
Как сделать соединение на клин
Обновлено: 04.07.2024
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
РАЗЪЕМНЫЕ И НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ
Все существующие соединения деталей можно разделить на разъемные и неразъемные.
Разборка неразъемных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся: клепаные, сварные, полученные пайкой, склеиванием, сшиванием, а также соединения, полученные путем запрессовки деталей с натягом. На чертежах используют условные изображения швов сварных соединений по ГОСТ 2.312—73 и соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и т. д., по ГОСТ 2.313—82 (СТ СЭВ 138—81).
Разъемное соединение позволяет многократно выполнять его разборку и последующую сборку, при этом целостность деталей, входящих в соединение, не нарушается.
К неразъемным соединениям относятся: резьбовые соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения.
РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Помимо резьбовых соединений, осуществляемых при помощи стандартных крепежных деталей (болтов, шпилек и винтов), находят широкое применение резьбовые соединения, в которых резьба выполняется непосредственно на деталях, входящих в соединение. Это соединение получается навинчиванием одной детали на другую.

На рис. 379 представлено соединение трубы 1 со штуцером 2, осуществляемое при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
СОЕДИНЕНИЕ КЛИНОМ
Соединение клином применяется в случаях необходимости быстрой разборки и сборки соединяемых деталей машин, а также для стягивания деталей с регулированием соответствующих зазоров между ними.

Изображенное на рис. 380 соединение клином служит для стягивания и регулирования зазоров вкладыша головки шатуна в его корпусе. Клин 1 совместно с пластиной 3 плотно вставляется в пазы корпуса и стяжного хомута 5 и затем закрепляется там при помощи упорного винта 2 с квадратной головкой. Для предупреждения самоотвинчивания винта ставится контргайка 4.
Клин 1, выполненный из стали, представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
СОЕДИНЕНИЕ С ПРИМЕНЕНИЕМ ШТИФТОВ
Одним из видов разъемного соединения деталей является соединение их с помощью штифтов. По форме штифты разделяются на цилиндрические и конические (рис. 381), имеются штифты и другой формы. Применяются штифты для взаимной установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.

Цилиндрические штифты выполняются по ГОСТ 3128—70 (СТ СЭВ 238—75, СТ СЭВ 239—75).
Размеры и параметры конических штифтов устанавливает ГОСТ 3129—70 (СТ СЭВ 238—75, СТ СЭВ 240—75).
Конические штифты выполняются с конусностью 1:50.
ШПОНОЧНОЕ СОЕДИНЕНИЕ
Шпоночное соединение бывает двух видов: неподвижное и подвижное. Наиболее распространено неподвижное соединение шпонками валов с насаженными на них деталями, например, маховиками, шкивами, зубчатыми колесами, муфтами, звездочками цепных передач, кулачками. Эти соединения просты по выполнению, компактны, легко разбираются и собираются.

В таком соединении часть шпонки входит в паз вала, а часть — в паз ступицы колеса (рис. 382).
Форма и размеры шпонок стандартизованы и зависят от диаметра вала и условий эксплуатации соединяемых деталей. Большинство стандартных шпонок представляют собой деталь призматической, сегментной или клиновидной формы с прямоугольным поперечным сечением. Шпонки в продольном разрезе показываются нерассеченными независимо от их формы и размеров
Наибольшее распространение имеют призматические шпонки (рис. 383, а), которые, располагаясь в пазу вала, несколько выступают из него и входят в паз, выполненный во втулке (ступице) детали, соединяемой с валом. Передача вращения от вала к втулке (или наоборот) производится рабочими боковыми гранями шпонки.
После сборки шпоночного соединения (рис. 383, а) между пазом втулки и верхней гранью шпонки должен быть небольшой зазор; размеры пазов на валу и во втул А выбирают по ГОСТ 23360—78 (СТ СЭВ 189— 79).

Призматические шпонки по ГОСТ 23360—78 изготовляют в трех исполнениях (рис. 384).
Размеры сечений призматических шпонок и соответствующих им пазов определяются диаметром вала, на котором устанавливается шпонка (табл. 37). Например, шпонка для вала диаметром d=45 мм должна иметь ширину сечения 6=14 мм и высоту 9 мм. Размеры пазов для выбранной шпонки (см. табл. 37) характеризуются величинами t1=5,5 мм — для вала и t2= 3,8 мм — для втулки (см. рис. 384). На чертеже вала обычно наносят размер а на чертеже втулки колеса всегда d+t2 (см. рис. 384). Необходимая длина шпонки в зависимости от условий работы и действующих на шпоночное соединение сил выбирается по ГОСТ 23360—78.


Условное обозначение шпонки исполнения 1 с вышеуказанными размерами (b= 18, h = 11 и l=65 мм) имеет вид: Шпонка 18x11x65
При тех же размерах шпонка исполнения 2 имеет условное обозначение: Шпонка 2—8x7x45
Сегментные шпонки применяются для соединения с валом деталей, имеющих сравнительно короткие втулки (рис. 383, б). Размеры сегментных шпонок и пазов устанавливает ГОСТ 24071—80 (СТ СЭВ 647—77). Условное обозначение сегментной шпонки толщиной b=6 мм и высотой h=13 мм:
Шпонка 6x13 ГОСТ24071—80.
Значительно реже применяются клиновые шпонки, ГОСТ 24068—80 (СТ СЭВ 645—77) (см. рис. 383, г).
Условное обозначение: Шпонка 2—8x7x45
ЗУБЧАТОЕ (ШЛИЦЕВОЕ) СОЕДИНЕНИЕ

Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице (рис. 385, а). Это соединение аналогично шпоночному, но так как выступов несколько, то это соединение по сравнению со шпоночным имеет значительное преимущество. Оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение. Поэтому его применяют в ответственных конструкциях машиностроения.

По форме поперечного сечения выступов зубчатые соединения делятся на: соединения прямобочного профиля — ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75), (рис. 386, а) и эвольвентного профиля — ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77) (рис. 386, б).

На рис. 387 представлены примеры условных изображений шлицевых соединений на чертежах. Эти условности преследуют цель сделать чертеж более простым, наглядным и легко выполнимым.
В машиностроении широко применяются зубчатые соединения прямобочного профиля, выполняемые по ГОСТ 1139—80, который устанавливает размеры элементов соединения, их предельные отклонения и условные обозначения.
Соединения прямобочного профиля характеризуются числом зубьев z, диаметрами d и D, шириной зуба b. ГОСТ 1139—80 предусматривает различные сочетания z, d и D, каждому из которых соответствует определенное значение b. Эти сочетания образуют три серии: легкую, среднюю и тяжелую.
Центрирование втулки (ступицы) на валу может осуществляться:
а) по окружности диаметра D (наиболее технологичное) (рис. 388, а), зазор по диаметру ;
б) по окружности диаметра d (рис. 388, б), зазор по диаметру D;
в) по размеру b (по боковым сторонам зубьев) (рис. 388, в), зазоры по диаметрам d и D.
В общем случае условное обозначение шлицевых валов, отверстий и их соединений содержит: поверхность центрирования (d, D или число зубьев, внутренний диаметр, наружный диаметр, ширину зуба, посадки.

Пример условного обозначения втулки с числом зубьев z=8, внутренним диаметром 36 мм, наружным диаметром D=40 мм, шириной зубьев b=1 мм с центрированием по внутреннему диаметру, с посадками по диаметру центрирования — H7, по диаметру D — Н12:

ГОСТ 2.409—74 (СТ СЭВ 650—77) устанавливает условные изображения зубчатых (шлицевых) валов, отверстий и их соединений, а также правила выполнения элементов соединений на чертежах зубчатых валов и отверстий.
Окружности и образующие поверхностей впадин на изображениях зубчатого вала и отверстия показывают сплошными тонкими линиями (см. рис. 387, а), при этом сплошная тонкая линия поверхности впадин на проекции вала на плоскость, параллельную его оси, должна пересекать линию границы фаски. На разрезах образующие поверхности впадин и отверстия показывают сплошными основными линиями (см. рис. 387).
На продольных разрезах и сечениях зубья валов и впадины отверстия ступиц совмещают с плоскостью чертежа, при этом зубья показывают нерассеченными, а образующие, соответствующие диаметрам и D, показывают сплошными толстыми линиями (см. рис. 387, а и б).
На проекциях вала, перпендикулярных его оси, а также в поперечных разрезах и сечениях окружности впадин показывают сплошными тонкими линиями.
Делительные окружности и образующие делительных поверхностей показывают штрихпунктирной тонкой линией.
На изображениях перпендикулярных оси вала или отверстия изображают профиль одного зуба и двух впадин. Сплошной толстой — основной линией проводятся окружности, соответствующие диаметру D (для вала) и диаметру d (для отверстия ступицы). Сплошной тонкой линией проводятся окружности, соответствующие диаметру d (для вала) и диаметру D (для отверстия).
На рабочих чертежах зубчатых валов указывают длину зубьев полного профиля l1 до сбега (рис. 389, а), а на полке линии-выноски, заканчивающейся стрелкой, условное обозначение соединения.
Допускается указывать полную длину зубьев наибольший радиус инструмента (фрезы) Rmax и длину сбега l2. Остальные размеры назначаются конструктивно.

На рис. 390 показаны примеры условного изображения шлицевых соединений прямобочного профиля.
СВАРНЫЕ СОЕДИНЕНИЯ
Сварные соединения широко применяются в технике, особенно в машиностроении.

При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п.
На рис. 391 показано соединение деталей, выполненное при помощи сварки. На чертеже при изображении разреза сварной конструкции свариваемые детали должны быть заштрихованы тонкими линиями в разных направлениях (рис. 391, б).
Заклепочное соединение применяется в соединениях деталей из металлов, в основом плохо поддающихся сварке, при соединениях металлических изделий с неметаллическими. Эти соединения применяются в конструкциях, работающих под действием ударных и вибрационных нагрузок. Например, при изготовлении металлоконструкций мостов кроме сварного соединения в некоторых случаях применяют заклепочное соединение (рис. 392).

Заклепка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
На рис. 393, а показано соединение двух деталей при помощи заклепок с полукруглой (сферической) головкой. В соединяемых деталях выполняются отверстия, диаметр которых несколько больше диаметра непоставленной заклепки.. Заклепка вставляется в отверстия в деталях, и ее свободный конец расклепывается обжимками клепального молотка или машины. Длина стержня заклепки L выбирается так, чтобы выступающая из детали часть была достаточной для придания ей в процессе расклепки необходимой формы. При расклепке происходит осаживание стержня, который заполняет отверстия, выполненные в соединяемых деталях. В зависимости от диаметра заклепки она расклепывается в холодном или предварительно нагретом состоянии. Заклепки со сплошным стержнем в продольном разрезе изображаются нерассеченными (рис. 393, б и в). Заклепочные швы выполняются внахлестку (рис. 393, б) или встык с накладками (рис. 393,в).

По расположению заклепок в соединениях различают однорядные (рис. 393, б) и многорядные (рис. 393, в) заклепочные швы. Расположение заклепок в рядах может быть шахматное и параллельное.
Шагом размещения заклепок называется расстояние между осями двух соседних заклепок, измеренное параллельно кромке шва (рис. 393, в).
Заклепки нормальной точности с полукруглой (сферической) головкой, получившие широкое распространение, выполняются по ГОСТ 10299—80 (СТ СЭВ 1019—78).
Условное обозначение заклепки диаметра стержня d=6 мм и длиной L= 24 мм: Заклепка 6x24 ГОСТ 10299—80
Помимо заклепок с полукруглой головкой находят применение заклепки с потайной [ГОСТ 10300—80 (СТ СЭВ 1020—78)], полупотайной [ГОСТ 10301—80 (СТ СЭВ 1022—78)] и с плоской головкой (ГОСТ 10303— 80).
Соединения деталей из мягких материалов (кожи, картона, полимеров — пластмасс и т. п.), не требующие повышенной точности, могут выполняться с помощью пустотелых (трубчатых) заклепок, изображенных на рис. 393, г. Размеры и параметры таких заклепок приведены в ГОСТ 12638—-80 — ГОСТ 12644—80.

В проекции на плоскость, перпендикулярную оси, заклепки должны изображаться небольшими крестиками, нанесенными тонкими линиями.
Если изделие, изображенное на сборочном чертеже, имеет многорядное клепаное соединение, то одну или две заклепки в сечении или на виде надо показывать условным символом, остальные — центровыми или осевыми линиями (рис. 394, а).
Когда на чертеже имеется несколько групп заклепок, различных по типам и размерам, рекомендуется одинаковые заклепки обозначать условными знаками (рис. 394, б) или одинаковыми буквами (рис. 394, в).
СОЕДИНЕНИЯ ПАЙКОЙ И СКЛЕИВАНИЕМ

При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем (рис. 395).
Швы неразъемных соединений, получаемые пайкой и склеиванием, изображают условно по ГОСТ 2.313— 82 (СТ СЭВ 138—81).

Припой или клей в разрезах и на видах изображают линией в два раза толще основной сплошной линии (рис. 396). Для обозначения пайки (рис. 396, или склеивания (рис. 396, г, д и е) применяют условные знаки, которые наносят на линии-выноске от сплошной основной линии. Швы, выполненные пайкой или склеиванием по периметру, обозначаются линией-выноской, заканчивающейся окружностью диаметром 3. 5 мм (рис. 396, б и в). Швы, ограниченные определенным участком, следует обозначать, как показано на рис. 396, в и е. На изображении паяного соединения при необходимости указывают требования к качеству шва в технических требованиях. Ссылку на номер пункта помещают на полке линии-выноски, проведенной от изображения шва.
На полке линии-выноски ставится номер пункта технических требований, где указана марка припоя или клея.
СОЕДИНЕНИЕ ЗАФОРМОВКОЙ И ОПРЕССОВКОЙ

Изделия, изготовляемые путем опрессовки и заформовки (рис. 397), широко применяются в машиностроении. Армированные изделия повышают качество изделия. Методом прессования из пластмасс можно получить в массовом производстве изделия с высокими параметрами шероховатости.
При изготовлении деталей применяют наплавки и заливки металлом, полимером (пластмассой), резиной и т. п. Это защищает соединяемые элементы от коррозии и химического воздействия, а иногда является изоляцией одних токонесущих деталей от других.

Строительство
В деревянном домостроении накоплен большой опыт строительства домов: бревенчатого, каркасного, брусового. Соединение бруса и бревен выполняется разными способами. Далее покажу как выбрать прочный и доступный способ стыковки при строительстве брусового дома.

Как правильно класть брус
Пиломатериал имеет квадратное или прямоугольное сечение, поэтому соединения прочные. Он состыковывается гораздо проще, чем оцилиндрованное бревно. Брус легко размечать, выпиливать в нем пазы.
Во время укладки строительного материала при строительстве дома из бруса своими руками следует большое внимание уделить его креплению по углам и по длине. Недостаточно прочно зафиксированный брус может переворачиваться.
Крепить соединяемые детали из дерева гвоздями не рекомендуется. От повышенной влажности древесины гвозди могут заржаветь и разрушиться.
Поэтому вместо металлических гвоздей применяются деревянные. Они называются нагелями. Лучше из березы. Можно использовать черенки и напилить их в нужный размер по длине. Их вбивают вертикально через каждые 1,5-2 м в заранее подготовленные отверстия. Диаметр нагелей ориентировочно 20 мм. Сверлить под них отверстия надо на пару миллиметров больше, чтобы свободно забивались и не препятствовали дальнейшей усадке стен.

Березовые нагели
На фундамент обязательно укладывают гидроизоляцию. Это могут быть два листа рубероида или гидроизоляционная мембрана. Можно комбинировать материалы: сначала нанести обмазочный слой, а затем положить рулонный.
Брус и нагели обрабатывают антисептическими средствами и антипиренами. Перед укладкой венцов убирают бракованные пиломатериалы. Подготавливают крепеж.
Укладывают первый венец. Чтобы добиться идеально горизонтального расположения первого венца, под брус ставят деревянные подкладки и выравнивают его с помощью строительного уровня. Затем фиксируют первый венец анкерами. Угловое соединение в первом ряду на шпонке, а с внутренней стороны дома используют металлические уголки.
Виды соединения бруса
Рассмотрим три вида стыковки, как соединить брус между собой:
- Угловое соединение. Заготовки совмещаются в замок в углу;
- Продольное. Оно заключается в сращивании двух элементов между собой в длину;
- Вертикальное сращивание венцов в пределах стены.
Соединение углов бруса с остатком
Заготовки при угловом соединении с остатком выходят за плоскость стены. Они называются зауголки.

Уголовое соединение с остатком
В одной заготовке вырубается углубление — чаша. У оцилиндрованного бревна оно полукруглое, у профилированного — прямоугольное. Вторая заготовка вставляется в чашу цельной или с вырезом, соответствующим ее форме. Такие углы не пропускают холод. Утепление сруба при тщательной конопатке не понадобится.
При их скреплении остаются обрезки древесины. Поэтому требуется приобрести большее количество материала и учесть длину его обрезков. Соединение в чашу имеет и другое название: в обло (облый — круглый).
Углы без остатка
Многие домашние мастера хотят сэкономить материал, поэтому применяют способ стыковки бруса 100х100 (самый распространенный) без остатка. В данном случае соединение более холодное, углы больше продуваются, пиломатериал не выглядывает из-за угла стены, а располагается вровень с ним.
К угловым соединениям без остатка относятся крепления:
- Встык;
- При помощи шпонки;
- Коренной шип;
- Теплый угол;
- Ласточкин хвост;
- В лапу;
- В полдерева.
Встык
Соединение бруса в стык — самое простое. Заготовки прикладываются друг к другу под прямым углом. Пазы отсутствуют.
При возведении строений ряды смещаются друг относительно друга, и стыки чередуются между собой. Чтобы сцепление было более прочным, их скрепляют скобами или стальными пластинами.

Строительный материал не обрабатывается. Со временем углы отходят друг от друга, продуваются. Внутрь щелей может попасть вода. Поэтому для жилых строений такой способ стыковки не используется. Соединение в стык подойдет для хозяйственных построек, временных сооружений, навесов. Такие строения легко разбираются. Материал можно использовать повторно.
При помощи шпонки
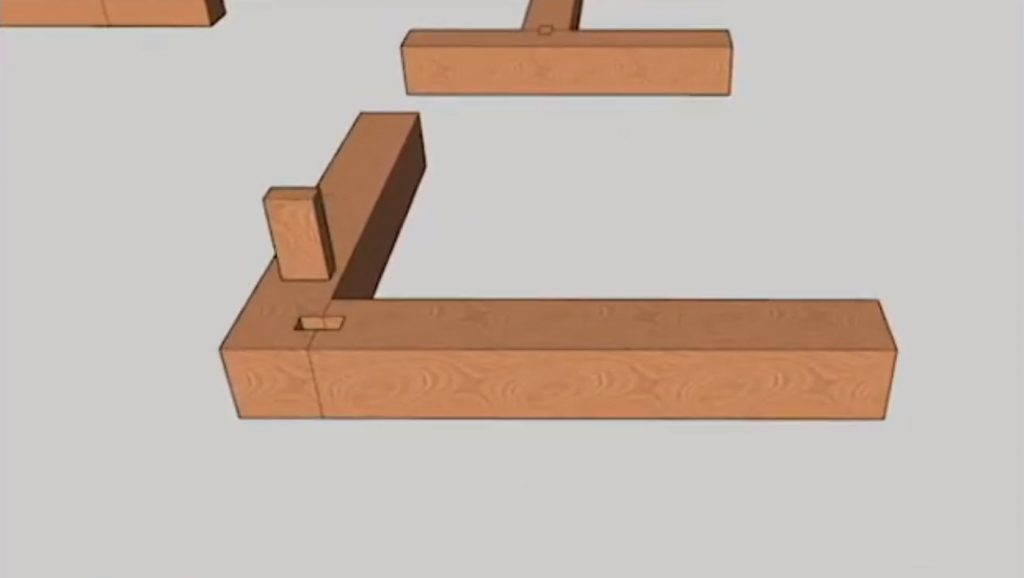
Шпонка — это небольшой брусок, изготовленный из деревьев твердых пород. Соединителем скрепляют два паза, вырубленных на торце и сбоку бруса. Ширина паза на торце равна одной трети его ширины. Расстояние до паза боковой части идентично ширине паза на торце. Клин-соединитель в виде шпонки ставится вертикально, горизонтально и под углом. Самое надежное соединение, когда шпонка вставляется в паз, вырезанный под углом. Даже при сильных нагрузках пиломатериал будет прочно соединять детали. Использовать такое сращивание можно для обустройства наружных углов и внутренних стен. Трудоемкое соединение, требующее профессионального подхода.
В коренной шип

Соединение в коренной шип похоже на сращивание с помощи шпонки. Только в данном случае посторонние детали не используют. На одном из брусьев делается паз прямоугольной или трапециевидной формы. На другой заготовке вырубается паз таким образом, чтобы он был с внутренней стороны стены. Шип повторяет форму паза. Он выполняется не на всю толщину материала, а только на его половину. Потеря тепла исключается: нет сквозных щелей со стороны улицы. Такой способ используется для наружных углов дома.
Соединение бруса в теплый угол
Теплый угол-это способ углового соединения шип-паз. При соблюдении размеров стыковка элементов герметична, между ними нет зазоров, им не страшны мостики холода.

Расскажем, как соединить брус в теплый угол правильно. Для того, чтобы шип-паз точно подходили друг к другу, намечают линии точно по строительному уровню. Прочерчивают вертикальную линию, а затем с помощью угольника проводят другую черту.
После разметки делают несколько пропилов циркулярной пилой. Пропилы получаются ровные и точные. Циркулярная пила не рвет древесину. Стамеской убираются ненужные части древесины. Цепной пилой выравнивается дно. Стыкуемый паз выпиливается на боковой стороне одного бруса на некотором расстоянии от края.
Шип размечают на торце второго бруса и запиливают цепной пилой. Шип стыкуется с пазом и утепляется джутом.
Самый распространенный — ласточкин хвост
Это самое прочное соединение, образующее замок шип-паз.

Паз имеет трапециевидную форму, которая препятствует разъезжанию частей. Шип повторяет форму паза. Он расширяется к краям пиломатериала. Его часть с шипом напоминает ласточкин хвост, отсюда и его название. Это разновидность теплого угла.
В лапу

Соединение в лапу производится следующим образом:
- На одной заготовке вырубается паз с уклоном. Он выполняется с торца на половину толщины бруска;
- Второй элемент делается с шипом. Шип расширяется к краю;
- При стыковке шип и паз должны совпасть, чтобы между ними не было щелей;
- Угловое соединение следует укрепить нагелем или использовать шпонку.
В полдерева
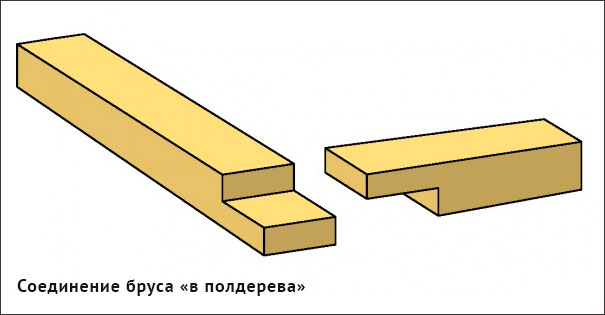
Этот вид сращивания похож на предыдущий. Только вырубку паза и шипа производят под прямым углом. Вырубленная часть занимает половину глубины строительного материала. Обе заготовки накладываются друг на друга. Чтобы стыковка была надежной, делают отверстия и скрепляют брусья нагелями.
Стыковка бруса по длине варианты соединений
Максимальная длина заготовки 6 м. При обустройстве стен дома, балок, стропил не хватает одного бруса по длине. Приходится производить соединение бруса между собой. Для стыковки в продольном направлении используются те же способы соединений, что и при угловом, но крепление делается не под углом, а вдоль балок.
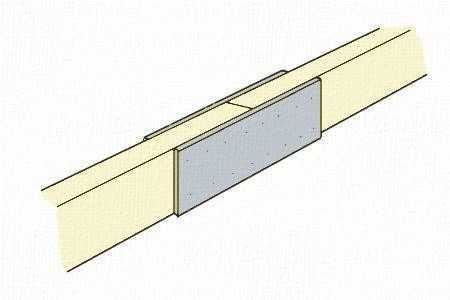
В шип на шпонках
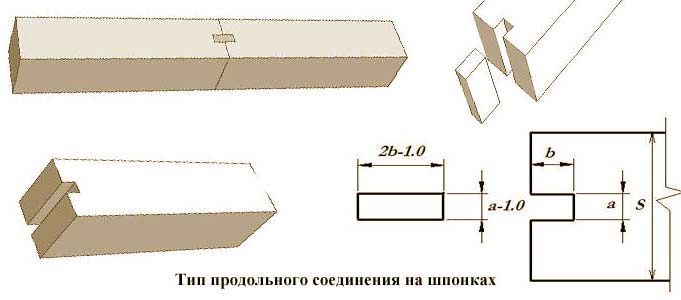
Это соединение самое прочное. На 2 заготовках вырезаются идентичные пазы. Они прикладываются друг к другу таким образом, чтобы пазы совпали. Затем берется шпонка из твердой породы дерева и вбивается между ними. Шпонка — это своеобразный клин, который соединяет два паза между собой. Шпонка бывает в форме призмы, прямоугольника. Чтобы сращивание было прочным, шпонку смазывают клеем ПВА или столярным клеем.
Сращивание бруса по длине в коренной шип

Соединения бруса по длине в коренной шип схоже с таким же угловым соединением. Шип и паз могут быть прямоугольными и трапециевидными. Шип в виде трапеции более надежный и прочный, потому что он препятствует смещению деталей. Заготовки закрепляются нагелями.
В замок
Соединить брус 100х100 между собой, можно в косой замок:
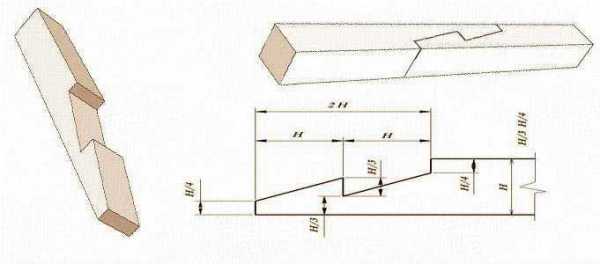
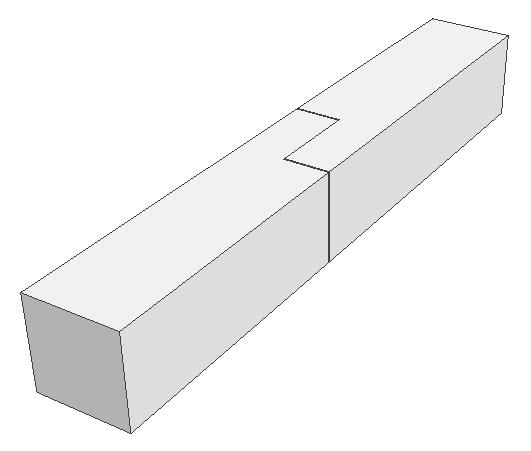
Оригинальность данного метода сращивания состоит в том, что торцы не только отрезаются по косой, а представляют собой ступени с определенными размерами. Это прочный вид соединения, который доступен только мастерам с опытом работы, имеющим специальные инструменты и оборудование для точной вырубки изгибов каждой ступени. Ступени напоминают чередующиеся шип и паз, которые повторяют форму второй заготовки. Соединяясь между собой, шип и паз образуют надежный замок.
Сращивание бруса в полдерева
Соединения бруса в полдерева можно выполнить самостоятельно. С торца каждой детали выпиливается прямой угол на половину ее толщины. Только на одной заготовке он смотрит вниз, на другой — вверх. Выемки могут быть не только прямыми, но и косыми. Один элемент накладывается на другой. Шип и паз совпадают. Укрепляют элементы нагелями, скобами, шпильками, пластинами.
Метод сращивания бруса прикладывание
Это самый простой способ сращивания заготовок. Один цельный элемент прикладывается к другому торцом и соединяется скобами либо накладками.
От чего зависит выбор соединения
Если вы не можете решить, как соединить брус при строительстве дома, важно обратить внимание, для возведения каких конструкций он будет использоваться.
Для строительства хозяйственных построек, бани можно соединять брус вполдерева или встык. Эти соединения просты, выполнить их можно самостоятельно, только закреплять их нужно нагелями, шпильками или скобами. Но такие способы нельзя использовать при строительстве жилого дома.
Опытные мастера для выкладывания несущих стен не будут использовать продольное соединение заготовок, а постараются использовать только цельный пиломатериал. В крайнем случае они выбирают жесткое соединение, например, со шпонкой. Только шпонка в данном случае должна быть высокого качества.
Соединение косой замок можно применять и на несущих стенах, но для этого конструкция должна быть жесткой с точными размерами. А это сделать своими силами практически невозможно.
Пружинный узел сила
Прежде чем решить, как соединить два бруса, обязательно рассмотрите такой крепёж.

Является одним из лучших, скрепляет между собой строительный материал и противостоит появлению между венцами щелей во время усадки деревянного дома.
Пружина придает изделию прижимную силу в 100 кг. С помощью двойного сверла в брусьях сверлится отверстие, в него вставляют узел и гайковертом закручивают до тех пор, пока не стянет их между собой. Для стены в 6 м достаточно 4 прижимных узла.
Крестообразная вязка внахлест
Крестовая вязка внахлест — универсальное сращивание. В подготовленный паз укладывается заготовка. Т образное соединение бруса используют для укладки сруба, при строительстве мостов. Способами соединения крестообразной вязки являются:
- Вполдерева;
- В треть и четверть дерева;
- Зарубка в один ряд.
Соединение усиливается шпонкой, скобами, нагелями.

Что учесть при стыковке профилированного бруса
В местах стыковки профилированного бруса могут появиться щели, через которые дом будет продувать, проходить влага. Для отсутствия щелей места сращивания выравниваются и шлифуются. В местах соединения прокладывается джут, пакля или льняное волокно.
Для предупреждения гниения дерева и появления плесневого грибка его обрабатывают антисептическими средствами. Влажность древесины не должна превышать 5 %. В данном случае места соприкосновения заготовок можно проклеить. Из-за возможности усадки брусового дома перед установкой дверей и окон, срубу важно выстояться. Продольные стыки профилированного бруса располагаются в шахматном порядке.
Клиновые прижимы относятся к наиболее простым по изготовлению элементам приспособления. Они могут быть использованы как силовые узлы для прижима одного собираемого элемента к другому, для выравнивания кромок, для фиксирования установки деталей при сборке. Клиновые прижимы получают внешние усилия либо путем заколачивания вручную молотком непосредственно по торцу клина или через промежуточные звенья (комбинированные рычажно-клиновые, пневмо-клиновые или клиновые с винтовыми прижимами), либо непосредственно пневмо- или гидроцилиндрами.

Типовая схема клинового прижима представлена на рис 6.2. Данный комбинированный зажим образован последовательными соединениями плоского односкосового клина 1, на который через шток 2 действует сила привода W и реактивного зажима 3, передающего на заготовку силу зажима Q, если плечи рычага равны .
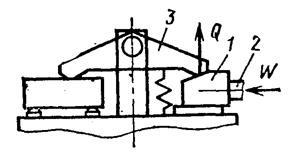
Рисунок 6.2 – Схеме механизма с плоским односкосным клином
Клин очень широко используют в зажимных механизмах приспособлений, этим обеспечивается простота и компактность конструкции, надежность в работе. Клин может быть как простым зажимным элементом, действующим непосредственно на заготовку, так и входить в сочетание с любым другим простым при создании комбинированных механизмов. Применение в зажимном механизме клина обеспечивает увеличение исходной силы привода, перемену направления исходной силы, самоторможение механизма (способность сохранять силу зажима Q при прекращении действия силы W, создаваемой приводом). Если клиновой механизм применяют для перемены направления силы зажима, то угол клина обычно равен 45°, а если для увеличения силы зажима или повышения надежности, то угол клина принимают равным 6…15° (углы самоторможения).
Клин применяют в следующих конструктивных вариантах зажимов:
а) механизмы с плоским односкосым клином;
б) многоклиновые (многоплунжерные) механизмы;
в) эксцентрики (механизмы с криволинейным клином);
г) торцовые кулачки (механизмы с цилиндрическим клином).
Для обеспечения условия самоторможения клинового прижима необходимо, чтобы угол j

Изобретение относится к клиновым соединениям полых трубчатых элементов конструкций машин, преимущественно секций башен башенных кранов. Клин для соединения деталей включает трапециевидное основание, которое выполнено из пластины, выполненную на одной из больших сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания, на его второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали. Первая рабочая поверхность образована круглым в сечении стержнем. Вторая рабочая поверхность выполнена плоской и прямолинейной и образована второй большей стороной трапециевидного основания. Технический результат - повышение эффективности и надежности клинового соединения и сопрягаемых поверхностей проушин при уменьшении трудозатрат на изготовление соединения. 1 з.п. ф-лы, 7 ил.
Данное изобретение относится преимущественно к клиновым соединениям полых трубчатых элементов конструкций машин, преимущественно секций башен башенных кранов. Оно также может быть использовано в машиностроении для соединения деталей, у которых возможна несоосность отверстий соединяемых проушин при их сборке, не создавая дополнительных напряжений в соединяемых частях металлоконструкции.
Известны клиновые соединения пространственных металлоконструкций, каждое из которых включает внутреннюю и внешнюю проушины элементов металлоконструкции, соединяемые друг с другом посредством клиньев, входящих в эти проушины 6.
К таким клиновым соединениям относятся, например, клиновое соединение с цилиндрическим клином [1], клиновое соединение с коническим клином [2], клиновое соединение с двумя коническими клиньями [3], клиновое соединение с двумя перекрещивающимися цилиндрическими клиньями, каждый из которых имеет конические пояски [4, 5] и клиновое соединение с одним клином, имеющим две конические рабочие поверхности.
Наиболее близким техническим решением по сущности и достигаемому эффекту является клин для соединения деталей, включающий трапециевидное основание, которое выполнено из пластины, выполненную на одной из большей сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания на ее второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали [2].
Существенным недостатком всех известных клиновых соединений, применяемых для соединения деталей машин и элементов пространственных металлоконструкций, является то, что из-за погрешностей изготовления соединяемых деталей или частей пространственных металлоконструкций бывает трудно соединить детали или части пространственной металлоконструкции в нескольких местах соединения, поскольку отверстия проушин в таких случаях из-за упомянутых погрешностей оказываются несоосными. Сложность точного изготовления как самих клиньев, так и отверстий в проушинах, с которыми взаимодействуют данные клинья, приводит к погрешностям в клиновых соединениях частей машин, поскольку поверхности отверстий проушин и поверхности клиньев обрабатываются разными инструментами с множественным позиционированием обрабатываемых частей соединения. Дополнительные затраты для обеспечения необходимого точного сопряжения соединяемых частей, в частности поверхностей клина с поверхностями проушин, приводят к увеличению трудоемкости изготовления клиновых соединений.
Данное обстоятельство снижает эффективность процесса соединения и при этом отрицательно влияет на надежность соединяемых деталей и частей, поскольку при соединении, например, пространственных металлоконструкций, таких как секции башни башенного крана, в упомянутых условиях соединения клинья забивают в проушины дополнительными усилиями, направленными на обеспечение соосности отверстий проушин, что создает большие концентрации напряжений в соединениях, изгибающие нагрузки на элементах соединения, ведет к пластическим деформациям рабочих поверхностей проушин и клиньев и, как правило, к снижению надежности соединений. Следует заметить, что обеспечение надежности соединений секций башни башенного крана обеспечивает устойчивость башни крана, уменьшает вероятность его падения из-за появления зазоров в соединениях секций или из-за упомянутых деформаций элементов соединения, которые появляются в случаях, когда отверстия проушин соединений оказываются несоосными.
Решаемой и достигаемой целью настоящего изобретения является повышение эффективности и надежности клинового соединения и сопрягаемых поверхностей проушин при уменьшении трудозатрат на изготовление соединения. Другой целью изобретения является повышение точности изготовления клина.
Поставленная задача достигается тем, что в конструкции клина для соединения деталей, включающего трапециевидное основание, которое выполнено из пластины, выполненную на одной из большей сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания на ее второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали, первая рабочая поверхность образована круглым в сечении стержнем, вторая рабочая поверхность выполнена плоской и прямолинейной и образована второй большей стороной трапециевидного основания, при этом диаметр D стержня больше толщины t пластины, из которой выполнено трапециевидное основание клина.
Поставленная задача решается также способом изготовления клина, включающем изготовление клина из пластины с образованием его рабочих поверхностей, причем пластину изготавливают с параллельными сторонами в плане, затем к пластине в кондукторе с двух противоположным сторон прикрепляют круглые стержни, после чего пластину в том же кондукторе разрезают на две части по линии, обеспечивающей идентичность формы двух клиньев и идентичность каждого угла одного клина аналогичному углу другого клина.
На фиг.1 показан клин для соединения деталей,
на фиг.2 - пример реализации изобретения в соединении двух поясов секции башенного крана,
на фиг.3 - вид А на фиг.2,
на фиг.4 - пример соединения клиньями секций башни башенного крана по четырем угловым точкам, вид на соединение секций в плане,
на фиг.5 показана заготовка пластины для изготовления клина, имеющая параллельные стороны,
на фиг.6 - схема операции крепления круглого стержня к пластине заготовки в кондукторе,
на фиг.7 - схема операции разрезания пластины на две части в кондукторе.
Клин 1 (фиг.1) для соединения деталей включает стержень 2 круглого сечения, который прикреплен к пластине 3 трапециевидной формы. Стержень 2 имеет в сечении круглую рабочую поверхность 4 для взаимодействия с соответствующими поверхностями 5 (фиг.3) одной проушины 6 соединяемой детали 7. Пластина 3 имеет плоскую рабочую поверхность 8 (фиг.2) для взаимодействия с соответствующими поверхностями 9 отверстий проушины 10 другой соединяемой детали 11.
В представленном примере реализации изобретения (в соединении секций башенного крана) ширина h отверстия проушины 10 (фиг.3) больше диаметра D стержня 2 клина, при этом диаметр D больше толщины t пластины 3.
Поставленная задача решается также способом изготовления клина, включающем изготовление клина из пластины 12 (фиг.5) с образованием его рабочих поверхностей, причем пластину изготавливают с параллельными сторонами 13 в плане, затем к пластине 12, к двум ее противоположным сторонам 13, прикрепляют круглые стержни 2 (фиг.6), после чего пластину 12 разрезают на две части по линии 14 (фиг.7), обеспечивающей идентичность формы двух клиньев и идентичность каждого угла одного клина аналогичному углу другого клина. В частности, обеспечивается точная идентичность углов α клиньев. Операции соединения круглых стержней 2 с пластиной 12 (фиг.6 и 7) и разрезания последней на две идентичные части проводят в одном и том же кондукторе 15 при одном позиционировании пластины 12 и стержней 2, не изменяя их положений во время всего процесса изготовления клиньев.
Работает клин на примере соединения секций башни башенного крана следующим образом. После совмещения отверстий проушин 6 и 10 (фиг.3 и 4) каждый клин 1 сначала вводят в проушины 10 (фиг.2) в направлении стрелок, показанных на фиг.4, затем каждый клин 1 перемещают в проушине 10 (фиг.2), которая имеет большие размеры, чем клин 1, после чего клин 1 перемещают в проушину 6, в которой клин 1 центрируется. В случае, если оси отверстий проушин 6 и 10 не совмещены, клин 1 незначительно поворачивают в отверстии проушины 10 относительно центральной оси проушины 6 в горизонтальной плоскости и вводят передний конец клина 1 в отверстие проушины 6, в которой затем клин центрируется. Поворот клина в горизонтальной плоскости в отверстии проушины 10 возможен благодаря тому, что проушина 10 имеет большие размеры, чем клин 1. Это обеспечивает возможность введения клина в проушину 6 без дополнительных ударных усилий, исключить забивку клина 4 в проушины соединения не регламентированными условиями безопасности ударами и исключить опасные ударные нагрузки на соединяемых деталях. В условиях обеспечения повышенной надежности соединений деталей, например поясов секций башни башенного крана, являющегося машиной повышенной опасности, исключение ударных нагрузок на соединяемых поясах башни является актуальной задачей, которую решает данное изобретение.
При этом предложенный способ изготовления клиньев обеспечивает их изготовление с максимально возможной точностью, что положительно влияет на надежность соединения металлоконструкции машин и сокращает затраты на изготовление клиньев.
1. SU 341746, 14.06.1972. ВНИИСТРОЙДОРМАШ.
2. SU 887440, 07.12.1981. Механический завод Управления капитального ремонта Ленгорисполкома (прототип).
3. SU 1079600, 15.03.1984. Центральное конструкторское бюро "Строймаш" научно-проризводственного объединения "Ленстроймаш".
4. ЕР 0530114 В1, 31.01.1996. Potain.
1. Клин для соединения деталей, включающий трапециевидное основание, которое выполнено из пластины, выполненную на одной из больших сторон трапециевидного основания первую рабочую поверхность для взаимодействия с поверхностью проушины одной соединяемой детали, расположенную с противоположной стороны трапециевидного основания, на его второй большей стороне вторую рабочую поверхность для взаимодействия с поверхностью проушины другой соединяемой детали, отличающийся тем, что первая рабочая поверхность образована круглым в сечении стержнем, вторая рабочая поверхность выполнена плоской и прямолинейной и образована второй большей стороной трапециевидного основания.
2. Клин по п.1, отличающийся тем, что диаметр D стержня больше толщины t пластины, из которой выполнено трапециевидное основание клина.
Читайте также: