
Как сделать технологическую схему
Добавил пользователь Morpheus Обновлено: 05.10.2024
Рассмотрено на заседании каф. АСС
Протокол №_______ от__________________2006 г.
Зав. каф. д.т.н. проф.
1.ч работы копируем полностью в работу.
Цель и задачи работы
Ознакомиться с формой и порядком заполнения спецификаций изделий, изучить правила построения технологических схем сборки и их назначение.
Общая часть
Сборка – завершающий этап производственного процесса в машиностроении, она в значительной мере определяет качество изделий и их выпуск в заданные сроки. Трудоемкость узловой и общей сборки составляет в среднем около 30 % всей трудоемкости изготовления машин. В массовом и крупносерийном производстве эта доля меньше, а в единичном и мелкосерийном, где выполняется большой объем пригоночных работ, трудоемкость сборки достигает 40…50%. В связи с этим правильная организация, всесторонняя технологическая проработка сборочных работ, по части их содержания, структуры, механизации и автоматизации, имеет большое народнохозяйственное значение.
Технологический процесс сборки- процесс, содержащий действия по установке и образование соединений составных частей заготовки или изделия.
Узловая сборка – сборка, объектом которой является составная часть изделия.
Общая сборка – сборка, объектом которой является изделие в целом.
Законченную часть технологического процесса, выполняемую на одном рабочем месте называют технологической операцией. Операция включает все действия оборудования и рабочих над одним или несколькими совместно собираемыми объектами (операционная партия).
Элементами технологических операций являются технологические и вспомогательные переходы, рабочие и вспомогательные ходы, установ, позиция.
Кроме технологических, различают еще вспомогательные операции, к которым относятся транспортирование, контроль, маркировку, смазку и др. работы. Сборку выполняют в определенной технологически и экономически целесообразной последовательности для получения изделий, полностью отвечающих установленным для них требованиям. Увеличение выпуска машин должно обеспечиваться интенсификацией технологических процессов. Поэтому основная задача технолога–машиностроителя заключается в построении высокопроизводительных технологических процессов.
Большую помощь технологам при разработке технологических процессов общей и узловой сборки оказывают технологические схемы сборки. Эти схемы отражают структуру и последовательность сборки изделия и его составных частей. Технологические схемы сборки, не входящие согласно стандартам ЕСТД (Единой Системы Технологической Документации) в комплект технологической документации, рекомендуется составлять непосредственно по чертежам изделия перед разработкой основной технологической документации (технологических карт установленных форм).
Технологические схемы упрощают проектирование процессов сборки и позволяют оценить технологичность конструкции изделия. При построении технологических схем можно выявить допущенные конструктивные неувязки собираемого изделия. Технологические схемы сборки дают возможность четко представить порядок и последовательность выполнения сборочных операций, определяя их содержание и средства механизации. Для построения технологических схем необходимо различать виды изделий, классификация которых установлена ГОСТ 2.101-68 (рис.1), в соответствии с которой различают: детали, сборочные единицы, комплексы и комплекты.
Изделием называется любой предмет или набор предметов производства, подлежащих изготовлению на предприятии. Определение видов изделий.
Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
Сборочная единица – изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сочленением, клепкой, пайкой и т.п.).
Комплекс – два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных функций.
Комплект – два или более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера. Например, комплект запасных частей, комплект инструментов и принадлежностей.
Изделия в зависимости от наличия или отсутствия в них составных частей делятся на:
а) неспецифицированные (детали) – не имеющих составных частей;
б) специфицированные (сборочные единицы, комплексы, комплекты) - состоящие из двух или более составных частей. Понятие "составная часть" следует применять только в отношении конкретного изделия, в состав которого она входит. Составной частью может быть любое изделие (деталь, сборочная единица, комплекс и комплект).

Рис.1 Виды изделий и их структура
Правила построения технологических схем сборки
Сборку изделия (его составной части) начинают с базовой детали, которая первая устанавливается в сборочное приспособление (стенд, панель) и к которой в процессе сборки присоединяются другие детали или сборочные единицы.
Технологический процесс общей и узловой сборок представляется с помощью технологических схем, которые отражают структуру и последовательность сборки изделия и его составных частей.
Примеры технологических схем общей и узловых сборок показаны в приложении.
Единых общепринятых правил построения и оформление схем сборки в отечественной технологии машиностроения нет, в различных источниках могут встречаться не совпадающие рекомендации. Тем не менее можно сформулировать ряд правил, которые следует соблюдать при построении схем и их пользовании, исходящих из общепринятых требованиям наглядности и однозначности представлений.
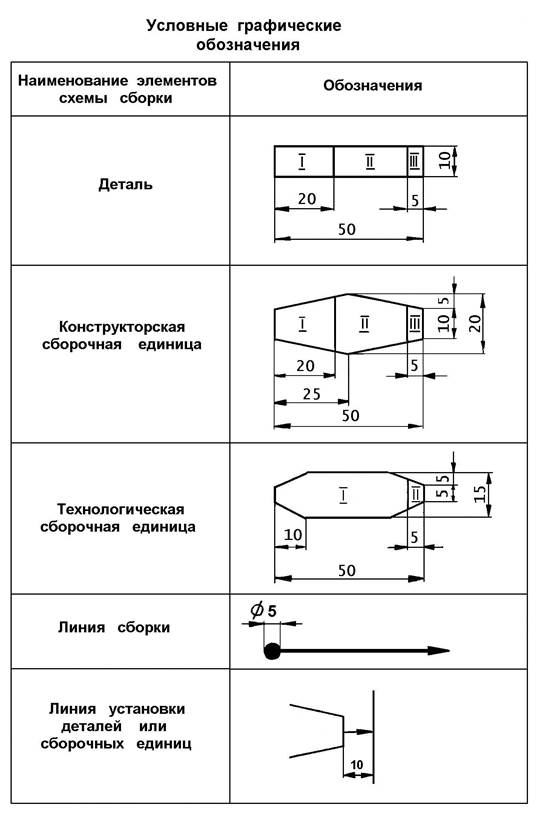
2.1. На схемах каждый элемент изделия (деталь, сборочная единица) имеет свое условное обозначение (таблица). Деталь обозначается прямоугольником, сборочная единица шестиугольником, которые разделены на три зоны:
в зоне 1 проставляются обозначение и позиция детали (сборочной единицы) по чертежу;
в зоне 2 – наименование детали (сборочной единицы) по чертежу;
в зоне 3 – количество одновременно устанавливаемых деталей (сборочных единиц). Указанные в таблице размеры условного обозначения элемента изделия желательно выдерживать, составляя технологическую схему сборки, при выполнении данной лабораторной работы. В общем случае условные элементы изображаются произвольного масштаба, одинакового для данной схемы.
2.2. Процесс общей сборки изображают на схеме сплошной горизонтальной линией. Начало линии сборки обозначается сплошь зачерненным кружком Ш5 мм.
2.3. построение технологической схемы общей сборки начинают с базового элемента изделия, который располагают в левой части схемы, условное обозначение собранного объекта – в правой.
2.4. Процесс узловой сборки изображается линией, которую проводят в направлении от базового элемента к собранному объекту.
2.5. Линия сборки изображается сплошной основной линией по ГОСТ2.303-68.
2.6. Условное изображение сборочных единиц, деталей, а также линии установки, демонтажа, информации выполняется сплошной тонкой линией по ГОСТ 2.303-68.
2.7. Условное обозначение всех деталей непосредственно входящих в изделие располагают сверху в порядке последовательности сборки.
2.8. Условное обозначение всех непосредственно входящих в изделие сборочных единиц располагают снизу.
2.9. При возможности одновременной установки нескольких составных частей изделия на его базовую деталь их соединительные линии на схеме сходятся в одной точке.
2.10. При необходимости технологические схемы сборки снабжают надписями-сносками, поясняющими характер сборочных работ (запрессовку, смазку, проверку зазора, доработку, клепку, выверку и т.п.), когда они не ясны из схемы, и выполняемый при сборке контроль.
2.11. Составляют в первую очередь схему общей сборки, а затем схемы узловой сборки (параллельно), обеспечивая необходимую согласованность и координацию действий на основе схемы общей сборки изделия.
Технологические схемы сборки на одно и тоже изделие можно составить в нескольких вариантах, которые отличаются структурой и последовательностью комплектования сборочных элементов. Принятый вариант фиксируют составленной схемой, которая является одним из технологических документов.
Создавая новые машины, следует предусмотреть их общую сборку из предварительно собранных составных частей (принцип узловой сборки), что обеспечивает преимущества не только при их производстве, но также при обслуживании, эксплуатации и ремонте.
3. ВОПРОСЫ ДЛЯ КОНТРОЛЯ
3.1. Составные части технологического процесса.
3.2. Классификация изделий и их составных частей по ЕСКД.
3.3. Назначение технологических схем сборки.
3.4. Основные правила составления технологических схем сборки.
4. ЗАДАНИЕ ДЛЯ РАБОТЫ
Получив в качестве объекта работы изделие, оформить его сборочный чертеж и спецификацию, а также построить технологическую схему сборки сборки изделия. Произвести описание принятой схемы сборки.
5. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
5.1. Ознакомиться с инструкцией по безопасному выполнению лабораторных работ.
5.2. Ознакомиться с содержанием лабораторной работы, заданием.
5.3. Получить изделие для выполнения работы и необходимые инструменты.
5.4. Ознакомиться с конструкцией и назначением изделия.
5.5. Оформить сборочный чертеж изделия (вывести позицию на входящие в изделия сборочные единицы и детали).
5.6. Построить технологическую схему сборки.
5.7. Произвести сборку изделия и окончательно откорректировать технологическую схему сборки.
5.8. Составить отчет и сдать его преподавателю.
6. УКАЗАНИЯ ПО ОФОРМЛЕНИЮ ОТЧЕТА
Отчет оформляется на специальных бланках, выданных преподавателем.
Графическая и текстовая часть отчета должна быть выполнена карандашом аккуратно, стандартным шрифтом с использованием чертежных инструментов.
Отчет составляется индивидуально и подписывается каждым студентом.
7. БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.101- 68 ЕСКД Виды изделий.
3. ГОСТ 3.1407-74. ЕСКД Правила оформления документации на слесарные, слесарно-сборочные и электромонтажные работы.
4. Сборка и монтаж изделий машиностроения: Справочник. В 2-х т. /Ред. совет: В.С.Корсаков (пред.) и др. - М.: Машиностроение, 1983.– Т.1. Сборка изделий машиностроения / Под ред. В.С.Корсакова, В.К. Замятина, 1983.- 480 с.
Основные идеи славянофильства: Славянофилы в своей трактовке русской истории исходили из православия как начала.
Для определения последовательности сборки изделия и его узлов разрабатывают технологические схемы сборки. Сборочные единицы изделия в зависимости от их конструкции могут состоять либо из отдельных деталей, либо из узлов и подузлов и деталей. Различают подузлы первой, второй и более высоких ступеней. Подузел первой ступени входит непосредственно в состав узла; подузел второй ступени входит в состав первой и т.д. Подузел последней ступени состоит только из отдельных деталей.
Технологические схемы составляют отдельно для общей сборки изделия и для сборки каждого из его узлов (подузлов). Технологические схемы сборки строят по следующему правилу. В левой части схемы указывают базовый элемент (базовую деталь, базовый узел, подузел), а в правой части схемы — изделие (узел, подузел) в сборе. Эти две части соединяют горизонтальной линией. Выше этой линии прямоугольниками обозначены все детали в порядке последовательности сборки. В нижней части указаны узлы, входящие непосредственно в изделие. На схемах узловой сборки обозначают подузлы первого порядка (1СБ.10), на схеме сборки подузла первого порядка — подузлы второго порядка (2СБ. 14) и т.д.
На технологических схемах каждый элемент узла обозначают прямоугольником, разделенным на три части. В верхней части прямоугольника указано наименование элемента детали, подузла или узла; в левой нижней части — индекс элемента; в правой нижней части — число собираемых элементов.
На рис. 10.1 представлено натяжное устройство с входящими в него деталями. В табл. 10.1 представлен операционный технологический процесс сборки натяжного устройства.
Сборочные операции проектируют на основе технологических схем сборки. При разработке содержания сборочных операций следует учитывать, что каждая операция должна иметь определенную

Рис. 10.1. Натяжное устройство с входящими в него деталями:
- 1 — крышка; 2 — винт (4 шт.); 3 — кольцо; 4 — болт (4 шт.); 5 — фланец;
- 6 — прокладка; 7 — компенсатор; 8 — втулка; 9 — шкив;
- 10 — подшипник (2 шт.); 11 — уплотнитель; 12 — ступица; 13 — рычаг; 14 — шайба; 15 — гайка
технологическую закономерность, причем при поточном методе трудоемкость операции должна быть равна или несколько меньше такта сборки либо кратна ему.
Проектируя сборочную операцию, уточняют содержание технологических переходов и определяют схему базирования и закрепления базового элемента (детали, узла), выбирают технологическое оборудование, приспособление, рабочий и измерительный инструмент, устанавливают режим работы, норму времени и разряд работы.
При проектировании сборочных операций выполняют необходимые технологические расчеты, позволяющие обосновать выбор оборудования, технологической оснастки и режимов работы. В технологические расчеты входят: определение силы запрессовки для соединений с натягом, установление режима нагрева или охлаждения при сборке деталей с тепловым воздействием, расчет необходимой силы при клепке и др.
Таблица 10.1
Операционный технологический процесс сборки натяжного устройства
Наименование
Содержание операций (по переходам)
Сборка шкива (№ 9)
- 1. Закрепить шкив (дет. 9) в приспособлении.
- 2. Установить уплотнительное кольцо (дет. 11).
- 3. Смазать и установить подшипник (дет. 10).
- 4. Протереть и установить втулку (дет. 8).
- 5. Смазать и установить подшипник (дет. 10)
Установка шкива (№ 9)
- 1. Закрепить ступицу (дет. 12) в приспособлении.
- 2. Установить сборку шкива (сб. 9) на ступицу.
- 3. Протереть и установить компенсационное кольцо (дет. 7) или несколько колец.
- 4. Установить стопорное кольцо (дет. 3).
- 5. Установить прокладку (дет. 6)
Сборка фланца (№ 5)
- 1. Закрепить фланец (дет. 5) в приспособлении.
- 2. Установить крышку (дет. 1).
- 3. Закрепить крышку (дет. 1) винтами (дет. 2)
Установка фланца (№ 5)
- 1. Установить фланец (сб. 5) на сборку шкива (сб. 9).
- 2. Закрепить фланец (сб. 5) болтами (дет. 4)
Установка рычага (№ 12)
- 1. Закрепить ступицу в сборке со шкивом и приспособлением.
- 2. Установить рычаг (дет. 13) на ступицу (дет. 12).
- 3. Одеть шайбу (дет. 14).
- 4. Закрепить рычаг (дет. 13) гайкой (дет. 15)
Рис. 10.2. Технологическая схема сборки натяжного устройства
Оценку разработанных вариантов технологических процессов производят, используя абсолютные и относительные показатели. Абсолютные показатели — себестоимость отдельных операций и процесса сборки в целом и трудоемкость сборки узлов и изделий. Относительные показатели — коэффициент загрузки каждого сборочного места, коэффициент загрузки сборочной линии, коэффициент трудоемкости сборочного процесса г|тр (отношение трудоемкости сборки к трудоемкости изготовления деталей, входящих в сборочный элемент):

для единичного и мелкосерийного г|тр = 0,5; серийного — Г|тр = 0,3—0,4; массового — тц = 0,25—0,30.
Чем меньше этот коэффициент, тем выше уровень механизации сборочных работ. С учетом того, что предприятие получает в порядке кооперации ряд деталей с других предприятий, более объективным будет не коэффициент Г|тр, а коэффициент себестоимости сборочного процесса Г|себ, который равен отношению себестоимости сборки к себестоимости изготовления изделия:

Технологическая документация сборочных процессов включает сборочные чертежи и технологические схемы узловой и общей сборки. В сборочной маршрутной карте приводится перечень сборочных операций с указанием данных об оборудовании и оснастке, норм времени, разряда работы и расчетных норм времени по технологическим переходам.

- Как составить технологическую схему
- Как нарисовать схему в ворде
- Как читать чертежи и технологические документы
- - план-схема участка;
- - проект строительства;
- - данные о подрядных организациях;
- - расчет материальных средств;
- - инженерные навыки.
Если вы составляете собственный проект строительства, непременно включите в него раздел, предполагающий разработку технологической схемы. Такое условие является обязательными для строительных организаций, занимающихся возведением построек и инфраструктурных объектов.
В качестве исходных данных при составлении технологической схемы используйте имеющиеся утвержденные соответствующими органами разрешения по строящемуся комплексу, в которых прописаны требования строительных стандартов и норм. В особенности это касается инженерных коммуникаций: водопровода, канализации, электрических сетей, прочих систем энергоснабжения.
Запаситесь графическим планом обустраиваемой территории. Создавая схему расположения построек, произведите разделение участка на отдельные части. Исходите при этом из функционального назначения элементов всего комплекса. Отдельные конструкции должны быть расположены удобно, в соответствии со строительными нормами и санитарными требованиями.
В технологической схеме укажите последовательность возведения отдельных сооружений. Отправным пунктом должны стать жилые постройки, потом следуют служебные, вспомогательные и подсобные объекты. Убедитесь, что возводимые сооружения не причинят неудобства соседним хозяйствам, если таковые граничат с территорией вашего участка.
Предусмотрите в плане основные методы возведения сооружений. Это потребуется для дальнейшего расчета количества строительных материалов, выявления тех операций, для выполнения которых потребуется привлечь специальную технику, оборудование и квалифицированных специалистов.
Включите в организационно-технологическую схему данные о материально-технической базе подрядных организация, которые планируется привлечь для производства работ. Эти сведения помогут правильно рассчитать потребности в финансовых средствах и других привлеченных ресурсах, включая рабочую силу.
Исходите при создании технологической схемы из возможности применения современных и прогрессивных методов строительства и благоустройства. Созданная по этим правилам схема процесса обеспечит высокое качество работ и позволит учесть самые мелкие, но существенные детали.
После разработки операционной схемы приступают к составлению принципиальной технологической схемы, которая, по сути, является аппаратурным оформлением операционной. Ее можно рассматривать как состоящую из ряда технологических узлов. Технологическим узлом называют аппарат (машину) или группу аппаратов с обвязочными трубопроводами и арматурой, в которых начинается и полностью заканчивается один из физико-химических или химических процессов.
В технологические узлы входят такие объекты, как сборники, мерники, насосы, компрессоры, газодувки, сепараторы, теплообменники, ректификационные колонны, реакторы, котлы-утилизаторы, фильтры, центрифуги, отстойники, дробилки, классификаторы, сушилки, выпарные аппараты, трубопроводы, арматура трубопроводов, предохранительные устройства, датчики и приборы контроля и автоматизации, исполнительные и регулирующие механизмы и устройства.
Абсолютное большинство указанных аппаратов и машин выпускается промышленностью и стандартизовано. Сведения о типах выпускаемых машин и аппаратов, их конструкциях и характеристиках можно получить из различных справочников, каталогов изделий заводов, изданий отраслевых и информационных институтов, из рекламных материалов и отраслевых научно-технических журналов.
Но, прежде чем составить технологическую схему, необходимо уточнить ряд задач, которые решаются на данном этапе работы. Это, прежде всего, обеспечение охраны труда и техники безопасности. Поэтому в технологической схеме должны предусматриваться средства предотвращения превышения давления (предохрани-
тельные клапаны, взрывные мембраны, гидрозатворы, аварийные емкости), систе-
мы создания защитной атмосферы, системы аварийного охлаждения и т.д.
На этапе синтеза технологической схемы решается вопрос об уменьшении затрат на перекачку продуктов. Необходимо максимально использовать самотек для транспортировки жидкостей из аппарата в аппарат. Поэтому уже здесь предус-
матривается последовательное ступенчатое расположение аппаратов.
На данном этапе определяется набор тепло - и хладоносителей, которые будут ис-
пользованы при осуществлении процесса. Стоимость единицы тепла или холода зависит от наличия на предприятии энергоносителя и его параметров. Самыми де-
шевыми хладоагентами являются воздух и оборотная промышленная вода. Эконо-
мически выгодно основное количество тепла передать этим дешевым хладоносителям и только остаточное тепло снимать дорогими хладоагентами (охолодженная вода, рассол, жидкий аммиак и т.п.). Самыми дешевыми теплоносителями являют-
ся топочные газы, но они не транспортабельны.
Для составления принципиальной технологической схемы на листе миллиметровки сначала проводят линии коллекторов подачи и вывода материальных по-
токов, теплоносителей и хладоагентов, оставив в нижней части листа свободной полосу высотой 150 мм, где позднее будут размещены средства КИПиА. Рекомен-
дуется линии газовых коллекторов проводить в верхней части листа, а жидкостных - в нижней его части. После этого на плоскости листа между коллекторами распо-
лагают условные изображения аппаратов и машин, необходимых для выполнения операций, в соответствии с разработанной операционной схемой. Условные изоб-
ражения машин и аппаратов не имеют масштаба. Расстояние между ними по гори-
зонтали не регламентируется, оно должно быть достаточным для размещения линий материальных потоков, средств контроля и автоматизации. Расположение ус-
ловных изображений по вертикали должно отражать реальное превышение аппарата над другом без соблюдения масштаба. Размещенные на плоскости листа ус-
ловные изображения машин и аппаратов соединяют линиями материальных потоков, подводят линии хладоагентов и теплоносителей. Производится нумерация позиций аппаратов и машин слева направо.
Особое внимание при проектировании технологической схемы следует уделять обвязке ее отдельных узлов. Пример такой обвязки приведен на рис. 5.3.

Рис. 5.3. Обвязка узла абсорбции: I – IV - основные трубопроводы;
1 - абсорбер, 2 - насос, 3 - холодильник абсорбента
Здесь показан узел абсорбции компонента газовой смеси жидкостью. Нормальная работа узла абсорбции зависит от постоянства температуры, давления и от соотношения количества газа и абсорбента.
Соблюдение этих условий достигается установкой следующих приборов и арматуры:
- на линии подачи газа (I): диафрагма расходомера, пробоотборник, бобышка для замера давления и бобышка для замера температуры;
- на линии выхода газа (II): диафрагма расходомера, пробоотборник, бобышка для замера температуры, бобышка для замера давления, регулирующий клапан, поддерживающий постоянное давление в абсорбере;
- на линии подачи свежего абсорбента (III): диафрагма расходомера, или ротаметр, пробоотборник, бобышка для замера температуры, регулирующий клапан, связанный с регулятором соотношения газа и абсорбента;
- на линии вывода насыщенного абсорбента (IV): диафрагма расходомера или ротаметр, бобышка для замера температуры, регулирующий клапан, связанный с регулятором уровня жидкости в нижней части абсорбера.
При разработке технологической схемы следует иметь в виду, что регулирующие клапаны не могут служить запорными устройствами. Поэтому на трубопроводе должна быть предусмотрена запорная арматура с ручным или механическим приводом (вентили, задвижки), а для отключения регулирующих клапанов - обводные (байпасные) линии.
Вычерченная схема является предварительной. После проведения предварительных материальных и тепловых расчетов в разработанной технологической схеме должны быть проанализированы возможности рекуперации тепла и холода технологических материальных потоков.
В процессе проектирования в технологическую схему могут вноситься и другие изменения и добавления. Окончательное оформление технологической схемы производится после принятия основных проектных решений по расчету и подбору реакторов и аппаратов, по выяснении всех вопросов, связанных с размещением и расположением аппаратов проектируемого производства.
Так, иногда при подборе оборудования приходится сталкиваться с тем, что некоторые его виды либо не выпускаются в Украине, либо находятся на стадии освоения. Отсутствие какой-либо машины или аппаратов нужной характеристики, изготовленных из конструкционного материала, устойчивого в данной среде, зачастую вызывает необходимость в изменении отдельных узлов технологической схемы и может послужить причиной перехода на другой, экономически менее выгодный метод получения целевого продукта.
Технологическая схема не может являться окончательной, пока не проведена компоновка оборудования. Например, по первоначальному варианту предполагалась передача жидкости из аппарата в аппарат самотеком, который не удалось осуществить при разработке проекта размещения оборудования. В этом случае необходимо предусмотреть установку дополнительной передаточной емкости и насоса, которые следует нанести на технологическую схему.
Окончательная технологическая схема составляется после разработки всех разделов проекта и вычерчивается на стандартных листах бумаги в соответствии с требованием ЕСКД. После этого составляется описание технологической схемы, которая снабжается спецификацией, где указывается количество всех аппаратов и машин.
Резерв оборудования выбирается с учетом графика проведения планово-предупре-
дительного ремонта и свойств технологического процесса.
Описание технологической схемы является частью расчетно-пояснительной записки. Целесообразно описывать схему по отдельным стадиям технологического процесса. В начале следует указать, какое сырье подается в цех, как оно поступает, где и как хранится в цехе, какой первичной обработке подвергается, как дозируется и загружается в аппараты.
При описании собственно технологических операций кратко сообщается о конструкции аппарата, способе его загрузки и выгрузки, указываются характеристики протекающего процесса и способ проведения (периодический, непрерывный), перечисляются основные параметры процесса (температура, давление и др.), методы их контроля и регулирования, отходы и побочные продукты.
Описываются принятые способы внутрицеховой и межцеховой транспортировки продуктов. В описании должны быть перечислены все изображенные на чертеже схемы, аппараты и машины с указанием присвоенных им по схеме номеров.
Анализируется надежность разработанной технологической схемы и указываются способы, применяемые для повышения ее устойчивости.
Читайте также: