
Как сделать угол 20 градусов на профильной трубе
Добавил пользователь Morpheus Обновлено: 18.09.2024
Если хотите научиться сваривать тонкую профильную трубу, то в этой статье мы подробно расскажем что для этого необходимо. Наши эксперты подготовили для Вас простые и рабочие способы для сварки тонкостенной профильной трубы.
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции.
Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
Сварочная маска — это та часть сварочного оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься сваркой и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет.
Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала сварки. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
Виды сварки, применяемые для профильной трубы
Чем лучше варит профильную трубу? Чтобы ответить на данный вопрос, необходимо разобраться, а как вообще варят такие изделия. Для сварки их применяют следующие способы:
- Ручная сварка плавящимся электродом;
- Полуавтоматическая в CO2;
- В среде аргона неплавящимся электродом.
Последний вид применяют для профиля малой толщины (как правило до 1,5 — 2,0 мм). При небольшом объёме работ данные профили варят ручной дуговой сваркой инвертором штучными электродами. Данный способ удобен, оборудование не дорогое, к тому же выполнение процесса не вызывает больших сложностей.

Сварку профильной трубы полуавтоматом (механизированную) применяют при производстве габаритных сварных конструкций на производстве.
Несомненным плюсом данного способа это возможность проведения процесса на малых толщинах и минимальное тепловложение, что на порядок снижает возникающие деформации.
Особенно это актуально для протяженных швов. Проводить процесс полуавтоматом получиться практически у любого, так как процесс автоматизирован. О том что для этого необходимо читайте в нашей статье.
Конечно, есть и недостаток в виде сложности применения данного метода в монтажных условиях, ввиду сдувания порывами ветра газовой защиты. Приводит это к возникновению дефектов и нестабильному протеканию процесса.

Сварку в аргоне применяют для данного типа конструкций редко, ввиду высокой стоимости. Инертный газ дорог, а способ имеет невысокую производительность.
Применяют его в случаях, когда необходимо сваривать изделия из нержавеющей стали или профилей очень маленькой толщины, тогда применение данного метода оправданно и незаменимо.
Как сварить профильную трубу инвертором
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка.
При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва.
Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
- Зажигаем дугу на прихватке;
- Ведем вдоль стыка на расстояние около 10 – 15 мм углом назад без колебательных движений и возвращаемся;
- Дугу делаем как можно короче, чтобы конец электрода отступал от расплава сварочной ванны не более чем на 1,5 мм. Это обеспечит лучшую защиту сварочной ванны. При прохождении процесса на короткой дуге снижается напряжение, следствием является уменьшенная температура расплавленного метала. Именно так нужно варить профильную трубу чтобы ее не повело.
- Подходя к концу стыка, нельзя просто оборвать дугу. Необходимо вернуться на металл шва миллиметров на 20 и там уже оборвать дугу. Если этого не сделать, то в конце шва будет кратер.
- Отбиваем шлак, удаляем брызги металла.
Использование прихваток
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более
Точно также, единственное отличие, что при толщине 3 мм и более, диаметр электродов будет больше. Также вам может помочь еще один способ –вополнения процесса с отрывом. При этом способе дуга также зажигается на прихватке, делается небольшая задержка и обрывается.
Особенности сварки каркаса из профильной трубы
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

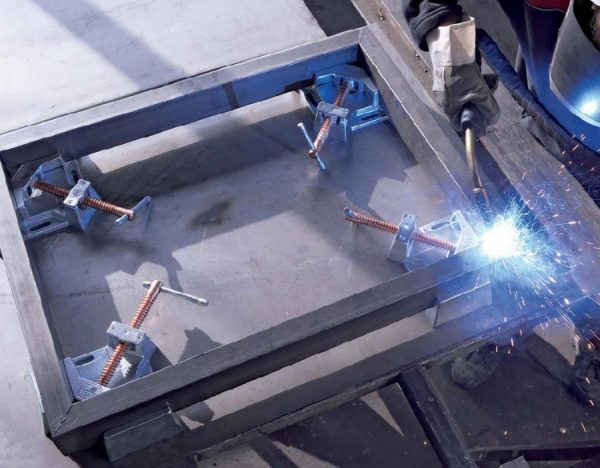
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Вертикальный шов при сварке профильной трубы.
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:
- Зажигаем дугу на более толстой детали, процесс ведем снизу вверх;
- Ведем электрод углом вперед тем самым не давая вытекать металлу сварочной ванны;
- Перемещаем электрод на тонкую деталь (с минимальной задержкой на поверхности);
- Обрываем дугу (применимо на начинающих);
- Для более опытных перемещаемся на более толстую деталь только чуть выше совершая колебания электрода как бы зигзаг.

Сварка профильной трубы – Потолочное положение
При сваривании в самом не удобном положении, которое называется потолочное, методика всё та же что при вертикальном положении.
Начинающим сварщикам лучше использовать способ выполнения с отрывом. При этом способе выполняется как бы точками. Зажгли дугу, наплавили точку, обрываем. Если получается варить без отрыва, то лучше всего совершать кольцевые движения, не большого размера.
Угол электрода направляем на более толстую деталь. Сила тока в данном положении для способа с отрывом 75-95А, а в случае выполнения процесса без отрыва поменьше порядка 65-75.
Сварка профильной трубы под углом. Сварка горизонтальных швов.
В случае когда изделия расположенные под углом 90 градусов, друг к другу необходимо учесть несколько особенностей. Варить необходимо на вертикально расположенной трубе, так как теплоотвод у нее будет больше (в обе стороны от сварного шва). Это снизит возможность ее прожигания и уменьшит деформацию конструкции. Наклон электрода к вертикальной стойке.

Процесс с отрывом все как в предыдущем случае. Варим каждую точку с зажиганием дуги на предыдущей точке. При способе без отрыва, перемещать электрод необходимо вдоль стыка без колебаний (вперед-назад). Получаться поступательные движение к себе от себя и снова к себе. Данный метод подходит также для выполнения процесса под различными углами 45, 60, 90 градусов.
Сварочное оборудование для сварки профильной трубы
В большинстве случаев, когда конструкции варится с применением ручной дуговой сварки, сварочным аппаратом является инвертор. Инвертор это современный источник питания, имеющий малую массу и весьма широкий спектр возможностей.
Также используются сварочные генераторы, а также выпрямители, обеспечивающие проведение сварочного процесса на постоянном токе.
Для сварки полуавтоматом применяют аппараты состоящие из: инвертора, механизма подачи проволоки, сварочной горелки и газового оборудования.
Газовое оборудование в виде баллона с газом, редуктора, шланга и подогревателя не используется, если применяется порошковая проволока.
Для выполнения процесса в аргоне используются инверторы, а также выпрямители, применяется тоже газовое оборудование, что и для полуавтоматической. Процесс выполняют неплавящимся электродом из вольфрама. Электрод устанавливается в сварочную горелку, ей и выполняют сам процесс сваривания.
Заключение
Для выполнения сварки профильной трубы своими руками требуется не так уж много знаний. Главное это желание решить поставленную задачу, а средств для этого много. В нашей статье мы рассказали о возможных способах, методах сварки профилей.

Опубликовал(а): Олег Грищук
Обновлено: 02.04.2020
Если под рукой нет инвертора или вам просто нужно сделать из профильной трубы разборную конструкцию, рекомендуется использовать элементы с болтовым крепежом. С помощью таких крепежей можно собирать не только мобильные, но и стационарные конструкции. А для работы понадобится только набор слесарных инструментов с гаечными ключами!

5 легких способов соединить профильную трубу
Как соединить профильную трубу без сварки?
Есть несколько методов соединения, которые в зависимости от способа выполнения делятся на:
Рассмотрим каждый из способов более детально.

Есть разные способы соединения профильной трубы
Цены на профильные трубы
Способ №1. Краб-элементы

Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
Домашние мастера используют краб-системы, чтобы без сварки собирать:
На заметку! Еще краб-системы используют для временного соединения деталей при ремонте сварных конструкций. В целом, это достаточно надежный способ соединения, едва ли уступающий сварке по прочности.
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
Цены на краб-системы для профильных труб
Видео – Краб-системы для профильной трубы
Способ №2. Хомуты
Для соединения труб с ограждениями используются хомуты с болтами, состоящие из 2-х половин. Одна часть устанавливается на потолок/стену. Вставляется труба, ее положение фиксируется второй половиной за счет стягивание болтов. Данный способ соединения называется клипсой.

Хомут для соединения квадратных труб
Если правильно подобрать размеры, элементы собираются без провисов. С помощью регулируемых хомутов можно соединять трубы с любым сечением. Но важно помнить, что стальные профили нужно соединять хомутами из стали, а полимерные – элементами из пластика.
Способ №3. Фитинги
Если профильные трубы необходимо соединить с загибами и ответвлениями, на торцы ставятся специальные крепежи – фитинги. Есть фитинги для наружного и внутреннего применения, а по своему назначению они делятся на:
Алгоритм сборки выглядит следующим образом:
- вначале на торцы нужно надеть обжимные гайки;
- затем нужно установить кольца – зажимные/прижимные/уплотнительные;
- после этого надевается фитинг;
- в конце нужно затянуть гайки на торцах, чтобы скрепить детали.
Цены на соединитель для профильных труб
Способ №4. Фланцы
Такой крепеж состоит из пары прямоугольных или круглых металлических пластин с отверстиями под болты и трубы. Алгоритм сборки выглядит так:
Чтобы соединение получилось долговечным и надежным, при сборке нужно следовать нескольким несложным правилам.
- Прокладка должна быть одна, не больше, иначе снизится герметичность.
- Каждые один-два года состояние прокладки следует проверять.
- Гайки лучше закручивать диаметрально расположенными парами – это также повысит герметичность.
- Важно, чтобы прокладка не касалась болтов.
- Если собирается водопровод, то прокладки должны быть из картона, пропитанные олифой.
- Резьба болта не должна выходить из гайки больше, чем на ½ часть длины.
- Для герметизации стыков в отопительных системах используется асбестовый картон.
Какой способ соединения выбрать?
Выбирая способ соединения, учитывайте тип и назначение будущей конструкции:
- если выберите фитинги, то помните, что соединения все же лучше усилить сваркой по причине недостаточной прочности;
- краб-системы больше подходят для сборки небольших хозяйственных или садовых конструкций;
- фланцы применяют для профильной трубы большого сечения в конструкциях, которые часто приходится разбирать/собирать.
Покупая крепежные элементы, обращайте внимание не следующие моменты:
- первый этап работы – это создание эскиза, по которому будет подсчитываться количество требуемых материалов;
- не покупайте краб-элементы, стенки которых имеют толщину меньше 1,5 мм (такие не обеспечат требуемой прочности);
- крепежи не должны иметь вмятин, трещин, отклонений по размерам или конфигурации;
- детали с пятнами ржавчины или с поцарапанной поверхностью долго не прослужат;
- очень важен и производитель, отдавайте предпочтение продукции хорошо зарекомендовавших себя компаний.
Для создания построек своими руками оптимальным вариантом являются краб-системы. Но он применим далеко не во всех случаях, когда требуется собрать конструкцию из профильной трубы. К примеру, сварной трубопровод в стене или сварные ворота будут более надежными в эксплуатации.
Иногда сварка все же более предпочтительна
Видео – Как соединить профильную трубу без болтов и сварки

Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос — как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.

Рис.1 Как режут трубу под углом 45 градусов
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.

Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор — при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником — в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.

Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно — приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло — направляющие для диска болгарки, не дающие ему уходить в сторону.
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности. Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности. Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.

Рис.4 Пример выполнения реза под углом 90 градусов
Резка под 90 градусов
Чтобы поперек ровно отрезать круглый трубопровод или металлопрофиль прямоугольного сечения, используют лист обычной бумаги. Им оборачивают заготовку таким образом, чтобы кромки бумажного листа совпали, после чего его фиксируют на детали с помощью скотча или клея. Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Металлопрофиль или круглую трубу можно распилить при помощи шаблона, надев на них ровно обрезанный элемент с большим внутренним диаметром.
Воротниковая врезка
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом. Для реализации способа поступают следующим образом:
- обрезают кромки заготовки под прямым углом приведенным ранее способом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов друг к другу.
- Производят измерение размера окружности, полученный диаметр делят на 3. От двух диаметрально расположенных точек откладывают полученное расстояние, после чего эти точки соединяют с двумя другими плавной дугой, проводя линию маркером.

Рис.5 Пример воротникового разреза трубы
- По разметке проводят рез болгаркой и отделяют полукруглые сегменты, после чего деталь готова к сварке. При малых неточностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
Приемы резки труб под углом круглого сечения
Круглые трубы разных диаметров обрезаются под углом при изменении направления трубопровода, при этом следует учитывать, что прямой срез под нужным углом в отличие от прямоугольного сечения не приведет к плотному соединению кромок. Поэтому применяются специальные лекала, в которых размечаемая кромка имеет криволинейную форму, позволяющую получить высокую плотность соединения.
Бумажное лекало для трубы
Одним из распространенных способов, как сделать для труб с круглой поверхностью лекало, является метод, для которого понадобится расчерченный лист бумаги, линейка и карандаш. Для получения бумажного лекала поступают следующим способом:
- Чертят на бумажном листе окружность с диаметром обрезаемой трубы, разбивают круг на 16 равных сегментов, каждый раз деля большие отрезки на два одинаковых.

Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
- Измеряют длину окружности, умножив ее диаметр на число Пи, равное 3,14.Откладывают этот размер по обе стороны от оси окружности равными отрезками, каждый из которых делят на 8 равноразмерных частей.
- Проводят от отрезков на прямой вертикальные линии вверх и горизонтальные от точек, поставленных на круге.
- Места их пересечения соединяют плавной линией и в итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого диаметра — поверхность будет криволинейной и при использовании большого диска вырастет погрешность.
Используемые инструменты
Существует несколько способов, как резать трубу, для этого применяют строительный и промышленный инструмент для обработки металла. Из всех видов только болгарка позволяет получить криволинейные поверхности без дальнейшей обработки с наиболее близким расположением кромок.
Для индивидуального использования
Для резки стальных труб в домашнем хозяйстве используется следующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровного прямого угла среза за счет режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов или их ряда, закрепленных на цепи. В быту подобные устройства встречаются довольно редко и более подходят для профессионального выполнения работ.
Болгарка. Является универсальным инструментом для проведения обрезки любых металлических деталей с разными углами, для работы используются специальные диски по металлу, которые в процессе эксплуатации довольно быстро стачиваются. Благодаря этому можно точно вырезать кривую линию диском малого диаметра.

Рис. 7 Индивидуальный инструмент для резки труб
Газовая горелка. Быстрый и эффективный метод перерезания металлических поверхностей раскаленной струей пламени, к недостаткам можно отнести оплавленные кромки, которые осложняют дальнейшее сваривание. Газовой горелкой сложно резать изделие по бумажному шаблону, который сгорит, а если расчерчена линия, то в струе пламени она практически не будет видна.
Электрические труборезы. Для работы с трубопроводами малых диаметров можно использовать компактные электрические труборезы, по принципу работы напоминающие болгарку. Приспособление называют роликовым станком, при работе деталь устанавливается на станину и поворачивается на роликовых направляющих, сверху его поверхность прорезается электрическим устройством. Основное отличие трубореза заключается в металлическом диске, имеющем специальное долговечное напыление для резки металла.
Для промышленного использования
В промышленности для транспортировки жидкостей и газов используются трубопроводы большого диаметра, поэтому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа действия. В первом случае происходит вращение режущих роликов по круглой поверхности при помощи переставляемой ручки, во втором варианте прорезание осуществляется дугообразными пластинами, которые при вращении постепенно сдвигаются.

Рис. 8 Промышленные приспособления для резки трубы
Как отрезать трубу под 45 градусов большого диаметра
Обрезать крупногабаритное изделие в бытовых условиях лучше при помощи большой болгарки или газовой горелки — стенки при больших диаметрах обычно толстые. Резку лучше выполнять сегментами, оставляя узкие переходы, которые удаляются в конце.
Как отрезать чугунную трубу
Основное отличие чугуна от обычной стали — высокая хрупкость и большая толщина стенок, его точную обрезку необходимо выполнять в следующей последовательности:
- Прочерчивается по шаблону угол разметочный с помощью чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
- Выполняют болгаркой неглубокий пропил поверхности по всему периметру.
- Далее канавку углубляют за несколько проходов до полного отделения двух частей.
Несколько советов по резке труб
Иногда в домашнем хозяйстве требуется выполнить резку для соединения трубопровода под различными углами или вдоль оси. Основным инструментом для выполнения этих работ является универсальная болгарка и диски по металлу.

Рис. 9 Продольная резка трубопровода
Выполнение продольного разреза
Чтобы качественно выполнить ровный продольный разрез, можно воспользоваться несложным приспособлением в виде металлического уголка. Его надежно фиксируют на ровной деревянной поверхности шурупами и прижимают к нему трубу тяжелым грузом. Углошлифовальной машинкой делают продольный разрез трубного верха, слегка опирая диск о поверхность уголка.
Уголок можно прикрепить к трубе струбцинами и сделать прорезь по верхней стенке уголка аналогичным способом.
Косой разрез
При изменении направления трубопровода на угол, больший 90 градусов, ручные способы изготовления шаблонов становятся слишком сложными. На помощь может прийти применение специальной программы расчета и создания лекал на компьютере для любых углов. Метод хорош тем, что имеет высокую точность создания бумажных шаблонов и легко реализуется при наличии принтера.
Для получения бумажного лекала в программу вводятся необходимые данные об углах изгиба и трубном диаметре, после чего получают шаблон, который распечатывают на принтере в натуральную величину. Остается только его вырезать, наклеить на обрезаемый элемент и разметить его контур.
Дальнейшая резка производится с помощью болгарки стандартным способом. Важным преимуществом машинных шаблонов является возможность их нарезать в неограниченном количестве с одинаковой точностью.

Рис. 10 Пример программы расчета
Для качественного соединения цилиндрических элементов трубопроводов требуется их точная обрезка под углами 45 и 90 градусов. Для выполнения этих работ используются специальные лекала, форма изгибов которых рассчитывается ручным способом или построена компьютером. Они вырезаются на бумаге и наклеиваются на трубную поверхность, затем элемент режут по бумажному контуру болгаркой с малым диском. Таким образом, удается получить высокоточное угловое соединение с максимально приближенными кромками.
Читайте также: