
Как сделать протяжку в крео
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
Изначально я думал, что от крео зависит только ctr объявления. Будут хорошие картинка и текст – получу много переходов с энного числа показов. Слеплю некачественное объявление – получу мало переходов.
Но потом стал замечать, что креативы дают не только разный ctr, но и разную конверсию. Качественное крео помогает сэкономить и выйти в больший плюс – ROI повышается не только потому, что за клик можно платить меньше, но и потому, что объявление (как часть связки) конвертит лучше.
Методом наблюдения и изучения материалов других арбитражников, я определил параметры успешного крео. Ниже опишу, что они собой представляют, и как такого крео добиться.
Важно! Всё это работает с арбитражем на нутру, в т.ч. в адалт-сфере.
Цепкость и заточенность под ЦА
Я объединил эти два критерия, потому что если крео заточено под целевую аудиторию, оно цепляет. И наоборот.

В этом примере есть всё необходимое:
Каждый сегмент ЦА индивидуален.
Но есть и общие принципы, которых стоит придерживаться. Например, мужчин на картинках и видео больше привлекают женщины и статусные вещи. Это увеличивает кликабельность.


Главное, не переборщить с эротикой, если оффер не относится к категории адалта.


Первое — похудалка, второе – игра. Но оба крео под женскую аудиторию. Чтобы заточить крео под ЦА, его можно и персонализировать.

Чтобы сделать креатив цепким, нужно соблюдать три пункта:
- знать потребности и боли ЦА (не зная, что владельцы иномарок затрудняются найти запчасти, невозможно им обещать, что под их авто деталь в магазине будет)
- не делать, как другие в основной массе. Если многие рекламодатели делают примерно одинаковые крео, юзеры перестают замечать однообразную рекламу (вырабатывается баннерная слепота)
- разделять аудиторию, на которую даётся реклама. Таргетируем на автолюбителей – используем картинки с девушками. Нацеливаемся на автолюбительниц (женщин) – показываем, что машина будет без царапин, ездить долго и исправно.
Понятность
Чтобы человек заинтересовался, он должен понять (хотя бы приблизительно), о чём речь.

Если же адалт-объявление написать открытым текстом в Facebook, Google Ads, My Target - гиганты медиа-рынка тут же забанят кампанию, а то и рекламный аккаунт.
Поэтому, чтобы быть понятными и при этом не забаненным, можно использовать картинки-ассоциации.


Чтобы сделать креатив понятным, нужно просто читать реальные отзывы о продукте или услуге. Из них становится ясно, что интересует людей, и какие вопросы с потребностями нужно закрывать в рекламе.
Полезность
Это субъективное понятие – что покажется бесполезным одному, сильно пригодится другому. Картинка ниже – ярчайший пример.

Человек хочет купить Рено или ищет информацию по ценам, характеристикам, а ему предлагают диагностику.
Поэтому полезное объявление – это релевантное объявление. Значит, в первую очередь нужно позаботиться, чтобы реклама показывалась целевым посетителям. В контекстной рекламе и в таргете соцсетей это несложно сделать (главное, верно выбрать пол, возраст, интересы).
Допустим, продаётся средство для суставов. Выделяем пять категорий людей, которым оно может потребоваться:
- офисные работники и работницы
- спортсмены и спортсменки
- домохозяйки
Соответственно, под каждую аудиторию делаем свои крео (здесь три примера).



Все три креатива обещают не средство для суставов, а решение конкретной проблемы у офисного работника, спортсменки и домохозяйки.
Правдоподобность

Пример правдоподобного крео.
Подводя итоги
- Цепкость (крео цепляет внимание)
- Ориентировка на ЦА
- Понятность
- Правдоподобность
Бонусом покажу креатив по похудению, который зацепил моё внимание – он реально выделяется из массы.

Находите подобные нестандартные подходы, придерживайтесь правил выше, и трафик у вас будет не только кликать, но и конвертиться. Удачного залива и хорошего конверта!
Протяжка – это инструмент, при помощи которого выполняется обработка металла протягиванием (одна из наиболее распространенных технологических операций по обработке металлов резанием). Такая технология применяется для деталей, используемых во многих отраслях промышленности.
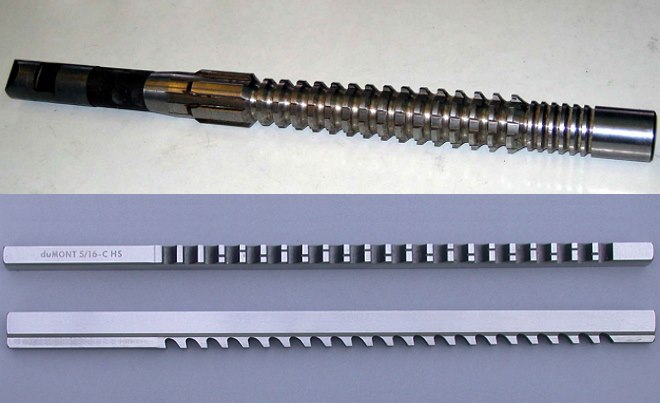
Рабочая поверхность протяжек может иметь различный профиль в зависимости от назначения и типа инструмента
Для чего необходимо протягивание
Такая технологическая операция, как протягивание, считается одним из наиболее эффективных способов обработки металлов резанием. Для ее выполнения необходимы протяжной станок и специальный инструмент, использование которого дает поверхность с шероховатостью порядка 0,32 мкм и точностью геометрических параметров, соответствующей 6 квалитету.
Инструмент, при помощи которого выполняется протяжная металлорежущая обработка, состоит из множества зубьев. Каждый из них выше другого, если измерять их высоту в плоскости, перпендикулярной направлению, в котором осуществляется основное движение резки. Оснащение протяжки множеством режущих лезвий и расположение их в определенном положении позволяют использовать всего один такой инструмент для того, чтобы снимать весь необходимый объем стружки как в процессе черновой обработки поверхности, так и при ее калибровке.

Большинство протяжных станков налаживаются под обработку однотипных деталей
Применяя протяжные станки, а также специализированный инструмент, можно обрабатывать как наружные, так и внутренние поверхности изделий различной конфигурации. При протягивании не используется движение подачи: вся обработка осуществляется за счет совершения протяжкой главного движения, которое может быть вращательным или поступательным. По похожему принципу работает инструмент для прошивания отверстий. Несмотря на всю схожесть этих технологических операций, принципиальная разница между ними заключается в том, что инструмент для прошивки работает на сжатие, а протяжка – на растяжение.
Протягивание, если сравнивать его с другими методами обработки металлов резанием, обладает целым перечнем преимуществ, к которым следует отнести:
- возможность уменьшения затрат на эксплуатацию используемого оборудования;
- высокую износостойкость протяжки;
- высокий показатель минутной подачи благодаря тому, что обработка выполняется сразу несколькими режущими зубьями;
- возможность работы на протяжных станках даже специалистов с невысоким уровнем профподготовки;
- снятие припуска с поверхности с высокой относительной скоростью (это означает высокую производительность обработки);
- возможность устранять любые виды брака обрабатываемой поверхности;
- высокую точность обработки металлических изделий.
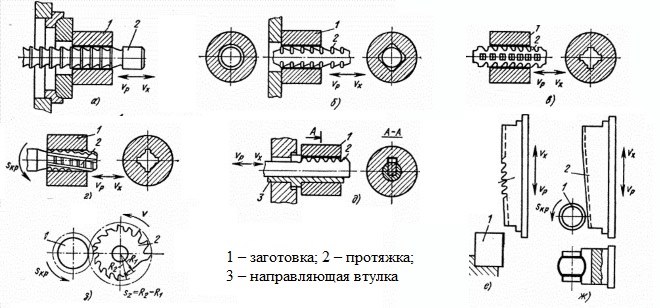
Схемы различных типов протяжки отверстий и поверхностей
Инструмент, которым оснащаются протяжные станки, изготавливается преимущественно из быстрорежущих сталей со средним уровнем легирования, отличающихся достаточно высокой стоимостью. По этой причине его применение рекомендовано для производств, выпускающих свою продукцию крупными и массовыми сериями.
Между тем использовать протяжные станки и протяжку могут и при мелкосерийном и единичном производстве изделий из металла, если их геометрические параметры стандартизированы. Не обойтись без такой технологической операции и в тех случаях, когда она является единственно возможным либо самым выгодным способом обработки.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
- с режущей частью, изготовленной из быстрорежущей, инструментальной стали или твердого сплава;
- цельные или сборные – в зависимости от конструктивного исполнения;
- одно- или многопроходные – в зависимости от того, сколько протяжек содержится в одном рабочем комплекте;
- работающие по ступенчатой, профильной или прогрессивной методике – в зависимости от того, каким способом с поверхности детали снимается припуск;
- с прямым и наклонным или винтовым и кольцевым расположением режущих лезвий на рабочей части.
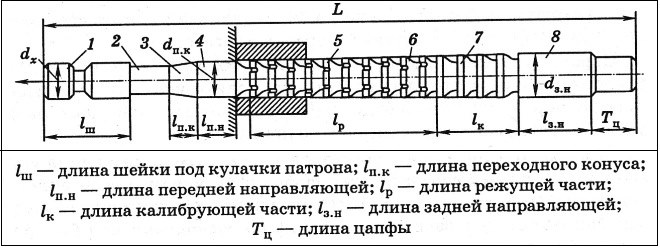
Значимые элементы круглой протяжки
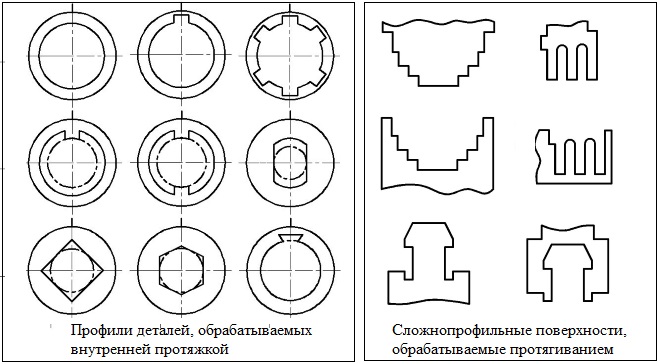
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
- шпоночные пазы;
- канавки винтового типа;
- отверстия круглой формы (протяжки для круглых отверстий);
- отверстия с различным количеством граней (гранные протяжки);
- отверстия со шлицами (протяжки шлицевые).

Шлицевая протяжка для обработки отверстий
Несмотря на то, что для обработки внутренних поверхностей используются различные типы протяжек, конструкция этих инструментов практически идентична и включает в себя несколько составных элементов.
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

Стандартный хвостовик шлицевой протяжки
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
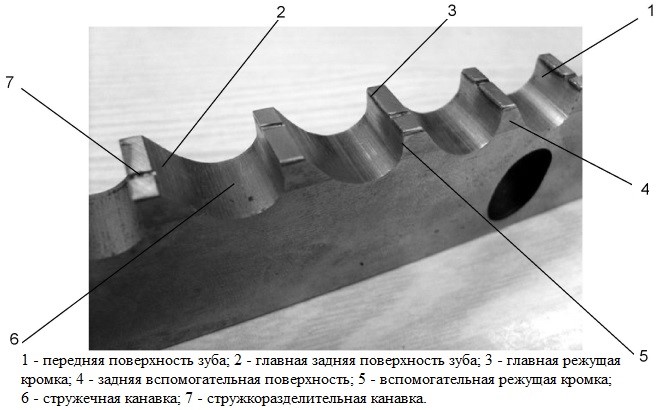
Основные элементы режущей части шпоночной протяжки
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
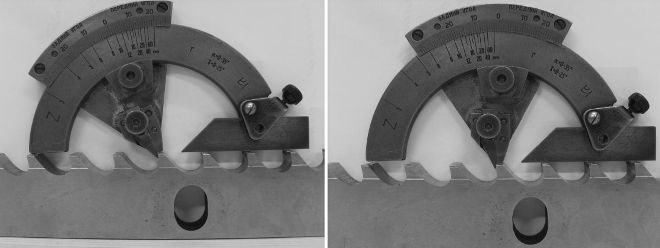
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Виды шлицевых протяжек и сферы их применения
Шлицевая протяжка, как уже говорилось выше, применяется для обработки внутренних поверхностей, на которых имеются шлицевые элементы. Такие инструменты в зависимости от количества и типа резцов, которыми они оснащены, могут быть:
Шлицевая протяжка в зависимости от ее типа может быть произведена по одному из следующих нормативных документов:
В отдельных случаях, когда подобрать стандартный инструмент не представляется возможным, изготовление протяжек может выполняться по специально разработанной конструкторской документации.
Используя протяжки шлицевого типа, можно эффективно выполнять следующие технологические операции:
- нарезку шпоночных канавок и шлицев;
- обработку стволов нарезного оружия;
- калибрование внутренних отверстий различного типа;
- производство элементов турбин самолетных двигателей;
- протягивание наружных поверхностей, отличающихся сложной конфигурацией.
Оборудование для протягивания
Станки для протягивания разделяются на различные типы по целому ряду параметров. Такими параметрами, в частности, являются:
- назначение – для выполнения обработки наружных или внутренних поверхностей;
- степень универсальности – станки общего и узкоспециализированного назначения;
- направление, в котором двигается протягиваемый элемент (рабочее движение), – горизонтально-протяжные станки или вертикально-протяжные;
- тип выполняемого рабочего движения – с круговым движением, с движением протяжки или заготовки;
- количество установленных на станке кареток – одно- или многокареточные;
- количество занимаемых рабочим механизмом станка позиций – одно- и многопозиционные (с поворотным рабочим столом);
- уровень автоматизации – с ЧПУ и без.
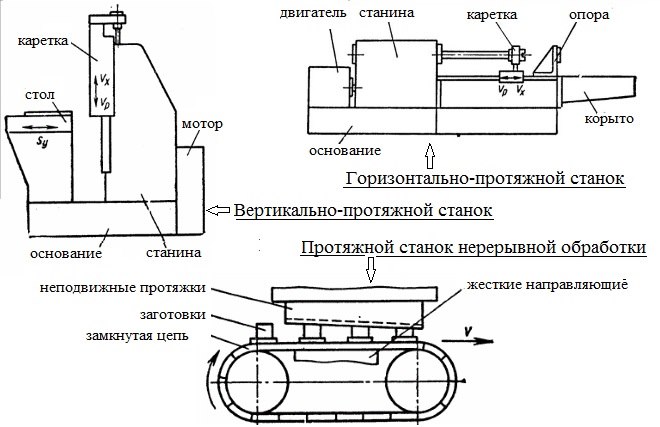
Основные части протяжных станков
Наиболее распространенными типами такого оборудования являются:
- горизонтально-протяжной универсальный станок, используемый для обработки внутренних поверхностей;
- станки вертикального типа, которые могут применяться как для наружных, так и для внутренних поверхностей;
- оборудование с ЧПУ, которое может быть как горизонтально-протяжным станком, так и вертикально-протяжным (на таком оборудовании автоматизированы процессы установки и снятия обрабатываемых заготовок, а также замены рабочего инструмента).
Выбирая оборудование для выполнения протягивания, специалисты ориентируются на два основных параметра таких станков: развиваемую тяговую силу, величина которой может находиться в интервале 50–1000 кН, и длину хода протяжки, которую можно выбрать в диапазоне 1000–2000 мм.

Создание проволоки по 3D эскизу. Пространственная деталь методом протягивания.

. доступное обучение криво сегодняшняя наша тема это протягивание для того чтобы показать как строится протягивание .
Нормативные документы: ГОСТ 9150-2002 Резьба метрическая. Профиль, ГОСТ 24705-81 Резьба метрическая. Основные .
Читайте также: