
Как сделать углеродную пластину
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Что понадобится
Для создания плоского листа карбона нужно несколько элементов. Вам необходимо запастись:
- эпоксидной смолой;
- углеродистой тканью 200г/м2;
- затвердителем.
Кроме того, нужно пользоваться 3-миллиметровыми пластиковыми панелями.
Особенности изготовления изделия
Прежде всего, надо зафиксировать клеем пластиковые пластины. Затем получившаяся деталь прикладывается на углеродистую ткань, помечаются нужные куски. Надо воспользоваться скотчем, чтобы при разрезании ткани не происходило распускания краёв. Теперь нужно вырезать волокно. Следующий этап — смазывание воском стола. Эпоксидная смола наносится на поверхность карбона. Важно, чтобы смола лежала ровно, закрывая все фрагменты ткани.
Пластиковая деталь плотно укладывается на ткань карбона. После этого смола наносится на вторую сторону, так же приклеивается углеродистое волокно. Карбон будет иметь необходимый блеск, если добавить дополнительный слой смолы, в которую вносится автомобильный воск.
Смола должна затвердеть через сутки. Вам нужно избавиться от следов волокна, используя для этого отрезной агрегат. Теперь деталь полностью завершена. У другой стороны поверхность будет чуть грубой. У такого материала доступная цена углеволокно можно использовать для решения разных задач. Помните, что у смолы едкий аромат, а после резки появляется пыль в большом количестве. Не забывайте о средствах защиты.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
поиск
Рубрики
ПОПУЛЯРНОЕ

Война на Украине это тактика, а Путин реализует стратегию

Чью сторону выберет Китай в случае войны между Россией и Америкой

Путин лжет – западные санкции нанесли значительный ущерб российской экономике

Семь горячо обсуждаемых кинозагадок и ответы на них

Война за мировой порядок, которую Америка ведет против России и Китая – это марафон
В 2018 году на шоу винтажных автомобилей Pebble Beach Concours d'Elegance в США показали новый гиперкар Bugatti под орущим для русскоговорящих названием Divo. Эта тачка оказалась самой дорогой в ассортименте известного бренда. Всего выпустят 40 машин по 5 миллионов евро каждая — все они давно раскуплены.
Это не принципиально новая модель Bugatti — она построена на базе Chiron. Её внешний вид значительно отличается от прообраза. Гиперкар получил новый обвес, спойлер и другие детали, которые увеличивают его прижимную силу до более чем 450 килограмм — это на 90 килограмм больше, чем у предшественника. У машины такой же двигатель на 8 литров и 16 цилиндров, а максимальная скорость ограничена на отметке 380 километров в час. У Divo прокачанные ходовая и тормозная системы, его позиционируют для использования на треке, но гонять на таких точно будут и за его пределами.
Значимой разницей между Divo и Chiron также стал вес — он уменьшился на 35 килограмм. Это стало возможным за счёт повсеместного использования карбона. Да, настолько большой кусок текста в начале этой статьи нужен был именно для того, чтобы подвести вас к разговору об этом материале.
Карбоном называют композитный материал — углепластик
Карбон — это такое многослойное полотно, которое формируется из волокон углерода, завёрнутых в обёртку из полимерной смолы. Если же говорить о правильном нейминге, то именно карбоном называют углерод, из которого делают карбоновое волокно, также называемое углепластиком. Если же откинуть нудные рассуждения, то карбон = углепластик. Сегодня к числу таких веществ относят абсолютно все полотна, в состав которых входят углеродные волокна, а вот звенья между, которые их связывают, уже могут быть абсолютно разными. Таковы реалии.
Карбон — это современный материал. Но кроме уникальных особенностей у него также очень высокая стоимость. Когда за один килограмм стали обычно просят меньше одного доллара, качественный карбон оценивают в двадцать раз больше, и в ближайшее время его цена вряд ли опустится.
Первоначально карбон разрабатывали именно для автомобилей наивысшего класса и космической отрасли. Тем не менее, из-за небольшого веса и высочайшей прочности его используют в современных самолётах, для производства спортивного инвентаря, а также в технологической медицине.
Карбон состоит из отдельных нитей: как их производят
Чтобы сделать карбон, нужна нить из полимеров или органики: полиакрилонитрильная, фенольная, лигниновая, вискозная. Её термическим образом обрабатывают в открытом пространстве при температуре 250 градусов по Цельсию в течение суток. За это время она фактически обугливается.
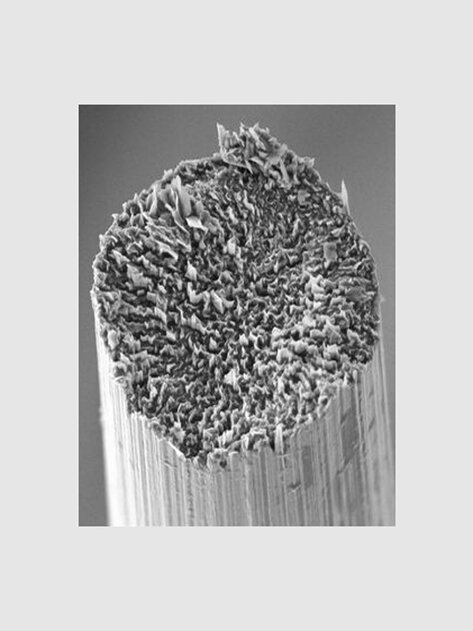
По окончанию окисления начинается процесс карбонизации. На этом этапе происходит нагревание материала в азоте или аргоне — при этом уже используется температура порядка 800–1500 градусов по Цельсию. В итоге в ходе этого процесса получаются структуры, которые напоминают молекулы графита. После этого происходит насыщение углеродом, что называют графитизацией — оно осуществляется в той же среде, но уже при температуре 1300–3000 градусов. Данный процесс может повторяться несколько раз, чтобы добиться концентрации углерода на уровне 99% — при этом материал постоянно чистят от азота. После этого он достигает необходимой прочности.
Немного о том, какими могут получиться полотна карбона
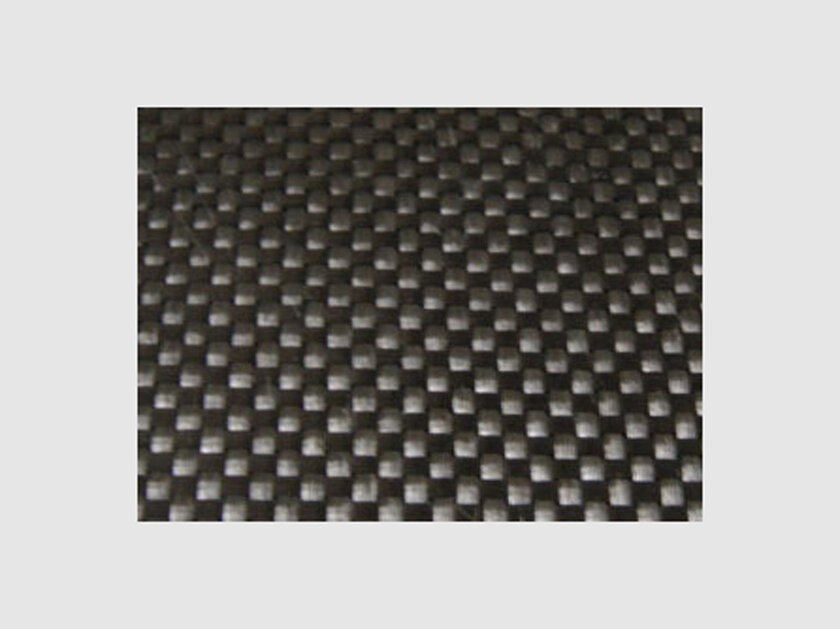
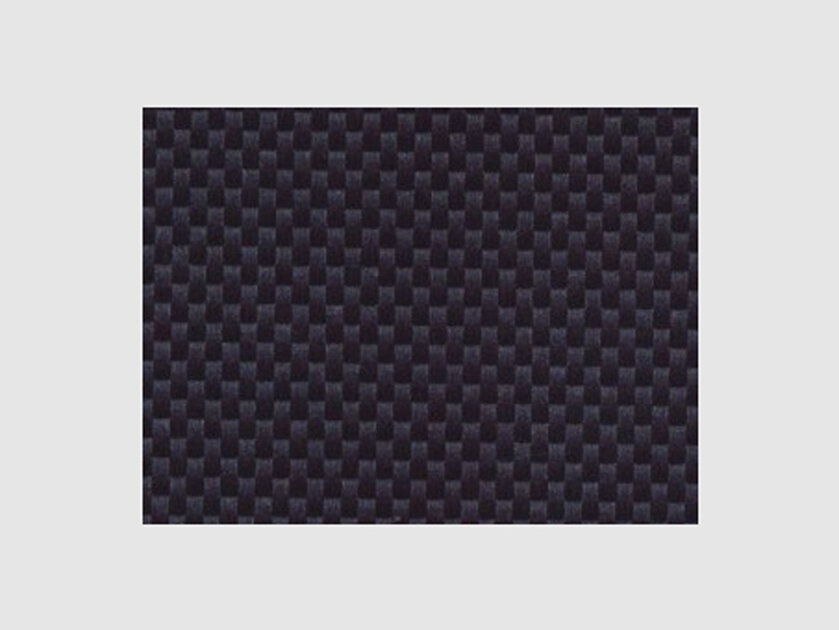
Полотно. Этот вид плетения считается наиболее плотным. В данном случае нити карбона переплетаются по очереди один к одному. Главным преимуществом этого типа считается максимальная фиксация фактуры. Тем не менее, за счёт этого оно получается менее пластичным.
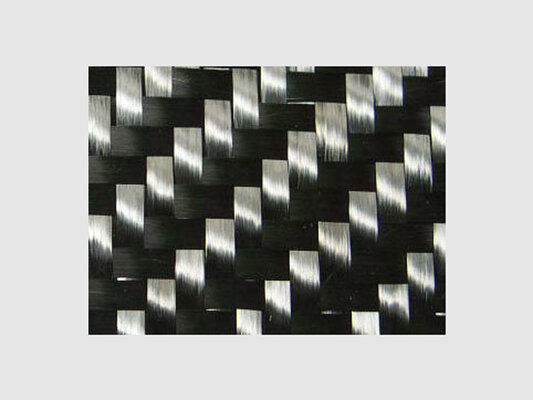
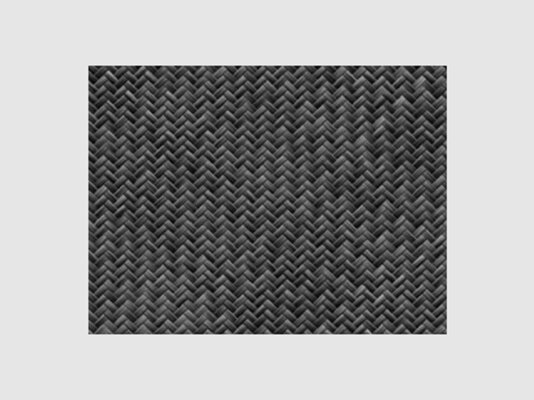
Ёлочка. Этот вид плетения называют саржевым. В данном случае используется схема два к двум: две основные нити вплетаются через пару других нитей. Это плетение куда прочнее, чем предыдущее, и считается самым востребованным. Чаще всего используют именно его.
Сатин. Такое плетение — антипод двум предыдущим. Оно считается наименее плотным, но наиболее пластичным. Каждая из основных нитей в данном случае проходит над несколькими дополнительными нитями — именно это даёт ему необходимую рыхлость.
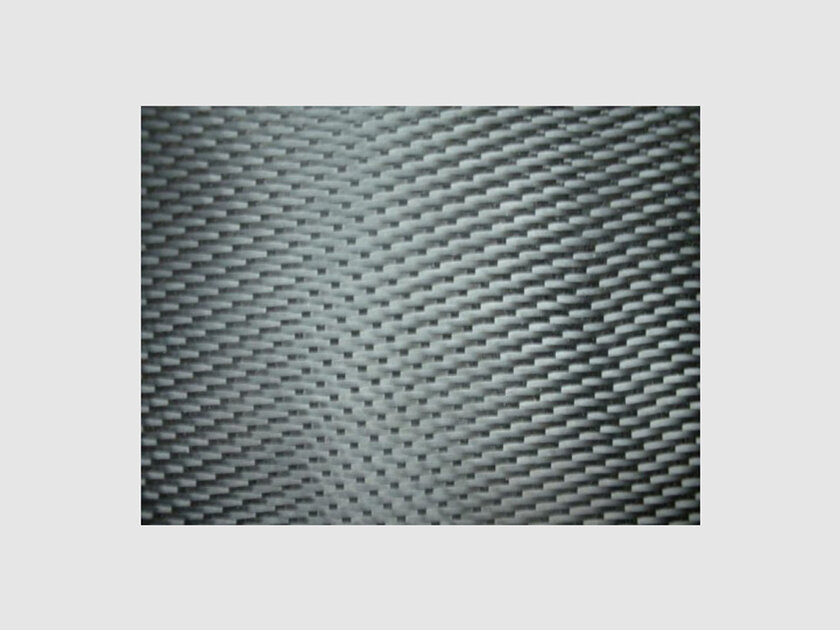
Корзина. Фактура этого волокна считается наиболее привлекательной. Тем не менее, его очень сложно выложить, чтобы не исказить рисунок — с таким умеют работать только настоящие профессионалы. А вот практической пользы у него не так и много.
Чтобы сделать карбон, используют несколько способов
Выше мы рассмотрели, как делают карбоновые нити, а также поговорили о вариантах плетения, которые нужны, чтобы создать из них полотно. Дальше из карбона нужно сделать готовую объёмную деталь для современного автомобиля, велосипеда и так далее. Для этого используют три способа.
Прессование. Это чуть ли не самый простой способ создать деталь из карбона. В его рамках полотно выкладывают в специальную форму, а потом пропитывают эпоксидной или полиэфирной смолой. После этого лишнюю пропитку попросту вытесняют чем-то вроде пресса или используют для этого вакуумные машины. Когда смола застывает, получается необходимая деталь. Смола в этом случае должна пройти по дороге полимеризации. Чтобы ускорить этот процесс, можно использовать повышенный температурный режим. На выходе обычно получается полая деталь, которую называют листовым углепластиком.

Формование. Для этого способа работы с углеволокном понадобится макет готового изделия, который также называют матрицей. Её обычно делают из алебастра, гипса или монтажной пены. На неё накладывается пропитанное смолой полотно из карбона, а потом оно прокатывается специальными валиками, чтобы убрать весь воздух между материалом и заготовкой — это может происходить как в холодном состоянии, так и в горячем. После этого, как и в предыдущем случае, нужно дождаться, чтобы смола высохла. Затем готовое изделие можно отделять от заготовки и начинать сначала.

Намотка. Этот вариант работы с карбоновым волокном применяется только для создания труб и других аналогичных деталей. В данном случае оно всё так же пропитывается специальной смолой, а потом наматывается на заготовку соответствующей формы. Важно понимать, что и в этом случае, и в двух других, может быть не один слой волокна, а несколько. Как мы уже отмечали выше, если одновременно использовать карбон разного плетения, можно добиться оптимальных показателей по прочности, упругости и пластичности — это очень важно. Плюс ко всему, указанные операции обычно происходят не вручную, а на заводах в промышленных масштабах.
Немного технических особенностей для понимания карбона
Так как карбон делается из нескольких материалов (углеродное полотно в качестве основы и эпоксидная смола для связки), которые отличаются свойствами, он получается достаточно интересным и необычным по своим техническим характеристикам. Именно поэтому его и используют в суперкарах и не только.
| Показатели | Плотность (ρ, кг/ м³) | Температурный режим (Тпл, °C) | Предел прочности (σB, МПа) | Упругость (σB/ρ, МПа/кгм-3) |
| Углерод | 1413 | 3700 | 2760 | 157 |
| Стекло E | 2548 | 1316 | 3450 | 136 |
| Стекло S | 2493 | 1650 | 4820 | 194 |
| Графит | 1496 | 3650 | 2760 | 184 |
| Молибден | 166 | 3650 | 1380 | 14 |
| Полиамид | 1136 | 249 | 827 | 73 |
| Полиэфир | 1385 | 248 | 689 | 49 |
| Сталь | 7811 | 1621 | 4130 | 53 |
| Титан | 4709 | 1668 | 1930 | 41 |
| Вольфрам | 19252 | 3410 | 4270 | 22 |
| Алюминий | 2687 | 660 | 620 | 2300 |
| Асбест | 2493 | 1521 | 1380 | 5500 |
| Бериллий | 1856 | 1284 | 1310 | 7100 |
| Карбид бериллия | 2438 | 2093 | 1030 | 4200 |
У карбона есть не только достоинства, но и недостатки
Карбон отличается сложностью в производстве — сделать его куда труднее, чем стеклопластик или стекловолокно. Именно поэтому он стоит достаточно дорого: тут сказывается и время в работе, и дороговизна необходимого оборудования. На выходе у него есть неоспоримые преимущества и недостатки, про которые нужно помнить.

Преимущества:
- этот материал легче алюминия на 20%, стали — на 40%;
- карбон из углерода и кевлара отличается невероятной прочностью;
- он сохраняет прочность и форму приблизительно до 2000 градусов по Цельсию;
- материал отлично гасит вибрации;
- карбон не боится коррозии;
- это прочный и упругий материал;
- его можно использовать в декоративных целях.
Недостатки:
- карбон плохо переносит точечные повреждения;
- этот материал практически невозможно реставрировать после повреждений;
- без дополнительного покрытия он может выгорать на солнце;
- карбон вызывает коррозию металла, поэтому его с ним нельзя соединять напрямую;
- такой материал очень сложно утилизировать и использовать повторно.
В общем и целом, карбон — суперинтересный и действительно высокотехнологичный материал, из которого можно делать детали для тех же суперкаров. Тем не менее, сферы его реального применения только этим не ограничены — дошло до того, что из него уже делают даже аксессуары для смартфонов.

В этом посте хочу поделится с вами историей создания рамы из углеволокна с параллельным наступанием на грабли изучением технологий.
Внимание, много букв и фотографий!
Немного втупительной воды.
Дело началось в декабре 2017 года со спонтанной покупки вилсета EastonHeaven 26” за какие-то смешные деньги (кажется 4000р). Зачем они мне нужны долго думать не пришлось, задумал я сборку велосипеда для памп-трека. Но была проблема – задняя втулка 142х12 и из-за древности колёс найти адаптеры под 135 не удалось. Купить подходящую раму под колесо, с необходимой геометрией, тоже не представлялось возможным. На этом данная история могла закончится, но я парень не простой – решил, что сам сделаю раму! Руки есть и инструмент вроде тоже.
Решение сделать самому было не безосновательным и легкомысленным, опыт фреймбилдинга уже был. Получить удалось его работая в KUVALDA Bikes. Это была воля случая, я искал подработку и размышлял о постройке рамы из водопровода (так, для освоения процессов), и Кувалде требовался человек. А так как мы с Антоном Непочатым, на тот момент, жили в соседних домах – все звёзды сошлись удачно.
Итак, о самом создании. Сначала думал сварить раму из алюминия, даже начал рисовать 3D модель под имеющийся сортамент труб, но от этой мысли быстро отказался т.к. это было бы очень скучно. Весной 2017 года я уже успел сделать для себя циклокроссовую раму по технологиям Кувалды и “повторять” её в другой геометрии не захотелось.
И тут пришла гениальная идея слепить её из углеволонка и эпоксидки. У меня даже имелось немного ткани и смолы, в том же году чинил перья на шоссейной раме приятеля и некоторое понимания процесса уже было.
Начало.
Выбор технологического процесса был не простым. Большую часть информации черпал из инстаграмм и ютуб. Я был удивлён, сколько полезного можно найти на этих развлекательных сервисах. Одних картинок конечно же было мало и приходилось так же искать нужную информацию на зарубежных форумах.
Остаток зимы 2018г. ушёл на теорию и практику по работе с материалами, планирование задач и проектирование модели. А также закупку материалов и оборудования.
Сразу были куплены: вакуумный насос, коврик для раскроя, всякие ножи и лезвия, плёнки, вспомогательные материалы для формовки, углеткань, смола, разделители и ещё разные мелочи. На этом этапе удалось потратить почти 40т.р., что уже не давало быстро забросить затею в случае неудачи. А к лету собраны стапель и печка (ещё 40т.р)
Из практики первым делом решил освоить соединение труба к трубе. Для этого закупил дешёвой ткани с Али и изготовил из неё несколько труб методом намотки на оправку (ПВХ сантехническая труба). Ну и собственно соединил их под углом. Действия при этом совершенно простые – торцовка одной из труб, склейка, нанесение спец. шпаклёвки из эпоксидки и микросферы, выведение переходов наждачкой и, самое главное, обмотка волокном получившегося узла.




Далее, для контроля качества, разрезаем получившийся узел пополам, любуемся, делаем выводы (или делаем вид, что делаем выводы).
В тот же временной отрезок была невнятная попытка сделать перья. И вот они первые грабли, решил я намотать их на позитивную оправку, напечатанную из HIPS пластика, которую подразумевалось после растворить в цитрусовом уксусе. Опыт был быстро признан неудачным.

На основании полученного опыта я принял единственное верное решение – заказать на передний треугольник трубы филаментной намотки у TimCrossman (к сожалению, он больше не производит их). За всего 180$ я получил красивые верхнюю, нижнюю, подседельную трубы и норм такой стакан.


С кареточным стаканом думать не пришлось, был в наличии алюминиевый BSA от Кувалды.
Оставалось придумать как сделать перья и дропауты.
Дропауты.
Для дропаутов была изготовлена 12мм карбоновая плита по очень уеб дурацкой технологии. Это около 60 слоёв китайской 200гр/кв.м ткани, вырезанные вручную под углами 0/90 и -45/45 градусов. Сказать, что я упоролся это раскраивать, ничего не сказать. Ну и эти слои поочерёдно укладывались с одновременной ручной пропиткой. Далее полученный пакет закрывался техническими тканями/плёнками и под вакуум минимум на 8 часов. Она была изготовлена и выкинута в самый дальний угол мастерской, ибо так производить пластины нельзя.

Спустя почти год я изготовил новую пластину 10мм уже из нормальной ткани 630гр/кв.м, где понадобилось всего 16 слоёв. Ну и пропитка производилась по технологии вакуумной инфузии. Не сказать, что она прошла гладко, но учитывая толщину пакета и площадь, качество изделия вышло нормальное. Далее плита отправилась на фрезеровку, что бы получились сами дропауты.



Почему я их решил сделать из угля? Да, из алюминия было бы дешевле, быстрее и 100% надёжно, но мне были интересны возможности углепластика при не типичных нагрузках.
Матрицы.
Для перьев в итоге выбрал технологию формовки в негативной матрице путём раздувания. И для начала нужно было изготовить матрицы. Фрезеровку на ЧПУ бюджет не позволял, поэтому были распечатаны модели перьев на 3Dпринтере в хорошем качестве и с них планировалось снять стеклопластиковые матрицы. И это, пожалуй, был самый трудоёмкий процесс. Я даже не знаю как передать всю боль, через которую пришлось пройти.
Во-первых, нужно как-то освоить и соблюдать технологический процесс.
Во-вторых, очень долгий цикл изготовления (при этом нужно пристально следить за временем, иначе – запоротый материал).
В-третьих, ВСЁ В БЛ ДУРАЦКОЙ СМОЛЕ!
Вкратце это выглядит так – делаем опалубку по середине мастер-модели, все щели замазываем и ровняем, наносим разделитель, ждём, наносим гелькоут, ждём, выкладываем стеклоткань и пропитываем смолой, иии… ждём. Через 24 часа можно делать 2-ю часть – отрываем опалубку и процесс повторяется с момента нанесения разделителя. По прошествии ещё суток готовую матрицу можно раскрывать, выковыривать мастер-модель и любоваться полученным результатом.





Но не всё так просто. Более-менее годная матрица получилась с 4 раза. В первых двух случаях у меня был некачественный гелькоут ЭТАЛ (гори в аду ЭТАЛ). Гелькоут это наполненная эпоксидная смола для формирования лицевых поверхностей и острых кромок устойчивых к скалыванию. И как вы могли догадаться, острая кромка не получалось. Для этого были ещё и другие основания, но на столько подробно не буду писать.
С покупкой импортного дорогого гелькоута всё пошло гораздо глаже и к осени 2018г. у меня были готовы матрицы для перьев.



И остаются ещё четыре время затратных пункта — это изготовление стапеля, печки, самих перьев и сборка рамы.
Стапель.
Тут всё просто – посмотрел картинок в интернете, спроецировал свой опыт, закупил конструкционного профиля и алюминиевых заготовок на 20т.р. и собрал его.
Печь.
Условно всё так же. ПИД контролер отечественной фирмы, пара нагревательных ковриков от 3Dпринтера, ОСБ и утеплитель из Леруа, горстка шурупов и вуаля.


Перья.
Дело было опять с использованием жидкой смолы и тряпки. А также шоссейной камеры.
Простые действия – пропитал смолой, намотал в нужных направлениях, вложил в матрицу, надул камеру и через 24 часа можно смотреть что получилось.
Из-за того, что камера в сложенном состоянии 21мм, а высота верхнего пера 20мм, получился жирный облой в 2мм толщиной. Как на первом пере, так и на втором. И опять же, в целях эксперимента было решено так и оставить (ну и переделывать матрицу очень не хотелось)



Нижние перья с первого раза вообще не получились. При накачивании лопнула камера.

Второй раз удачнее, но из-за того, что использовал угле-рукав, а не ткань, не продавилась середина на верхней плоскости перьев. На этот момент сил и средств делать третий раз заново не было, и я решил сделать “косметический ремонт” микросферой обтянув сверху ещё одним слоем чулка. Это сильно утяжелило изделие, но в прочности сомнений нет.



К слову. Глядя на ремонт карбона и прочие поделки всех вело-мастерских, кто не стесняется выкладывать фото в сеть, у меня всё выполнено было на высшем уровне. Я разве что не загонялся по косметике в ноль.
Сборка.
Традиционный набор простых действий – выставить стапель, отторцевать/подогнать трубы и перья, склеить, вывести шпаклёвкой переходы, обмотать углём получившиеся узлы, запечь.



Передний треугольник переклеивал 2 раза, перья/дропауты 3 раза. Почему не помню, но что-то не устраивало. И вообще этот процесс растянулся на полгода, то покататься в горах хочется, то на работе завал.



Обматывать узлы я сразу решил однонаправленным препрегом, ибо мокрая намотка совсем не вариант. Препрег – это волокно, пропитанное специальной смолой, которая при комнатной температуре не обладает текучестью и отверждается при температурах от 100 градусов. Им очень легко работать, просто приклеивая по кусочку слой за слоем. И главное, что нет жёсткого ограничения по времени работы (живёт он 2-3 недели при 25 градусах). С ним обмотку можно выполнить в сотни раз качественней, контролируя направление каждого жгутика углеволокна. А при должной сноровке финишная обработка будет практически не нужна.
У меня же поверхность получилась не ровной т.к. я делал большое количество перехлёстов полосок препрега. Не было цели сделать супер красиво и тем самым сильно усложнив задачу.





И так, все узлы обмотаны, рама упакована в вакуумную плёнку и помещена в печь. Самые долгие 3 часа ожидания за всю постройку… И готово!


Байк собран, обкатан и даже держит кривые 360 с баннихопа с моими 85кг веса.
Рама, к слову, вышла 1150 грамм. Весь байк 8,5кг на данный момент. Изначально был 8,3кг, но цепь от мультиспида не прижилась, вынос весом 90гр сменил на более длинный (31мм на 50мм) и герметика пришлось долить в покрышки. На каноничную сборку точно не претендую. Просто брал доступные и в меру лёгкие компоненты.


За сезон покатался на нём в боевом режиме немного, но достаточно чтобы понять, что почти все мои решения работают, на первый взгляд страшные косяки оказались не такими критичными (в рамках проекта первой рамы).
Вот и вся история. Старался написать понятно и без лишнего, надеюсь вам было интересно читать.
Что осталось не понятно — спрашивайте в комментариях.

Чтобы получить деталь из карбона, нужно изготовить матрицу — форму для литья, уложить туда переплетенные нити углеродного волокна (углеткань), залить их специальной смолой и провести термообработку. За счет уникальных свойств углеткани и эпоксидных смол получается материал прочнее стали и вдвое легче самого легкого металлического сплава. У команды Бойцова и Хоробрых ушло больше года на то, чтобы сделать этот процесс четким и предсказуемым.

Комментарии экспертов

Аркадий Селезневруководитель трека Aerospace, директор по проектам РЦИ StartupSamara
Бойцов — хороший предприниматель. Я легко могу себе представить его действия в ситуации, когда для решения очередной задачи он не найдет на рынке, например, нужных смол: Андрей наймет химиков и займется разработкой новых смол. Тогда инжиниринговый бизнес превратится в инновационный. Андрей — очень работоспособный человек. Я искренне желаю ему и его команде успеха.

Олег Мальсаговпредприниматель, советник по развитию ректора Университета ИТМО, ментор трека Aerospace GenerationS

Рис. 1. Графен (вверху), состоящий из атомов углерода, соединенных в виде проволочной сетки, лежит в основе графита и фуллеренов. Графит (нижний левый рисунок), знакомый каждому в виде карандашного стержня, — это хрупкий материал, который можно представить как слоеный торт со слабо связанными листами графена. Когда графен сворачивается в трубку или сферу, то получаются фуллерены. Они подразделяются на цилиндрические, называемые углеродными нанотрубками (внизу в центре), и структуры в форме футбольного мяча (внизу справа), иногда называемые в честь их первооткрывателя шарами Бакминстера (buckyballs). Однако существуют и другие графитовые формы
Графен всё более притягателен для исследователей. Если в 2007 году вышло 797 статей, посвященных графену, то за первые 8 месяцев 2008 года — уже 801 публикация. Каковы же наиболее значимые исследования и открытия последнего времени в области графеновых структур и технологий?
На сегодняшний день графен (рис. 1) — самый тонкий материал, известный человечеству, толщиной всего в один атом углерода. Он вошел в учебники по физике и в нашу реальность в 2004 году, когда исследователи из Манчестерского университета Андре Гейм и Константин Новоселов сумели его получить, используя обычную ленту-скотч для последовательного отделения слоев от обычного кристаллического графита, знакомого нам в виде карандашного стержня (см. Приложение). Замечателен тот факт, что графеновый лист, помещенный на подложку из оксидированного кремния, можно рассмотреть в хороший оптический микроскоп. И это при его толщине всего в несколько ангстрем (1Å = 10 –10 м)!
Популярность графена среди исследователей и инженеров растет день ото дня, поскольку он обладает необычными оптическими, электрическими, механическими и термическими свойствами. Многие эксперты предсказывают в недалеком будущем возможную замену кремниевых транзисторов более экономичными и быстродействующими графеновыми (рис. 2).
Несмотря на то что механическое отслоение с помощью скотча позволяет получать графеновые слои высокого качества для фундаментальных исследований, а эпитаксиальный способ выращивания графена может обеспечить наикратчайший путь к электронным микросхемам, химики пытаются получить графен из раствора. В добавление к низкой стоимости и высокой производительности, этот метод открывает дорогу ко многим широко используемым химическим техникам, которые позволили бы внедрять графеновые слои в различные наноструктуры либо интегрировать их с различными материалами для создания нанокомпозитов. Однако при получении графена химическими методами есть некоторые трудности, которые должны быть преодолены: во-первых, необходимо достигнуть полного расслоения графита, помещенного в раствор; во-вторых, сделать так, чтобы отслоенный графен в растворе сохранял форму листа, а не сворачивался и не слипался.
На днях в престижном журнале Nature были опубликованы две статьи независимо работающих научных групп, в которых авторам удалось преодолеть вышеназванные трудности и получить графеновые листы хорошего качества, подвешенные в растворе.

Рис. 4. Изображения графита и графена, полученные электронной микроскопией. (a) Графит, используемый для получения графена. Шкала — 500 мкм. (b) Графитовый осадок после центрифугирования. Шкала — 25 мкм. (с-g) Изображения графеновых листов, полученные просвечивающей электронной микроскопией при использовании разных растворителей. Шкала — 500 нм. Из обсуждаемой статьи Yenny Hernandez et al. High-yield production of graphene by liquid-phase exfoliation of graphite
Как оказалось, графен, который был получен в результате двух вышеобозначенных методик, более высокого качества (содержит меньшее количество дефектов в решетке) и, как результат, обладает более высокой проводимостью.
Очень кстати пришлось еще одно достижение исследователей из Калифорнии, которые недавно сообщили о высокоразрешающей (разрешение до 1Å) электронной микроскопии с низкой энергией электронов (80 кВ) для прямого наблюдения за отдельными атомами и дефектами в кристаллической решетке графена. Ученым впервые в мире удалось получить изображения атомной структуры графена высокой четкости (рис. 5), на которых можно своими глазами увидеть сеточную структуру графена.

Рис. 5. Изображение кристаллической решетки самого тонкого вещества на Земле. Длина масштабной линейки — 2Å
Еще дальше ушли исследователи из Корнелловского университета. Из листа графена им удалось создать мембрану толщиной всего в один атом углерода, и надуть ее, как воздушный шарик. Такая мембрана оказалась достаточно прочной для того, чтобы выдерживать давление газа в несколько атмосфер. Эксперимент состоял в следующем. На подложку из оксидированного кремния с предварительно вытравленными ячейками были помещены листы графена, которые вследствие ван-дер-ваальсовых сил плотно прикрепились к поверхности кремния (рис. 6a). Таким образом были образованы микрокамеры, в которых можно было удерживать газ. После этого ученые создавали разность давлений внутри и снаружи камеры (рис. 6b). Используя атомно-силовой микроскоп, измеряющий величину отклоняющей силы, которую кантилевер с иглой чувствует при сканировании мембраны на высоте всего нескольких нанометров от ее поверхности, исследователям удалось наблюдать степень вогнутости-выгнутости мембраны (рис. 6c–e) при изменении давления до нескольких атмосфер.
После этого мембрана была использована в роли миниатюрного барабана для измерения частоты ее вибраций при изменении давления. Было установлено, что гелий остается в микрокамере даже при высоком давлении. Однако поскольку графен, использованный в эксперименте, был не идеален (имел дефекты кристаллической структуры), то газ понемногу просачивался через мембрану. В течение всего эксперимента, который продолжался более 70 часов, наблюдалось неуклонное уменьшение натяжения мембраны (рис. 6e).
Авторы исследования указывают, что подобные мембраны могут иметь самые разнообразные применения — например, использоваться для изучения биологических материалов, помещенных в раствор. Для этого будет достаточно накрыть такой материал графеном и изучать его сквозь прозрачную мембрану микроскопом, не опасаясь за утечку или испарение раствора, поддерживающего жизнедеятельность организма. Также можно сделать проколы атомного размера в мембране и затем наблюдать, изучая диффузионные процессы, как отдельные атомы или ионы проходят сквозь отверстие. Но самое главное — исследование ученых из Корнелловского университета еще на шаг приблизило науку к созданию одноатомных сенсоров.
Стремительный рост количества исследований на графене показывает, что это действительно очень перспективный материал для широкого круга применений, но до воплощения их в жизнь еще следует построить немало теорий и провести не один десяток экспериментов.
Читайте также: