
Труба кундта своими руками
Обновлено: 06.07.2024
Эта работа была прислана на наш "бессрочный" конкурс статей.
В ноябре прошлого года я прочитал статью Экселенца "Тепловые трубки своими руками". Статья во многом спорная, но и во многом дельная. Читается на одном дыхании. Удар был нанесен в самое сердце оверклокера - бесшумный разгон!
Несколько слов для тех, кто не в курсе. Тепловая трубка - это устройство, имеющее теплопроводность во много раз выше меди. Тепло по тепловой трубке отводится от камня и рассеивается массивным пассивным радиатором, закрепленным, например, где-то за пределами корпуса. Плюсы: бесшумность, возможность использования сколь угодно большого радиатора, без опасения раздавить камень, для рассеивания тепла от процессора.
реклама
Меня здорово смутила сложность изготовления прибора. Не токарные работы (есть у меня знакомые виртуозы резца и суппорта), а необходимость в хорошем вакуумном насосе. Где его взять, я не представлял. Но все равно почему-то очень захотелось сделать тепловую трубку. Сразу делать, сложный девайс я не стал. Мне было интересно: можно ли сделать тепловую трубку в домашних условиях, как говорится, "на коленке". Вакуумного насоса у меня нет. Исходя из этого ограничения и выбиралась методика изготовления.
Итак, я приступил к проектированию опытного образца. Образец делался для проверки возможности получения вакуума путем кипячения. Я взял медную трубку диаметром 20 мм. С одного конца на трубку я напаял медную пластину толщиной 1мм. Это будет зона испарения. Пластина будет прилегать к эмулятору процессора. С другого конца я припаял резьбу 0,5 дюйма. Сделано это для привинчивания к тепловой трубке через тройник манометра и крана "Маевского".

Манометр я слегка модернизировал. Разобрал и подогнул коромысло. Теперь стрелка манометра стала стоять на 4атм, принимаем эту точку за начало отсчета. И я думаю, если давление в трубке, после моих манипуляций, станет ниже атмосферного, то стрелка отклонится влево, и я узнаю, насколько глубокий вакуум получился в трубке.

Кран "Маевского" ставится на батареи отопления, для стравливания из них воздуха. На фото это небольшая белая штука с винтом посредине. Перекрывается этим же винтом.
Ход мысли следующий: наливаю в трубку теплоноситель, (опыты проведу с водой), довожу до кипения, пары кипящей воды вытесняют воздух, перекрываю кран, по законам физики должен получиться вакуум. А результат контролирую по манометру. Вся эта сантехническая ботва рассчитана на давление 10 атмосфер, и я не думаю, что что-то не выдержит.
Собрал тепловую трубку с лентой "фум" - тонкая, белая лента применяется для герметизации резьбовых стыков водопроводов. Залил немного воды, смонтировал кран "Маевского", приоткрыл его и стал нагревать на газовой плите низ трубки. Вода в трубке закипела, пар стал выходить через отверстие крана. Я подождал, когда пар стал со свистом вырываться из крана и быстренько отверткой закрутил кран. Стрелка манометра на трубке после моей модернизации встала на делении 4 атм. Принимаем это положение за 1атмосферу (атмосферное давление)

После перекрытия крана стрелка медленно поползла влево. Трубка была очень горячая, и я поместил ее под холодную воду. Стрелка прибавила скорости. Остановилась стрелка на 1,1 атмосферу ниже. А это значит, что в трубке вышел вакуум глубже, чем в космосе. Это, конечно, шутка. Погрешность измерений. Но, тем не менее, душу греет.
реклама

Теперь надо разработать радиатор на зону конденсации, стенд для эмулирования тепловой нагрузки процессора и вперед, тестировать на пригодность для оверклокинга.
Для экспериментальной тепловой трубки требуется и экспериментальный стенд. Я не знал, получится ли у меня изготовить в домашних условиях трубку, подходящую для оверклокинга. Поэтому постарался, по возможности, снизить финансовые затраты на эксперименты. Если мне понадобился стенд, эмулирующий тепловую нагрузку процессора, то решено было его сделать из материалов, найденных в кладовке.
Материалы: латунный кубик примерно 1,5 на 1 на 1,5 см, обрезок керамической плитки, четыре винта М4, длинной в среднем 40мм, паяльник. Конструкция стенда понятна из фотографий.


Принцип работы примитивно прост. В кубике латуни просверлено отверстие, в котором при помощи стопорного винта закреплено жало паяльника. Паяльник нагревает латунный кубик, площадь стороны которого, примерно равна площади ядра Barton. Мощность 100-ваттного паяльника немного больше мощности, которую выделяет разогнанный процессор (разогнанный Barton потребляет, по некоторым данным, около 85 Вт, 15 запас на будущее). Мне кажется все логично. Перед тестированием в прорезь в кубике помещу термопару 1 для измерения температуры "процессора", термопара 2 будет измерять температуру зоны испарения. Сможет ли мое детище остудить это чудо техники?
Для изготовления зоны конденсации приобрел такую вот монструозную штуку.

Размеры 110 на110 на 100 мм. Площадью поверхности около 2000 квадратных сантиметров. Трубка превращается в трубищу. Сигареты сняты для сравнения размеров. Справится с камнем или нет?
Вспомнив о том, что изначально статья называлась "Тепловая трубка, сделанная на коленке", я не стал отдавать радиатор на завод фрезеровщику. Решил попробовать сделать все сам. Нашел в своих инструментальных развалах сверло диаметром19мм, метчики на 0,5 дюйма, наточил зубило. Результат на фото. Коряво, но за счет корявости увеличивается площадь соприкосновения пара и радиатора.



Боковые отверстия предназначены для крана Маевского и манометра.
реклама

Просверлены сверлом 19 мм, после чего в них нарезана резьба 0,5 дюйма. Зону конденсации насверлил сверлом и поддолбил зубилом. Алюминий острым зубилом снимается довольно легко."Выфрезерованную" часть закрывает пластина с накрученной резьбой – удлинитель с контргайкой. Пластина к радиатору крепится на саморезах. Соединения я, по глупости, герметизировал силиконовым герметиком, на кислотной основе, мог бы догадаться прочитать инструкцию по применению к герметику. В результате изделие перестало держать вакуум. Я долго не мог понять, в чем дело? Оказывается, на баллоне написано "не совместим с алюминием, медью. " Да, инструкции надо хотя бы иногда читать!
Приобрел нейтральный герметик. ПРОЧИТАЛ инструкцию. С алюминием и медью совместим. Загерметизировал.
С перепугу сделал новый, паянный теплосъемник. Медное основание взял от пробитого диода высокой мощности. Насверлил кучу отверстий диаметром 4,5 мм. Конечно не насквозь, а на глубину 11мм. До "насквозь" осталось 3мм. Сделано это для увеличения площади теплоотдачи. Остальные части нашел в своих "плюшкинских" запасах. Развальцованную, латунную трубку и часть прецизионного конденсатора.

реклама

Медное основание грел на газовой плите. Паял припоем ПОС-61, с флюсом ФГСП. Паяльник использовал мощностью 100 Вт. Получилось что-то похожее на гранату из "звездных войн".
После сборки залил в новое изделие 25 граммов кипяченой воды, теплоизолировав радиатор, довел воду до кипения, завернул кран. (Если радиатор не теплоизолировать на время кипячения, то ничего не выйдет, вода, испаряясь, тут же конденсируется, охлаждая зону испарения и не получается интенсивного кипения. Для достижения максимума разряжения необходимо, чтобы пар интенсивно, со свистом вырывался из крана.) Получил вакуум минус1,1 атм (опять погрешность манометра. На фото красная стрелка показывает положение черной стрелки до тепловой обработки - атмосферное давление). Для контроля ждал три дня. Манометр не зафиксировал потери вакуума. Все нормально, приступаю к тестам.
Для объективности тесты провожу в сравнении с кулером Volkano 7+, но с вентилятором, работающим от 5 В. Пять вольт из соображений тишины. Вряд ли у меня хватит терпения слушать этот вентиль на 12-ти вольтах. А если серьезно, вулкан на 12 В мощный куллер, а моя система все-таки пассивная. Думаю немного уровнять шансы.
Приторачиваю к стенду сначала вулкан.
реклама

Включаю. И тут происходит неожиданная ситуация. Температура муляжа процессора начинает резко расти:
| Время (мин) | Темп. муляжа проц. |
| 0 | 21 |
| 5 | 76 |
| 10 | 95 |
| 15 | 102 |
После чего температура стабилизировалась на уровне 99-102 градуса. Ждал один час. Никаких изменений. Почему один из самых мощных кулеров не смог охладить мой муляж процессора? Возможно, я слишком заглубил термопару? Но она находится в углублении, заподлицо с поверхностью. Углубление заполнено термопастой КПТ-8. Возможно, сказывается разница в толщине. Процессор- пару миллиметров кремния вместе с подложкой, а у меня 1,5 сантиметра латуни. Так же мощность паяльника, нагревающая муляж процессора – 100 Вт. В общем, стенд получился мало похожим на оригинал. Ничего. Сравним тем, что есть. Не статья, а какая то примерочная. Все примерно, на глазок, без расчетов. Но цель статьи – доказать возможность изготовления пассивного кулера на эффекте тепловой трубки, в домашних условиях.
А теперь тот же стенд, но с моим монстром.
реклама

| Время (мин) | Темп. муляжа проц. |
| 0 | 22 |
| 5 | 77 |
| 10 | 88 |
| 15 | 93 |
| 20 | 100 |
| 30 | 114 |
Дальше температура в течение часа изменялась от108 до115 градусов. Не так уж плохо. Проигрыш вулкану небольшой. И это "самоделка на коленке", без расчетов, из подножных материалов.
В предыдущих тестах я выяснил, что изготовленная мной конструкция по эффективности совсем немного уступает кулеру Volkano 7+ c вентилятором, включенным на 5 вольт.
реклама
Путем кипячения мне удалось понизить давление в т. трубке, при котором вода в ней закипает при температуре 45 градусов. Возможно и ниже, я сужу на слух. При этой температуре в трубке начинает раздаваться пощелкивания. Мне кажется, что если снизить температуру кипения теплоносителя, то эффективность моего кулера возрастет. Вакуумного насоса у меня нет. Поэтому снизить температуру кипения теплоносителя я могу только заменой теплоносителя.
Через две недели после вышеописанных событий я решил сравнить воду и ацетон. Температура кипения ацетона при нормальном атмосферном давлении 56 градусов Цельсия. По старой схеме залью ацетон в трубку, теплоизолирую ее, нагрею на газовой плите до кипения, потом закрою кран Маевского. Чтобы исключить ошибки, я сначала протестирую трубку с водой, а потом с ацетоном и, конечно, с вулканом7+ с питанием вентиля 5 вольт.
Тестирую на все том же своем бюджетном стенде. Нагреваю его паяльником 100 Вт.

Тепловая трубка (на фото с ацетоном, красная стрелка манометра - атмосферное давление, черная показывает разряжение после тепловой обработки)
реклама
Начинаю с Volkano 7.
| Время (мин) | Темп. муляжа проц. |
| 0 | 21 |
| 5 | 76 |
| 10 | 95 |
| 15 | 102 |
Дальше температура колебалась около 102 градусов. Напоминаю, конструкция моего стенда далека от реальности, поэтому такие температуры. Поэтому я сравниваю эффективность трубки с кулером вулкан относительно.
Теперь на стенде тепловая трубка с водой
| Время (мин) | Темп. муляжа проц. | Темп. испарителя |
| 0 | 21 | 21 |
| 5 | 61 | 54 |
| 10 | 88 | 72 |
| 15 | 95 | 72 |
| 20 | 98 | 77 |
| 25 | 108 | 78 |
| 30 | 107 | 79 |
| 40 | 108 | 79 |
Дальше температура колебалась в пределах 105-109 градусов в течении 40 минут, потом я прекратил тест.
Следующим номером программы идет заправка т.трубки ацетоном. Я слил из трубки воду, залил ацетон, теплоизолировал зону конденсации(здоровенный радиатор см. фото) а дальше нагрел зону испарения на газовой плите. Как только из крана Маевского стали со свистом вырываться пары ацетона, и радиатор сильно нагрелся, я отверткой перекрыл кран. Судя по показаниям манометра (фото 2), разряжение в трубке получилось, а значит, и температура кипения ацетона, снизилась. Все эти процедуры прошли намного быстрее, чем с водой. Вся заправка трубы ацетоном заняла примерно 15 минут.
Собираем стенд и вперед.
| Время (мин) | Темп. муляжа проц. | Темп. испарителя |
| 0 | 21 | 21 |
| 5 | 64 | 47 |
| 10 | 88 | 72 |
| 15 | 94 | 67 |
| 20 | 100 | 67 |
| 25 | 100 | 71 |
| 30 | 100 | 69 |
| 40 | 100 | 71 |
| 50 | 100 | 69 |
| 60 | 100 | 71 |
И далее также в течение еще 40 минут, дальше надоело.
Производительность тепловой трубки на ацетоне, с пассивным охлаждением, оказалась немного выше производительности кулера Volkano 7+ на 5-ти вольтах. Также температура зоны испарения при использовании ацетона ниже, чем с водой в среднем на 6-8 градусов. А это тоже должно отразиться на реальной температуре процессора.
Можно приблизительно прикинуть температуру реального процессора Атлон-Бартон 2500, разогнанного множителем до 2800 без поднятия напруги на проце. Вулкан на 5-ти вольтах охлаждал мой Бартон до температуры ядра (МВМ, W83L785TS-S diode) в покое 42 , загрузка 45-47 градусов. На моем стенде он показал 102 градуса. То есть реальная температура настоящего проца в 2,2 раза меньше температуры муляжа на моем стенде. А это, для трубы на воде, - 49 градусов. А для трубы на ацетоне – 45,5 градусов. Мне кажется, для пассивной системы охлаждения это очень неплохо. Это, конечно, приблизительные расчеты. Но все равно "внушаить!"
К сожалению, конструкция данной т.трубки плохо приспособлена для реальных тестов на настоящем оборудовании. Боюсь расколоть процессор. Да и разбирать систему водяного охлаждения не хочется. Пойду другим путем: изменю конструкцию т.трубки для реальных условий.
Что же, пора приступать к проектированию корпуса компьютера с пассивным охлаждением.
Ждём Ваших комментариев в специально созданной ветке конференции.
Подпишитесь на наш канал в Яндекс.Дзен или telegram-канал @overclockers_news - это удобные способы следить за новыми материалами на сайте. С картинками, расширенными описаниями и без рекламы.

Рисунок из оригинальной статьи Кундта 1866 года в Annalen der Physik, показывающий устройство прибора (fig.6 & 7, top) и создаваемый частицами рисунок(fig.1, 2, 3, 4).
Труба Кундта — это экспериментальный акустический прибор, изобретённый в 1866 немецким физиком Августом Кундтом [1] [2] для измерения скорости звука в газах или твердом цилиндре. На сегодняшний день прибор используется для демонстрации акустической стоячей волны.
Август Кундт- немецкий физик второй половины 19-го века. Он много изучал свет и звук, две области, в которых физика волн занимает центральное место.
Для того, чтобы изучать стоячие звуковые волны, он использует прозрачную трубку, заполненную воздухом и мелкой пылью (тальк).
С помощью поршня, ударяющей по мембране на конце трубки, он исследует условия, позволяющие ему получить стоячие волны. Узлы и противоузлы колебаний становятся видны сквозь трубку благодаря тальку, который сосредоточен в узлах.
Не имея возможности изменять частоту, Кундт изменял длину трубки.
В этой анимации, длина поддерживается неизменной и только частота возбуждения регулируема. Результат остается тем же: Наблюдают явления резонанса, когда длина L трубки и длина звуковой волны от громкоговорителя находятся в определенном соотношении.
Подвести мышь к внутренней части трубки для отображения движений молекул воздуха.
Дымоход – необходимая часть отопительной системы частного дома. Он обеспечивает правильное функционирование печи или котла, организует отвод вредных продуктов горения за пределы жилья.
Постараемся разобраться, как обустроить дымоход своими руками, чтобы отопительные коммуникации были безопасными и для людей, и для дома.
Требования к устройству дымохода
К установке приборов отопления предъявляют требования, изложенные в нормативной документации.
Монтаж устройств регулируется положениями СНиП 2.04.05–91 и ДБН В.2.5-20-2001. Также перед составлением проекта желательно изучить материалы о системах отопления (СНиП 41-01-2003), об устройствах теплогенерации (НПБ 252–98), о технических условиях для работы тепловых аппаратов (ГОСТ 9817–95), о правилах и нормах эксплуатации дымовых каналов (ВДПО).

Конструкция дымохода и особенности монтажа должны полностью соответствовать требованиям, обозначенным в СНиП, иначе не получить акт проверки сооружения, который выдается после ввода в эксплуатацию
Часть требований адресована конкретно к устройству дымоходов. Конструкция сооружения может быть какой угодно, но материал изготовления обязательно должен быть негорючим.
В качестве материалов, используемых для строительства дымоходов, могут выступать:
Все без исключения конструкции являются сборными, а сам монтаж – фрагментарным, так как дымоход проходит через несколько помещений (например, комнату и чердак).
Чтобы сооружение отвечало требованиям пожарной безопасности, следует правильно рассчитать его параметры, а также подобрать по размерам все составные детали. При установке заводского оборудования необходимо исполнять все рекомендации, изложенные в инструкции, включая порядок сборки и способы монтажа деталей.
Кирпичная труба - классический вариант для твердотопливной системы, в которой температура дымовых газов достигает 500-700º. Кладка ее - трудоемкий процесс, но при соблюдении правил вполне осуществимый своими руками
Дымоход с характеристиками, максимально приближенными к кирпичной трубе, можно сложить из модулей керамической дымоходной системы
Сооружение металлического дымохода из готовых труб выполняется проще и быстрее всех видов применяемых в настоящее время дымоходов. Однако в твердотопливных системах этот вариант стараются не использовать, т.к. металлические трубы быстро прогорают и требуют частой замены
Одной из модернизированных вариаций металлической трубы является сэндвич-дымоход. За счет особой конструкции у него увеличен срок службы и улучшены технические показатели
В документации прописаны отдельные положения, которые также нужно учитывать, например:
- длина дымохода может быть любой, но не менее 5 м (высота вентиляционных каналов – не меньше);
- сечение трубы должно соответствовать входному отверстию в генераторе или превышать его;
- для каждого теплогенератора необходим отдельный дымоход;
- скорость проточного воздуха внутри трубы – от 15 м/с до 20 м/с; определяется материалом изготовления (норма для стальных – не менее 0,5 мм);
- для регулярного осмотра и мероприятий для очистки дымоходы оборудуют карманами (нишами) глубиной 0,25 м;
- максимальное число поворотов дымохода – 3;
- радиус закругления должен превышать диаметр канала;
- высота трубы над крышей регулируется конструкцией кровли: на плоской – 0,5 м; выше кровли на 0,5, если она расположена на расстоянии 1,5 м (и менее) от конька; равна или больше оси конька, если расположена на расстоянии 1,5-3 м.
Установлен порядок возведения конструкции – обязательно снизу вверх, то есть от теплогенератора (котла, печи) через перекрытия на крышу. В сборных конструкциях каждую последующую деталь трубы вводят в предыдущую.
Рабочая температура герметиков, применяемых для фиксации деталей, должна быть не менее 1000º. Снаружи соединения оборудуют хомутами, крепежный материал не должен попадать внутрь дымохода.

Для крепления тройника предусмотрены опорные кронштейны, а чтобы избежать прогибания канала, через каждые 2 м на стене необходимо фиксировать крепления-хомуты для поддержки трубы
В нормативной документации определены места, в которых разрешено устанавливать дымоходы. Материал стен обязательно должен быть негорючим, если же это условие не соблюдено (например, в здании с деревянными стенами), то при монтаже в целях защиты следует использовать насадные или коронные трубы.
Инструкция по кладке дымоотвода из кирпича
Наиболее древние дымоходы, известные человечеству, устраивали из камня, а затем из кирпича вместе с первыми печами. Природный материал и по сей день используют для строительства отопительных систем в частных домах. Рассмотрим основные этапы возведения кирпичного дымохода.
Особенности конструкции кирпичной трубы
Существует два варианта подключения кирпичной трубы. Первый, более легкий, устанавливают прямо на печь, второй сооружают рядом и подключают переходником. Дело в том, что вес кирпичного дымохода высотой 5 м и более достаточно велик, и не каждый тепловой генератор может его выдержать.
Для строительства одной трубы требуется от 500 до 800 кирпичей (в зависимости от высоты потолков и кровли), вес каждого из них – 3,8 кг.
В любом случае дымоход – не просто полое внутри сооружение, а сложная конструкция, состоящая из нескольких функциональных частей.
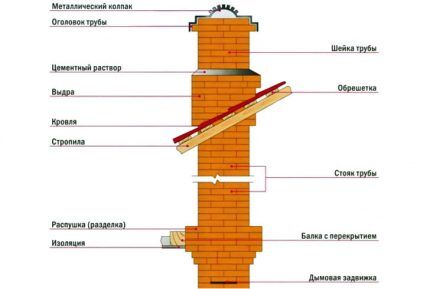
Рабочая часть трубы, находящаяся ниже потолка – это внутренний дымоход. Он начинается сразу от поверхности печи (котла) и заканчивается у самого потолочного перекрытия (за 4 ряда кладки)
Часть трубы от распушки до выдры – это внешний дымоход. Над кровлей возвышается шейка, заканчивающаяся оголовком (альтернативой дефлектору).
Главным условием безопасности является расстояние от внутреннего канала, по которому проходят горячий дым и газы, до поверхности стен и элементов перекрытий. Оно равняется 0, 25 м – именно такова длина одного строительного элемента, красного полнотелого кирпича.
Второе условие касается расположения дымоотвода. Его необходимо возводить строго вертикально, максимальная возможная погрешность – 3 градуса. И третье условие – это идеальная герметичность кладки, в которой не должно быть сквозных отверстий и щелей.
Последний вариант предпочтителен для русских печей, прямоугольный – для каминов. Для кухонных плит небольшой мощности подходит первое решение.
Кирпичный дымоход по технической сути является продолжением системы дымовых каналов - дымооборотов, формируемых во время кладки агрегата
В верхней части печки дымообороты закрывает перекрыша. Остается только один дымоходный канал, в нашем примере остался еще и отвод на теплообменник
Кладка дымовой трубы производится с обязательным соблюдением перевязки. Толщина швов не должна превышать 5 мм, лишний раствор следует сразу же убирать
Для того чтобы дымовые газы не "вылетали в трубу", а обогревали мансардное пространство, кирпичную печь можно оборудовать теплообменником - тунгуской с водяным котлом
Желающим использовать металлическую гильзу в дымовом канале следует помнить, что она должна быть установлена на всю высоту дымохода, а сам канал не должен быть заужен больше чем на 1/8 от его сечения
При использовании металлической гильзы в районе мансарды кирпичную кладку вокруг нее необязательно штукатурить, что выполняют для определения утечек дымового газа
Если в районе холодного чердака металлическую гильзу не планируется обкладывать кирпичом, ее утепляют негорючим материалом: минеральной или стекловатой
Металлические части комбинированной дымовой трубы, к примеру, дымоотвода от тунгуски, прокладывают в невозгораемых коробах, которые закрывают металлическими листами
Выбор материала и приготовление раствора
Печной дымоход оборудуют вместе с кирпичной печью. Если установлен другой агрегат, то трубу надстраивают после его монтажа. Для строительства потребуется кирпич и раствор, а также инструменты: кельма, отвес и специальный молоточек для подбивки.
Кирпичи предварительно вымачивают. Для устройства распушки и выдры потребуются части кирпичей размером в ½, 1/4,1/8, ¾.

Чтобы части кирпичей были ровными, а процесс нарезки происходит без лишней пыли, рекомендуем использовать дисковую пилу с алмазными сменными кругами
Обычный цементный раствор для кладки не подходит, необходима смесь глины и песка. Это обосновано характеристиками глины, которая имеет коэффициент линейного расширения, близкий параметрам кирпича. В зависимости от типа глины (тощей или жирной) отношение ее к песку может меняться: 1:3 или 1:4.
Глину предварительно подготавливают – замачивают в воде и выдерживают около 3 дней. Перед применением материал должен обладать консистенцией, напоминающей жидкую сметану, и не иметь посторонних включений. Особые требования предъявляются и к песку. Лучший вариант – грубоватый, с зернами 0,9-1,0 мм.
Глину и песок перемешивают небольшими порциями, по ходу кладки. Иногда требуется добавлять воду. Качество раствора легко определить по тому, как он контактирует с кельмой: масса должна оставлять следы на поверхности, но не стекать с нее и не прилипать большими кусками. Если возникают проблемы с самостоятельным приготовлением смеси, можно купить готовую.
Порядок кладки основных частей
Если установлен котел или закончена печь, можно начинать возводить кирпичный дымоход. Порядок работы традиционный: нанесение раствора, затем монтаж кирпича, регулировка его относительно соседних деталей руками и небольшим молоточком.
Вертикальное расположение проверяют после укладки каждого ряда с помощью отвеса. Ширина стенки – 12,5 см. Прямой элемент трубы заканчивают за 4 ряда до распушки – расширения в потолочном перекрытии.
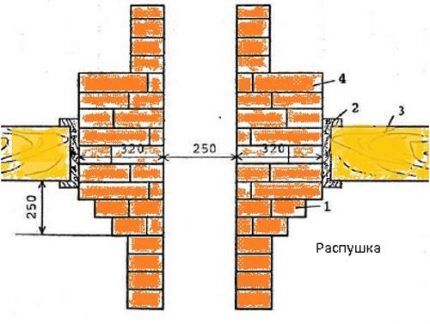
Чтобы расширить толщину стенок, необходимо сложить 4 ряда один над другим, чтобы каждый последующий сдвигался на 1/8. Какие части кирпича лучше брать – указано на схеме
Необходимо исключить давление потолочной конструкции на кладку, поэтому между перекрытием и распушкой оставляют щель шириной 2-3 см. Ее используют для монтажа изоляционного материала, например, плит минваты.
Через чердак вновь проходит прямой участок трубы, затем делают выдру. Ее нижний ряд необходимо выкладывать, когда внешний край дымохода прошел через кровлю. На данном этапе для приготовления раствора часто используют цемент, более прочный и износостойкий, чем глина.
Выдра состоит из 6 рядов, отступ каждого следующего – 1/8 от целого кирпича. Отверстия вокруг трубы изолируют и прикрывают стальными кровельными листами.
Следующий этап вновь прямой – шейка, которую венчает оголовок.

Форма и размеры оголовка могут отличаться, но традиционный вариант – это два ряда, первый из которых сдвинут на 1/8, второй – на ½ от целого кирпича
Для дымохода необходим дефлектор, чтобы клубы дыма не возвращались обратно в трубу. По периметру оголовка монтируют крепления для колпака – защиты от осадков. Часто колпаки используют как элемент декора, поэтому им придают интересную и красивую форму.
Сооружение керамического дымохода
Сборные дымоходы из керамики стали популярны благодаря прочности, безопасному составу, экологичности, легкости монтажа. Они позаимствовали лучшие технические характеристики у стальных и кирпичных моделей. Единственный минус – высокая стоимость комплектов. Рассмотрим, как происходит устройство дымохода из керамики в частном доме.
Конструкция сборного типа
В отличие от кирпичных дымоходов, керамические монтируют уже из готовых элементов, склеивая из между собой специальным раствором. Изготовить самостоятельно детали из керамики не представляется возможным, для строительства приобретают готовые комплекты.
Производители представляют стандартные наборы, из которых можно собрать дымоход для камина, печи или котла.
Элемент керамического дымохода – часть трубы в разрезе. Размеры труб у разных производителей отличаются, один из стандартов – 3 штуки на 1 м дымохода
Кроме керамических труб в комплект входят следующие детали:
- элемент основания с отводом для конденсата;
- деталь для подключения с патрубком (угол 90º или 45º);
- ревизионная камера с дверцей;
- облегченные блоки для наружного обрамления;
- набор для внешнего оформления (на кровле);
- негорючий изоляционный материал для монтажа;
- пастообразный клей.
Дополнительно требуется крепеж (кронштейны) и негорючий материал для облицовки: штукатурка, натуральный камень, керамическая или клинкерная плитка.
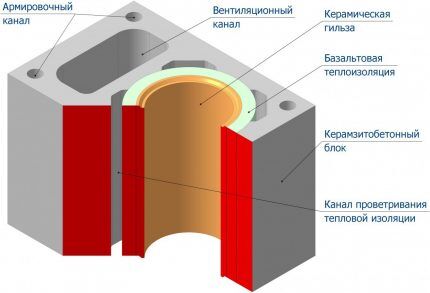
Технический термин "керамический дымоход" является определением трехслойной системы, внешняя часть которого выполнена оболочкой из керамизитобетона, внутренняя - это керамический канал. Между оболочкой и каналом проложена минераловатная изоляция
По углам керамзитобетонных блоков есть отверстия, в которые устанавливаются арматурные стержни. они служат направляющими и обеспечивают жесткость конструкции
Керамическая дымоотводная система собирается по модульному принципу из подготовленных к монтажу элементов. Главное, обеспечить герметичность соединений
Проходку через кровельную конструкцию устраивают по правилам для кирпичной трубы. Зазор вокруг дымохода перекрывают коробом с минватой
Деталь, закрывающая устье от осадков, оснащается конусом, слегка зауживающимся кверху. Это решение сокращает проникновение атмосферной влаги внутрь системы
Из блоков с керамической трубой сооружают преимущественно коренные дымовые трубы, к которым печи подключают кирпичным или металлическим участком трубы. Для облицовки керамических стенок дымохода предложен широкий ряд каменных облицовочных материалов
Чтобы можно было проводить проверку и чистку дымохода, в нем устраивают ревизионные камеры, для которых производят элементы особой конструкции. Для прочистки и подключения в канал устанавливаются керамические тройники
Для устройства шибера устанавливается тройник и внешняя металлическая панель с передвигающейся задвижкой. Она нужна для регулировки размеров сечения отверстия дымохода
Как и обещал, публикую статью об изготовлении курительной трубки. Отснял заготовку на каждом этапе, но все никак руки не доходили написать для каждой фотки текст. Огромная, как выяснилось, работа.
. UPDATE .
Статья уже здорово устарела, а написать новую
все времени нет :) Зато есть более свежее видео, вернее,
целый фильм. Это 2015 год. Как найду время, обязательно
сниму новое видео, и отдельные видео по разным этапам
процесса. Так что переходите по ссылке,
подписывайтесь на канал :)
Вот так выглядит готовая трубка. На изготовление этой трубки у меня ушло два полных рабочих дня. Это большая удача: в среднем на трубку уходит больше времени, поскольку часто заготовки уходят в брак из-за скрытых дефектов материала. Плюс у меня было заранее подготовленное колечко из бивня мамонта.
Материал, из которого делаются трубки, называется бриар. Это нарост в корневой системе древовидного вереска - деревца, обитающего вокруг средиземного моря в засушливом климате в каменистой почве. В этом пористом наросте деревце накапливает влагу, а из грунта впитывает минералы, делающие его твердым и почти не горючим. Именно такие сложные условия произрастания делают этот материал идеальным для изготовления курительных трубок.
На этом снимке грубо вырезанный и расчерченный блок. В исходном блоке трубка размещена под углом, потому прежде чем вырезать, пришлось наклеить на эпоксидку обрезки бриара. Сейчас они видны по углам. Это упростит фиксацию заготовки в токарном станке. А в последствии эти уголки срежутся.
У деревянной части трубки - стаммеля - будет два отверстия. Одно в чубуке для крепления мундштука (мортиз), и одно в чаше - табачная камера. Из дна мортиза в одно табачной камеры будет просверлен дымовой канал. Оси всех трех сверловок находятся в одной плоскости, она расчерчена посередине блока.
Это колечко из бивня мамонта. Оно заранее подготовлено. Иногда приходится потратить целый рабочий день, чтобы заготовить такие колечки из разных материалов с разными размерами.
Один торец колечка сточен строго перпендикулярно оси. Этой стороной оно будет обращено к чаше. Другая сторона не сточена - сточится уже на месте.
Вот так выглядит сам бивень.
Помимо бивня мамонта я использую и другие материалы: коровий рог, лосиный рог, различные сорта дерева (люблю самшит и корень бубинго), акриловые имитации всевозможных материалов. Любопытно, что трубку с бивнем мамонта нельзя отправлять в США. Для защиты редких животных их законы запрещают импорт изделий из слоновой кости, а таможенники не могут отличить слона от ископаемого мамонта, которого уже немного поздно защищать. Потому на американский рынок используется только акриловая имитация слоновой кости.
На токарном станке я выточил на торце чубука цилиндрик под внутренний диаметр колечка. Приклеил колечко на эпоксидный клей, затем сточил торец и просверлил мортиз. Очень важно делать это за одну установку, чтобы ось мортиза была точно перпендикулярна торцу. Иначе на стыке чубука и мундштука была бы щелочка.
Именно потому, что заготовку на этом этапе нельзя снимать со станка, приходится заранее заготавливать колечки. Работу упростил бы второй токарник, даже самый маленький, но пока есть и более необходимое оборудование, на которое уходят свободные средства.
Если не делать колечка, то обойтись можно и без токарника, имея лишь сверлильный станок. Торец чубука в таком случае точится сверлом Форстнера. Это фреза, используемая для сверления под мебельные петли, например.
Следующий этап - сверление дымового канала. Я сверлю его, подавая руками заготовку на вращающееся в токарнике сверло. Упираясь в нужном месте задней бапкой, я не даю сверлу уйти в сторону.
Для этого нужно сделать лунку на тыльной стороне заготовки. В эту лунку и упрется центр задней бапки. Еще одна лунка на дне мортиза - в нее попадет сверло.
Дымовой канал просверлен на нужную глубину до предполагаемого места встречи со сверловкой табачной камеры.
Сверло - 4мм. Диаметр сверловки - вопрос спорный. Большинство фабричных производителей делают каналы узкими, около 3 мм. Датские мастера предпочитают чуть шире - 3.5 мм. Большинство наших мастеров сверлят на 4мм. Американские мастера тоже любят широкие каналы.
Трубка с широким каналом курится, на мой взгляд, вкуснее и суше. Чуть возрастает вероятность засасывания в канал частичек табака, но для бесфильтровых трубок это не проблема: канал легко прочистить ершиком, не разбирая трубку. Сам я с этой проблемой и не сталкивался, поскольку курю в основном крупно нарезанные табаки английской группы. Датские табаки обычно нарезаны мельче, от того, наверное, и датские мастера предпочитают каналы поуже.
Отверстие просверлено чуть-чуть ниже центра дна мортиза. В бентах это необходимо, чтобы ершик легко проходил собранную трубку. При шлифовке канала отверстие будет чуть расточено вверх до овала.
За следующую установку на токарник я сверлю табачную камеру и точу цилиндр чаши. Форма трубки совершенно не цилиндрическая, и будет выводится другим инструментом, но будет от чего отталкиваться.
На заднем плане сверло для табачной камеры. Это переточенная на параболу перка.
Камера точится до тех пор, пока не сойдется с дымовым каналом. Канал должен войти в центр камеры по самому дну. Чуть правее-левее - не большая проблема, и в разумных пределах я такую ошибку допускаю. Чуть ниже, канавкой по дну - не совсем правильно, я стараюсь такой канавки не оставлять. Чуть выше - однозначно брак. Трубка с завышенной сверловкой канала не будет докуриваться до конца, начнет "закисать", что испортит вкус.
В данном случае все идеально. Выход канала будет еще аккуратнее после шлифовки.
Видно, что наклеенные уголки сточились и не станут частью трубки.
Следующий этап - точение формы. На заднем плане шлифовальный диск с липучкой. Я устанавливаю его на токарник, но можно приспособить любой мотор, или даже воспользоваться болгаркой.
Использовать для этого токарник даже не совсем правильно. Любящий свой станок токарь никогда не станет использовать на нем никакие абразивы. Но мой станок итак стар и не точен, до меня на нем работали много поколений учащихся какого-то ПТУ.
На снимке видны пара черных точек - это сендпиты - песчинки, попавшие в бриар из грунта. Эти сендпиты сточатся, но даже попав на поверхность трубки, они вполне допустимы. Гладкие трубки без сендпитов продаются дороже.
Сперва я точу закругления чаши только с четырех сторон.
Затем уже грубо вывожу всю форму.
Если намочить заготовку, видны грейнсы - естественный рисунок бриара. Позже я сделаю эти грейнсы контрастными с помощью последовательной шлифовки и окраски.
Стаммель еще немного отшлифован грубой шкуркой (150 грит), отрезан кусок эбонита под мундштук.
Мундштук будет чуть изогнутый, но сперва он делается прямым. Эбонит легко гнется при нагреве, затем застывает. Но это позже.
На токарном станке я вытачиваю цапфу - шип мундштука для соединения со стаммелем - деревянной частью. Цапфа имеет точный диаметр, чтобы плотно держаться в мортизе, но не застревать. И по длине точно подогнан под глубину мортиза, чтобы внутри собранной труби не было полости. Если быть совсем точным, длина цапфы все-таки чуть-чуть меньше глубины мортиза, на 0.2 мм примерно. Это нужно из-за температурного расширения, чтобы в теплой трубке не образовалась щелочка.
Канал мундштука просверлен тремя сверлами: сперва чуть-чуть 3.8 мм, затем 2.5 почти до конца, затем на встречу со стороны загубника 1.5мм.
Затем я растачиваю щель загубника. Для этого используются следующие инструменты:
Насадка для бормашинки Dremel нужна, чтобы набросать направление щели. Большинство фабричных производителей и некоторые мастера (итальянцы в основном) на этом и останавливаются. Но если делать все по уму, щель нужно расточить глубоким конусом вглубь мундштука. Для этого я использую обломок пилки для электрического лобзика.
Третий инструмент называется конусный риммер. Это треугольный надфиль со сточенной насечкой. В широком месте сечение вписывается в окружность диаметром 4мм - как раз под диаметр канала стаммеля. Вращая этот риммер в канале, я убираю "ступеньки" между сверловками разными сверлами. Получается плавное сужение от 4мм на входе до 1.5мм у загубника. Опять же, многие производители этот этап опускают, а эти ступеньки копят конденсат из дыма.
Затем я грубо точу форму мундштука тем же шлифовальным диском на липучке. Дальше - только ручной инструмент: напильники и шкурки.
На этом снимке грубо выведена форма загубника. Я делаю это плоским напильником.
Еще немного поработал напильником, а дальше - шкурка 150 грит на вот таком вот брусочке. Я использую разные брусочки: круглые, прямоугольные, сложных профилей. Шлифовать на пальцах не получится как минимум из-за разной плотности материалов: бриар провалится, мамонт и эбонит выпучатся.
Дошел до 240 грит. Намочил. Видны грейнсы.
Каналы стаммеля и мундштука пошлифовал шкурками на деревянной шпажке. Со стороны загубника - шкурками, сложенными в острый уголок. Канал стаммеля я шлифую до 320 грит - дальше нет необходимости. Задача лишь избавиться от следов сверла, затрудняющих чистку. Канал мундштука я не только шлифую до 800 грит, но и полирую пастой на длинном ершике (виден позади трубки).
Затем я нагреваю мундштук строительным феном и загибаю его. Затем остужаю холодной водой. Пока не было фена, я использовал простую свечку. Феном удобнее только потому, что невозможно случайно поджечь эбонит.
Отшлифовал шкуркой 320 грит. Вывел окончательную форму загубника. Загубник я делаю физиологичным, подобно боксерской капе.
Начиная с 320 грит я окрашиваю трубку между шкурками. Сейчас я использую черную водную морилку. После окрашивания смываю остатки морилки влажной тряпочкой.
Здесь окрашенная в черный цвет трубка отшлифована до 400 грит. Как видно, часть морилки, попавшая на более пористые волокна, впиталась чуть глубже, и осталась после шлифовки. Так проявляется контраст грейнсов.
Процедура повторена со шкуркой 500 и 600 грит.
Наношу основной цвет. Это уже спирторастворимая морилка. Опять же, излишки морилки смываются влажной тряпочкой, чтобы трубка не пачкала руки.
Полирую трубку пастой на полировальном круге. На отполированном мундштуке видны небольшие косяки шлифовки - там перешлифовываю, довожу до 1500 грит, и полирую повторно.
Подтеки морилок в табачной камере сошлифовываю шкуркой на такой вот палочке. Использую грубую шкурку 150 грит. Некоторые мастера шлифуют камеру в зеркало, но я считаю это не только излишним, но и вредным. На грубую поверхность камеры быстрее ложится нагар.
Наношу маркировку трубки клеймами. Свое имя - А. Бондарев. Грейдинг А-Б-В, А - самый высокий. И дату изготовления, в данном случае 2013-09-13. Традиционно мастера используют для клейм латиницу, но я предпочитаю родные русские буквы. Возможно, мне прийдется приумерить свой патриотизм, когда выйду на зарубежные рынки, но пока мои трубки продаются лишь в России и СНГ.
На готовую трубку я наношу карнаубский воск - натуральное вещество, придающее глянец, например, конфетам M&Ms. По сути это лишь предпродажная подготовка, поскольку со временем карнауба сотрется. Для нанесения карнаубы я использую такой же хлопковый диск, как для полировки.
Осталось сшить кожаный мешочек, и трубка готова. В камере осталась капелька черной морилки - не беда. Закурится. Бóльшую часть брызг стер, дальше тереть уже нельзя без искажения геометрии камеры.
Читайте также: