
Как сделать овал из профильной трубы
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
Друзья, приветствую всех на нашем канале, посвящённому всем начинающим самоучкам в ручной дуговой сварке и слесарке.
Давайте разберём важную тему для новичков-как правильно делать прихватки при выставлении диагоналей, если мы свариваем рамку из профильных труб.
Сегодня на работе я сваривал рамку из профильной трубы 40 на 40 мм. Её толщина 1.5 мм, это будет заготовка для заднего борта Камазовского прицепа.
Первым делом режем заготовки в нужный размер и делаем запилы под 45 градусов. Чем точнее мы сделаем эти запилы, тем проще будет собирать саму рамку и тем точнее будет изначальные диагонали даже без подгонки.
Выложили заготовки в рамку и теперь мерим длину, ширину, и диагонали. Тут два варианта развития событий, диагональ сразу хорошая-в пределах 2 мм. И второй вариант, расхождение 2-5 мм. Прихватки ставим во внутренних углах рамки. Так конструкция будет как на шарнирах, будет легко подогнать нужные ровные диагонали.
Перед прихватками измеряем диагонали по внешним углам. А теперь сама суть.
Если диагонали разные, в пределах 2-5 мм, то ставим прихватки во внутренних углах по меньшей диагонали, сейчас буду обьяснять почему именно так.
Для примера взял у сына конструктор. Такой конструктор был у всех нас-Советских детей! Просто увидел в магазине игрушек такой и не удержался-купил.
Сначала чуть теории. Вот у нас две детали под прямым углом друг к другу. Ставим прихватку во внутренним углу этих деталей. Прихватка начинает остывать и начинает стягивать к себе эти детали. И у нас получится угол не прямой , а несколько меньше-меньше 90 градусов. Отталкиваясь от этого, идём дальше.
Вот рамка у которой диагонали немного не ровные, для примера я сделал конструкцию прям так с большой разницей, чтобы было нагляднее для вас. Ставим прихватки где диагонали меньше и смотрите что происходит.
Эти прихватки начинают стягивать на себя заготовки и происходит выравнивание общей конструкции. Рамка выпрямляется-диагонали стремятся к одинаковому значению. Зачастую не нужно больше подбивать ничего молотком.
Рассмотрим второй вариант, когда после сборки перед прихваткой диагонали отличные-разница в пределах 1-2 мм.
Если в рамке с ровными изначально диагоналями мы поставим прихватки также по диагонали. Смотрите что тогда получится.
Диагональные прихватки начинают тянуть на себя по две детали и получаем рамку с разными диагоналями. Просто прихватки второй диагонали не смогут компенсировать стягивающее усилие первых прихваток, это замечено давно в сварочной работе. А как правильно? Смотрите.
Делаем прихватки по часовой или против часовой стрелки. Но и тут есть небольшая хитрость. Как говорилось ранее вторая прихватка не компенсирует полностью первую. Значит первую прихватку делаем чуть поменьше, вторую чуть пожирней. Третью поменьше, четвёртую пожирней. В такой последовательности всё получится отлично.
Теперь сделаем по паре прихваток на внешних углах. Очередность также-по часовой или против часовой.
Вот теперь наша рамка готова к сварке, её диагонали правильно и ровно выставлены.
Почти каждую статью на канале я дублирую подробным видео. Видео также есть на канале.
Кто ставит лайк статье, тому чаще показывают наши материалы в Дзене. И наоборот, дизлайк-наши материалы не покажут больше. Прочитавший также напрямую своей оценкой влияет на развитие канала. Не оставляй статью без оценки.
Профильные трубы, не уступающие по прочности круглым, обладают рядом существенных преимуществ при создании металлоконструкций и возведении силовых каркасов для разнообразных изделий или построек.
Однако плавный изгиб такого проката без специального дорогостоящего оборудования или нагрева представляет определенную трудность и может привести к разрыву металла или потери формы. Но все проблемы исчезнут, если знать один способ, который не потребует высокой квалификации, больших затрат времени и средств.

Понадобится
- строительной рулеткой;
- металлическим угольником;
- сварочным оборудованием;
- магнитным угольником для сварки;
- болгаркой;
- парой использованных отрезных дисков.
Процесс плавного изгиба профильной трубы
Существуют разнообразные способы плавного изгиба профильных труб, наш – один из самых простых и поэтому доступных. Отмечаем на заготовке место изгиба и проводим поперечную черту.
К точке ее пересечения с гранью изделия прикладываем старый отрезной диск, у которого диаметр совпадал бы с линией сопряжения двух сторон трубы, а верхняя его точка лежала бы на противоположной грани изделия.


Из точек сопряжения дуги с линиями углов профильной трубы проводим на смежных сторонах поперечные линии. Точки их пересечения с гранями соединяем, использовав тот же диск, отрезком дуги окружности на противоположной стороне.


От поперечной линии, ближней к загнутому концу трубы, отступив некоторое расстояние, проводим другую, параллельную первой. Далее продолжаем ее вертикально на двух смежных сторонах заготовки.

Металл между отмеченным вертикальным поперечным сечением и, оконтуренный дугами окружности, за исключением самой длинной стороны, аккуратно вырезаем с помощью болгарки и осторожно удаляем.





Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол.

Используя магнитный угольник, завариваем все линии стыка, прочно и надежно фиксируя полученный плавный изгиб.



Смотрите видео
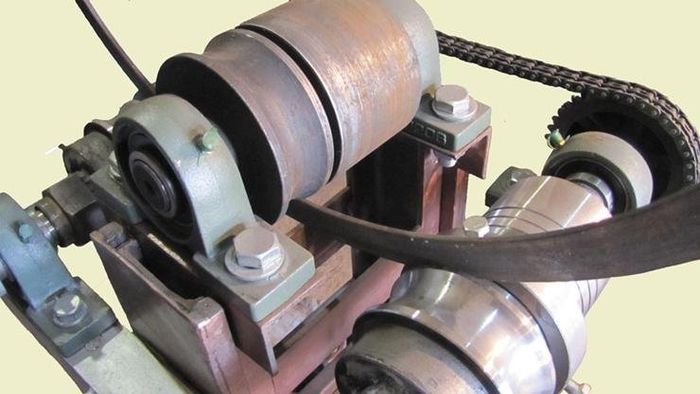
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

Гибка профильной трубы с заломами.

Ролик с ребром по центру.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.

Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.

Профилегиб с валами из велосипедных ступиц.

Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.

Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.

Станок для гибки профильной трубы.





Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
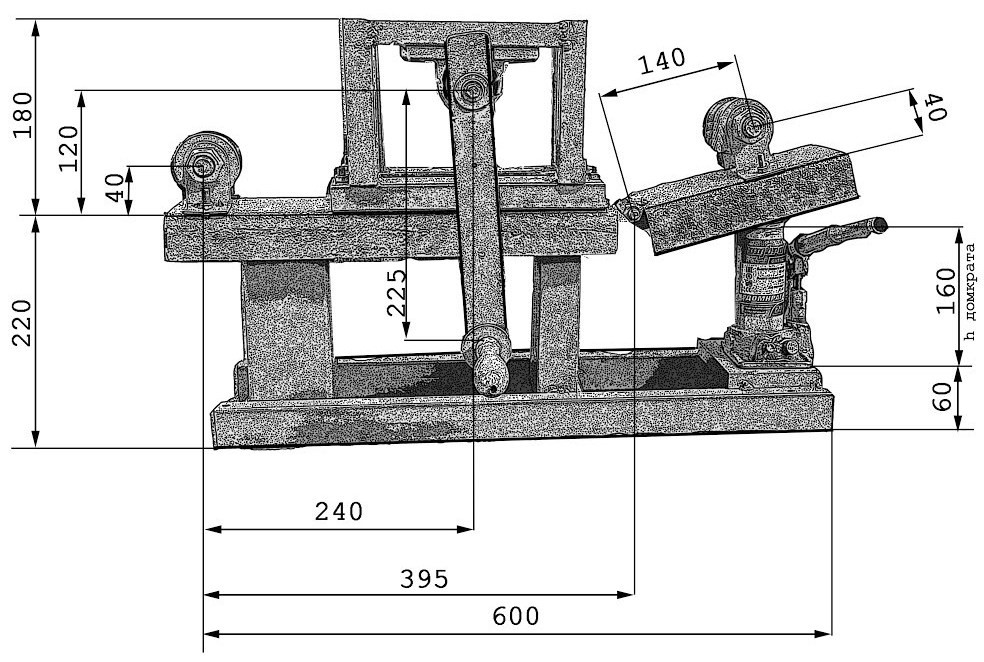
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.

Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.




Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.

Гибка круглой трубы методом обкатки.

Гибка профильной трубы методом обкатки.

Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.

Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.

Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.

Труба с заломами.

Минимальный радиус гибки трубы.

Навес служит для защиты крыльца, парковки автомобиля от вредного воздействия палящего солнца и атмосферных осадков. А также эта конструкция играет роль декоративного элемента, гармонично вписывающегося в ландшафтный приусадебного участка. Изготовить навес из профильной трубы можно и своими руками, если следовать пошаговым инструкциям.
Область применения и общее устройство
Навес сооружается для защиты от неблагоприятных погодных условий небольшого участка, будь то крыльцо, место где хранятся какие-либо вещи или парковка для автомобиля.
Навес, изготовленный из профильных труб, чаще всего представляет собой легковесный каркас с настеленной и прикрученной саморезами кровлей, изготовленной из поликарбоната.

Навес для автомобиля из профильной трубы довольно простая конструкция
Проектирование навеса из профильной трубы
Прежде всего нужно определиться с назначением навеса, будет это просто козырёк над крыльцом или же навес над парковкой авто. При составлении проекта необходимо учесть:
- Размер. Это зависит от цели строительства навеса и той площади, которую он призван защищать.
- Кровельный материал. Его толщина влияет на нагруженность силовых элементов каркаса, а значит, и на выбор опор.
- Количество сезонных осадков и силу ветра. Это влияет на выбор материала для опорных элементов и кровли.
- Тип крепления козырька к дому.
Для установки козырька, требующего крепление к дому, нужно получать разрешение.
Необходимый инструмент
Для выполнения работ по изготовлению навеса понадобится следующий инструмент:
- сварочный аппарат для дуговой или полуавтоматической сварки, электроды универсальные;
- болгарка с отрезным и шлифовочным дисками;
- рулетка длинной от 5 м;
- маркер;
- уровень, гидроуровень или лазерный нивелир;
- шуруповёрт, свёрла;
- гаечные ключи;
- лопата или бур.
- средства защиты глаз и рук.
Выбор материала
Для изготовления легковесного каркаса козырька отлично подойдут холоднокатаные или электросварные трубы квадратного сечения с толщиной стенок 2 мм, так как они обладают высокой прочностью на сжатие и изгиб, легко сопрягаются в местах сварных соединений. При изготовлении ферм лучше использовать трубы прямоугольного сечения. При изготовлении навеса для авто в качестве опор стоит выбирать квадратные профтрубы шириной от 5 до 10 см. Они выдерживают высокую поперечную нагрузку.
В качестве кровельного покрытия обычно используется поликарбонат (сотовый, реже монолитный) профнастил или металлочерепица.

Профильные трубы квадратного и прямоугольного сечения идеально подходят для изготовления опорных элементов каркаса
Чертежи и расчёт материала
Расчёт материала, требуемого для изготовления навеса, задача нетрудная. Достаточно определиться с размерами будущего козырька, затем начертить чертёж. Основываясь на нём необходимо подсчитать общую длину профильной трубы с учётом ширины реза диска.

На эскизе необходимо указать все размеры
В случае строительства навеса для авто и места отдыха, нужно учитывать, что придётся добавлять вертикальные опоры и проводить монтаж закладных в фундаменте.

Изометрический чертёж-схема с размерами навеса для зоны отдыха поможет в будущем строительстве
Как сварить каркас своими руками
Самая простая конструкция навеса — односкатная на основе простых прогонов, так как при её изготовлении отсутствует необходимость загиба профильных труб. Они собираются с помощью ферм с параллельными поясами, закреплённых на опорах под углом.

Односкатный навес является самой простой конструкцией
Далее необходимо сделать несколько шагов:
- Сначала нужно отмерить и нарезать из профильной трубы все силовые элементы конструкции.
- Для сборки рамы надо разложить элементы на горизонтальной плоскости и по возможности закрепить струбцинами для защиты от ненужных движений. Прихватите места стыка сваркой, убедившись в соответствии размеров по чертежу, проварите стыки полностью.

Сборка рамы проводится в несколько шагов
Изготовление ферм
Металлическая ферма — несущая конструкция с зигзагообразно расположенными силовыми элементами между поясами. Существуют различные конструкции ферм, применяемых при постройке навеса из профильной трубы.

Конструкция фермы конкретного навеса может быть разной
Последовательность изготовления фермы:
- Эти элементы свариваются согласно чертежу на горизонтальной плоскости. При этом нужно прижимать их струбцинами сначала на прихватки. Затем, убедившись в правильности размеров, провариваются стыки полностью.
- Первая изготовленная ферма будет шаблоном для сварки остальных.
- После окончания работ швы нужно зачистить болгаркой, далее просверлить отверстия для крепежа кровли по верхней стороне фермы.

Фермы из профильной трубы делаются по шаблону
Как согнуть трубы
Для арочных ферм необходимо загибать профильные трубы. Для этого можно воспользоваться ручным или электрическим гибочным станком. Если такового нет, то можно сделать данную работу вручную, одним из нескольких способов.
Надрезка
Проводится загиб следующим образом:
- Сначала нужно сделать надрезы болгаркой на верхней грани трубы с шагом 10–15 см (зависит от радиуса планируемой арки).
- Теперь можно сгибать трубу от середины, предварительно зажав заготовку в тисках.
- В конце необходимо заварить расширившиеся пропилы, а также зачистить швы болгаркой.

Надрезка является одним из способов загиба профильной трубы
Набивание песком
Метод, который не требует наличия специальных инструментов. Выполняется эта работа следующим образом:
- Сначала нужно заварить или забить пробкой один конец трубы.
- Теперь можно засыпать песок в полость, забить пробку с другого конца.
- Подогреть резаком, гнуть по нужному радиусу.
Видео: как согнуть трубу без трубогиба
Установка и крепление опор для навеса
Этот этап работ проводится по следующему плану:

Схема поможет качественно выполнить работу
Сборка конструкции
Сборку боковых и стропильных ферм можно производить на земле, если есть кран или другое оборудование для подъёма. При их отсутствии эту работу проводят отдельно, то есть сначала крепятся боковые фермы к опорам, а затем стропильные.
Сначала фиксация происходит на нескольких точечных прихватках, после чего обязательно нужно проверить геометрию плоскостей и проварить стыки полностью.

Сборка ферм можно проводить на земле
После сборки каркас зачищается и тщательно загрунтовывается антикоррозийным составом. От качества этой обработки зависит долговечность конструкции.
Отделка и настил кровли
Красить необходимо предварительно зачищенную и прогрунтованную поверхность. Если где-то остались места со ржавчиной, рекомендуется покрыть каркас смесью преобразователя, грунтовки и краски. Использовать для этого можно флейцевую кисть.
Настил кровли
Самым распространённым материалом для кровли навесов является сотовый поликарбонат. Он отражает часть солнечных лучей, создавая при этом тень. Некоторые особенности при работе с этим материалом:
-
Листы сначала примеряют на каркас, далее отмечают линии разреза для стыковки, а также места отверстий, совпадающие с просверлёнными дырками в металле.

Крепёж поликарбоната проводится саморезами с термошайбами

Стыковка листов поликарбоната проводится с помощью специального профиля

Вставка торцевого профиля проводится в конце работ
Необходимо заранее приобрести соединительные профили, термошайбы и торцевые профили для обеспечения герметичности.
Видео: изготовление навеса для автомобиля своими руками
Фотогалерея: готовые варианты навесов из профильной трубы
Для автомобиля подойдёт и двускатный навес Односкатный навес с фермами — самый простой вариант Навес из профильной трубы подойдёт и для дровницы Плоский навес должен располагаться под углом Арочный навес над терассой имеет оригинальный вид Легкий арочный навес для автомобиля станет отличным украшением приусадебного участка Навес для мест отдыха можно сделать передвижным
Навес из профильной трубы многофункционален. Он может стать неплохой заменой гаражу. Его изготовление доступно даже непрофессиональным сварщикам. Также такой навес не требует больших финансовых вложений. Владельцам дачных домиков и полноценных загородных домов стоит обратить на это внимание.
Читайте также: