаказанности преступного мира, слившегося с так называемым русским бизнесом и уже начинающего подчинять себе политическую элиту страны.
Еще несколько дней австрийские газеты мусолили эту тему, потом перешли к более интересным вещам, и она сама собой забылась. Полиция ткнулась туда, ткнулась сюда, попыталась выяснить историю приобретения квартиры на Лангегассе, зашла в тупик, запутавшись в паутине люксембургских компаний и кипрских счетов, и без особого шума списала дело в архив. Тем более что никакой особой ценности два мертвых русских гангстера не представляли, гражданами Австрии или иной цивилизованной страны не являлись, никто ими не интересовался и интересоваться не собирался. Их тихо закопали рядышком, под бормотанье католического священника. В этот день было пасмурно, а к вечеру стал накрапывать дождик…
Школа для молодых
В пансионат под Ленинградом должно было съехаться более двухсот человек.
Конечно, на лекторов это не распространялось.
«1. Иностранцев – всех.
3. Обеспечить географию.
Означало это следующее. Все доклады иностранных участников принимаются безоговорочно (за исключением явной муры). Так же принимаются все доклады научного молодняка из Института – будем писать его с большой буквы, – где работали Платон, Ларри, Марк и Виктор Сысоев. Преимуществами при отборе пользуются представители периферийных вузов. И надо обеспечить как минимум одну девочку на трех представителей сильного пола.
Исполнение этой инструкции гарантировало веселую и не обремененную привычными заботами жизнь в течение двух недель, отсутствие проблем с институтским начальством и еще более высоким начальством из Академии, а также обещало массу полезных и приятных знакомств и связей.
Вопросы всегда были многочисленны, разнообразны и никак не соотносились друг с другом даже при самом тщательном изучении. Никто, возможно, включая и самого Платона, не смог бы восстановить логическую связь таких событий, как согласие некоего А выступить оппонентом на защите кандидатской диссертации соискателя Б, восьмичасовой загул в Лефортовских банях в компании личностей из автосервиса, дарственное вручение ящика шампанского никому не известной тетке из Центросоюза, перенос семинара по матметодам с четверга, скажем, на будущий понедельник и так далее. Да, впрочем, такой связи могло и не быть. Просто в результате всех этих событий создавалось некое переплетение интересов, которое могло долго существовать в дремлющем состоянии, но зато в нужный момент, когда возникала более или менее серьезная проблема, тут же подключались разбирающиеся в этой проблеме люди, начинали работать рычаги, проворачивались какие-то колесики, и проблема получала неожиданное и изящное решение.
самодельная фефка , нужен совет
собрался сделать самодельную фефку для пайки твердыми припоями, разогрева мелких деталей и тд.есть компрессор от отслужившего холодильника , ресивер -бачек от зила ,емкость под бензин- корпус старой паяльной лампы.
может кто имел дело с этой штуковиной ,интересует какое должно быть давление на выходе и какую применить горелку.
Когда-то баловался дома химическими опытами, иногда возникала надобность растянуть-согнуть-спаять стеклянные трубочки. Чисто из интереса попробовал сделать простейшую горелку с февкой. Обыкновенная фитильная коптилка, заправленная бензином для зажигалок, к горлышку склянки проволокой была прикреплена стеклянная пипетка, через резиновый шланг подсоединен в качестве ресивера — сильно не смейтесь — обыкновенный воздушный шарик. На шланге винтовой зажим для регулировки потока. Полностью надутого шарика хватало до 10 минут горения синим пламенем длиной 3-5 см. Удавалось даже спаивать встык трубочки диаметром 4-5 миллиметров.
Подтверждаю.
Прошел через это.
Валерий Иванович: какое должно быть давление на выходе
от 1.1 до 3 атмосфер. В 90% случаях достаточно иметь 1,3 атмосферы.
Валерий Иванович: компрессор от отслужившего холодильника
там хладоген в качестве смазки работает, на воздухе быстро сдохнет.
Сам не пользовался, но видел варианты с мощными компрессорами для рыб. В данном случае без ресивера обходились.
Валерий Иванович: какую применить горелку
Смотря для какой работы. подбирают для определенной работы. некоторым нужны ядро длиной 1 сантиметр и в диаметре 2-3 мм, подогреваемая часть до 1 сантиметра. подходит горелка для ювелиров.
Для снятие краски с металич. изделии уже совсем другая горелка.
Прощу прощения, не завалялся ли у кого нибудь инструкция по использованию Паяльной Лампы ЛП-0,2?
Gegi4: там хладоген в качестве смазки работает
Нет, там масло. В данном применении нужно обеспечить его циркуляцию. Для этого ресивер ставится выше компрессора, и из нижней части ресивера периодически масло нужно подавать на вход компрессора. На входе компрессора обязателен воздушный фильтр.
Gegi4: но видел варианты с мощными компрессорами для рыб
Этот вариант существенно проще и лучше.
У меня была другая конструкция, тоже с шариком. Воздух проходил через банку с опилками, смоченные бензином. А вот чтоб вся конструкция не рванула перед самой горелкой была небольшая емкость набитая тонким медным проводом.
Gegi4: там хладоген в качестве смазки работает
Ну не сам хладоген, то есть фреон, а добавленное в него фреоновое масло. Хотя смысл один и тот же — такой компрессор никуда больше не годится.
shoolia: Нет, там масло.

Форум про радио — сайт, посвященный обсуждению электроники, компьютеров и смежных тем.
Паяльник для пайки SMD деталей своими руками — SMD Soldering Iron
إظهار عناصر التحكم بالمشغّل
تعليقات • 70
Слюда со скотчем хорошо изолирует. При первом включении скотч выгорает, слюда остаётся.
Получается что-то вроде термостойкой этикетки на слюдяной основе, которую хрен отдерёшь (как на банках с шампунем, только термостойкая).
Некоторым моим самодельным паяльникам больше 10 лет, у многих уже всё жало сгнило, а изоляция остаётся в отличном состоянии.
Я сейчас заканчиваю снимать новый паяльник со сменным жалом и сменным герметичным нагревателем. Отличие от классической модели в том, что всё собрано на винтиках, легко разбирается и собирается.
а провод какое сечение и длина?
@Мастерская Юрия Здравствуйте, у меня пару штук лежит от телевизора и прочего мне бы длину и сечение узнать.
Всё есть в описании.
Если длину нихромового провода сложить по палам и мотать сразу в 2 провода, то будет удобней собирать нагревательный элемент, к тому же не будет индуктивности 🙂 ведь направление тока будет взаимно противоположно. В качестве внешнего корпуса на нагревательный элемент лучше подобрать корпус от нажимной пишущей ручки, там корпус часто делают из металла или весь или половину. Зато вид будет ДОСТОЙНЫМ. Если добавить ещё одну обмотку, то можно сделать либо форсированный режим, либо увеличенную мощность паяльника.
@SOTVM Стклоткань не годится для нагревателя. Даже сравнительно низкая температура в 500-600С при длительном воздействии разрушает стеклоткань. А миканит легко выдерживает 1000С продолжительное время.
Я вас разочарую, 20 ватт — мало. Как минимум 50 а то и 150 ватт на каждый паяльник. Посмотрите характеристики паяльников и термопинцетов у ведущих фирм, таких как ТЕРМОПИНЦЕТ JBC HT420-A Мощность: 50 Вт Напряжение: 24 В, Термопинцет Hakko FM-2022 24 В / 140 Вт, Демонтажное устройство Ersa X-TOOL VARIO (0740EDJ) рабочее напряжение 24 В. мощность 150 Вт, Термопинцет Goot XST-80G потребляемая мощность
70 Вт. напряжение 24 В, Abss 902 Esd Smd двойной паяльник пинцет
24 В. 60 Ватт, Электрический пинцет AOYUE 950,
бывает на 220, 110, 24 В. Выходная мощность всегда: 60w Берите пример с лучшего, а не с Китая. Кроме температуры, есть ещё время для выпаивания. Раньше норматив был 3 сек, сейчас из за без свинцовых припоев она стала выше, а норматив 1.8 сек. При плотном монтаже СМД компонентов жало должно быть узким и чуть длиннее, вот для этого и компенсируют температуру нагрева, когда теплоёмкость кончика жала недостаточна, хотя само жало в области нагрева будет немного горячей. Термопинцет заменить может только специальное жало на паяльную станцию серии 900M-T-RT и 900M-T-R с большой натяжкой можно использовать 900M-T-K
900M-T-H и никакие фены и ИК паяльники при плотном монтаже не помогут. А ещё платы бывают многослойные и перегревать их нельзя, ведь может внутренний переход между слоями пропасть.
Я планирую изготовить ещё один паяльник, мощностью около 20 Ватт, в котором постараюсь устранить известные недостатки двух предыдущих моделей.
Провод надо заранее отжечь либо на газовой горелке, либо плавным прогревом. Иначе может быть К.З. Ещё лучше сделать обмазку из талька или гипса и силикатного клея (жидкое стекло), только высохнуть должен сам без внутреннего прогрева.
Мужику респект за такой паяльник. Всем нытикам вперед в магазин за покупками новыз Т-12 жал и т.п. Кто хочет тод делает, кто не хочет ищет причины. Паяльник не плохой и у настоящих мастеров нет предела совершенству. Бывает нет желания покупать, а сделать самому т.к. свое ты сделаешь лучше и интереснее.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Так можно собрать весьма кучерявое устройство.


Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.

и припой c флюсом внутри:


Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
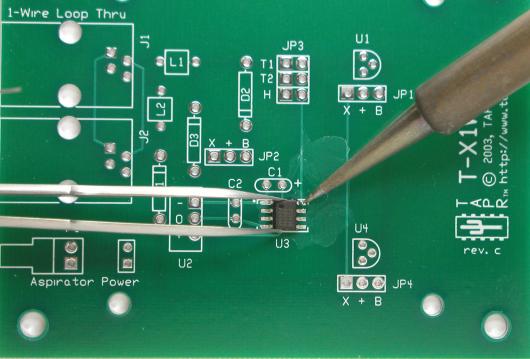
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Читайте также: