
Как сделать спинку на мотоцикл иж
Обновлено: 02.07.2024
Всем привет, Сегодня в видео я расскажу как сделать правильно боковой упор, подножку , ножку и т.д. где его лучше расположить, концепцию работы и некоторые нюансы..
Всем привет. Меня зовут Иван. Очень рад вас на своем канале.
Тут можно увидеть много полезных видеороликов о ремонте
и доработке мотоциклов, мопедов, скутеров, автомобилей.
Доработке 2х тактных мото двигателей советской и не только техники.
На канале много видео о доработке и форсировке мотора ИЖ Юпитер 5,
а также других узлов и агрегатов мотоцикла Иж Юпитер и не только.
Много видео о покраске автомобилей и автомалярке в общем,
полезных инструментах, приспособлениях, а также обзор на инструмент.
Между тем бывают видео просто на свободную тему: природа, горные лыжи,
рыбалка, работа, строительство мостов, токарные работы, сварочные работы.
Обзоры на гаджеты, обзоры на автомобили, мотоциклы, мопеды и скутеры,
а также прохваты на аппаратах.
Видео Боковая подножка на мотоцикл ИЖ. Где расположить. Принцип работы. Концепция. канала Иван Демидов
Это для Юпитера, но тоже самое ты можешь сделать для Планеты. Если планета в хорошем состоянии, то оставь как есть, не порти.
Тюнинг 1. (мотоцикла иж юпитер) Поставьте на свой иж юпитер ксенон для фар, чтобы ездя ночью было все очень хорошо видно.
Тюнинг 2. (мотоцикла иж юпитер) Сделайте себе следующий тюнинг – приделайте дуги безопасности, для того, чтобы не упасть и не сломать ногу.
Тюнинг 3. (мотоцикла иж юпитер) Прикрепите на мотоцикл иж юпитер новейший спидометр, который поможет вам определить скорость.
Тюнинг 4. (мотоцикла иж юпитер) Тюнинг нового образца – поставьте закругленные фары, которые отлично смотрятся днем и ночью.
Тюнинг 5. (мотоцикла иж юпитер) Приделайте новое кожаное сиденье, не то которое у вас стоит – старое, оборванное!
Тюнинг 6. (мотоцикла иж юпитер) Поставьте ветровое стекло для того, чтобы защитить себя от сильных ветров, а также для поднятого вида.
Тюнинг 7. (мотоцикла иж юпитер) Покраска. Покрасьте свой иж юпитер в более лучший цвет, например в красный или в синий и тогда ваш тюнинг мотоцикла иж юпитера преобразиться.
Тюнинг 8. (мотоцикла иж юпитер) Прикрепите спинку к вашей сидухе, ее делают обычно из подголовников автомобилей.
Тюнинг 9. (мотоцикла иж юпитер) Поставьте новые литые диски, которые будут блестеть на солнце.
Тюнинг 10. (мотоцикла иж юпитер) Необычный тюнинг – поставьте брызговики, лучше черного цвета, помогающие хорошему видку.
Тюнинг 11. (мотоцикла иж юпитер) Можете также наклеить многие наклейки, придающие крутость мотоциклу иж юпитер.
Тюнинг 12. (мотоцикла иж юпитер) Необходимо также сделать хромированные глушаки, которые не ржавеют. Красота и надежность!
Тюнинг 13. (мотоцикла иж юпитер) Покупайте резину с шипами, которая обеспечит вам проходимость по грязным русским дорогам.
Тюнинг 14. (мотоцикла иж юпитер) Поднимите ваши мотоциклетные крылья, которые дают вам идеальный вид.
Тюнинг 15. (мотоцикла иж юпитер) Приобретайте также ко всему тому также мотоциклетные коляски.
На фотках можно прочитать сайт, с которого взяты. Там такого добра - завались!

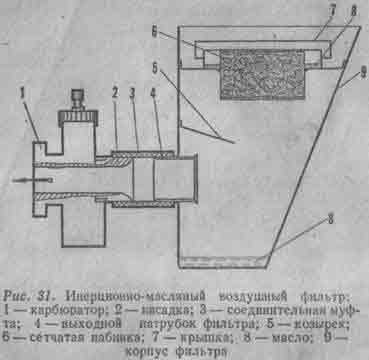
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование - иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка-не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф - объем фильтра; Vц -объем цилиндра. На мотоциклах классов 250-750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
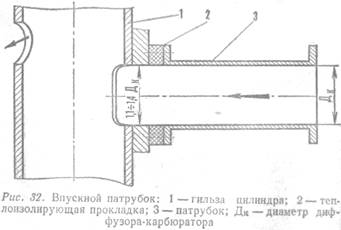
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий - лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°. Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).

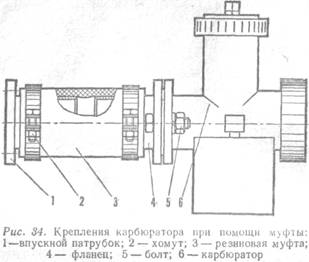
Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую ,(5 - 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. После закрепления патрубка проверить, чтобы прокладки не перекрывали сечение окна. В случае использования бензомаслостойкого шланга между цилиндром и карбюратором, для уменьшения нагрева и вибрации карбюратора, следует обратить внимание на надежность закрепления шланга хомутами к патрубку и вставке карбюратора (рис. 34).
Разрыв между патрубком и вставкой 5-10 мм считается достаточным. Длину впускного патрубка подбирают экспериментально, и зависит она от конструкции двигателя. На двигателях кроссовых мотоциклов длина впускного патрубка колеблется от 50 до 200 мм (измеряя от зеркала цилиндра до распылителя карбюратора). Общая длина впускного тракта подбирается экспериментально для каждого двигателя и может быть 200-350 мм. Суммарная длина впускного тракта состоит: ? Lвп =? + L1 + Lk + L2 где ? - длина тракта в цилиндре; L1 - длина впускного патрубка; Lk -длина карбюратора; L2- длина насадки от карбюратора до воздушного фильтра. Подбор оптимальной длины впускного тракта для каждого двигателя производится на стенде либо на дороге с помощью засечки времени. Оптимальную длину впускного тракта, обеспечивающую максимальную мощность двигателя, можно рассчитать по формуле: ? Lвп = Где n - число оборотов коленчатого вала ab - средний диаметр воздушного фильтра a - cкорость звука (20,1Т м/сек) Т вп = 273+t0вч С t0вч С - температура смеси после карбюратора.

При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца - ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).




Материал заготовки сталь 40X. Точение по копиру. Наибольший размер 65,6 +0.1 -0.5 мм. 3. Расточка по копиру, выдержав радиальную толщину 2,9 - 0,1 мм 4. На токарном станке нарезать заготовки высотой 3,4- 0,1 мм. 5. Произвести закалку и отпуск до НRс = 43-11 в термофиксаторе. 6. Плоское шлифование размер 3-0.05 мм каждого кольца. 7. Вырезка замка на отрезном круге. Припилить замок под стопор до размера 2+0,1 -0,15мм в стакане O62,25. 8. В специальных приспособлениях (оправках): а) расточить кольца до 0 57+0,05 б) обточить до O61,б-0,02 в) снять острые кромки с углов R=0.3мм 9. Набор колец надеть на оправку под хромирование. Замки зачеканить свинцом. Биение по диаметру допускается не более 0,05 мм. 10. На оправке под хромирование шлифовать до O61,45-0,02 мм 11. Хромировать. Толщина хрома не менее 0,17 мм на сторону. 12. Снова шлифовать на этой же оправке до O61,75+0,03 13. Готовые кольца расточить под L-образное сечение (рис. 40) в специальном стакане с гайкой, удерживающей кольцо

14. Обезводородить кольца. Кольца готовы. Дальнейшее обращение с кольцами должно быть аккуратным. Их поюмещают в коробку или специальный стакан, лишний раз не берут в руки до установки на поршень. Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)

При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.

Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям. Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4-5 мм вполне достаточна для двигателей классов 125-175 см3 и 5-6 мм для самых мощных двигателей классов 250-500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.

Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.


Палец нижней головки шатуна делается полым с одной стороны (отверстие O6мм), и по центру беговой дорожки роликов сверлится одно отверстие O1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64-63 ед.

Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна - роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125-175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94-4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250-350-500 см3 обычно диаметр роликов 3-4 мм, диаметр пальца 20-25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5-2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3-3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35-40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5-2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).
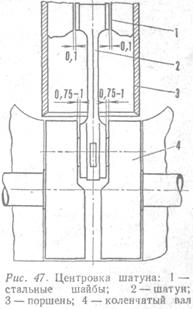

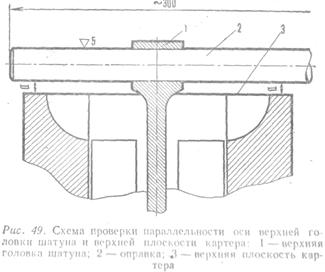
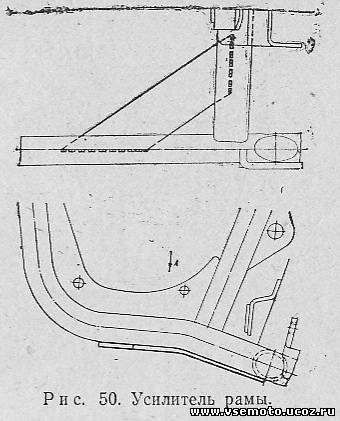
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. Балансировка коленчатого вала. Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле: Х = А(0,45 ? 0,6) + В(0,45?0,6) - В, Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника; В - 0,336 от веса головки шатуна (рис. 50).

Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например: Вес поршня =140 г Вес пальца = 30 г Вес колец =5 г; Вес стопорных колец =1 г; В = 168 : 0,336 = 50 г; X = 176 • 0,5 + 50 • 0,5 - 50 = 53 г. Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз к головке шатуна (рис. 51).
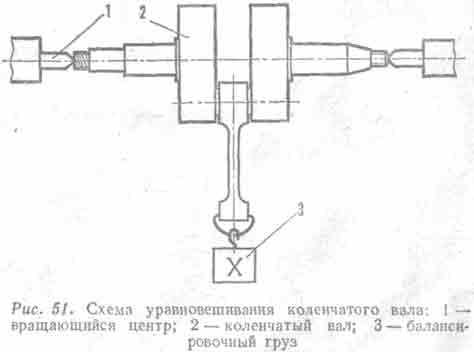
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45?0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000-6500 об/мин этот коэффициент берется равным 0,5. Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 - 0,57). Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала. Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.

04:24

03:31

05:41

05:02

02:29
![Oliver Tree & Little Big - The Internet [Music Video]](https://i.ytimg.com/vi/5Og1N-BVSwg/0.jpg)
03:36

04:43
Боковой прицеп БП-1 (рис. 44) мотоцикла ИЖ-ЮЗК отличается от БП-62 и БП-65 конструкцией и внешним видом.
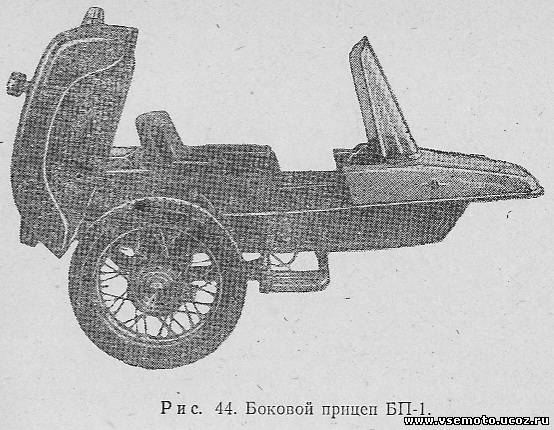
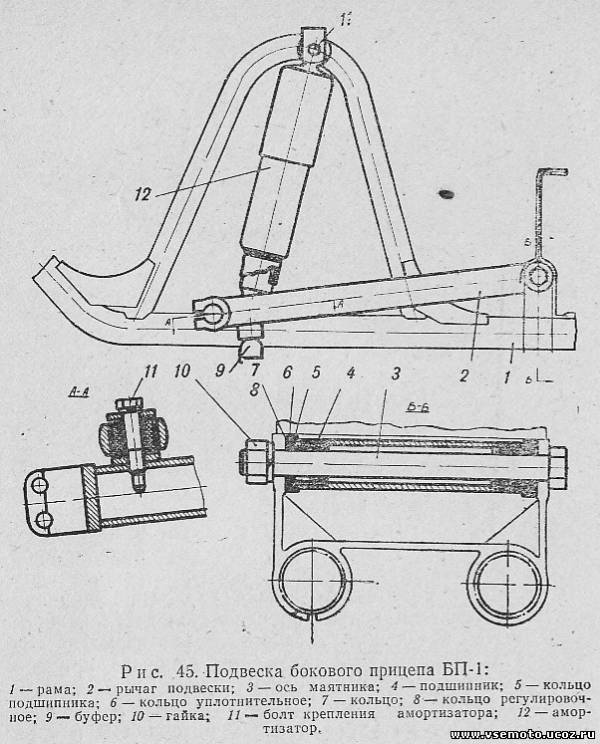
Вместо торсионной подвески в нем применена маятниковая с гидравлическим амортизатором (рис. 45). Колесо прицепа взаимозаменяемо с колесами мотоцикла и снабжено тормозом с приводом от рычага ножного тормоза. Для удобства посадки пассажира верх передней части кузова (капота) выполнен сдвижным. Открывается капот нажатием на кнопку, закрывается энергичным движением рукоятки в крайнее заднее положение.
Капот съемный. Для снятия необходимо убрать сиденье со спинкой, откинуть левую боковину кузова (с карманом), снять пружину направляющей трубы капота, отвернуть две гайки крепления стойки передней направляющей трубки (на кронштейне передней части кузова) и, перемещая назад, снять с болтов стойку передней направляющей трубки. Затем снять переднюю часть капота движением вверх и вперед, выведя его из соединения задних направляющих труб со втулками. Установка капота производится в обратном порядке.
Высокая спинка сиденья и мягкие подлокотники обеспечивают удобство посадки пассажира. Для перевозки груза (до 30 кг) на кузове прицепа предусмотрен багажник. В передней части кузова установлен упор для ног, имеющий два положения в зависимости от роста пассажира. Ветровое стекло крепится к капоту стяжной лентой.
Кузов установлен на трубчатой раме с буферными резиновыми прокладками и закреплен на ней четырьмя скобами.
Уход за боковым прицепом сводится к периодической смазке трущихся частей. Смазка подшипников колеса производится в сроки, предусмотренные для смазки колес мотоцикла. Смазка втулок подшипника маятника подвески колеса производится через каждые 5000 км. В период эксплуатации следует периодически проверять правильность положения бокового прицепа во избежание возможного сдвига цанговых кронштейнов в раме. Взаимное положение мотоцикла и бокового прицепа влияет на управляемость мотоциклом и срок службы шин.
Ветровое стекло прицепа протирать сухой ветошью не рекомендуется, так как при этом оно может потускнеть. Мыть его необходимо водой с мылом, применяя мягкую губку.
Содержание бокового прицепа в чистоте и регулярная периодическая смазка узлов являются залогом долговечности и надежности их работы.
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ БОКОВЫХ ПРИЦЕПОВ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Появление стуков в соединениях бокового прицепа с мотоциклом происходит из-за ослабления затяжки цанговых зажимов, болтов крепления тяг или ослабления заднего шарового зажима.
Уход за амортизатором бокового прицепа и его ремонт аналогичны уходу за амортизаторами мотоцикла. Особое внимание надо уделять состоянию троса привода тормоза. По сравнению с другими тросами управления он большей длины и проходит по трубе рамы прицепа, где имеется возможность попадания воды и грязи на его рабочую часть. По этой причине может наблюдаться тугой ход рычага ножного тормоза, особенно при эксплуатации в зимнее время года, когда попавшая в оболочку грязь и вода замерзают. Это в свою очередь может привести к заклиниванию тормозных колодок.
Для обеспечения нормальной работы тормоза колеса бокового прицепа смазку троса привода тормоза следует производить разогретой консистентной смазкой УС-1 или УС-2 через каждые 1500 - 2000 км.
При подготовке мотоцикла к эксплуатации зимой трос снять, промыть в бензине или керосине и смазать автотракторным маслом указанным ранее способом.
Стуки и люфт подвески колеса могут появиться из-за ослабления крепления втулки оси колеса в рычаге подвески, ослабления рычага или износа подшипников. Для проверки люфта надо под рамку прицепа установить подставку и покачать за колесо. При наличии люфта оси во втулке качающегося рычага вначале попытаться устранить его затяжкой болтов, если он не устранился, то необходимо разобрать маятник и выяснить причину неисправности.
Разборку производить в следующем порядке:
1. Отвернуть гайку крепления грязевого щитка в передней части и поднять его вверх.
2. Снять защитный колпачок, вынуть шплинт из оси колеса, отвернуть гайку и снять колесо.
3. Отсоединить трос тормоза от тормозной крышки и снять ее.
4. Вывернуть болт 11 (рис. 45) крепления амортизатора.
5. Отвернуть гайку 10 и выбить ось 3 крепления рычага подвески 1.
6. Снять уплотнительные кольца 6, регулировочные шайбы 7, 8, кольцо 5 и вынуть втулки 4. В первом выпуске боковых прицепов рычаг подвески устанавливался на игольчатых подшипниках.
Все детали промыть и осмотреть. Изношенные заменить новыми.
Сборку производить в обратном порядке. Иногда после снятия грязевого щитка габаритные фонари и указатель поворота на щитке не горят. Это происходит вследствие изоляции щитка от массы. Для устранения этого дефекта следует изменить положение щитка так, чтобы болты крепления щитка в передней части касались кронштейна.
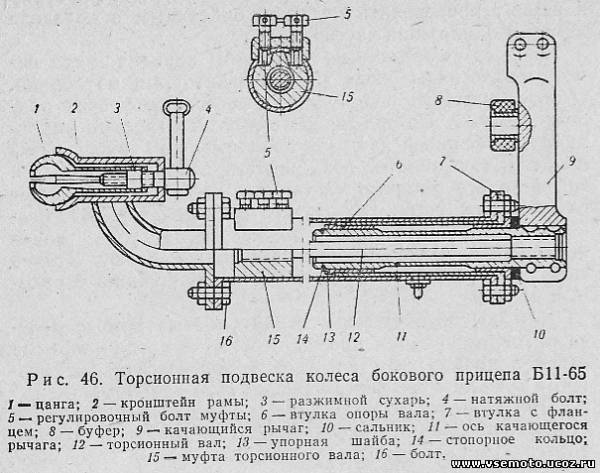
Наряду с боковым прицепом БП-1 выпускаются боковые прицепы БП-65, которые устанавливались на мотоциклах ИЖ-Ю2К и в настоящее время поступают в торговую сеть. В конструкции этого прицепа применена подвеска колеса торсионного типа (рис, 46). Роль амортизатора выполняет торсионный вал 12, один конец которого шлицами заходит в муфту 15, закрепленную болтами 6 в трубе рамы, на другом конце вала закреплен рычаг 9 с осью для колеса.
Кузов прицепа штампованный с откидным ветровым щитком и перекидным упором для ног. Крепится кузов в четырех точках: передняя часть двумя скобами с резиновыми подкладками к трубе рамы, задняя часть кузова подпружинена и крепится к червякам, заведенным в пружины.
Сборка производится в обратном порядке. Перед сборкой все детали смазать консистентной смазкой.
УСТАНОВКА БОКОВОГО ПРИЦЕПА НА МОТОЦИКЛАХ иж-п, иж-п2, иж-п3
Мотоциклы ИЖ-П и ИЖ-П2, выпускаемые в одиночном исполнении, не комплектуются деталями крепления прицепа и после приобретения его (прицепа) через торговую сеть возникает вопрос: какие нужны детали для подсоединения к мотоциклу, как их изготовить и в каком месте приварить ушко крепления передней тяги?
Конструкция деталей особой сложности не представляет и их вполне можно изготовить в любой ремонтной мастерской, где есть токарный станок и сварочный аппарат.
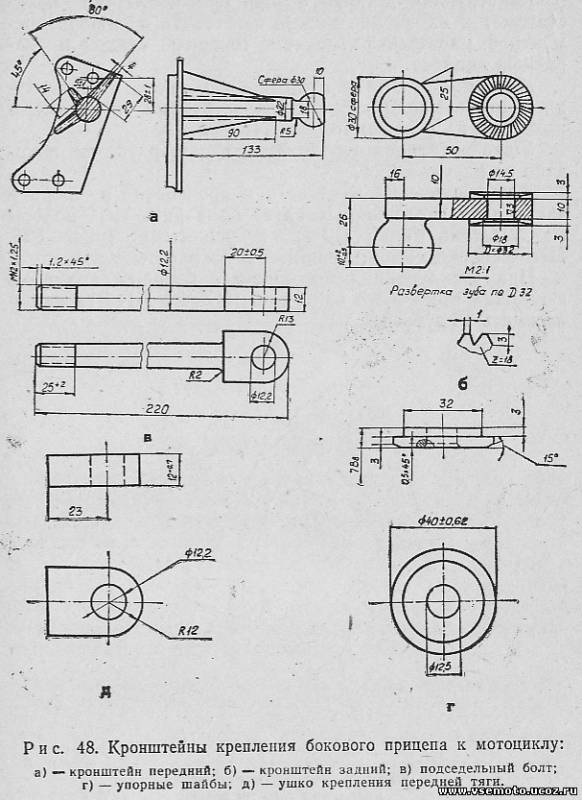
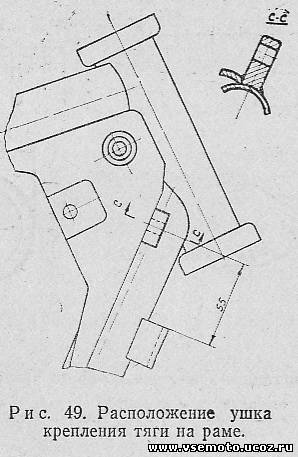
Ушко крепления передней тяги приварить, как показано на рисунке 49.
При эксплуатации мотоцикла с боковым прицепом звездочка вторичного вала (дет. ИЖ-Ю 1-140-1) должна иметь 16 зубьев.
Читайте также: