
Как сделать углеродистую сталь
Обновлено: 08.07.2024
При выплавке железной руды сначала получают чугун, в химическом составе которого не менее 2,14% углерода. Процедура науглероживания превращает сырье в сталь. Металл становится пластичнее, но обладает меньшей твердостью. Так как углеродная массовая доля по-прежнему считается высокой, такие сплавы называют углеродистыми. В зависимости от этого показателя, определяют три группы:
- Высокоуглеродистые (0,6-1,4%) — особо твердые сплавы. Из них изготавливают канатную проволоку, дробь для дробеструйной обработки, штампы для деформации металлов. В группу входят некоторые пружинные марки.
- Среднеуглеродистые (0,3-0,6%) — наряду с прочностью повышается пластичность, что крайне важно для технологической обработки. Область применения: конструкции, работающие в нормальных условиях.
- Низкоуглеродистые (до 0,25%) — мягкие сплавы с хорошей формообразующей способностью. Детали обычно подвергают отжигу для увеличения прочности.
Углерод образует карбидные соединения, находящиеся в состоянии цементита и обуславливает следующие свойства углеродистых сталей:
- Прочность;
- Упругость;
- Износостойкость.
Наряду с этим цементит неустойчив к изменениям внешних условий, подвержен распаду с образованием свободного графита, хрупок. Причиной может быть избыточная кинетическая энергия, увеличение нагрузок. В ходе разрушения кристаллической решетки образуются графитные хлопья и вкрапления, вследствие чего изделие утрачивает первоначальные свойства.
Характеристики углеродистых сталей объясняются прежде всего сложным молекулярным строением. Ячейка структуры цементита приобретает форму октаэдра.
В результате сплавам присущи следующие технико-экономические показатели:
- Высокая прочность и несущая способность;
- Из-за плохой прокаливаемости формируется твердый поверхностный слой и мягкая сердцевина, это свойство компенсирует хрупкость;
- Долговечность, в нормальных условиях или с использованием способов защиты от коррозии срок службы достигает 50 лет;
- Низкая цена. Технологический процесс выплавки доступен с момента появления мартеновских печей в конце XIX века.
Углеродистая сталь — незаменимый конструкционный материал, а невысокая стоимость позволяет использовать ее в строительстве масштабных сооружений: трубопроводов, зданий, мостов.
Выдающиеся механические параметры применяют при изготовлении инструментов и крепежей, деталей, испытывающих повышенные нагрузки.
Химический состав
Классификация по качеству и способу производства
В рудах содержится большое количество неметаллических включений, минералов и газов, влияющих на физико-химические свойства. К полезным относятся кремний и магний, к вредным, фосфор и серу. Выплавка производится в следующей последовательности:
- Плавление : осуществляется при максимальной температуре с активным окислением железа, марганца, кремния, фосфора и других элементов.
- Окисление : при распаде карбидов образуется углекислый газ, в состоянии кипения массовая доля углерода уменьшается до 2%.
- Раскисление : оксиды восстанавливают до железа ферромарганцем, ферросилицием и другими реагентами. При плохой раскисленности материал склонен к трещинообразованию.
Температура доменных печей не позволяла выплавлять стали. Сегодня произвести эти операции можно несколькими способами:
- Мартеновские печи. Пьер Мартен дополнил кузнечные печи регенератором, который не позволял рассеиваться тепловой энергии продуктов горения, таким образом удалось получить достаточную температуру. Снижение углеродной составляющей достигалось в основном выгоранием карбидов. Последняя печь в России работала до 2018 года на Выксунском заводе.
- Конвертеры. Расплавленную массу продувают кислородом снизу и сверху. В ходе химической реакции окисления выделяется дополнительная энергия. Контакт воздушного потока с расплавом увеличивают перемешиванием.
- Электроплавка. Электрометаллургия позволяет заменить реагенты электролизом, в частности на этапе восстановления из окиси не требуется уголь, что снижает количество примесей и вредные выбросы в атмосферу. Кроме этого предусмотрены возможности получения температур до 20 тыс С⁰ с помощью эффекта электротермии и вакуумная плавка.
В результате проведенной работы получают углеродистые стали разного качества. Этот параметр указывают в технической документации, так как от маркировки зависит область применения.
Получение сталей с малым содержанием примесей возможно только методом электроплавки. Они используются для производства некоторых механизмов и деталей оборудования специального назначения, например в атомной энергетике.
Классификация по уровню раскисления и количеству углерода
На этапе окисления расплав насыщается водородом, азотом, углекислотой, а железо превращается в окись. Восстановление металла осуществляется до нужных параметров, так как дополнительная очистка приводит к удорожанию. В связи с этим действует следующая классификация:
- Кипящие (кп) — раскисление осуществляют марганцем, структура неоднородная и насыщенная пузырьками воздуха, характеристики отличаются от слитка к слитку. КП ценят за низкую стоимость и пластичность, их используют для производства плит, подставок, неответственных элементов, работающих при температуре не ниже -20 С⁰.
- Полуспокойные (пс) — окись восстанавливают марганцем и алюминием, если процедура проведена правильно, то газы концентрируются в верхней части слитка. При обработке прокаткой дефекты устраняются.
- Спокойные (сп) — газы удалены практически полностью, структура однородная и плотная. Применяются для изготовления сортового и фасонного проката.
Индекс раскисления указывают только для обыкновенных и частично для качественных сталей, в других маркировках он не используется, так как требования к химическому составу устраняют эту необходимость.
Чем больше углерода, тем выше прочность, но из-за снижения пластичности и ударной вязкости материал становится хрупким. При превышении установленных нагрузок вместо пластической деформации образуются трещины и сколы.
По его массовой доле углерода определяют назначение:
- Обыкновенные (от 0,06 до 0,49%) — в зависимости от группы поставки механические свойства или состав могут быть стабильны.
- Конструкционные — понятие включает в себя сплавы разного качества со средним содержанием (0,25-0,6%), применяется в машиностроении и строительстве.
- Инструментальные — марки с самой высокой твердостью (от 0,7), из них изготовляют ударные инструменты, группа включает в себя только качественные и высококачественные стали У7,У8 — У11А, У12а.
Характеристики и структуру металла изменяют термообработкой. Таким образом достигается баланс прочности и пластичности стальных изделий, повышается коррозионная стойкость. В ряде случаев закаливанию подвергаются лишь поверхностные слои, а сердцевина остается пластичной.
Маркировка углеродистых сталей
Обозначение указывает на класс, чистоту и назначение. В России и СНГ приняты регламенты ГОСТ и ОСТ, устанавливающие нормы химического состава, механических свойств и методов испытаний. В каждой стране разработана своя система: DIN(Германия), EN (Евросоюз), JIS (Япония). Свои нормативы действуют даже в небольших государствах, таких как Чехия, Югославия, Бельгия, в США работает сразу несколько организаций стандартизации, которые создали 8 спецификаций.
Для упрощения согласования поставок и работы по международным контрактам создан интернациональный стандарт ISO, представляющий собой адаптированную систему DIN, разработанную немецким институтом стандартизации в 1951 году. В связи с этим, в ГОСТ отмечают соответствие номеру регламента ИСО, в Европе встречаются обозначения DIN ISO и EN ISO.
- Марки обыкновенного качества отмечают сокращением Ст и цифрами от 1 до 6, в конце пишут степень раскисления: Ст3кп, Ст5пс. ГОСТ 380-2005 соответствует нескольким стандартам ISO в области химического состава. Обозначения E355 (Fe510) или Fe590 указывают на категории очистки, нормированное содержание углерода и основных примесей.
- Качественные маркируют цифрами от 8 до 85, они показывают на углеродную долю в процентах, умноженных на 100. Используют индексы кп и пс, очистку до спокойного состояния (сп) никак не обозначают. Ранее действовал нормативный документ ГОСТ 1050-88, сейчас он заменен рядом отраслевых нормативов ОСТ. Для конструкционных сталей предусмотрен ряд норм ИСО.
- Инструментальные стали обозначают цифрой от 7 до 13 (% углеродной составляющей*10) и буквами У и А. Пример: У8 — качественная, У8А — высококачественная. Сплавы специального назначения, максимально очищенные от фосфора и серы, маркируют буквой Ш в конце.
База стандартизации постоянно обновляется. Для упрощения решения задач разрабатывают таблицы соответствия. Например сплав 20 соответствует Ck22 (1.1151) по системе DIN и 2C22 в спецификации EN.
Какой бывает углеродистая сталь по степени раскисления
В основе классификации этого сплава лежат различные параметры, одним из которых является степень раскисления. Любой способ производства стали сопровождается непрерывным возрастанием кислорода, количество которого зависит преимущественно от концентрации углерода. Во избежание вредного влияния кислорода на металл, проводят процедуру раскисления. С учетом этого параметра углеродистую сталь подразделяют на:
- Спокойную — для таких сплавов характерна более равномерная, однородная структура. Раскисление осуществляют при помощи веществ, лишенных закисей железа (например, алюминий). За счет остаточного алюминия останавливается рост зерна, благодаря чему сталь получает мелкозернистую структуру. В итоге получается качественный материал, полностью лишенный газов, из которого можно производить высокопрочные, износоустойчивые детали, конструкции. К минусам спокойных сталей относится дороговизна их выплавки.
- Кипящую — этот вид отличается более дешевым производством, поскольку во время выплавки используют минимум раскислителей. Внутренняя структура такой стали содержит большое количество растворенных газов — одна из причин снижения качества металла. К примеру, наличие азота мешает осуществлению нормальной сварки углеродистой стали (в районе сварного шва появляется много трещин). За счет развитой ликвации в кипящих сплавах производится прокат с неоднородной структурой и неустойчивыми механическими свойствами.
- Полуспокойную — до момента заливки состав обогащается небольшим количеством раскислителей. После этого происходит затвердение металла без кипения, но газы в нем продолжают выделяться. В отливке из полуспокойной стали газовые пузыри содержатся в меньшем количестве, а последующая прокатка металла позволяет практически полностью избавиться от микропор.
Влияние примесей.
В сталях всегда присутствуют примеси, которые делятся на четыре группы.
1.Постоянные примеси
: кремний, марганец, сера, фосфор.
Марганец и кремний вводятся в процессе выплавки стали для раскисления, они являются технологическими примесями.
Содержание марганца не превышает 0,5…0,8 %.
Марганец повышает прочность, не снижая пластичности, и резко снижает красноломкость стали, вызванную влиянием серы. Он способствует уменьшению содержания сульфида железа
FeS
, так как образует с серой соединение сульфид марганца
MnS
. Частицы сульфида марганца располагаются в виде отдельных включений, которые деформируются и оказываются вытянутыми вдоль направленияпрокатки.
Содержание кремния не превышает 0,35…0,4 %.
Кремний, дегазируя металл, повышает плотность слитка. Кремний растворяется в феррите и повышает прочность стали, особенно повышается предел текучести, . Но наблюдается некоторое снижение пластичности, что снижает способность стали квытяжке
Содержание фосфора в стали 0,025…0,045 %.
Фосфор, растворяясь в феррите, искажает кристаллическую решетку и увеличивает предел прочности и предел текучести , но снижает пластичность и вязкость.
Располагаясь вблизи зерен, увеличивает температуру перехода в хрупкое состояние, вызывает хладоломкость, уменьшает работу распространения трещин, Повышение содержания фосфора на каждую 0,01 %
повышает порог хладоломкости на
20…25oС.
Производственные методы и варианты деления по качеству
Получение углеродистых сталей основано на переработке чугуна и черного лома с уменьшением серы, фосфора и углерода до нужной концентрации. При этом используют различные технологии, которые отражаются на качестве производимого металла. В результате получают стальные сплавы следующих видов:
- высококачественные;
- качественные;
- обыкновенного качества.
Первые два типа углеродистых сталей производят с применением конвертеров, мартеновских и более современных электрических плавильных печей. Химический состав таких сталей, концентрация содержащихся примесей строго регулируется ГОСТами 1435–99 и 1050–88. Так, для качественных стальных сплавов можно использовать серу в количестве не более 0,04%, фосфор — не больше 0,035%, для высококачественных соответственно — менее 0,018 % и не больше 0,025 %. Углеродистые стали этих категорий имеют структуру повышенной чистоты.
Выплавку стальных сплавов обыкновенного качества осуществляют на базе кислородных конвертеров и мартенов, затем из них формируют большие слитки. В сравнении с предыдущими двумя категориями, углеродистые стали, обладающие обыкновенным качеством, характеризуются содержанием большого количества вредных примесей. Согласно ГОСТу 380–2005 серы в них содержится до 0,05%, фосфора — до 0,04%. Такой материал подвергают горячей, холодной прокатке с целью выпуска тонко-, толстолистового материала, широких металлических полос.

Влияние углерода.
Влияние углерода на свойства сталей показано на рис. 10.1
С ростом содержания углерода в структуре стали увеличивается количество цементита, при одновременном снижении доли феррита. Изменение соотношения между составляющими приводит к уменьшению пластичности, а также к повышению прочности и твердости. Прочность повышается до содержания углерода около 1%,
а затем она уменьшается, так как образуется грубая сетка цементита вторичного.
Углерод влияет на вязкие свойства. Увеличение содержания углерода повышает порог хладоломкости и снижает ударную вязкость.
Повышаются электросопротивление и коэрцитивная сила, снижаются магнитная проницаемость и плотность магнитной индукции.
Углерод оказывает влияние и на технологические свойства. Повышение содержания углерода ухудшает литейные свойства стали (используются стали с содержанием углерода до 0,4 %), обрабатываемость давлением и резанием, свариваемость. Следует учитывать, что стали с низким содержанием углерода также плохо обрабатываются резанием.
В каких сферах используют углеродистую сталь
Благодаря высокой прочности, хорошей обрабатываемости, долговечности и сравнительной дешевизне углеродистые стали нашли свое применение во многих отраслях народного хозяйства.
Особенно они популярны в машиностроении, что связано со способностью металла сопротивляться активным нагрузкам, а также с высокими пределами усталости. Так, углеродистая сталь выступает в качестве основного материала для производства:
- маховиков;
- зубчатых передач редукторов;
- корпусов шатунов;
- коленчатых валов;
- поршней плунжерных насосов.
Из углеродистых сплавов производят технологическую оснастку для легкой, деревообрабатывающей промышленности. Во всех этих случаях используют конструкционные углеродистые стали. После цементации этот тип металла используется в создании износоустойчивых деталей, эксплуатация которых будет сопровождаться значительными динамическими нагрузками.
На основе низко и среднеуглеродистой стали осуществляют выпуск:
- уголков;
- швеллеров;
- труб;
- двутавров и других профилей
Начальные свойства конструкционных углеродистых сталей подлежат повышению путем проведения термообработки (закалки).
Выпуск инструментов различного назначения базируется на применении инструментальных стальных сплавов, которые содержат 0,65–1,32% углерода:
- молотки, керны, отвертки, зубила, кузнечный инструмент, косы (марка инструментальной углеродистой стали У7 и У7А);
- ножницы, ножи рубильных машин, ручной столярный инструмент, рамные пилы (марка У8, У8А);
- сверла, фрезы малого диаметра, ленточные пилы, развертки (марка У10, У10А);
- токарные резцы по дереву, ножовочные полотна по металлу, напильники, граверный инструмент (марка У12, У13).

Инструментальные углеродистые стали применяют для производства измерительных приборов. Чтобы получить небольшую деталь с точностью линейных размеров в несколько сот миллиметров, нельзя допускать нагрева или деформации заготовки в результате оказываемого давления режущим инструментом.
Востребовано использование углеродистых сталей обыкновенного качества в строительстве, некоторые марки применяются в машино-, судостроении.
Как маркируется углеродистая сталь
- красного, зеленого — сталь Ст0;
- желтого и черного — Ст1;
- желтого — Ст2;
- красного — Ст3;
- красного и коричневого — Ст3Гпс;
- синего и коричневого — Ст3Гсп;
- черного — Ст4;
- зеленого —Ст5;
- зеленого и коричневого — Ст5Гпс;
- синего — Ст6.

Для обозначения марок качественной, высококачественной углеродистой стали используют цифры — они означают углерода в сотых долях процента. При обозначении качественной углеродистой стали есть ряд некоторых исключений:
- 15К, 20К, 22К — используют для производства котлов;
- 20-ПВ — металл содержит 1,2% углерода, а также медно-хромовую смесь, применяется в производстве труб для систем отопления;
- ОсВ — свидетельствует о наличии в составе никелевой, хромовой и медной добавки, поэтому служит для изготовления железнодорожных вагонов;
- А75, АСУ10Е, АУ10Е — углеродистая сталь с такой маркировкой используется в создании часовых механизмов.
Также в маркировке могут указываться буквы:

Назначение легирующих элементов
Основным легирующим элементом является хром (0,8…1,2)%.
Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладоломкости хромистых сталей – (0…-100) o С.
Дополнительные легирующие элементы.
Бор – 0.003%. Увеличивает прокаливаемость, а также повышает порог хладоломкости (+20…-60
oС
.)
Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладоломкости до (+40…-60)
oС.
0,1%) вводят для измельчения зерна в хромомарганцевой стали.
Введение молибдена (0,15…0,46%)
в хромистые стали увеличивает прокаливаемость, снихает порог хладоломкости до
–20…-120oС
. Молибден увеличивает статическую, динамическую и усталостную прочность стали, устраняет склонность к внутреннему окислению. Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель.
Ванадий в количестве (0.1…0.3)%
в хромистых сталях измельчает зерно и повышает прочность и вязкость.
Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладоломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено.
Значительное количество никеля можно заменить медью, это не приводит к снижению вязкости.
При легировании хромомарганцевых сталей кремнием получают, стали – хромансиль(20ХГС, 30ХГСА)
. Стали обладают хорошим сочетанием прочности и вязкости, хорошо свариваются, штампуются и обрабатываются резанием. Кремний повышает ударную вязкость и температурный запас вязкости.
Добавка свинца, кальция – улучшает обрабатываемость резанием. Применение упрочнения термической обработки улучшает комплекс механических свойств.
Углеродистая сталь – это материал с содержанием углерода до 2,14%. В ней отсутствуют легирующие элементы, присутствует немного примесей, а также магния, кремния и марганца.
Особенности и основная классификация материала
Наличие углерода в стали обеспечивает ее надежность и прочность, а также снижает уровень вязкости и пластичности. Основная масса материала содержит до 99,5% железа. Сталь меняет свои характеристики благодаря термической обработке, в ходе которой достигается нужная твердость поверхности металла.
Основная классификация углеродистой стали базируется на количестве углерода. Выделяют три вида материала:
- низкоуглеродистые (содержат около 0,2% углерода);
- среднеуглеродистые (0,2–0,6%);
- высокоуглеродистые (до 2%).
Чем больше в материале содержится углерода, тем более прочный и менее пластичный он будет, также понижается вязкость стали и повышается хрупкость. Сплавы, которые содержат более 2,4% углерода, уже относятся к чугунам.

Достоинства углеродистой стали:
- высокая пластичность;
- отличная свариваемость;
- хорошая податливость обработке вне зависимости от температуры нагрева металла;
- сохранение высоких прочностных характеристик даже при большом нагреве (до 400 градусов);
- устойчивость к динамическим нагрузкам.
Недостатки углеродистой стали:
- при увеличении содержания углерода сталь снижает свою пластичность;
- имеет склонность к расширению под воздействием тепла;
- имеет слабые электротехнические характеристики;
- при нагреве до температуры, превышающей 200 градусов, ухудшает свою режущую способность и снижает твердость;
- податлива к появлению ржавчины, что налагает серьезные требования к стальным изделиям, например, необходимость в нанесении защитного покрытия.
Углеродистая сталь также классифицируется по структуре на три группы:
- доэвтектоидные (в основе их структуры – зерна феррита и перлита, содержание углерода не выходит за показатель 0,8%);
- эвтектоидные (в основе структуры – перлит, содержание углерода – 0,8%);
- заэвтектоидные (содержат вторичный цементит и более 0,8% углерода).
Структура стали определяет ее качественное состояние.

На параметры стали серьезно влияют примеси, которые в ней содержатся. Положительное влияние на металл оказывают кремний и марганец (они повышают податливость раскислению), а негативное – фосфор и сера (они ухудшают его свойства).
Повышенное содержание фосфора становится причиной того, что стальные изделия трескаются и деформируются при воздействии на них холодного воздуха, это называется хладноломкостью. При повышении температуры сталь с фосфором хорошо поддается обработке (сварке, ковке, штамповке).
Стальные изделия с высокой концентрацией серы плохо поддаются обработке под воздействием высоких температур. Это явление называют красноломкостью. Материал по структуре представляет собой сернистые зерна с легкоплавкими границами. Повышение температуры нарушает между ними связи, что приводит к появлению трещин. Параметры углеродистой стали с высоким содержанием серы можно улучшить, если легировать ее при помощи других химических элементов.
Технологии производства
Изготовление углеродистой стали занимается металлургический вид промышленности. Материал получают путем переработки заготовок из чугуна с сокращением содержания серы и фосфора, а также снижение углерода до оптимальной концентрации. Существуют три вида технологий производства сплава:
1. В печах конвертерного типа.
В основе методики был метод Бессемера – продувка жидкого чугуна при помощи воздушных масс. В ходе процедуры углерод окисляется и удаляется из сплава, после этого слитки чугуна становились сталью. В результате в металле оставались фосфор и сера, повышалась прочность, но при этом сталь становилась более пластичной и быстрее старела. Метод перестал использоваться ввиду низкого качества получаемого материала.
Вместо этого, углеродистую сталь стали изготавливать в печах конвертерного типа. Вместо воздуха стали использовать кислород. В результате получается материал, близкий по качеству к сплавам из мартеновских установок.
2. В мартеновских установках.
Применение мартеновских печей подходит для различных марок углеродистой стали. В основе метода лежит выжигание углерода из сплавов чугуна при помощи воздушных масс и за счет добавления руд железа и ржавых металлических изделий. Изготовление происходит внутри установок, к которым подключается прогретый воздух и горючий газ.
В плавильную камеру загружают все необходимое сырье для изготовления углеродистой стали, которое затем нагревается до температуры плавления. Такие камеры могут вмещать до 500 тонн и выдерживать температуры до 1700 градусов. В них происходит выжигание углерода при помощи газовой среды, шлака и расплавленного металла. В результате получается сплав, который вытекает через заднюю стенку установки.

3. В печах, работающих от электричества.
Электродуговые или индукционные печи позволяют изготовить качественную углеродистую сталь практически без примесей, более чистую и жаростойкую. Процесс производства происходит при помощи вакуума, благодаря чему получаются более качественные заготовки.
Данный метод является более дорогим, поэтому используется только при особой необходимости.
Способы улучшения прочностных характеристик
Повышение прочности углеродистой стали любой группы происходит при помощи термической обработки. Одним из наиболее распространенных методов является закалка плазмой. В ходе процедуры на поверхности образуется структура из мартенсита, твердость которого превышает 9,5 ГПа. Данная структура увеличивает устойчивость стали к износу.
Еще один метод улучшения прочностных характеристик стали - химико-термическая обработка. В ходе процедуры сплав нагревается до конкретного показателя, а затем подвергается воздействию химикатов, что позволяет улучшить его параметры. Такая обработка повышает твердость и стойкость металла к износу, а также улучшает устойчивость к образованию ржавчины в кислых и влажных средах. Метод подходит для углеродистой стали любой группы.
Другие параметры классификации
Классификация углеродистых сталей возможна по уровню очищения от вредных примесей. Выделяют такие группы сплавов:
- обыкновенного качества (В);
- качественные (Б);
- повышенного качества (А).
К категории В относят стали, соответствующие определенным механическим характеристикам. Они отличаются более доступной стоимостью, не подвергаются обработке под давлением или термической. Справы категорий А и Б можно подвергать различным деформациям, и для них производитель прописывает состав и все свойства.
Существует классификация по сфере применения:
- конструкционные – используются для изготовления изделий разного назначения;
- инструментальные – применяются для изготовления различных инструментов.
Достоинства кипящих сталей:
- доступная стоимость (за счет незначительного содержания добавок);
- высокая пластичность;
- хорошая обрабатываемость и податливость обработке при помощи пластической деформации.
Маркировка углеродистых сталей
Маркировка углеродистых сталей не особо отличается от требований к обозначению других сплавов. Расшифровка маркировок, как правило, указывается в специальных таблицах.

Применение углеродистых сталей
Сталь используется во многих сферах, особенно активно в производстве автомобилей. Из нее изготавливают надежные и прочные детали, например корпуса автомобильных элементов, поршни насосов, промышленное оснащение и т.д.
Сплавы с повышенной концентрацией марганца применяются для производства пружин, торсионов и узлов, требующих упругости.
Сталь с низким содержанием углерода применяется при строительстве сооружений и коммуникаций из металла.
Вы можете заказать обработку углеродистой стали любого вида в Череповецком заводе металлоконструкций. Мы занимаемся проектированием, изготовлением и доставкой продукции по всей России. Работа выполняется профессионалами с большим опытом. За ходом процедуры вы сможете наблюдать при помощи онлайн-трансляции из наших цехов.
Преимущества работы с нами:
- гарантия на все изделия от 12 до 24 месяцев;
- высокое качество продукции;
- квалифицированная помощь менеджеров.
У нас есть опыт работы с крупными российскими компаниями. По всем вопросам вы можете обратиться к нашим менеджерам.
Накоплено множество методов обработки металлических конструкций. Одним из них является цементация стали; что это, как сделать в домашних условиях, можно понять, изучив основные технологические приемы процесса.
Общие сведения
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
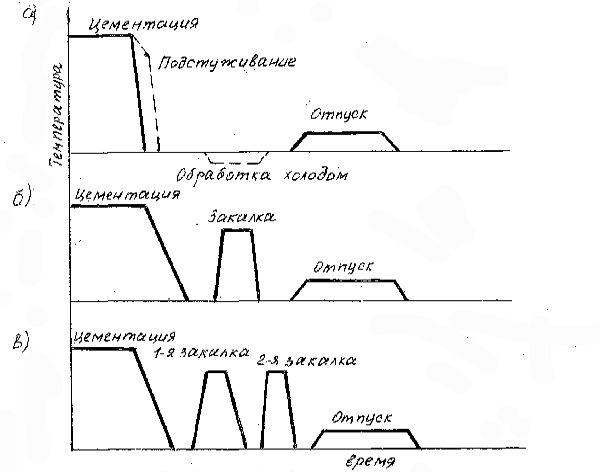
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Цементация стали в домашних условиях организовывается в твердой среде или с использованием графита. Оба варианта доступны и не требуют специальных познаний. Обустройство помещения для первого способа максимально упрощается, поскольку печь не нуждается в обеспечении высокой герметичности.
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
- Соль и древесный уголь тщательно перемешиваются. Если смесь будет недостаточно однородной, во время цементации разные участки поверхности детали будут поглощать разное количество газа. В результате на изделии образуются пятна, сигнализирующие о недостаточной концентрации углерода; качество поверхности будет неравномерным.
- Уголь пропитывают солью, растворенной в воде. Затем его подсушивают до получения смеси, влажность которой не превышает 7%. Такой состав получается однороднее и лучше подходит для использования дома.
Этапы цементации в твердой среде:
- Изделие очищается от загрязнений и укладывается в металлический короб, засыпается твердым карбюризатором (порошковой смесью). Необходимо следить, чтобы между стенками и ним сохранялся промежуток в 2-2,5 см. Размер ящика должен соответствовать форме предмета; это сократит время прогрева и улучшит качество цементированного слоя.
- Короб накрывается подогнанной крышкой, ее края промазываются глиной для герметичности (от утечки газов).
- Емкость помещают в предварительно прогретую печь. Цементация запускается при температуре 850-920°C.
- Атомы углерода поглощаются раскаленным верхним слоем.
Твердая цементация стали допускает неоднократное использование карбюризатора. Для повторного отжига к отработанному карбюризатору достаточно добавить до 30% свежей смеси.
Для большинства ответственных машинных деталей (валы, поршневые пальцы, зубчатые колеса, лемехи, шпиндели) достаточной считается глубина цементированного слоя от 0,6 до 2 мм. Время выдержки для приобретения достаточной твердости может варьироваться от 6 до 20 часов.
Изделия после цементации в твердом карбюризаторе получаются прочными, но хрупкими. Чтобы избавится от нежелательного свойства, детали подвергают термообработке (закалке) с нагревом до 840-850°С, с последующим отпуском (нагревом до 780-800°С), снимающим внутренние напряжения.
Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.
В пасте
Способом можно пользоваться дома. Пасту необходимо нанести на предмет и дать ей подсохнуть. После предмет помещается в печь и выдерживается при 900-950°С расчетное время. Таким методом можно добиться толщины науглероженного слоя в 0,7-0,8 мм.
Паста состоит из:
- сажи, 55 %;
- кальцинированной соды (желтая соль), 30 %;
- щавелевокислого натрия, 15%.
Составляющие размешиваются в воде до пастообразного состояния.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
В старину топоры из сырого железа помещали в герметичный глиняный горшок, наполненный углем, и ставили в печь на несколько суток. Внешние слои насыщались углеродом под действием жара. Инструмент получал твердую поверхность, сохраняя мягкую, пластичную сердцевину. Сущность технологии сохранилась, прием получил развитие, стал распространенным и разделился на несколько ветвей.
Метод цементации описывается как способ обработки металла с использованием высоких температур в среде определенных химических веществ (химико-термическая обработка); среда может быть жидкой, газовой или твёрдой. Химические компоненты при нагревании выделяют свободный углерод. Поверхность нагретого металла поглощает атомы газа, меняя свою структуру (происходит диффузное насыщение на глубину от 0,5 до 2 мм).
Цементации подвергают детали, работающие на истирание, испытывающие при работе вибрацию и удары. Назначение такой термообработки в том, чтобы изменить (усилить) некоторые характеристики поверхностного слоя металлического изделия:
- Слой укрепляется, улучшаются такие его свойства, как твердость и износостойкость; при этом более глубокие слои сохраняют свои первоначальные свойства (вязкость и упругость). Поверхность хорошо сопротивляется истиранию, сердцевина способна выдерживать динамические нагрузки.
- После обработки предмет приобретает твердость, аналогичную с полученной по методу классической закалки (огнем и механическим воздействием).
Выделяют следующие особенности метода:
- При организации процесса цементации важно выдерживать временные и температурные интервалы. Оптимальная плотность атомарного углерода появляется при поддержании температуры от 850 до 950°C.
- Диффузное насыщение идет с малой скоростью; в этом заключается его особенность. Поглощение поверхностью атомов газа течет со скоростью 0,1 мм/час (значение может немного меняться в зависимости от среды и температуры). Учитывая, что ожидаемая толщина слоя начинается от 0,8 мм, нетрудно подсчитать, что полезные свойства деталь приобретет минимум через 8 часов.
- Метод признан эффективным для легированных (инструментальных) и низкоуглеродистых сталей, где доля углерода в составе ограничена 0,2-0,25%, и они способны поглотить дополнительное количество атомов газа. Допускаются машиностроительные, строительные и арматурные стали марок 20х, 40х. Углеродистые стали таким способом не обрабатываются.
- Технология цементации допускает использование нескольких сред. Разработаны приемы закалки в присутствии твердого и газового карбюризатора (углеродистого вещества, способного делиться углеродом). Поверхностное науглероживание возможно в кипящем слое, в растворах электролитов и в пастах.

Самыми распространенными в циклах производства являются газовые и твёрдые карбюризаторы.











Что происходит при цементации стали
Под цементацией понимают специальный высокотемпературный процесс, в ходе которого происходит насыщение поверхности материала атомарным углеродом. Наряду с другими видами химико-термической обработки (азотирование, цианирование и т. д.), цементация повышает качественные характеристики верхнего слоя металла, в особенности его прочность и устойчивость к разного рода нагрузкам.
Существует несколько способов цементации стали, причем некоторые из них можно использовать даже в домашних условиях. В любом случае происходит диффузное насыщение поверхности атомами углерода при высокой температуре (обычно в пределах +500… 1200 градусов). Без повышения температуры невозможна активация углерода, и он не сможет проникнуть в межкристаллическое пространство стали. Скорость взаимодействия металла и углерода довольно низка: за час последний внедряется не более, чем на 1 мм.
Газовая цементация
В машиностроении распространена технология насыщения верхнего слоя стальных изделий углеродом в атмосфере углеродосодержащих газов. Известно, что такое производство удобно для массовой обработки деталей, так как:
- Допускается регулирование плотности газов; тем самым формируется углеродистый слой с заданными свойствами.
- Полный цикл термообработки (цементация, закалка, промывка и отпуск) проходит в одном месте — в шахтной (цементационной) печи.
- Процесс экономичен, механизирован и автоматизирован.
- Коробы с карбюризатором не нуждаются в прогреве, что сокращает время протекания цементации.
- Скорость науглероживания деталей возрастает в 2 – 3 раза (сравнивая с другими методами), однородность слоя выше.
- Температуру газовой смеси углеводородов (метан и окись углерода), доводят до 900-950°С.
- После цементации технологическую цепочку завершает отпуск (закаливание).
Структурные изменения в металле
При внедрении атомов азота и углерода в поверхностном слое металла происходят некоторые изменения. При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
В то же время несколько повышается хрупкость и снижается усталостная и контактная прочность. Особенно это качество проявляется в легированной стали с содержанием никеля более 1.2 %. Таким образом, не все марки стали допустимо обрабатывать по данной методике. Уменьшение размеров зерен структуры достигается путем дополнительной закалки и отпуска непосредственно после процесса нитроцементации. Обработанная таким образом сталь имеет меньший размер зерен, чем цементированная, что повышает ее прочность на изгиб при одновременном уменьшении толщины обработанного слоя.
В твердом карбюризаторе (твердая)
В качестве среды-донора углерода используют древесный уголь; как вариант — торфяной кокс, каменноугольный полукокс. Смесь дополняют активизаторами (углекислый натрий, барий или кальций).
Для качественного насыщения уголь измельчают до частиц размером 3-10 мм, а затем просеивают, чтобы избавиться от пыли. Активизаторы также измельчают и просеивают, стремясь придать солям вид мелкого порошка.
Процесс цементации стали проходит в несколько этапов:
- Предметы, очищенные от эмульсии и масла, загружают в ящик из стали, с карбюризатором, который должен полностью их покрывать. Нельзя допустить их касания стенок ящика и друг друга.
- Емкость помещается в печь. Ее герметичность обеспечивается притертой крышкой, глиной или песчаным затвором.
- Начав с предварительного прогрева, температуру повышают до технологических 900-950°C.
- Возможен ускоренный вариант (при 980°C), сокращающий время насыщения в 2 раза, но вызывающий образование карбидной сетки (возникающей из-за слишком высокого углеродного насыщения). Для ее устранения и исправления структуры проводят дополнительную многоэтапную обработку (нормализацию).
Цементация стали в домашних условиях организовывается в твердой среде или с использованием графита. Оба варианта доступны и не требуют специальных познаний. Обустройство помещения для первого способа максимально упрощается, поскольку печь не нуждается в обеспечении высокой герметичности.
Это условие вполне достижимо в домашней мастерской. Несмотря на очевидные преимущества, у метода есть и недостатки: трудоемкость и низкая производительность.
Перед обжигом готовится твердая смесь (карбюризатор). Она состоит из смеси древесного угля с углекислыми солями бария, натрия или кальция. Соли предварительно измельчают до порошкообразного состояния, а затем просеивают, чтобы добиться однородности. Доля древесного угля в смеси — 70-90%, остальное приходится на соли.
Смесь создается одним из двух способов:
- Соль и древесный уголь тщательно перемешиваются. Если смесь будет недостаточно однородной, во время цементации разные участки поверхности детали будут поглощать разное количество газа. В результате на изделии образуются пятна, сигнализирующие о недостаточной концентрации углерода; качество поверхности будет неравномерным.
- Уголь пропитывают солью, растворенной в воде. Затем его подсушивают до получения смеси, влажность которой не превышает 7%. Такой состав получается однороднее и лучше подходит для использования дома.
Этапы цементации в твердой среде:
- Изделие очищается от загрязнений и укладывается в металлический короб, засыпается твердым карбюризатором (порошковой смесью). Необходимо следить, чтобы между стенками и ним сохранялся промежуток в 2-2,5 см. Размер ящика должен соответствовать форме предмета; это сократит время прогрева и улучшит качество цементированного слоя.
- Короб накрывается подогнанной крышкой, ее края промазываются глиной для герметичности (от утечки газов).
- Емкость помещают в предварительно прогретую печь. Цементация запускается при температуре 850-920°C.
- Атомы углерода поглощаются раскаленным верхним слоем.
Твердая цементация стали допускает неоднократное использование карбюризатора. Для повторного отжига к отработанному карбюризатору достаточно добавить до 30% свежей смеси.
Для большинства ответственных машинных деталей (валы, поршневые пальцы, зубчатые колеса, лемехи, шпиндели) достаточной считается глубина цементированного слоя от 0,6 до 2 мм. Время выдержки для приобретения достаточной твердости может варьироваться от 6 до 20 часов.

Изделия после цементации в твердом карбюризаторе получаются прочными, но хрупкими. Чтобы избавится от нежелательного свойства, детали подвергают термообработке (закалке) с нагревом до 840-850°С, с последующим отпуском (нагревом до 780-800°С), снимающим внутренние напряжения.




Графитом
Цементацию стали в домашних условиях можно проводить несколько иным способом, без нагревания в печи.
Для домашних условий применим способ цементации металла с использованием графитового порошка, как вещества с хорошей электропроводимостью. При закалке в графите нагрев идет только по режущей кромке.
Для организации рабочего места потребуется:
- Графитовый порошок, измельчённый в пыль (даёт мельче искры).
- Источник питания (понижающий трансформатор); для комфортной работы графитовым электродом достаточно 6-12 В.
- Провода достаточного сечения.
- Металлическая подложка (поддон, уголок или кусок профиля).
- Предмет, на котором предварительно желательно убрать зазубрины (мелкой шкуркой).
- На металлический поддон насыпается графитовый порошок (его можно получить, сточив графитовую щетку от электродвигателя или из батарейки)
- К подложке подсоединяется плюсовой контакт, к предмету, требующему закалки — отрицательный провод.
- На трансформатор подается напряжение.
- Предмет (лезвие) необходимо перемещать над слоем графита плавными движениями; при этом цепь замыкается и между лезвием и порошком проскакивают небольшие искры.
- Лезвие в процессе нагревается; оно не должно касаться подложки. При контакте с поддоном короткое замыкание (дуга) может прожечь кромку.
- Трудно достичь равномерного прогрева в порошке, и, следовательно, приемлемого качества для изделия заметных размеров. Науглераживание детали углеродом графита подходит для цементирования режущей кромки садового инструмента (лопат) и ножей. Для ответственных деталей метод не рекомендуется.
- Теоретически качественная цементация идет со скоростью около 0,1 мм/час. Скорость можно увеличить, увеличив температуру, но это также становится причиной итоговой хрупкости.
Таким способом можно цементировать лопату, косу, сверло, отвертку, ножи газонокосилки.
Цементация проводится и в менее распространенных карбюризаторах.





Науглероживатель: уникальные свойства, огромный потенциал

В процессе выплавки чугунов и сталей углерод вводят в расплав или подают на зеркало металла в момент его разлива. Для этого используют специальные углеродсодержащие материалы, которые называют науглероживателями (или карбюризаторами). Науглероживатель придает сплавам железа дополнительную прочность, твёрдость, снижает их вязкость и пластичность, а также предупреждает окисление отливок во время охлаждения.
В качестве карбюризаторов активно применяется искусственный измельченный графит разных марок.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Republished by Blog Post Promoter






Область применения
Карбюризаторы предназначены для получения стали и чугуна определенного химического состава с заданными свойствами. Основные преимущества использования для их производства искусственного измельченного графита:
- снижение себестоимости конечной продукции;
- оптимизация технологического процесса выплавки;
- глубокое, полное и равномерное растворение углерода в металле;
- удобство транспортировки и хранения;
- устойчивость к окислению.
Помимо обогащения сталей, науглероживатели широко применяются для вспенивания шлаков, при изготовлении углеграфитовых продуктов и материалов, а также служат наполнителями для графитопластов.
Читайте также: