
Как сделать радиус на фрезерном станке
Обновлено: 06.07.2024
ВИДЫ РАБОТ НА СТАНКАХ ФРЕЗЕРНОЙ ГРУППЫ
Основные виды работ на фрезерном станке. На фрезерном станке возможно выполнять обработку очень большого числа самых разнообразных деталей, в том числе и очень сложных. На рис. 11.8 представлены основные виды работ на фрезерном станке:
■фрезерование горизонтальных плоскостей производится на горизонтально-фрезерных и вертикально-фрезерных (рис. 11.8, а, б) станках. Эту работу лучше производить на вертикальных станках вследствие большей жесткости крепления фрезы;
■фрезерование вертикальных плоскостей осуществляется на горизонтально-фрезерных и продольно-фрезерных станках (рис. 11.8, в) торцовыми фрезерными головками, а на вертикально-фрезерных станках — боковыми зубцами концевой фрезы (рис. 11.8, г);
■ фрезерование наклонных плоскостей производится одноугловой (рис. 11.8, д), двуугловой фрезой на горизонтально-фрезерных станках, либо торцовой фрезерной головкой — на вертикально-фрезерных станках со шпинделем, установленным под углом (рис. 11.8, е);

Рис. 11.8. Основные виды работ на фрезерном станке:
а, б — фрезерование горизонтальных плоскостей; в, г — фрезерование вертикальных плоскостей; д, е — фрезерование наклонных плоскостей; ж, з, и, к — фрезерование пазов; л — фрезерование комбинированных поверхностей; м, н — фрезерование фасонных поверхностей; о, п, р, с, т — фрезерование шпоночных канавок; v — вращение фрезы; S — движение подачи; d — диаметр фрезы
■фрезерование комбинированных поверхностей выполняется (рис. 11.8, л) комплектами фрез (наборными фрезами) на продольно-фрезерных и иногда горизонтально-фрезерных станках;
■фрезерование фасонных поверхностей производится фасонными фрезами соответствующего профиля (рис. 11.8, м, н);
■фрезерование шпоночных канавок осуществляется разными фрезами. Шпоночные канавки можно фрезеровать на горизонтально-фрезерных станках дисковой фрезой (рис. 11.8, о) и дисковой шпоночной фрезой (рис. 11.8, т), на вертикально-фрезерных станках — концевой фрезой (рис. 11.8, п, р) или шпоночной фрезой (рис. 11.8, с);
■фрезерование резьб производится дисковыми резьбовыми и гребенчатыми резьбовыми фрезами на резьбо-фрезерных станках. Резьбовая фреза получает вращение и продольную подачу, а заготовка — вращение с окружной подачей. Дисковая резьбовая фреза устанавливается под углом, соответствующим углу подъема фрезеруемой резьбы. При работе гребенчатой резьбовой фрезой предварительно фрезе сообщаются движения на ее врезание, а затем, выключив поперечную подачу, включают поперечное движение;
■фрезерование зубчатых колес производится модульными дисковыми фрезами на горизонтальных или универсальных фрезерных станках, а также модульными пальцевыми фрезами на вертикальных фрезерных станках. Фрезерование осуществляется по методу копирования, когда каждая канавка нарезается индивидуально, а повороты заготовки осуществляются в делительных головках. При этих работах фреза только вращается, а заготовке сообщается продольная подача. После прохода фрезой каждой канавки стол станка возвращается обратно, заготовка поворачивается на l / Z и начинается повторный цикл работы для фрезерования следующей канавки и т. д.
Рекомендации по выбору метода фрезерования и обеспечению чистоты поверхности
Торцовое фрезерование. По возможности нужно избегать фрезерования плоскостей с пересечением пазов и отверстий, так как при этом режущие кромки будут работать в неудовлетворительных условиях прерывистого резания. Следует выполнять операцию изготовления отверстий после фрезерования. Если такой вариант невозможен, то при пересечении фрезой отверстия нужно снижать величину подачи на 50 % от рекомендованной.
При обработке больших плоскостей нужно стараться не прерывать контакт фрезы с заготовкой, обходя поверхность по периметру, а не за несколько параллельных проходов. Обработку углов необходимо осуществлять по радиусу, превышающему радиус фрезы, чтобы исключить возможность возникновения вибраций, связанных с резким увеличением угла охвата фрезы.
Фрезерование узких пазов
1. Фрезерование на полный паз с предварительным засверливанием.
Обработку длинного и узкого паза невозможно выполнять методом круговой интерполяции, а нужно производить за проход на полную ширину паза. Если позволяет мощность оборудования, желательно выбирать диаметр фрезы максимально приближенным к окончательному размеру паза.
После такой обработки будет оставаться минимальный припуск под чистовую операцию. Для предварительного засверливания паза рекомендуется выбирать сверло диаметром на 5. 10 мм больше диаметра фрезы. Максимальная глубина засверливания должна быть не больше диаметра фрезы. Необходимо снижать подачу в начальный момент резания для обеспечения надежной эвакуации стружки.
2. Сверление и плунжерное фрезерование.
Необходимо выбирать сверло диаметром Dc на 1 мм больше диаметра фрезы. Максимальная радиальная глубина резания 12 мм (при Dc = 50 мм). Число одновременно участвующих в резании зубьев должно равняться двум.
3. Врезание по двум осям.
Максимальный угол врезания зависит от диаметра фрезы (для фрезы Dc = 50 мм угол врезания 5°). Для обеспечения максимальной производительности обработки необходимо выбирать пластины толщиной 12 или 16 мм и фрезу с небольшим шагом зубьев.
Технология фрезерования деталей, имеющих сопряженные плоскости, и многогранников. Сопряженные поверхности одной детали, т. е. поверхности, расположенные в разных плоскостях, могут быть параллельными, перпендикулярными или располагаться под любым углом. К таким плоскостям относятся смежные грани прямоугольной и квадратной призмы, куба, шестигранника, пирамиды и др.
Обработка заготовок, имеющих сопряженные плоскости, осуществляется на вертикально- и горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами, а также наборами фрез. На столе станка заготовки закрепляются в универсальных или в специальных приспособлениях.
Обработка многогранников. При фрезеровании квадрата из прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих способов:
■ в трехкулачковом патроне;
■ в трехкулачковом патроне и центре задней бабки;
■в центрах универсальной делительной головки и задней бабки. Фрезерование граней квадратов производится концевыми,
торцовыми, дисковыми фрезами, а также набором дисковых фрез с закреплением заготовки в делительной головке на горизонтально- и вертикально-фрезерных станках.
При обработке шестигранников можно достичь высокой производительности применением набора дисковых фрез.
Обработка плоскостей, сопряженных под острым и тупым углами, производится так же, как и наклонных плоскостей. Взаимное расположение сопряженных плоскостей (параллельных и перпендикулярных), обработанных с переустановкой заготовок в тисках универсального горизонтально-фрезерного станка, контролируется штангенциркулями, угольниками, лекальными линейками и рейсмасами. Плоскости, расположенные под тупыми и острыми углами, контролируются шаблонами и рейсмасами, независимо от того, какими фрезами производится эта обработка: цилиндрическими или торцовыми.
Для обработки пазов фрезерованием подбирают инструмент, форма которого соответствует форме будущего паза: как правило, это фасонные, концевые, дисковые фрезы (рис. 1).
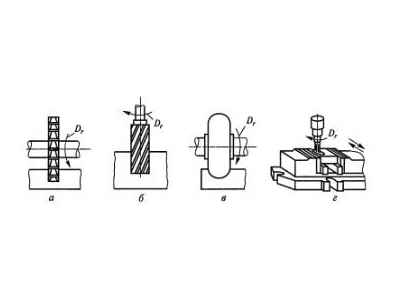
Рис. 1. Схемы фрезерования прямоугольных и фасонных пазов:
а – дисковые трехсторонние фрезы; б – дисковые пазовые или концевые фрезы; г – концевые фрезы; Dr – направление вращения фрезы
Точность при фрезеровании пазов имеет немаловажное значение – пазы являются важным соединительным элементом при различных способах крепления деталей в узлах машин и механизмов. Пазы-выемки могут иметь различную форму (плоскую, фасонную, сквозную, замкнутую, внутреннюю и др.), а также в сечении представлять собой:
Вертикальные фрезерные станки относятся к категории универсальных, обладающих широкими возможностями обработки поверхностей плоской и фасонной формы. Замкнутые пазы на станках этого типа обрабатываются с применением концевых фрез с цилиндрическим или коническим хвостовиком, в зависимости от патрона станка. На заготовке выполняется разметка будущего паза, после этого ее закрепляют в тисках, установленных на столе станка. Диаметр фрезы не должен превышать ширину паза. Параметры резания обеспечиваются за счет продольного и вертикального перемещения стола станка, на котором установлена обрабатываемая деталь. Обработка паза по длине происходит при продольном движении стола. Обеспечение заданной чистоты поверхности боковых сторон выемки-паза происходит в несколько проходов фрезы.
Наиболее простая форма пазов – сквозная прямоугольная. Для их обработки лучше использовать дисковые пазовые и трехсторонние (рис. 1, а), а также концевые фрезы (рис. 1, б). Точность резания обеспечивается за счет правильного подбора ширины дисковой фрезы (диаметра концевой фрезы). Фрезерование проводится в несколько проходов, указанные параметры инструментов не должны превышать размеров паза. Следует учитывать, что для осуществления резания необходимо, чтобы винтовые канавки концевой фрезы имели направление, противоположное направлению ее вращения.
Криволинейные профили пазов обрабатывают за один проход фрезы, регулируя направление движения рабочего стола станка в соответствии с вырезаемым профилем. Для повышения точности обработки следует выбирать минимальную скорость подачи, работая при максимальной глубине посадки инструмента.
Обработка канавок
Особую сложность представляют собой операции фрезерования угловых канавок при изготовлении режущего инструмента. В каждом отдельном случае – при расположении канавок в торце, на цилиндрической или конической части заготовок – следует выбирать специальную конфигурацию фрез (одно- или двухугловых).
Перед фрезерованием канавок, расположенных на цилиндрической части заготовки с передним углом γ= 0°, положение одноугловой фрезы выставляют по угольнику (рис. 2, а). Вершины зубьев фрезы должны касаться наружной диаметральной поверхности заготовки. После этого вершины зубьев инструмента смещают в поперечном направлении на расстояние, равное половине диаметра заготовки. Можно предварительно отметить на торце заготовки эту линию, находящуюся на вертикальной плоскости, проходящей через центральную ось заготовки (рис. 2, б).
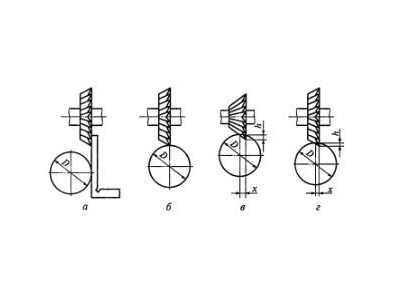
Рис. 2. Схема установок фрез при фрезеровании канавок режущих инструментов:
а, б, в, г – переходы при наладке станка; D – диаметр заготовки; h – глубина фрезерования; x – смещение торца фрезы относительно осевой плоскости заготовки
Если предстоит обработка угловых канавок с передним углом γ˃0, торец одноугловой фрезы располагают на удалении x от диаметральной плоскости (рис. 2, в). Искомое удаление определяется по формуле, где D – диаметр заготовки:
где D – диаметр заготовки
При обработке угловых канавок двухугловой фрезой, инструмент устанавливают по угольнику аналогично вышеизложенному, затем смещают вершины его зубьев на расстояние x (рис. 2, г), формула которого:
x = D/(2sin(γ+δ) - hsinδ/cosγ),
где D – диаметр заготовки, h - глубина канавки, δ – угол рабочей фрезы, γ – передний угол фрезы. Для нулевого значения γ формула выглядит:
Для осуществления обработки двухугловой фрезой используют закрепление заготовки:
- на оправке – в центрах станка, с использованием делительной головки;
- непосредственно в центрах станка, с использованием делительной головки.
Таким же образом, при помощи двухугловых фрез нарезаются канавки на конической поверхности заготовок. Для закрепления заготовок используют трехкулачковые патроны. Возможно также крепление заготовок, установленных в оправке, в делительной головке шпинделя станка, или в центрах делительной головки и задней бабки (если задана небольшая конусность).
Обработка шпоночных пазов
Для нарезки шпоночных пазов (сквозных, открытых, полузакрытых или закрытых) заготовки устанавливаются в призмах (в зависимости от длины детали выбираются одна или две призмы для крепления). В конструкции основания призмы предусмотрен специальный шип, который фиксирует призму в пазу стола станка (рис. 3). Форма пазов может быть различной, в соответствии с формой шпонок, в том числе:
- призматической;
- клиновой;
- сегментной и пр.
Рис. 3. Установка призмы на столе станка
Открытые пазы, расположенные по окружности, удобно нарезать с помощью дисковых фрез. Радиус дисковой фрезы подбирается в соответствии с радиусом вырезаемой канавки-паза.
При расположении паза вдоль оси детали используют пазовые затылованные, концевые (шпоночные) фрезы. При необходимости нарезания сегментных пазов работы ведутся при помощи концевых и насадных фрез, с использованием вертикальных и горизонтальных фрезерных станков. Движение заготовки – продольное, фрезы – радиальное, по направлению к центру детали (рис. 4).
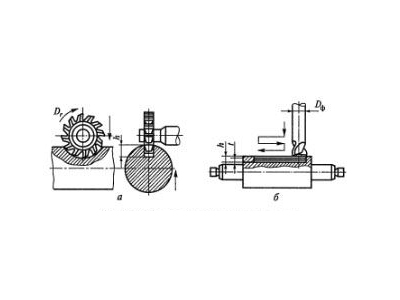
Рис. 4. Фрезерование шпоночных пазов:
а – дисковыми фрезами с вертикальным или поперечным движение подачи; б – шпоночными фрезами с маятниковым движением подачи; Dr – направление движения резания; h – глубина фрезерования; Da – диаметр концевой фрезы; t- припуск, снимаемый за один проход инструмента
Расстояние S, преодолеваемое шпоночной фрезой, должно быть не более чем 0,02-0,04 мм/зуб при скорости V не более 15-20 м/мин Для дисковых пазовых фрез, соответственно, 0,03-0,06 мм/зуб и 25-40 м/мин.
Точное фрезерование шпоночных пазов может быть получено с использованием шпоночно-фрезерных станков. Глубина фрезерования при обработке на таком специальном оборудовании составляет от 0,2 до 0,4 мм. Обработка паза ведется в два прохода при одинаковой глубине резания, в прямом и обратном направлении. Такой способ фрезерования получил название маятникового.
Как фрезеровать уступы
Формирование уступов на заготовках различных деталей может успешно выполняться на вертикальных и горизонтальных фрезерных станках. Технологической картой изготовления деталей могут быть предусмотрено использование различных видов фрез, в зависимости от требуемой формы и размеров детали, площади ее поверхности. При значительных размерах обрабатываемой поверхности предпочтение отдается торцовым фрезам (рис. 5, г). В остальных случаях применяют дисковые, а также концевые фрезы. Для одновременной обработки двух уступов на одной детали используют комплект из дисковых фрез, установленных на одной цилиндрической оправке (рис. 5, а-в).
Дисковую фрезу необходимо подбирать таким образом, чтобы ширина обрабатываемого уступа была меньше ширины фрезы на 5-6 мм, это облегчит обработку и обеспечит расчетную точность поверхности.
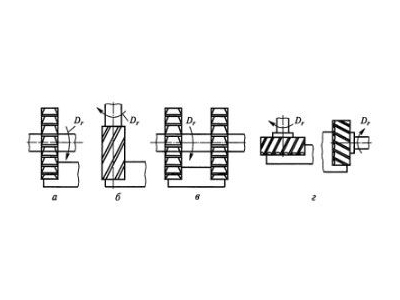
Рис. 5. Схема обработки уступов:
а – дисковыми фрезами; б – концевыми фрезами; в – набором фрез; г – торцовыми фрезами; Dr – направление движения резания
Дисковую фрезу с крупными (или нормальными) зубьями используют для фрезерования материалов, легко поддающихся обработке. В этом случае можно задавать большую глубину резания. Детали из труднообрабатываемых материалов фрезеруют с использованием инструмента с мелкими или нормальными зубьями.
В случаях, когда два уступа расположены на детали симметрично, их можно обработать поочередно, используя станки с двухпозиционными поворотными столами. Для этого, обработав первый уступ, стол разворачивают вместе с закрепленной на нем деталью на 180° и обрабатывают следующий уступ.
Отрезка заготовок. Нарезание глубоких пазов
Отрезку частей заготовок и нарезание глубоких пазов проводят с использованием отрезных (прорезных) фрез. При выполнении этих операций следует помнить, что выбор тонкой фрезы большого диаметра может привести к искривлению и нарушению формы отрезаемой заготовки. Это связано с уменьшенной жесткостью фрезы, поэтому при подборе отрезного (прорезного) инструмента следует отдавать предпочтение инструменту с минимально возможным диаметром. Учитывается при этом и скорость резания, различная для разрезания заготовок из различных материалов. Так, для резки стальных деталей скорость резания составляет от 24 до 60м/мин, для серого чугуна – от 12 до 65 м/мин, для ковкого чугуна – от 27 до 75 м/мин.
Крепят детали при разрезании, как правило, в тисках. Листовой металл разрезают с использованием подачи S от 0,01 до 0,08 мм/зуб. Материал фрезы – быстрорежущая сталь.

В данной статье даётся представление о фрезах, использующихся на фрезерных станках с ЧПУ в различных ситуациях.
Концевые фрезы
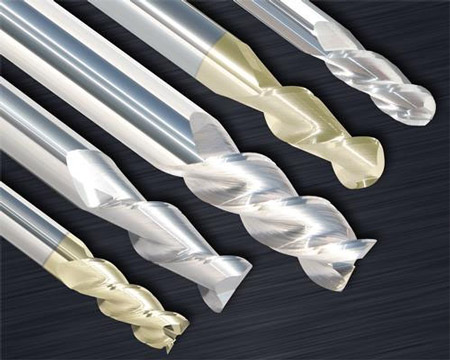
Концевые фрезы
Самыми распространёнными являются концевые фрезы. Концевые фрезы принадлежат к группе режущего инструмента, используемуего в промышленном фрезеровании и отличающегося от других фрез областью применения, геометрией рабочей поверхности, креплением в шпинделе фрезерного станка и способами производства.
Карбид вольфрама или быстрорежущая сталь?
Обычно материалы, из которого изготавливаются концевые фрезы — это карбид вольфрама (они называются твердосплавные) или быстрорежущая сталь, но попадаются и экзотические варианты, такие как сплавы порошковых металлов. Для цехов с промышленными масштабами производства, вопрос выбора того или иного материала обычно не стоит — повсеместно используется твердосплавные, т.е. карбид-вольфрамовые, так как бытует мнение, что они универсальны, и в целом — лучше во всех аспектах. Тем не менее, оказывается, что всё зависит от обрабатываемого материала, а также от максимальной скорости вращения шпинделя станка и некоторых других параметров. Если вы работаете с более мягкими материалами, такими как алюминий, а скорость шпинделя не способна достичь рекомендуемых скоростей для твердосплавной фрезы по алюминию, то возможно более рациональным было бы использование концевых фрез из быстрорежущей стали. Для концевых фрез с диаметром от 15 мм и больше, при использовании в небольших станках со скоростью шпинделя не превышающей 6000 об/м, для резки алюминия рекомендуется быстрорежущая сталь, а для фрез более маленьких диаметров — твердосплавные. Это не только позволит избежать крупных затрат на большие концевые фрезы, но и также сохранит жесткость мелких концевых фрез на необходимом уровне.
Размеры
Концевые фрезы бывают различных размеров, как в метрической, так и в дюймовой системах. Существуют и микро-фрезы для обработки чрезвычайно малых деталей. Допуски на диаметр для большинства концевых фрез зачастую имеют некоторый разброс. Если ваши работы требуют повышенной точности, то скорее всего потребуется сделать пробный срез для определения точного диаметра концевой фрезы. Естественно, можно измерить её и непосредственно с помощью, например, микрометра, но пробный срез тест является наиболее надёжным способом.

Микро-фреза
Число зубьев фрезы.

Однозубая концевая фреза
Для подбора необходимой фрезы можно воспользоваться специальной программой
Центрорежущая или нет?
Большинство 2- и 3-х зубых концевых фрез являются центрорежущими. Некоторые 4-х зубые фрезы не являются. Центрорежущую концевую фрезу можно погружать прямо в материал. Нецентрорежущие фрезы посередине имеют паз, без режущей кромки, так что ход погружения в материал сильно ограничен:

Центрорежущая слева, нецентрорежущая справа.
Единственным преимуществом нецентрорежущих фрез является их невысокая стоимость. Говоря о стоимости, можно приобрести как двусторонние так и односторонние концевые фрезы, одна двусторонняя стоит гораздо дешевле двух односторонних. Но не все станки имеют возможность использования двусторонних фрез.

Двусторонняя концевая фреза
О рабочей длине.

Рабочая длина
Чем длиннее рабочая часть, тем меньше жесткость инструмента. Если фрезой с длинной рабочей частью работать довольно агрессивно, то это будет вызывать изгиб, который может привести к поломке инструмента. Схематически его можно изобразить следующим образом:

Изгиб фрезы
Таким образом можно сделать вывод, что следует отдавать предпочтение фрезам с короткой рабочей частью, пользуясь длинными лишь в тех случаях, когда нет другого выбора.
Покрытия концевых фрез
Хорошее покрытие может резко увеличить производительность работы концевой фрезы, и срок ее службы. Существует много покрытий, как повсеместно распространённых, так и весьма экзотических, и дорогих. Большинство из этих покрытий называются согласно их химическим составам, как-то:
- Концевые фрезы с покрытием из титрида титана и алюминия (AlTiN), которое создается с использованием техпроцесса осаждения реагентов при помощи катодной дуги;
- TiN (базовое покрытие с желтоватым цветом, которое в последнее время ушло из широкого использования);
- TiCN (популярное голубовато-серое покрытие);
- TiAlN и AlTiN (чрезвычайно популярное темно-фиолетовое покрытие);
- TiAlCrN, AlTiCrN и AlCrTiN (покрытие на основе поликристаллических алмазов (PCD)).
Достижения в области разработки передовых покрытий для концевых фрез делаются ежегодно. Во многих мастерских премиум-класса уже используются инструменты с покрытием из аморфных и нанокомпозитных поликристаллических алмазов (PCD). Использование концевых фрез с покрытием или без зависит от отношения экономических выгод последних к технологическим преимуществам первых.
Геометрия концевых фрез
Производительность фрезы может зависеть как от типа покрытия, так и от геометрии. Сейчас серийно выпускается великое множество фрез самой разнообразной формы, но некоторые решения весьма спорны. Для стандартных задач скорее стоит выбрать проверенные временем классические торцевые фрезы, оставив фрезы причудливых форм для любителей поэкспериментировать.
Черновые концевые фрезы

Черновые концевые фрезы, такие как представленная на изображении выше, имеют маленькие зубцы на зубьях, которые называют фрезами со стружколомом. Эт зубцы служат для следующих целей: во первых они размельчают стружку, что позволяет легче убрать её из отверствия, во вторых уменьшают вибрацию и стабилизируют. Черновые концевые фрезы стоят не очень дорого и могут дать ощутимый прирост производительности.
Сферические концевые фрезы
До сих пор мы говорили о концевых фрезах, в основном использующихся для обработки плоских поверхностей, и в подавляющем большинстве случаев этого бывает достаточно, но для 3D-обработки придётся использовать сферические концевые фрезы.

Для пресс-формы часто необходима 3D-обработка
Сферические (концевые) фрезы создают воронки с определенным радиусом или углубления. Также с помощью таких фрез можно формировать выступы, т.е. рельефы произвольной формы. Такой инструмент представлен с 2, 3, 4 или шестью зубцами. Профиль резца представлен в сферической форме. Угол сферической территории режущей части равняется 180 градусам. Модели производятся с углом точно в 180 градусов. Для ликвидации стружки на фрезе есть канавки в виде спирали.

Сферическая фреза


Формирование гребенчатых выступов с помощью сферической фрезы
Фрезы концевые с механическим креплением твердосплавных пластин (наборные фрезы)

Большие цельные концевые фрезы могут срезать много материала, но их прозводство весьма затратно. Вместо них в целях экономии был разработан инструмент с механическим креплением сменных твердосплавных пластин. В рамках данной статьи ограничимся цельными концевыми и торцевыми фрезами такого рода.
Для эффективной черновой работы удобно иметь сборную фрезу со сменными пластинами с диаметром от 15 мм до 20 мм. Это та граница, где покупать и использовать обычные цельные концевые фрезы становится невыгодно, но он достаточно мал, чтобы после черновой обработки сборной фрезой можно было быстро дообработать заготовку цельными концевыми фрезами меньшего диаметра. Так или иначе, всегда придётся идти на компромисс между скоростью работы, стоимостью инструмента и качеством итогового изделия.

Типичная торцевая фреза с механическим креплением сменных твердосплавных пластин
Фрезы для обработки фасок, конические граверы, и другие специальные инструменты

Фрезы для обработки фасок
В технических, технологических целях нередко используется фаска — это скос кромки по торцам материала. В первую очередь она нужна для снижения опасности получения травм об острые кромки изделия, а также для облегчения монтажа. Фаска выполняется под разными углами, значения которых определяются конструктивными целями. Самый распространенный угол равняется 45°. Обязательное фрезерование фасок делается на торцах цилиндрических валов, отверстиях, корпусных деталей. Обработку фасок, V-образных прорезей, поднутренних фасок, снятия фасок для сварки и удаление заусенцев ведут с помощью небольших концевых торцевых, длиннокромочных и специальных фасочных фрез. Обычно эту операцию удобнее всего выполнять на настольных фрезерных станках с ЧПУ, с использованием специальных программ и автоматической сменой инструмента. Не составит большого труда сделать фаску на 4-х и 5-осных мини фрезерных станках, у которых есть возможность вращения не только шпинделя, но и заготовки.

Фреза для скругления кромок и углов
Фрезы для скругления кромок используются, чтобы вместо фаски получить закругление определённого радиуса. Но зачастую из-за вибраций и допусков хода инструмента получить ровную закруглённую кромку без зазубрин несколько сложнее, чем получить фаску.

Конический гравер
Конические граверы используются в основном для гравировки. С помощью такого инструмента можно обрабатывать мельчайшие детали штампов, и выгравировать надписи замысловатым шрифтом или рисунки

Развёртки
Развертки — режущий инструмент, который позволяет быстро и эффективно обработать отверстия, убедитьcя, что они круглые, и вообще получить его конкретный диаметр с достаточно высокой точностью

Инструмент и техника

Фрезерование — обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза — имеет вращательное движение, а обрабатываемая заготовка — поступательное.
Применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубьев зубчатых и червячных колес и т. д.
Осуществляется на фрезерных станках.
Начнем с того, что ручные фрезеры бывают разные: кромочные, штанговые, бесштанговые и просто специализированные, например, для врезки дверных замков или ремонта оконных рам. Подробно остановимся на самых универсальных и, как следствие, самых популярных — штанговых.
Такой инструмент состоит из двух частей: верхней, куда входят мотор, рукоятки, цанговый зажим, фиксаторы вертикального положения, и нижней — со штангами, опорной подошвой и револьверным упором. Машины этой разновидности отличаются тем, что позволяют погружаться в обрабатываемый материал на требуемую (в пределах возможностей) глубину.
На примерах конкретных операций рассмотрим важные особенности конструкций современных устройств данного типа.
Готовимся к работе
Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ).
В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура.
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика.



Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.

Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.

Глубина фрезерования
Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь.
Фрезерование
Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины.
Надеемся, что читатель уже понял, что главное во фрезере — регулировки. Они обязаны обеспечить точность (это, к слову, во многом зависит от жесткости элементов конструкции) и удобство. Но если углубиться в тонкости выполнения операций, станет ясно, что не менее важно и другое — система.
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Параллельный упор
Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков. В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру.
В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными — на каждую штангу по две разнесенных. Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум — в четырех.
После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления. Выставив требуемое значение, дополнительный стопор фиксируют.
Далее при необходимости раздвигают или сближают накладки, тем самым расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава.

Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке.


Отпустив фиксатор механизма прецизионной регулировки, вращают котировочный винт, добиваясь точной установки упора.

После окончания настройки механизм фиксируют.

Направляющая шина
Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак — он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена).

В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине — стопор; остается только выбирать нужные позиции и засверливаться).
Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру.
Копировальное кольцо

В некоторых случаях копировальную втулку устанавливают одним движением, центровка в таком случае не требуется.
Есть и другие дополнительные приспособления, но о них позже. Сейчас же расскажем о копировальном кольце — одном из обязательных атрибутов ручного фрезера, почти всегда входящим в комплект поставки. Приспособление очень простое, но удобное в работе и полезное.
Как правило, это штампованная стальная пластина с выступающим кольцевым бортиком вокруг центрального отверстия, который и служит упором, отслеживающим копировальный шаблон. Втулку подбирают под конкретную фрезу. В идеале она должна проходить сквозь центральное отверстие с небольшим зазором. Иными словами, не стоит полагаться на то единственное кольцо, что прилагается к инструменту.
Чаще всего втулка нуждается в центрировании специальным конусом. Его вставляют в цангу (до упора в копировальное кольцо), тем самым выравнивая положение, и лишь затем окончательно затягивают крепежные винты. Иногда вместо последних используют быстрозажимные фиксаторы, тогда ничего центрировать не нужно.
Подобный метод удобен в серийном производстве (естественно, речь о бытовых масштабах) или когда заготовка достаточно ценная и ради ее обработки стоит изготовить шаблон.
Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.

Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.

Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают.

Для точного позиционирования втулки устанавливают центрирующий корпус. Его, как обычную фрезу, зажимают в цангу (с той лишь разницей, что опорная подошва при этом прижата к корпусу).

После установки конуса стопор механизма опускания освобождают, и подошва под действием подъемных пружин прижимает конус ко втулке, тем самым точно центрируя ее. Вновь зафиксировав стопор, винты крепления втулки надежно затягивают.

Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него.

Угловой упор
Получить точную (один в один) копию с оригинала реально, установив угловой упор со щупом (как и многие другие аксессуары, его докупают отдельно). В этом случае заготовку располагают не под, а над шаблоном. Для точной подгонки размеров может быть предусмотрена настройка положения щупа.
Кстати, если установить вместо кронштейна со щупом опорную плиту или регулируемый упор для работы в горизонтальном положении, получится инструмент для фрезерования кромочных накладок заподлицо.
Циркуль
Частный случай криволинейной резки — по радиусу. Отдельно докупаемая линейка-циркуль поможет выполнить ее без шаблонов, а значит, точнее и с меньшими усилиями.


Недостаток подобной конструкции — не каждая фреза пройдет сквозь предусмотренное в подложке отверстие.
Пылеотсос
Примеры использования
Что касается наиболее известной работы для фрезера — по кромке — здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических).
А что еще умеет фрезер?
Следующая группа типовых задач — врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Несложно получить соединения и под прямой шип — потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной — перьевой — фрезой).
Важно понимать, что этот инструмент, за редким исключением, — вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей.
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему.
Фрезы

Работая с упором или направляющей и используя специальную фрезу, делают пазы для установки мебельных петель. Для точного продольного позиционирования отверстий можно воспользоваться специальной шиной, позволяющей жестко фиксировать положение фрезера через стандартные промежутки длины.

Некоторые шипованные соединения получают при помощи одной фрезы (контрпрофиль не нужен).

Специальные фрезы, необходимые для изготовления переплета.

Специальные фрезы, необходимые для изготовления переплета.

Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки.

Шипорезное приспособление

В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной.
Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны.

На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон.
Читайте также: