
Регулятор температуры для паяльника полипропиленовых труб своими руками
Добавил пользователь Skiper Обновлено: 18.09.2024
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
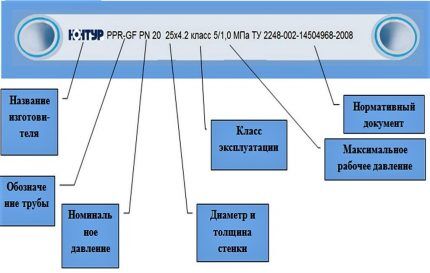
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
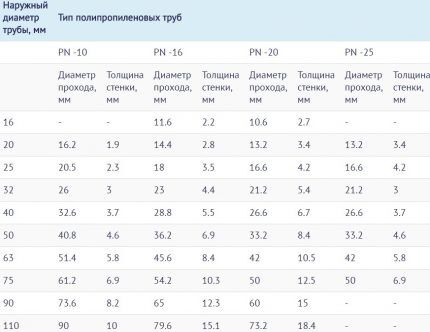
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
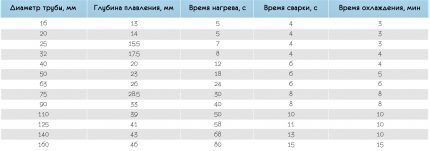
Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Обычно паяльник продается в комплекте с парами муфта-дорн, которые устанавливаются на аппарат в зависимости от диаметра труб
Лезвия трубореза должны быть остро наточенными, не иметь зазубрин или сломов. Чтобы движение было плавным, необходимо следить за исправностью трещоточного механизма
PPR трубы с армированием требуют дополнительной подготовки. Она заключается в снятии алюминиевого армирования шейвером или торцевателем
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.

Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Трубы и фитинги из полипропилена сейчас очень популярны. Они отлично подходят для изготовления разнообразных бытовых водопроводных систем, отопительных разводок и сетей.
Активностьприменения полипропилена оправдана: в отличие от металла, трубы из этого материала не надо сгибать трубогибом, делать резьбу, варить сваркой.
Ремонт, соединение или наращивание в системе производятся посредством пайки специальным паяльником. Чтобы не тратиться на его приобретение, можно изготовить прибор своими руками.

Пайка полипропиленовых труб к содержанию ↑
Паяльник из старого утюга
Для создания такого паяльника можно воспользоваться старым утюгом с рабочей подошвой, который больше не нужен в хозяйстве. Необходимо, чтобы мощность утюга была не менее 800 Вт.

- деревянный брусок длиной 50 см с сечением 40х50 мм;
- саморезы-прессшайбы 3х14-16 см – 4 штуки;
- насадки-гильзы на паяльник сантехнический с прижимным болтом;
- изоленту;
- саморезы 4,5 см;
- кабель питания с вилкой;
- плоскогубцы;
- ключ шестигранный;
- молоток;
- наждачку или шлифовальную машинку;
- нож малярный;
- сверла 6-8 мм и дрель;
- крестовую насадку к дрели для саморезов.
Процесс изготовления
Вначале разбирают утюг, отсоединяют подошву от терморегуляторов. Брусок простругивают, шлифуют наждачкой до гладкости.

В подошве высверливают несколько дырок для бруска (в зоне, свободной от нагревательного элемента). Брусок подгоняют по сечению, ставят в паз подошвы и фиксируют саморезами с помощью дрели с крестовой насадкой.
Важно! Диаметр сверла должен быть меньше, чем шляпка самореза.
Под болты на конце контрактной группы нагревательной подошвы просверливают пазовые отверстия с двух концов бруска. Контакты разворачивают при помощи плоскогубцев для возможности подключения, пластины прижимают прессшайбами.
Рядом с верхней частью подошвы делают еще одно отверстие для прижимного болта для гильз. Парные насадки для сварки труб садят на прижимной болт, затягивают шестигранным ключом. Кабель питания подключают к контактам, обматывают место стыковки на ручке паяльника изолентой.

Установка насадок на подошву утюга к содержанию ↑
Паяльник с регулятором нагрева
Такой прибор дает возможность контролировать температуру его нагрева. Для сборки паяльника, кроме рабочей подошвы от утюга, готовят:
- терморегулятор, термопару, 2 наконечника;
- индикатор стрелочный со шкалой;
- проводники изолированные по 1 м длиной;
- вату асбестовую.
Наконечники специальной формы под вывод нагревателя и штуцер делают заранее или заказывают в токарной мастерской. С утюга снимают кожух, с подошвы убирают терморегулятор и все прочие детали, провода (останется только гладильная плита).

Дрелью просверливают дырки размером 6 мм в наконечниках, прикручивают их к корпусу со стороны носика болтами. С другой стороны подошвы делают отверстия для монтажа термопары.
К последней припаивают длинные провода. Аналогичную проводку подводят к нагревательной спирали, после чего все провода выводят через отверстие в рукоятке утюга.
В завершение работы пространство между плитой и кожухом заполняют асбестовой ватой, которая послужит теплоизоляционным материалом. Кожух ставят на место. Провода подсоединяют к сетевой вилке и терморегулятору по такой схеме, чтобы можно было установить температуру на 255-265 градусов (это позволит полипропилену расплавиться).
Паяльник из газовой горелки
Случается, что ремонт полипропиленовых труб проводится в условиях отсутствия электричества. Для таких работ можно сделать паяльник из газовой горелки, которому не нужна электросеть.
Заранее подготавливают следующий перечень инструментов и расходников:
Стальную шпильку зажимают в тисках, один ее конец прогревают горелкой и загибают под углом в 90 градусов. После остывания нагревают вторую сторону шпильки и сгибают по типу петли.
Если впоследствии нужно будет поменять размер петли, можно еще раз дополнительно нагреть деталь. Держатель для паяльника готов.
Берут хомут, точнее, его часть с гайкой, фиксируют в тисках и делают из нее элемент в форме буквы U. Хомут прикручивают к Г-образной стороне держателя так, чтобы он находился в одной плоскости с петлей.

Рассоединяют парные насадки для паяльника, закрепляют на петле держателя. На сопло горелки надевают хомут, надежно прикрепляют его винтом.
Перед началом работы включают горелку, прогревают насадки до температуры плавления труб. Теплоемкости насадок обычно достаточно для проведения одной операции спаивания, затем их надо будет нагреть еще раз.
По мере достижения нужной температуры горелку выключают и паяют полипропилен. Швы получаются прочными, герметичными.
Важно! Когда насадки остынут, с них убирают остатки пластика, но осторожно, чтобы не повредить слой напыления.
С помощью самодельных паяльников можно провести множество сантехнических работ и самостоятельно сварить трубы отопления. Также мастеру будет доступен ремонт поврежденного участка системы своими силами без лишних затрат.
3 способа изготовить паяльник для полипропиленовых труб своими руками 3 способа изготовить паяльник для полипропиленовых труб своими руками

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Читайте также: