
Эллиптическое днище своими руками
Добавил пользователь Alex Обновлено: 18.09.2024
Эллиптические днища получили широкое распространение на предприятиях, производящих ёмкости и агрегаты, которые используются в нефтеперерабатывающей и нефтехимической сферах, в газовом и химическом секторах, а также в фармацевтической и пищевой областях.
Как изготавливают эллиптические днища?
Расходное сырьё для производства эллиптических днищ — листовой металл. Для изготовления днищ металл подвергается нескольким этапам обработки, в т. ч. посредством гидравлических прессов. В первую очередь листы подвергают механической резке, раскраивая их на отдельные заготовки. Затем их нагревают и подают на прессы.
Одним из главных этапов производства является выбор марки листового металла. Чтобы купить эллиптические днища, в первую очередь следует обращать внимание на материал, из которого они произведены. Именно от этого зависит то, в каких эксплуатационных условиях они могут использоваться. Также от марки металла во многом зависит цена эллиптических днищ.
Что учитывается при производстве эллиптических днищ?
В соответствии с ГОСТ при изготовлении днищ необходимо учитывать множество факторов, в числе которых:
химический состав и особенности рабочей среды;
температура нагрева стенок (минимальная, максимальная);
технологические свойства материала;
Свойства качественных эллиптических днищ
Для каких бы условий вам ни требовались эллиптические днища, они должно обладать высоким качеством, достигающимся посредством технологичного оборудования и современных технологий. При заказе днищ вам должна быть предоставлена возможность выбора нужного размера изделий, а также марки стали — она может быть легированной, нержавеющей и углеродистой, — из которой произведены изделия. Днища должны быть надёжными, эффективными, устойчивыми к коррозии и произведёнными в соответствии с ГОСТ.
К техническим параметрам эллиптических днищ относятся показатели наружного диаметра изделий, радиус уклона, толщина стенок и высота цилиндрической части.
Где заказать эллиптические днища?
Разобьём данную конструкцию на сборочные единицы и детали. Изделие состоит из цилиндрической части корпуса, эллиптического и плоского днищ и двух опор (подвижной и неподвижной).
2.1 Раскрой деталей аппарата
2.1.1 Раскрой цилиндрической части корпуса
Цилиндрическая часть корпуса (рисунок 2), может компоноваться методом обечаек и методом карт. Метод обечаек используется в нефтяной и химической промышленности для формирования цилиндрической части корпусов.
При этом методе вся цилиндрическая часть делится на отдельные обечайки. Каждая обечайка собирается и сваривается отдельно с одним или несколькими продольными стыками, затем обечайки собирают в корпус.
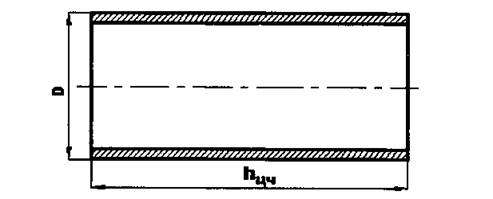
Рисунок 2 - Цилиндрическая часть корпуса
Определим количество обечаек корпуса по формуле:
Км. "max где поб - количество обечаек, шт;
Ьц.ч - длина цилиндрической части, мм;
hmax- максимальная ширина стандартного листа по ГОСТ 19903-74 на сортамент стали, мм.
No6= 4800/2500= 1,92 шт Необходимое количество обечаек должно быть целым числом. Согласно
расчёту, примем количество обечаек равным 3 шт. Исходя из этого, согласно ГОСТ 19903-76, при толщине металла S = 18 мм, примем ширину листа обечайки равную:
- 1600 мм -3 листа
Определим длину развёртки обечайки по формуле:
разе,ей1 2 > ( 2 - 2 )
где Ьразв - длина развёртки обечайки, мм;
DBH - внутренний диаметр теплообменника, мм;
S - толщина стенки теплообменника, мм;
ЬРазв= 3,14(2400+18)-(2+1,5) = 7589 мм
Из сортамента выбираем длину стандартного листа близкой к размеру развёртки обечайки. Принимаем:
- лист 1600х 7600х 18 (3 шт. на аппарат, всего 150 шт.);
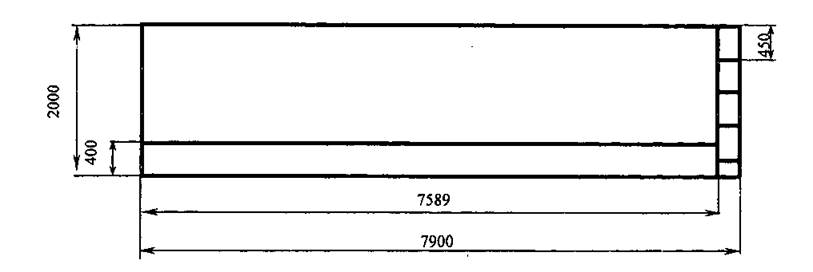
Рисунок 3 - Раскрой листов цилиндрической части корпуса
Определим коэффициент отхода на цилиндрическую часть корпуса:
F 2 +20х60хЮ0))/1100х7700)х100%=6,2% Для плоского днища выбираем лист 6800x900x10 по ГОСТ 19903-74 (Рисунок 6).
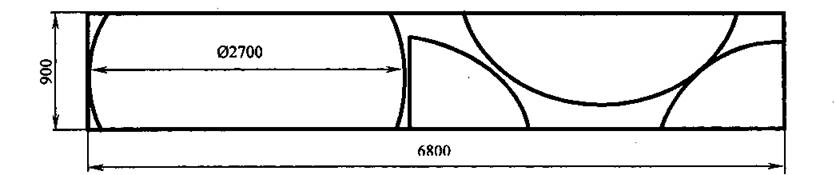
Рисунок 6 - Раскрой плоского днища
Котх =((6800х900-(2хЗД4х1350 2 ))/(6800х900)хЮ0% = 6,5%
2.1.3 Раскрой опоры
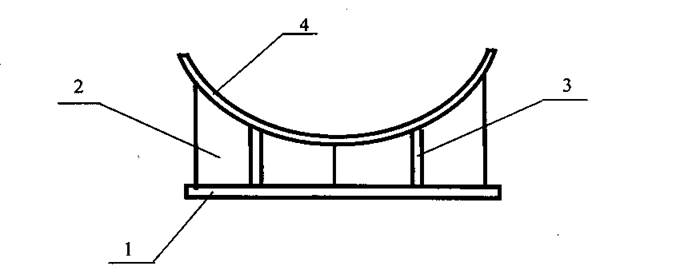
1 - горизонтальный лист опоры, 2 - вертикальный лист опо-ры,3 - рёбра жёсткости, 4 - подкладной лист
Рисунок 7 - Опора Разобьём опору на четыре части (Рисунок 7):
Материал частей опоры выбираем сталь ВСтЗсп.
Берём 2 листа 2700x1100x18 для одного аппарата, 100 листов 2700x1100x18 для всей партии (50шт).
Рисунок 8 - раскрой горизонтального листа опоры 1
Для изготовления 2 части берём 2 листа 2700x100x18 для одного аппарата, 100 листов 2700х ЮООх 18 для всей партии (50шт). Котх = 0%

Эллиптическое днище состоит из криволинейной части (полуэллипс), и прямолинейного участка h высотой от 40 до 80 мм, который принимается в зависимости от толщины металла и внутреннего диаметра. Если отношение большой полуоси “а” к малой “b” равно 2, что характерно для большинства эллиптических днищ, то диаметр заготовки днища определяется по следующей эмпирической зависимости:
где а - средний радиус днища, мм;
h - высота цилиндрической части днища=40мм;
Д - припуск на обработку ;
S - толщина металла =8мм.
Припуск на обработку берется в размере 1,5. 2% от первоначального диаметра .
Определив диаметр заготовки эллиптического днища, необходимо по ГОСТ 19903-74, выбрать размер листа для вырезки заготовки для днищ с обеспечением минимального отхода металла, который в нефтяном и химическом машиностроении не должен превышать 8%.
Согласно ГОСТ Р 52630-2012 заготовка днища может состоять из нескольких частей с последующей их сборкой и сваркой. Существует несколько схем компоновки заготовки для получения минимальных отходов.

Рис.3. Схемы компоновки заготовки для эллиптических днищ.
Величина L в данном случае:

Рис. 4. Схема раскроя заготовки для эллиптического днища.
Принимаем длину листа 5400 мм, при ширине 1700 мм.
Также на раскрой помещаем вводные и выводные планки, необходимые для сварки. На каждый не кольцевой сварной шов, необходимо 4 планки. Исходя из рис.4, для каждого сварного днища необходимо 3*4=12 планок. Для двух днищ необходимо 24 планки. Для сварки каждой обечайки также необходимо 4 пластины. Для 3 обечаек необходимо 12 пластин. 12 пластин также необходимо для сварки опорной части. Всего необходимо заготовить 48 вводных - выводных пластин(60х100мм).

Рис.5. Раскрой листового металла эллиптического сварного днища.
По причине того, что ГОСТ 19903-74 предусматривает для ширины листа 1700 мм, длину от 3000 мм, раскройку листового металла будем производить на листе длиной 5400 мм, сразу для двух днищ.
Вычислим процент отхода:

где Fл - площадь стандартного листа по ГОСТ, мм 2 ;
Fзаг - суммарная площадь заготовок, вырезаемых да листа, с учетом годового выпуска изделий, мм 2 ;
Fтех - суммарная площадь деталей (входных и выходных планок для сварки, контрольных пластин для механических испытаний свойств сварного соединения, а также деталей, используемых для изготовления изделий данного цеха или других цехов завода) мм 2

На тех производствах, где активно используют металлические емкости, обязательно будут применять днища. Ведь именно они являются обязательной конструкцией для емкостей.
Форма днища может быть разнообразной:
Лучшим вариантом из вышеперечисленных будет эллиптическое днище. Именно оно позволяет создать повышенный уровень давления. Сосуды, в конструкции которых идут эллиптические днища, чаще всего используются в фармацевтике или химической промышленности.
Без эллиптических днищ не могут обойтись большинство производств. Чтобы днища цилиндрической емкости выдержало ту нагрузку, которая на него ложится, оно должно быть надежным. Идеальным решением будет его укрепить конструкцией из эллиптического днища.
Где используют эллиптические днища
Такие изделия, как эллиптические днища, изготовляются согласно нормам, имеют высокие эксплуатационные характеристики. Они выпускаются с большим диапазоном размеров:
- диаметр – от 133 до 4000 мм;
- толщина стенок – от 0,4 до 12 см.
В комплекте с днищем идет переходное кольцо. Оно предназначено для защиты от коррозийных повреждений. В этих целях покрыто специально предназначенным слоем изоляции.
Используют эллиптические днища в следующих случаях:
- в конструкции вакуумных агрегатов;
- во время оборудования нагревательных резервуаров;
- в системе отопления;
- при изготовлении вагонов-цистерн для железных дорог.
В тех емкостях, где хранят спиртосодержащие продукты, эллиптические днища просто незаменимы.
Особенности
Эллиптические днища производят на специальных прессах с помощью нескольких методов:
Каждая компания сама выбирает свой способ производства. Перед штамповкой днища закаляют температурами. Готовое изделие обязательно калибруется, а после этого проходит проверку для определения качества. Они должны быть герметичными и стойкими к механическим нагрузкам.
Такие стальные детали отличаются крепостью. Основа – нержавеющая сталь, которая обеспечивает длительную эксплуатацию. Учитывая, что днища изготавливаются из нержавейки, они могут выдерживать большое давление. На практике доказано, что лучший способ получить качественный элемент – это правильно выбрать материал. Для заказа продукции стоит обратиться к опытному производителю. Для получения подробных консультаций обращайтесь к специалистам. Они ответят на все интересующие вас вопросы, что поможет определиться с выбором.
Днище является неотъемлемым конструктивным элементом любой емкости, служащим для соединения стенок сосуда и обеспечивающим его герметичность и целостность.
Основное предназначение днищ — гарантия непроницаемости емкостей, работающих при высоком давлении, поэтому эти комплектующие должны отличаться особой прочностью и устойчивостью к неблагоприятным воздействиям.

Днища применяются в качестве составных частей котлов, резервуаров, ресиверов, газгольдеров, реакторов, газопроводов, трубопроводов, фильтров, воздухосборников, диссольверов и многих других емкостей.
Виды днищ из металла
В зависимости от назначения использования резервуара и условий его эксплуатации применяются днища разных размеров и форм: округлые (эллиптические, сферические, полусферические, торосферические, тарельчатые и т. д.), конические и плоские.
Также возможно классифицировать днища по наличию у них отбортовки. Отбортовка — это загиб кромки днища для его дальнейшего соединения с кромкой цилиндрической основы сосуда, представляет собой цилиндрический участок длиной от 25 до 50 мм.
Данная технология обладает рядом преимуществ, например, наделяет конструкцию повышенной жесткостью и снимает дополнительную нагрузку со шва, вынося его за пределы опасной зоны с наибольшим давлением.
Отбортованные днища обладают большей популярностью и активно применяются при изготовлении сосудов с высоким рабочим давлением. Днища без отбортовки имеют менее широкую область применения и используются в емкостях, содержащих газы и инертные жидкости.
Эллиптические днища являются одним из наиболее популярных видов, охватывающих широкий спектр областей промышленности: нефтегазовую, химическую, фармацевтическую, деревообрабатывающую, энергетическую и многие другие. Они представляют собой выпуклые изделия, сечение которых имеет вид половинки эллипса.

Благодаря своим конструктивным особенностям и наличию отбортовки данный тип днищ чаще всего используется в качестве основания сосуда, ориентированного на работу под высоким давлением.
Читайте также: