
Как сделать проточку на чертеже
Обновлено: 03.07.2024
Деталирование — это процесс выполнения рабочих чертежей деталей, входящих в изделие, по сборочному чертежу изделия. Это не простое копирование изображений детали из сборочного чертежа, а работа творческая.
Порядок выполнения рабочего чертежа детали по сборочному чертежу изделия аналогичен выполнению чертежа детали с натуры. При этом формы и размеры детали определяются при чтении сборочного чертежа.
Наименование детали и ее обозначение определяется по спецификации сборочного чертежа, а марка материала — по описанию, приложенному к учебному сборочному чертежу.
Расположение детали относительно фронтальной плоскости проекций, т. е. ее главный вид, выбирается исходя из общих требований, а
не из расположения ее на сборочном чертеже. Число и содержание изображений детали могут совпадать со сборочным чертежом.
На рабочем чертеже должны быть показаны те элементы детали, которые или совсем не изображены, или изображены упрощенно, условно, схематично на сборочном чертеже. К таким элементам относятся:
литейные и штамповочные скругления, уклоны, конусности;
проточки и канавки для выхода резьбонарезающего и шлифовального инструмента;
внешние, внутренние фаски, облегчающие процесс сборки изделия, и т. п.
Гнезда для винтов и шпилек на сборочных чертежах изображаются упрощенно, а на рабочем чертеже детали гнездо должно быть вычерчено в соответствии с ГОСТ 10549—80.
Размеры детали определяются путем замеров (если они не нанесены на чертеже) по сборочному чертежу. При этом нужно следить, чтобы сопрягаемые размеры не имели расхождений. Размеры конструк-
тивных элементов (фасок, проточек, уклонов и т. д.) нужно назначать по соответствующим стандартам, а не по сборочному чертежу.
Размеры шпоночных пазов, шлицев, гнезд по шпильки и винты, центровых отверстий и других должны быть взяты из соответствующих стандартов на эти элементы. Диаметры отверстий для прохода крепежных изделий (винтов, болтов, шпилек) должны проставляться с учетом характера сборки.
Шероховатость поверхностей деталей определяется по техническим требованиям, описанию, условиям работы изделия и данной детали в изделии.
Чтобы оценить и проставить на чертеже шероховатость поверхностей детали, нужно определить, сопряженной или свободной является данная поверхность, каков характер эксплуатационных требований к ней и др. Для типовых деталей рекомендуются определенные границы пределов параметров шероховатости.
На рис. 321 выполнен сборочный чертеж обратного двойного клапана, спецификация к нему — на рис. 322.
Принцип действия клапана следующий. Жидкость под давлением поступает в отверстие диаметр 18 верхнего наконечника корпуса 1, сжима-
ет пружину 3, и в зазор между клапаном 2 и корпусом поступает через отводной (слева) наконечник корпуса в гидравлическую систему. Если снять заглушку 7 с нижнего наконечника корпуса, свинтив накидную гайку 5, можно в корпус через нижнее отверстие подать другую жидкость, подключив клапан ко второму трубопроводу. В этом случае в систему будет поступать смесь жидкостей.
Стандартных деталей клапан не имеет. Сборочный чертеж выполнен в масштабе 1:1.
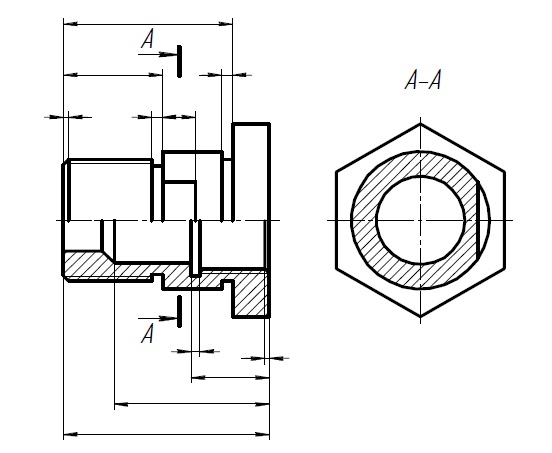
На месте главного вида выполнен полный продольный разрез клапана фронтальной плоскостью симметрии изделия. Этот разрез позволяет выявить внутреннее строение всех деталей клапана. На месте вида сверху — совмещенное изображение половины вида и половины горизонтального разрезав — А плоскостью, проходящей через ось отводного наконечника корпуса. На виде слева выполнен местный разрез по резьбовому отверстию во фланце корпуса. Кроме этих основных изображений выполнены сечения Б — Б и В — В. Сечение Б — Б показывает отверстия в шестигранной части корпуса для пломбирования клапана после установки его в гидросистеме. Сечение В — В дает представление о сопряжении деталей 1, 2 и 4 и поясняет расположение отверстий в клапане 2.
На чертеже проставлены габаритные размеры (200 и 100 мм), установочные (75 мм), монтажные (М12 и М 36) и эксплуатационные (диаметр 18) размеры.
Соединения деталей в клапане разъемные, резьбовые. Для обеспечения плотности соединения деталей 2 и 4 в проточку детали 4 заложена прокладка из картона. Наружный диаметр прокладки 48 мм, внутренний 38 мм, толщина 3 мм (см. поз. 7 спецификации на рис. 322). Клапаны и заглушки плотно прилегают к поверхностям корпуса и штуцера (их притирают). Присоединение трубопроводов к корпусу осуществляется с помощью резьбы М 36x2.
Чтобы разобрать клапан, необходимо свинтить накидную гайку 5, а вместе с ней снять заглушку 6, из корпуса вывернуть штуцер 4, снять прокладку 7, через нижнее отверстие в корпусе вынуть оба клапана 2 и пружину 3. Пружина работает на сжатие, ее концы должны быть поджаты и подшлифованы. Сборка клапана производится в обратном порядке.
На рис. 323—328 выполнены рабочие чертежи деталей, входящих в состав обратного клапана (рис. 321).

Иркутский авиационный техникум
Нанесение размеров на чертеже является основным фактором, определяющих качество изделия. Основные правила нанесения размеров на чертежах устанавливает ГОСТ 2.307 – 68. Изготовление детали и её контроль производится по размерам, указанным на чертеже. Ошибочный или пропущенный размер делает чертёж непригодным к использованию или может привести к браку при изготовлении детали.
При выполнении эскизов и рабочих чертежей деталей вопрос о нанесении размеров включает в себя решение трёх основных задач:
- Правильно назначить размеры, т.е. установить минимальное количество размеров на чертеже детали, необходимых для её изготовления. При этом необходимо правильно определить (выбрать) базы, от которых должны быть нанесены размеры на чертеже, с учётом технологии изготовления детали и обеспечения нормальной её работы в механизме.
- Разместить и нанести выносные и размерные линии таким образом, чтобы размеры были наиболее удобны для чтения.
- Выявить сопряжённые и свободные размеры и нанести размерные числа.
При нанесении размеров на чертеже детали со сложным внешним и внутренним контуром необходимо группировать отдельно, там, где это возможно, размеры, относящиеся к внутреннему контуру, - со стороны разреза, а размеры, относящиеся к внешнему контуру, - со стороны вида (Рисунок 1) .
Размеры на чертеже делятся на три группы:
- Габаритные (длина, высота, ширина);
- Элементы детали;
- Размеры, определяющие положение элементов детали (расстояния между центрами отверстий, от торцов и кромок до центров отверстий, от торцов и кромок до стенок прорезей, канавок, проточек и т.д.).
Простановка размеров любых деталей (вне зависимости от технологии их изготовления) осуществляется относительно баз. В машиностроении существует достаточно много видов баз: конструкторские, технологические, измерительные, установочные, ремонтные и т. п.
Базой называется геометрическое место точек (плоскость, ось, точка пересечения осей и т. п.), относительно которого координируются элементы детали.
Для деталей, полученных механической обработкой, как правило, базой является торцовая поверхность детали. Это связано с тем, что сначала обрабатывается один из торцов заготовки, а потом от него начинается отсчет размеров, определяющих положение элементов детали.
Положение отдельных элементов детали относительно базы задается размерами. Совокупность размеров образует размерную цепь, а отдельные размеры являются ее звеньями.
При конструировании детали применяют три способа простановки размеров на чертеже:
- Цепной (последовательная размерная цепь)
- Координатный (параллельная размерная цепь)
- Комбинированный (сочетание последовательной и параллельной цепей)
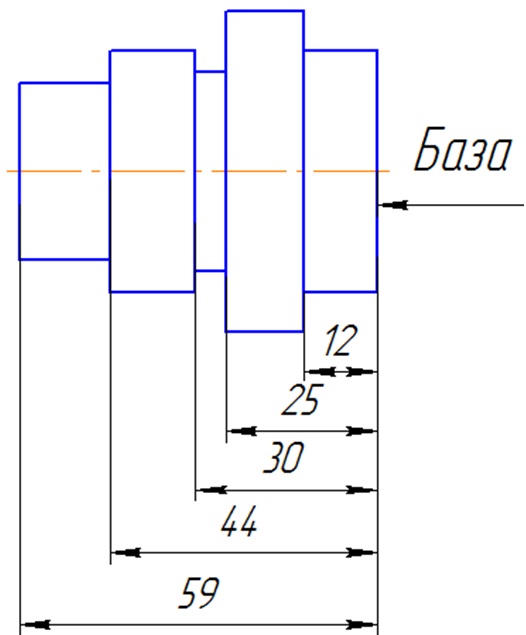
Последовательная размерная цепь – все размеры проставляются последовательно, по одной линии, цепочкой один за одним.Суть ее заключается в том, что, начиная от базы, размеры ставятся друг за другом последовательно (Рисунок 2).
Последовательная размерная цепь позволяет максимально точно задать размеры каждого звена, но у нее есть существенный недостаток. Так как ни один технологический процесс не может быть идеально точным, то воспроизведение любого размера происходит с определенной погрешностью. По мере продвижения по цепи происходит накопление погрешностей. Так, погрешность третьего звена равна сумме погрешностей первого и второго, а погрешность пятого сумме погрешностей всех четырех предыдущих. Поэтому в производстве такая размерная цепь применяется весьма редко, а в учебных чертежах ее использование рассматривается как ошибка.
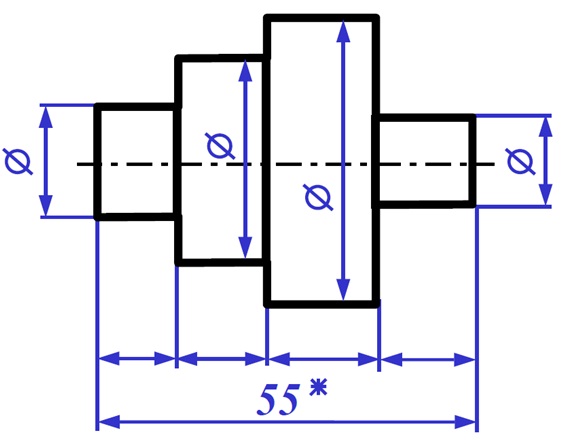
Параллельная размерная цепь - размеры проставляются от единой базы.
Такую простановку размеров называют координатной, поскольку, таким образом, задаются координаты каждого элемента относительно базы.
Этим способом положение каждого звена определяется максимально точно, однако такая размерная цепь нетехнологична. Её нетехнологичность заключается в следующем: при обработке правой части детали на токарном станке вопросов не возникнет, т.к. патрон станка располагается слева. Для обработки левой части детали необходимо переустановить заготовку, при этом база, относительно которой должен проводиться отсчет размеров, окажется внутри патрона, и никакие привязки к ней произвести уже нельзя. Поэтому в производстве такая размерная цепь применяется тоже весьма редко.
Комбинированная размерная цепь – сочетание последовательной и параллельной размерных цепей.
Именно такая цепь и используется в чертежах. В этом случае, помимо основных баз используются вспомогательные, от которых удобно наносить и контролировать размеры.
Элементы детали координируются относительно главной или одной из вспомогательных баз, а вспомогательные базы координируются относительно главной.

На рисунке 4 к главной и каждой из двух вспомогательных баз привязано по одному размеру, а обе вспомогательные базы, в свою очередь, привязаны к главной. При этом должны соблюдаться два дополнительных правила.
Правило 1. Не должно быть замкнутых размерных цепей.
Цепь называется замкнутой, когда одно из ее звеньев равно сумме всех других. Какое-то звено в этой цепи лишнее, и от него просто избавляются. Размер, отсутствующий в размерной цепи, называется свободным.
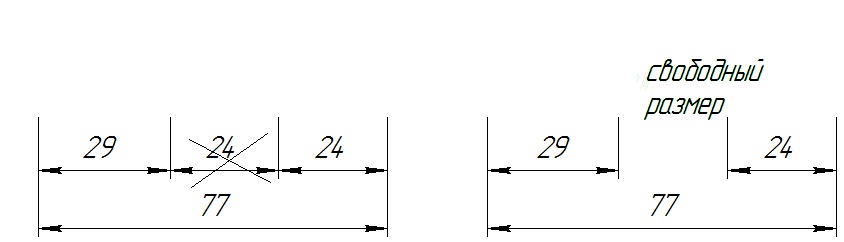
Однако свободным можно сделать не любой размер. На этот счет тоже существует определенное правило:
В качестве свободного размера выбирается протяженность самого большого по габаритам элемента детали на наружной поверхности и самого маленького по габаритам элемента внутренней поверхности.
Пример простановки размеров в соответствии с этими правилами показан на рисунке 6.
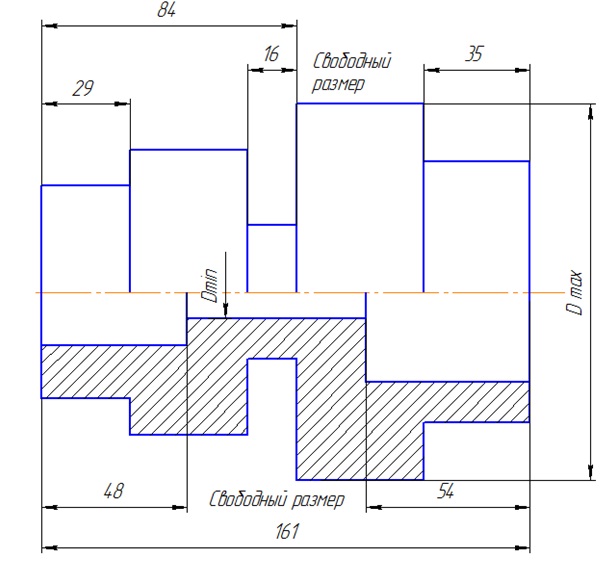
Рассмотрим процесс изготовления детали на токарном станке. Диаметр заготовки совпадает с наибольшим наружным диаметром детали. Центральное отверстие минимального диаметра получается сверлением заготовки насквозь. Остальной металл внутри заготовки удаляется от разных баз с помощью резцов. Перемещения этих резцов и задаются размерами детали. Для воспроизведения внешней формы детали не требуется самый большой размер на внешней поверхности. При обработке внешней поверхности резцом удаляется металл до необходимых меньших диаметров. Поэтому длины этих диаметров задаются линейными размерами на чертеже.
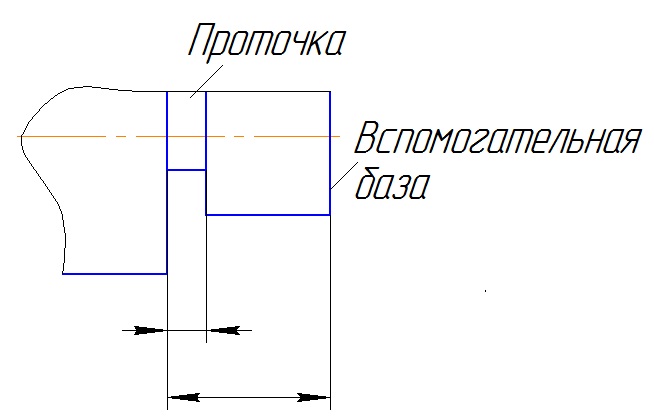
Правило 2. В чертежах проставляется размер проточки и расстояние от базы до ее дальнего края.
Пример нанесения размеров от баз.
При соединении на чертеже вида с разрезом размеры, относящиеся к внутренней поверхности детали, располагают со стороны разреза, а к наружной – со стороны вида. База А является основной.
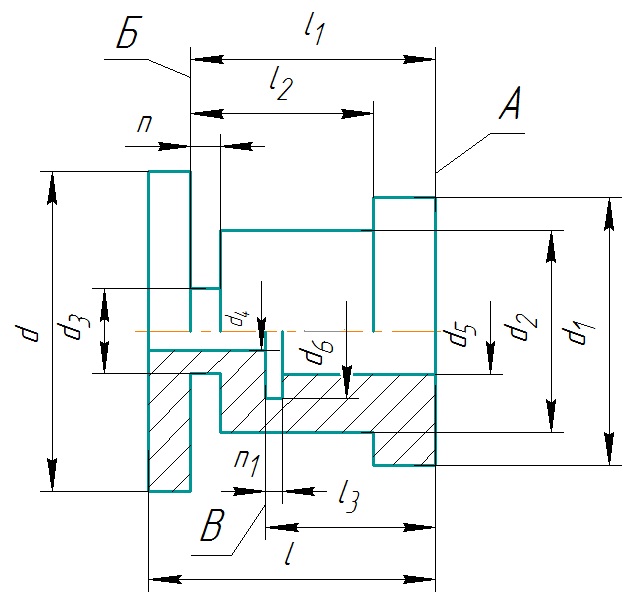
При изготовлении детали заготовку сначала протачивают снаружи до диаметра d1на длину l1 от базы А. Затем до диаметра d2 на длину l2от вспомогательной базы Б. Проточку диаметром d3 и шириной n выполняют резцом, у которого режущая часть имеет ту же ширину.
При обработке внутренней поверхности детали вначале просверливают сквозное отверстие диаметром d4. Затем от основной базы А детали растачивают до диаметра d5 на длину l3. Проточку диаметром d6выполняют резцом шириной n1 . Далее деталь подрезают слева по длине l.
Кроме основной базы А используются вспомогательные базы – базы Б и В.
При нанесении размеров на чертеже использованы и некоторые другие условности в простановке размеров. С учетом формы детали для выполнения ее чертежа будет вполне достаточно формата А4. Если при вертикальном расположении формата А4 чертить деталь с горизонтальным расположением оси, то она получится очень маленькой, и негде будет разместить размеры. Поэтому для формата А4 допускается вертикальное расположение деталей вращения.
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
ПРАВИЛА НАНЕСЕНИЯ РАЗМЕРОВ
Правила нанесения размеров и предельных отклоне-ний на чертежах и других технических документах устанавливает ГОСТ 2.307—68 (СТ СЭВ 1976—79, CТ СЭВ 2180—80).
В данном параграфе указаны только те правила, ко торые необходимы при выполнении чертежей общей части курса черчения.
Размеры на чертежах указывают размерными числами и размерными линиями. Размерные числа должны соответствовать действительным размерам изображаемого предмета, независимо от того, в каком масштабе и с какой точностью выполнен чертеж.
Размеры бывают линейные — длина, ширина, высота, величина диаметра, радиуса, дуги и угловые — размеры углов.
Линейные размеры указывают на чертеже в миллиметрах, единицу измерения на чертеже не указывают.

Стрелки, ограничивающие размерные линии, должны упираться острием в соответствующие линии контура или в выносные и осевые линии (рис. 37, а). Выносные линии должны выходить за концы стрелок размерной линии на 1. 5 мм (рис. 37, ).
Величина стрелки выбирается в зависимости от толщины s линий видимого контура и должна быть одинакова для всех размерных линий чертежа. Форма стрелки и примерное соотношение сс элементов показаны на рис. 37, б. Размерные и выносные линии выполняют сплошными тонкими линиями. В пределах одного чертежа размерные числа выполняют цифрами одного шрифта (чаще применяют шрифт размером 3,5). Размерные числа ставят над размерной линией, параллельно ей и возможно ближе к середине.
Минимальное расстояние между параллельными размерными линиями должно быть 7 мм, а между размерной линией и линией контура — 10 мм.
Необходимо избегать пересечения размерных и выносных линий.
При нанесении нескольких параллельных или концентричных размерных линий на небольшом расстоянии друг от друга размерные числа над ними рекомендуется располагать в шахматном порядке (рис. 38).

При недостатке места для стрелок на размерных линиях, расположенных цепочкой, стрелки допускается заменять засечками (размеры 2; 1; 2 на рис. 38), наносимыми под углом 45° к размерным линиям, или четкими точками (размеры 6; 4; 2 на рис. 38). В местах нанесения размерного числа осевые, центровые линии и линии штриховки прерывают (размер 50 на рис. 38).
При изображении изделия с разрывом размерную линию не прерывают и наносят действительный размер (рис. 39, а). Если стрелки размерных линий пересекают расположенные близко друг к другу контурные линии, то эти линии допускается прерывать (рис. 39,б). В случае, показанном на рис. 39, в, размерную и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм.

Если наклон размерной линии к вертикали менее 30°, то размерное число наносят на полке линии-выноски (рис. 40, а).
Способ нанесения размерного числа при различных положениях размерных линий на чертеже определяют наибольшим удобством чтения чертежа. Если для нанесения размерного числа недостаточно места над размерной линией, то размеры наносят, как показано на рис. 40, б; если недостаточно места для нанесения стрелок, то их наносят, как показано на рис. 40, в.

При указании размера радиуса перед размерным числом ставят прописную букву R. На рис. 41, а показаны примеры нанесения размеров радиусов.
При большой величине радиуса допускается центр приближать к дуге, в этом случае размерную линию радиуса показывают с изломом под углом 90° (R 90 на рис. 41, а). Если не требуется указывать размеры, определяющие положение центра дуги окружности, то размерную линию радиуса допускается не доводить до центра и смещать ее относительно центра (R 250 на рис. 41, а).
Перед размерным числом диаметра ставят знак Ø (рис. 41, б), высота которого равна высоте цифр размерных чисел. Знак представляет собой окружность, пересеченную косой чертой под углом 45° к размерной линии.

При указании размера диаметра окружности размерную линию можно проводить с обрывом, при этом обрыв размерной линии следует делать несколько дальше центра окружности (Ø50 на рис. 41, б).
Если недостаточно места для нанесения стрелок или размерного числа над размерной линией, то размеры диаметров наносят, как показано на рис. 41, б, Ø15; Ø12.
Размеры квадрата наносят, как показано на рис. 41, в. Высота знака □ должна быть равна высоте размерных чисел на чертеже (ГОСТ 2.307—68).
Угловые размеры наносят так, как показано на рис. 41, г. Для указания размера угла размерная линия проводится в виде дуги с центром в его вершине, а выносные линии — радиально. В зоне, расположенной выше горизонтальной осевой линии, размерные числа помещают над размерными линиями со стороны их выпуклости; в зоне, расположенной ниже горизонтальной осевой линии, — со стороны вогнутости размерных линий (рис. 41, г).
В заштрихованной зоне наносить размерные числа не рекомендуется. В этом случае размерные числа должны расположиться на горизонтально нанесенных полках (рис. 41, г, размеры 30 и 40°).

В случаях, когда надо показать координаты вершины скругляемого угла или центра дуги, выносные линии проводят от точки пересечения сторон скругляемого угла (размер 45 на рис. 42, а) или от центра дуги скругления (размер 17 на рис. 42, а).
Размеры контура криволинейного профиля наносят, как показано на рис. 42, 6,
НАНЕСЕНИЕ РАЗМЕРОВ НА ЧЕРТЕЖАХ ДЕТАЛЕЙ
Размеры на чертеже наносятся конструктором не только исходя из соображения о ее взаимодействии с другими деталями, но с учетом процесса ее изготовления. Правила нанесения размеров устанавливает ГОСТ 2.307—68 (СТ СЭВ 1976—79, СТ СЭВ 2180—80).
Размеры разделяются на линейные и угловые. Линейные определяют длину, ширину, высоту, толщину, диаметр и радиус элементов детали. Угловые определяют углы между линиями и плоскостями элементов детали.
Угловые размеры указывают в градусах, минутах и секундах с обозначением единицы измерения, например: 6°45'30", 0°45'30".
Линейные размеры на чертежах указывают в миллиметрах без обозначения единицы измерения.
Числовые значения размеров, представленные на чертеже, определяют натуральную величину изготовленной детали.
Количество размеров на чертеже должно быть минимальным, но вполне достаточным для изготовления и контроля изделия.
Повторять размеры одного и того же элемента детали как на изображениях, так и в технических требованиях не допускается.
Для размерных чисел применять простые дроби не допускается, за исключением размеров в дюймах.
Размеры детали необходимо согласовать с соответствующими размерами смежных сопрягаемых деталей, находящихся во взаимодействии с этой деталью.
Для размеров, приводимых в технических требованиях и пояснительных надписях на поле чертежа, обязательно указываются единицы измерения. В некоторых случаях, когда размеры на чертеже необходимо указать не в миллиметрах, а в других единицах измерения (например, в сантиметрах, метрах), соответствующие размерные числа записывают с обозначением единицы измерения (см, м) или указывают их в технических требованиях.
Перед выполнением машиностроительных чертежей необходимо повторить правила нанесения размеров . Кроме этих правил имеются некоторые особенности при нанесении размеров на машиностроительных чертежах. Так, например, размеры на рабочих чертежах, необходимые для изготовления детали, проставляют с учетом возможного технологического процесса изготовления детали и удобства их контроля.
Простановка размеров производится от определенных поверхностей или линий детали, которые называются базами. От баз в процессе обработки и контроля производится обмер детали.
В машиностроении различают конструкторские и технологические базы (рис. 332).

Конструкторскими базами являются поверхности, линии или точки, по отношению к которым ориентируются другие детали изделия.
Технологические базы — базы, от которых в процессе обработки удобнее и легче производить измерения размеров.
Часто простановка размеров от конструкторских баз не совпадает с простановкой от технологических. В качестве базовых поверхностей могут использоваться (рис. 332, б):плоскость, от которой начинается обработка (опорная, а также направляющая или торцевая поверхности), прямые линии — оси симметрии, оси отверстий (скрытые базы) или какие-либо взаимно перпендикулярные прямые (например, кромки деталей).
В машиностроении в зависимости от выбора измерительных баз применяются три способа нанесения размеров элементов деталей: цепной, координатный и комбинированный (рис. 333).

1. Цепной способ (рис. 333, а). Размеры отдельных элементов детали наносятся последовательно, как звенья одной цепи. Этот способ применяется в редких случаях.
2. Координатный способ (рис. 333, б). Размеры являются координатами, характеризующими положение элементов детали относительно одной и той же поверхности детали.
3. Комбинированный способ (рис. 333, в) представляет собой сочетание координатного способа с цепным, т. е. при нанесении размеров на чертеже детали используются два способа: цепной и координатный.
В зависимости от необходимой точности изготовления отдельных элементов детали применяют один из указанных способов нанесения размеров.
Комбинированный способ нанесения размеров предпочтителен, как обеспечивающий достаточную точность и удобство изготовления, измерения и контроля деталей без каких-либо дополнительных подсчетов размеров.
На машиностроительных чертежах размеры не допускается наносить в виде замкнутой цепи, за исключением случаев, когда один из размеров указан как справочный (рис. 333, а;размер 60*).

При большом количестве размеров, нанесенных от общей базы, допускается наносить линейные и угловые размеры, как показано на рис. 334, а, б.
При нанесении размеров, определяющих расстояние между равномерно расположенными одинаковыми элементами (например, отверстиями), рекомендуется вместо размерной цепи наносить размер между соседними элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (рис. 334, в).
При расположении элементов предмета (отверстий, пазов, зубьев и т. п.) на одной оси или на одной окружности размеры, определяющие взаимное расположение, наносят от общей базы (рис. 334, в).

В случаях, когда деталь имеет две симметрично расположенные одинаковые фаски на одинаковых диаметрах, размер фаски наносят один раз, без указания их количества (рис. 335, а).
Если деталь имеет несколько одинаковых фасок на цилиндрической или конической поверхности разного диаметра, то наносят размер фаски только один раз, с указанием их количества (рис. 335, б).
Размеры фасок под углом 45° наносят, как показано на рис. 335, а.
Размеры фасок под другими углами указывают линейным и угловым размерами (рис. 335, в) или двумя линейными (рис. 335, г).
Допускается указывать размеры неизображенной на чертеже фаски под углом 45°, размер которой в масштабе чертежа 1 мм и менее, на полке линии-выноски, проведенной от грани (рис. 336, , в; размер 0,6x45°).

При изображении детали на одном виде размер ее толщины наносят, как показано на рис. 335, г.
На рис. 336, а показан пример нанесения размера радиуса и диаметра.
При указании диаметра окружности независимо от того, изображено отверстие полностью или частично, размерные линии допускается проводить с обрывом, при этом обрыв размерной линии делают чуть дальше оси отверстия (рис. 336, б и в).
Размеры нескольких одинаковых элементов изделия, как правило, наносят на разрезе один раз с указанием количества этих элементов (рис. 336, б). Если разрез отсутствует, то это количество указывают на виде.
В случае, показанном на рис. 336, г, выносные линии проводят под углом к осевой линии.
Размеры диаметров цилиндрического изделия сложной конфигурации допускается наносить, как показано на рис. 336, г (размер 027).
Размеры, относящиеся к одному и тому же элементу, например к отверстию (рис. 337, а) или пазу (рис. 337,б), рекомендуется группировать в одном месте, наносить их там, где форма элемента показана наиболее полно.
Размеры сквозных и глухих отверстий следует наносить на их изображении в продольном разрезе.
ГОСТ 2.318——81 (СТ СЭВ 1977—79) устанавливает правила упрощенного нанесения размеров отверстий на чертежах в следующих случаях:

1) диаметр отверстия на изображении — 2 мм и менее;
2) отсутствует изображение отверстий в разрезе или сечении вдоль оси;
3) нанесение размеров отверстий по общим правилам усложняет чтение чертежа.
Размеры отверстий следует указывать на полке линии-выноски, проведенной от оси отверстия. Примеры упрощенного нанесения размеров отверстий приведены на рис. 338.

При эскизировании и составлении рабочих чертежей деталей встречаются элементы деталей, выполняемые по определенным, устанавливаемым стандартам, размерам. Так, в местах перехода цилиндрических или конических поверхностей деталей от одного диаметра к другому выполняются для увеличения ее прочности скругления — галтели (см. рис. 335, ). Размеры радиусов закругления и фасок выбирают по ГОСТ 10948— 64 (СТ СЭВ 2814—80). ГОСТ 6636—69 (СТ СЭВ 514-77) устанавливает четыре ряда чисел нормальных линейных размеров. Они предназначены для выбора линейных размеров диаметров, длин, высот и т. п. при конструировании деталей машиностроения. Поэтому при выполнении рабочих чертежей деталей и эскизов рекомендуется линейные размеры детали выбирать по таблицам ГОСТ 6636—69, нормальные углы по ГОСТ 8908—81 (СТ СЭВ 178—75, СТ СЭВ 513—77).
В учебной практике по эскизированию с натуры деталей большей частью приходится иметь дело с литыми чугунными (реже — стальными, бронзовыми, алюминиевыми) деталями. Литые детали имеют следующие признаки, отображающие способ их изготовления.
1. Плавный переход от одних элементов к другим.
2. Равномерность толщины стенок.
3. Наличие приливов, ребер, бобышек и т. п.
4. Поверхности — с литейными уклонами, предназначенными для облегчения выемки модели из формы. На чертежах обычно эти уклоны не отображают, а задают их в технических требованиях текстом со ссылкой на соответствующий ГОСТ.
Нанесение размеров на чертежах литых деталей может быть осуществлено в нескольких вариантах в зависимости от того, какие были выбраны у детали основные базы: технологические (литейные) и или конструкторские.
К технологическим элементам резьбы относятся сбеги, недорезы, проточки и фаски. Форму и размеры этих элементов в зависимости от профиля резьбы устанавливают соответствующие ГОСТы.
Сбегом резьбы называют участок резьбы, на котором режущий инструмент, выходя из металла (или другого материала) на поверхность, нарезает резьбу с постепенным уменьшением высоты профиля. Резьбу на чертеже, как правило, изображают без сбега, но если его необходимо показать, то показывают сбег тонкими сплошными прямыми линиями, как изображено на рис. 406. Размер длины резьбы на чертеже указывают до сбега, но при необходимости указывают длину резьбы со сбегом (рис. 406, б) или указывают длину резьбы до сбега и величину сбега (x) (рис. 406, а).
В просверленном глухом отверстии от сверла образуется коническое углубление, которое на чертеже всегда вычерчивают с углом при вершине конуса, равным 120° (рис. 406, б). Размеры этого углубления на чертеже не проставляют. Глубину сверления отверстия (l) проставляют без учета конуса. Определяющим размером для сбегов служит шаг резьбы Р.
Недорезом резьбы называют участок, включающий в себя сбег и оставшуюся ненарезанной часть стержня или отверстия (рис. 407). Недорез получается при нарезании резьбы в упор, когда на стержне выступающая поверхность, а в отверстии дно препятствуют дальнейшему проходу режущего инструмента (рис. 407, а и б). Размеры недорезов устанавливает ГОСТ 10549—80. Определяющим размером служит шаг резьбы Р. Допускается изображать недорез тонкими сплошными линиями, как показано на рис. 407, в.
 |
 |
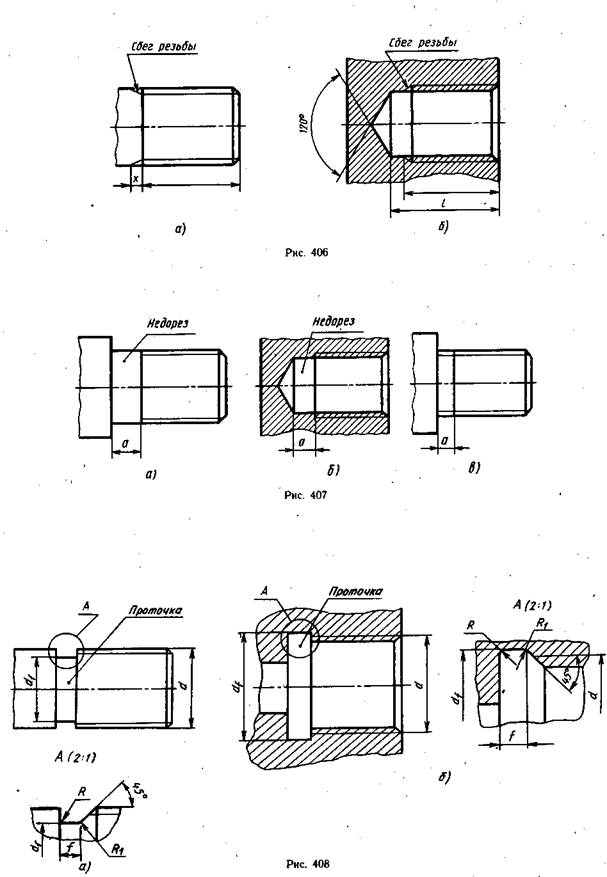
Проточки выполняют при нарезании резьбы на станках с помощью резца, чтобы избежать сбега резьбы и получить полный ее профиль, а также для обеспечения свободного выхода режущего инструмента. Для этого диаметр наружной проточки делают меньше внутреннего диаметра резьбы, а диаметр внутренней проточки — больше наружного диаметра резьбы (рис. 408).
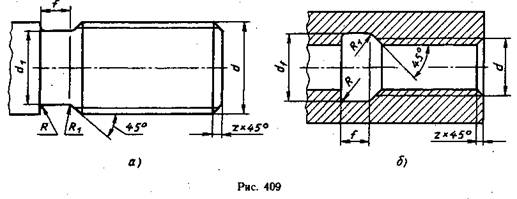
На чертежах проточки изображают упрощенно и при необходимости поясняют выносным элементом, на котором показывают форму проточки и проставляют ее размеры (рис. 408). В зависимости от масштаба, в котором выполняется чертеж, возможно изображение формы проточки и нанесение ее размеров на самом изображении детали, как это показано на рис. 409. Размеры проточки и ее форму устанавливает ГОСТ 10549—80 в зависимости от типа резьбы и ее шага.
Фаски выполняют на конце стержня и в начале отверстия. Они упрощают процесс нарезания резьбы и способствуют более удобному и быстрому соединению двух деталей, как направляющие элементы. Фаска представляет собой небольшой усеченный конус, высота которого обозначается буквой z, а угол наклона образующих равен 45° (рис. 409 и 410). Размеры фасок для метрической резьбы устанавливает ГОСТ 10549—80.
Проточки на деталях делают, когда необходима последующая доработка поверхности по точности и чистоте. Проточки делают как на валах так и в отверстиях. Вид проточки определяет последующая доработка поверхности, например, если требуется только последующая шлифовка поверхности, тогда в зависимости от диаметра вала по таблице справочника выбирается ширина и глубина проточки. Если требуется еще и подшлифовка торца форма канавки будет другая. Размеры на чертежах ставятся в зависимости от типа производства, если детали изготавливается крупной партией или производство массовое, все поверхности измеряются калибрами, можно размеры ставить как в справочниках. При мелкосерийном и индивидуальном производстве, когда пользуются универсальными средствами измерения, например штангенциркулем, нутрометром, кронциркулем, нужно задавать диаметр и ширину канавки.
Читайте также: