
Как сделать печать на 3д принтере
Обновлено: 04.07.2024
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.
Миниатюрные фигурки, напечатанные на 3D принтере помогут вывести настольные игры на новый уровень. Используйте наши советы и рекомендации, чтобы напечатать идеальные игровые фигурки!
Как добиться идеальной печати
Одна из самых популярных причин заняться 3D-печатью - это делать вещи для своих хобби. Люди печатают свои собственные инструменты, гаджеты и вещицы, а также миниатюры, используемые для настольных игр, например Warhammer и Dungeons & Dragons.

Широко распространено мнение, что полимерные принтеры лучше всего подходят для печати моделей со сложными деталями, тогда как FDM принтеры, печатающие пластиком, подходят для более крупных и громоздких моделей, таких как рельеф местности или здания. Если вы печатаете с базовыми настройками производителя, то это действительно может быть так. Но при правильной тонкой настройке на FDM принтерах можно получить результаты не хуже, чем на фотополимерных принтерах.
В этой статье мы рассмотрим несколько параметров, в которых небольшая настройка может дать выдающиеся результаты: слои, скорость, поддержки и охлаждение. Наконец, мы займемся настройкой принтера и дадим вам дополнительные ресурсы для поиска вдохновения.
Если вы хотите расширить свою армию миниатюр, но не можете распечатать их самостоятельно, посетите одну из торговых площадок для 3D печати, например Craftcloud. Там вы можете выбрать среди сотен материалов, цветов и отделок.
Итак, раскрываем секреты печати идеальных фигурок!
Главное преимущество 3D-печати - это, конечно, объем! Вертикальная структура печати достигается за счет наложения слоев, но не все слои создаются одинаково.

Два основных аспекта модели - это высота слоев и верхние слои. Высота слоя - это толщина каждого слоя, измеряемая в долях миллиметра. Чем тоньше слой, тем более детализирован полученный объект. Однако действительно крошечные слои могут привести к огромному времени печати и дефектам слоев, а это означает, что необходимо соблюдать баланс между скоростью печати и толщиной слоя.
Советы и хитрости
- Начните с высоты слоя 0,01 мм. Этот параметр обычно отлично смотрится, не требуя слишком много времени для печати.
- Иногда количество лучше качества. Попробуйте увеличить высоту слоя, чтобы ускорить печать фигурок, которые используются вместе, например в армии гоблинов. Они не будут выглядеть слишком детализированными, но игроки не будут возражать, так как в пылу сражений внешность не важна!
- Поэкспериментируйте с адаптивными слоями. Для мини фигурок с менее важными областями, такими как основание, попробуйте работать с адаптивными слоями - сохраняйте качество там, где это важно, и увеличивайте скорость печати там, где это не нужно.
- Рассмотрим верхние слои. При печати фигурок с плоской поверхностью, например основы для вашей миниатюры, верхние слои становятся проблемой. Чем точнее настройки высоты слоя, тем больше требуется верхних слоев, чтобы получить гладкую плоскую поверхность и избежать выпуклости.

Хотя все это важные аспекты, которые следует учитывать, слои - не единственный способ добиться идеальной миниатюры.
Скорость печати
Скорость печати - один из важнейших факторов, влияющих на 3D-печать, и один из самых сложных в реализации. Слишком быстро, и вы можете столкнуться с такими проблемами, как капли, плохая адгезия слоев или даже полное смещение фигурки со стола. Слишком медленно, и вы рискуете получить сбой печати из-за сквозняка или скачков напряжения по прошествии некоторого времени.

Скорость печати - это универсальный термин для нескольких вторичных настроек, и для конкретной печати может потребоваться настройка одного или всех из них.
Советы и хитрости
- Замедлите первые слои. Ключом к хорошей печати является прочный первый слой, поэтому чем медленнее будет печататься первый слой, тем лучше будет основа и адгезия остальной части отпечатка.
- Оптимизируйте скорость передвижения. Это скорость, с которой печатающая головка движется без экструзии. Если скорость слишком мала, вы можете столкнуться с тем, что печать сложных моделей со множеством деталей затянется надолго.
- Слишком высокая скорость опасна. Имейте в виду, что если вы слишком сильно увеличите скорость движения, отпечаток может полностью оторваться от рабочей платформы, если его нечаянно заденет сопло.
- Настройте скорость втягивания. Скорость ретракта - это то, насколько быстро нить втягивается обратно в печатающую головку перед перемещением. Если её не оттянуть достаточно быстро, могут остаться капли.
Теперь, когда мы рассмотрели настройки скорости, давайте взглянем на кое-что еще, что важно сделать правильно с первого раза: поддержки.
Поддержки
Всем иногда нужна поддержка, и миниатюры не исключение.

В этом случае поддержка относится к структурам, созданным программой слайсера для сохранения частей отпечатка, которые нависают над рабочей платформой, например крылья или поднятая рука. Без опор такие модели, вероятно, рухнут или, в крайнем случае, вообще не будут напечатаны!
Однако опоры нужно снимать после печати, а это может оставить мелкие повреждения на модели. Кроме того, опоры часто используются для хорошо видимых областей (например, резко поднятых рук), что означает, что любые отметки будут четко видны.
Советы и хитрости
- Используйте опоры только в крайних случаях. На все элементы, что имеют угол наклона меньше 60° можно не расставлять поддержки - это лишняя трата времени, усилий и нити.
- Древовидные поддержки. Такие поддержки которые подходят для небольших выступов и их легче удалить чем линейные поддержки. Используйте древовидные поддержки, чтобы напечатать антенны, копья, кончики носов или пальцев.
- Используйте плагин. Установите плагин, например Custom Supportsиз Cura Marketplace, который позволяет размещать опоры только там, где это необходимо, а не полагаться на алгоритм.
Охлаждение
FDM-печать - это, по сути, процесс плавления пластика и придания ему новых форм. Однако есть способы контролировать эти изменения температуры для достижения лучших результатов. Как правило, принтеры используют охлаждающий вентилятор для обдува области печати.

Охлаждение более важно для миниатюрных моделей, чем для более крупных, так как хотенд дольше остается в замкнутом пространстве, что может увеличить вероятность появления артефактов и даже деформации.
Советы и хитрости
- Убедитесь, что охлаждение включено. Проверьте это в слайсере, перейдя в меню и убедившись, охлаждение печати включено.
- Охлаждение зависит от материала. Необходимый уровень охлаждения зависит от того, какой пластик вы используете. PLA требует охлаждения на протяжении всей печати, в то время как PETG и ABS практически не требуют охлаждения и даже могут деформироваться при переохлаждении. Рекомендуемые температуры охлаждения для ваших материалов можно узнать на катушке с нитью или на сайте производителя.
- Распечатайте свой собственный апгрейд вентилятора. Найдите модель своего принтера на сайте дизайнеров, например Thingiverse, чтобы найти обновления для печати.
Все эти настройки относились к программе-слайсеру, которую вы используете. Но настройки важны и на самом 3D принтере. Теперь перейдем к этому аспекту.
Настройки принтера
Конечно, все программные настройки в мире не будут иметь значения, если сам принтер сломается. Регулярное обслуживание FDM принтера позволит вам печатать надежно и точно, будь то армия солдатиков или замысловатые детализированные фигурки высокого качества. Следует иметь в виду следующие моменты: выравнивание платформы, очистка сопла и, при необходимости, периодическое обновление.

Советы и хитрости
- Чистое сопло. Засоренное сопло может оставить на вашей фигурке капли или, что еще хуже, вызвать проблемы с экструзией. Если вы какое-то время не меняли нити, попробуйте выполнить холодную вытяжку или чистку сопла, чтобы удалить любые наросты на хотэнде.
- Купите запасные сопла. Вы также можете купить дешевые насадки для замены, чтобы регулярно менять их. Дополнительным преимуществом этого является наличие сопла различного диаметра, что позволяет экспериментировать с высотой слоя и увеличивать/уменьшать расход пластика.
- Убедитесь, что ваша платформа для печати выровнена. Выравнивание рабочей платформы, является наиболее частой проблемой, поскольку даже небольшое изменения горизонтальной плоскости может испортить печать. Если ваш принтер калибруется вручную, вы можете загрузить G-код, который поможет сделать этот процесс полуавтоматическим. В качестве альтернативы вы можете приобрести датчик автоматического выравнивания станины, такой как BLTouch.

Где еще найти настройки
То, что представлено в этой статье - это лишь верхушка айсберга. Эти настройки может даже не покрыть ваши конкретные потребности в печати. Будьте уверены: что бы вы ни планировали напечатать, есть некоторые хитрости и настройки, которые могут улучшить печать миниатюрных фигурок. Отличным источником информации могут быть онлайн-сообщества, в том числе Reddit и Facebook.
Всем привет! С пятницей! Вот и появилось у меня время на вторую часть гайда(делал неделю по вечерам), ссылка на первую будет под катом.
Вы заказали принтер, подождали месяц, притащили в дом десятикилограммовую коробку, разобрались с инструкцией и все собрали правильно. Я в вас верю. Можно ли сразу после подключения и установки программы пускать тестовую модель? Какие существуют нюансы работы с разными видами пластика? Какие типичные проблемы могут возникнуть на первых шагах? Давайте разберемся под катом.
В данной части могут проскакивать фото с модификациями, но их разбирать пока не будем, т.к. любой принтер может печатать из коробки с приемлемым качеством и минимальными затратами времени на его настройку.
Так же гайд получился не таким полным как хотелось из за поломки блока питания. Причина установлена, но пока нет возможности устранить, извиняйте.
Предыдущие работы:
3Д печать. Часть 1. Мануал по программе.
Итак, все собрано, включено в сеть, модель выбрана, мы нажимаем печать и ужасаемся от того что:
После выключаем двигатели и можем двигать стол по Y, а каретку по X в нужные нам координаты, сопло должно плотно прилегать к поверхности, но не давить на нее.
Для калибровки по листу бумаги через меню поднимаем сопло на 0,1 мм, кладем на стол бумажку и поднимаем края стола таким образом, чтобы по всей поверхности лист проходил слегка касаясь сопла, без особого усилия.
Все то же самое можно сделать с помощью программы. Открываем панель управления, переходим во вкладку Jog Controls и жмем кнопку Home Z
После чего выключаем двигатели кнопкой Disable Motors и двигаем каретку куда надо.
При использовании для калибровки листа бумаги, перед выключением двигателей необходимо приподнять сопло на 0,1 мм с помощью соответствующей команды
Так же есть отдельный мастер калибровки стола, который запускается через меню Tools-Bed Leveling Wizard
По умолчанию после нахождения нулевой точки и нажатия кнопки Next сопло будет перемещаться по углам с отступом** 10 мм от края стола и 0,1 мм от поверхности*. Получается стандартная калибровка в симплифай заточена под лист бумаги, но никто не запрещает менять значения по своему усмотрению. Вроде все удобно, но есть минус для меня, как для владельца A6 — это необходимость крутить болты сверху для регулировки высоты, то есть нельзя подстроить поверхность пока сопло находится в нужной точке, поэтому приходится запускать калибровку несколько раз.
Настройка принтера окончена, можно отложить отвертку и немного отдохнуть. Далее переходим к настройке программы. Использовать буду, как и ранее, Simplify3d.
У разных производителей пластика свойства прутка могут значительно отличаться. Я буду показывать примеры настроек для филамента от FDplast, они же Sopytka. Ссылки в обзоре давать не буду дабы не сочли за рекламу =)
Перетаскиваем модель в рабочую область и дважды нажимаем на текущий процесс, либо кнопку "Edit Process Settings"
Если список процессов пуст, добавляем его вручную
Настройки при этом откроются автоматически.
Extruder

Многие наверное замечали небольшие капельки пластика на внешних стенках модели. Вот такие(подкрасил чтобы было лучше видно):
Они появляются из за того, что ретракт очищает только отверстие сопла, но на его рабочей поверхности остается немного материала, который и соскабливается о периметр детали, усугубляет ситуацию неправильно настроенный ретракт. Для исправления ситуации в симплифай есть опция Vertical lift, которая приподнимает сопло на указанное расстояние от модели во время перемещения между вершинами. Время печати несколько увеличивается
Чистку сопла и разглаживание после ретракта(Coast at End, Wipe nozzle) я не включаю, в комментариях к прошлому посту так же отписывались о возможных проблемах, возникающих при их использовании.
Layer(Слой)
Primary Extruder не трогаем если он у нас один.
Primary Layer Height отвечает за высоту слоя, для сопла 0,4 мм и принтера Anet A6 она может составлять от 0,05 до 0,3 мм. Да, я участвовал в холиварах по поводу соблюдения кратности относительно минимального шага двигателя, но поверьте на слово — вам это не надо, не лезьте в эти дебри )) Ну и по поводу слишком высокого слоя — да, при 0,3 мм могут уже возникнуть проблемы с адгезией, т.к. площадь соприкосновения с нижним будет меньше, чем при высоте 0,2 мм.
В более ранних версиях программы сталкивался с проблемой дыр, о которых вспоминал при описании настроек экструдера, вот вам яркий пример:
Сейчас на стоковых настройках сложно это повторить, потому что Outline Overlap(наложение на внутреннюю стенку) имеет значение выше нуля и уменьшено минимальное расстояние заполнения. Но все же по привычке я использую три Top Solid Layers, данная опция отвечает за количество финальных слоев со 100% заполнением(крышки модели). Дополнительно выставлено 3 угла построения, 50 процентов перекрытия и 1 мм минимальной дистанции(Вкладка Infill).
Что это дает? За счет наложения слоев(Top Solid Layers) под тремя разными углами, совершается проход по всей поверхности детали и закрываются огрехи предыдущих, благодаря маленькому минимальному расстоянию(Minimum Infil Lenght) заполнения строятся между периметрами даже в местах довольно острых углов, а наложение на внутренний периметрOutline Overlap минимизирует проявление зазоров между стенкой и крышкой модели. Пришлось повозиться чтобы показать пример:
Bottom solid Layers — для дна можно сделать меньше слоев, т.к. поверхность стола ровная и проблем быть не должно, но для симметрии выставляю аналогичное значение.
Outline/Perimeter Shells — количество слоев боковых стенок. Двойной периметр считаю универсальным значением, если поставить меньше, начнет проявляться заполнение и при резком расширении детали слой может начать печататься в воздухе. Тройной уже можно назвать пустой тратой пластика:
— Так есть же поддержки для таких ситуаций!
Правильно, есть, но щель между периметрами никуда не денется, заполнение имеет другой рисунок и будет уже не так эстетично смотреться. То же самое касается резких сужений — поддержек уже не нужны, но под периметром будет так же просматриваться заполнение под отличными от него углами:
Outline Directions не трогаем. Рекомендуется использовать первый параметр при котором сначала печатается внутренний периметр, потом внешний. Аналогично можно привести две последних картинки. При резком расширении внешний периметр будет печататься в воздухе, а значит нужно печатать поддержки.
Параметры печати первого слоя довольно сильно влияют на весь процесс печати. Обычно я выставляю First Layer Height таким образом, чтобы толщина первого слоя получилась около 0.1 мм. Соответственно при слое 0.1 — 100% / 0.2 — 50% / 0,3 — 70%.
First Layer Width оставляю как есть, т.к. при увеличении или уменьшении значения не меняется количество проходов, как в случае с Extrusion Width, а только корректируется коэффициент подачи прутка. Первый слой печатается с меньшей скоростью, поэтому хватает стандартного значения.
Скорость печати первого слоя(First Layer Speed) зависит от выставленной общей скорости печати. У меня это 60 мм/с, поэтому 50%(30 мм/с) вполне хватает для хорошей адгезии.
Ну и стартовые точки(Start Points) оставляю на усмотрение программы(Optimize start points).
G28; home all axes
G1 X0 Y20 Z0.2 F3000; get ready to prime
G92 E0; reset extrusion distance
G1 X200 E20 F600; prime nozzle

— Поиск нулевых точек
— Переместить сопло в координаты X=0, Y=20, Z=0,2 мм
— Обнулить счетчик выдавленного пластика
— Переместить сопло по указанным координатам, попутно выдавливая пластик. Чертит линию вдоль оси X с отступом 20 мм от нижнего края, тем самым вытесняя воздух и старый пластик.
Финальный скрипт:
M104 S0; turn off extruder
M140 S0; turn off bed
G1 E-1 F300; retract the filament a bit
G1 X0 Y200; home X axis and push Y forward
M84; disable motors
M107; shut off fan
— Выключить нагрев экструдера
— Выключить подогрев стола
— Небольшой ретракт чтобы не тянуть волос от вершины детали
— Переместить сопло в ноль по координатам X и выдвинуть стол вперед
— Отключить моторы
— Выключить обдув если включен
В поле Additional terminal commands for post processing можно добавить строки:
Определились с настройками PLA пластика, выдыхаем.
Сохраняем профиль настроек
И профиль материала
И вот тут есть жирный минус программы. При выборе материала меняется только коэффициент подачи, температура стола/экструдера и стоимость пластика. Если Вам нужно чтобы корректировались и остальные параметры, такие как ретракт, замедление во время печати мелких деталей, другие настройки поддержки, дополнений и т.д., придется создавать отдельный профиль настроек под каждый, а в материале сохранять не тип, а, например, цвет.
Только в этом случае можно будет одним нажатием сменить все настройки, а не только базовые.
С другой стороны, я зачастую подкручиваю настройки даже при печати одним и тем же типом и цветом в зависимости от самой модели, поэтому не так критично.
У кого остался только ABS/SBS/HIPS, в конце мануала будет ссылка на мой профиль с настройками под пластик, которым пользуюсь я. Мне не платили за рекламу, но прутки действительно отличные по соотношению цена/качество. Правда производитель отечественный и говорят стоимость доставки за пределы России дикая.
PLA — можно печатать на холодном или теплом столе, самый легкоплавкий, поэтому не может быть использован в местах с повышенной температурой, например салон автомобиля летом. Сопротивляется изгибу больше остальных, при критичной нагрузке ломается. Усаживается слабо, не боится сквозняков. Механическая обработка — то еще удовольствие.
ABS — нужен хороший подогрев стола, самая высокая температура плавления, поэтому не боится нагрева. При критичной нагрузке немного изгибается, после чего ломается. Боится сквозняков, из за резкой усадки отлипает от стола или трескается. Самый удобный для обработки материал, как химической, так и механической.
SBS — как и PLA можно печатать на теплом столе, температура печати от 220 градусов и выше(меняется текучесть), но не любит повышенных температур. Не плавится, но становится очень гибким. При комнатной температуре практически невозможно сломать изгибом. В плане механической обработки немного проще пла, неплохо растворяется копеечным сольвентом. Есть прозрачный тип данного пластика, из которого получаются довольно чистые модели при 100% заполнении, либо при печати периметра в один слой с последующей обработкой сольвентом. Если сравнивать с вещами обихода, похож на стержень пластиковой ручки, вот если напечатать из него трубку, будет вести себя практически так же.
аналогично PLA — при слоях, печатающихся быстрее 10 секунд.
Нашел другую модель, мне кажется она более износостойкая.
На крупной модельке печать заметно лучше, к тому же видно, что длина ретракта слишком большая и вместо избытка пластика возникают впадины. Чем мне нравится ABS — его поверхность легко обрабатывать. Ямки перекрываются кашицей/соком из брака и ацетона, излишки легко снимаются наждачкой/надфилем. Но длину ретракта лучше все же уменьшить чтобы получить более ровную поверхность периметра. И да, модель не допечаталась — отлипла, потому что пятно контакта было очень маленькое(не знаю зачем делать торец подшипника волнообразным).
Результат с использованием юбки/рафта:
Снова нормально нанес ABS сок и напечатал модель интереснее кубика.
Плюс небольшую гиро-игрушку.
Результат:
Кстати, модель колец не ахти — слишком маленькие фиксаторы колец и углубления, из за небольшой усадки они либо не держатся, либо вылетают, даже до печати видно, что и без учета усадки держаться все будет на соплях, но на то и был расчет, потому что хотел продемонстрировать работу пункта "Horizontal Size Compensation" во вкладке "Other"
Меняем значения и смотрим на ожидаемый результат на срезе одного из соединений:
И срез сверху:
Видно, что при значении 0,2 происходит слипание двух точек разных частей модели. Ставлю 1,5 и печатаю — уже лучше
В итоге получаем нормальное сцепление всех колец и они весело вращаются.
Оригинальная модель вращается не так весело.
Еще один способ. Делим модель на составляющие
Срезаем половину высоты по оси Z
И меняем размеры каждого кольца по осям X и Y
Пока не доведем до минимума зазоры точек стыковки
А еще проще скачать более адекватную модель =) но когда-нибудь эти знания будут вам полезны.
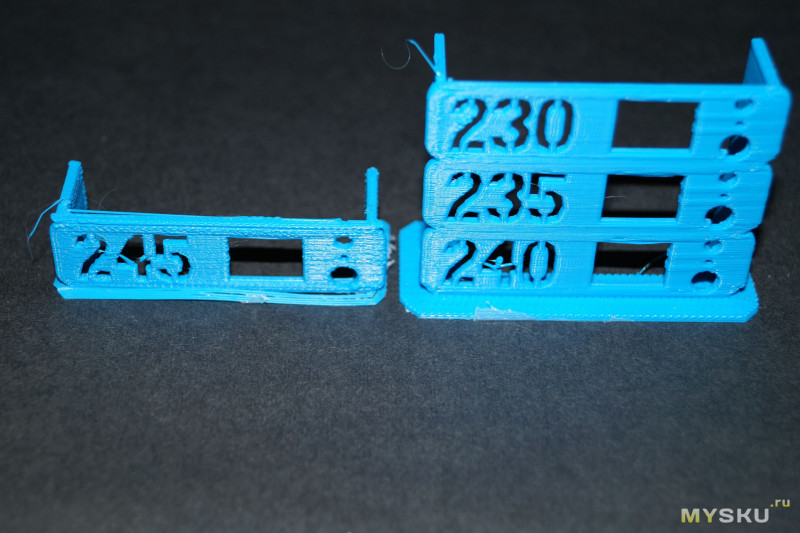
Ну и напоследок — печать температурного столбика велась с изменением температуры экструдера, таким образом можно подбирать оптимальные значения нагрева для разного типа/цвета пластика.
Повторить сможет каждый, при чем есть 2 способа:

Как и писал вначале поста, обзор планировался обширнее, но произошла небольшая неприятность — блок питания начал уходить в защиту. После гиро-колец решил поставить на ночь популярную модель. Вот эту
Но не прошло и получаса, как печать остановилась. Процесс ускорен.
Думал совсем все плохо, т.к. признаков жизни не было, но на следующий день и блок и принтер заработали. Хотя сложно назвать это работой — при включенном нагреве стола, все вырубалось через 15-20 минут работы. Думаю проблема в блоке питания, но корень проблемы в нагревательной платформе. Не знаю кто додумался использовать такие убогие коннекторы для подключения 100 Вт нагрузки
Со временем пластик оплавляется, а контакты обугливаются. Да, нужно было запаять все намертво при первом же замеченном перемигивании лампочки нагрева стола(под платформой), но я заказал грелку на 220 Вольт, 200 Вт и планировал во время переделки вообще не подводить стоковый нагрев стола, оставив только датчик температуры.
Так что поломка предсказуема. Учитывая потребление в 10 Ампер, которое могло возникать и исчезать много раз за короткий интервал времени во время движения стола, блок решил, что больше так жить нельзя несмотря на установленное дополнительно активное охлаждение.
Пробовал печатать PLA на холодном столе — за час не было выключений, но все же отдам питальник в ремонт, а если не получится починить — поставлю ATX.
При чем я не сказал бы что сама модель оказалась не надежной. До поломки отпечатано 7 кг пластика, 3 катушки не дотянул до 10 =)
Кому интересно, смонтировал видео процесса печати(бюджетная экшн камера) и короткой демонстрации результатов. Если нет выбора нормального размера видео — обновите или перезапустите браузер — что-то ютуб буянит.
Если что-то написал не правильно или забыл добавить — поправляйте меня, я изменю/дополню обзор.
Как всегда готов к спорам в комментариях о том какой я балбес =)
Всем добра, кот был выше.
UPD
Оказывается, максимальная скорость ретракта в Anet A6 на стоковой прошивке не может превышать 20 мм/с, так что на результат при изменении параметров ретракта влияла только дистанция. За поправку спасибо пользователю notemp
И все молчат о том, что я забыл приложить свой профиль настроек =) вот ссылка

3D-принтер — совсем не то устройство, которое можно просто включить и печатать. Наши советы облегчат вам начало работы.

Подготовка
Создаем собственный объект
Особенность программы SketchUp состоит в том, что в начальной точке объекта (в нашем случае — в центре координатной системы) нужно щелкнуть клавишей мыши и, не отпуская ее, тянуть. Установите курсор в области между зеленой и красной координатами.
Уточняем форму
От SketchUp — к программе принтера
Обклеиваем печатную платформу

Из руководства к своему принтеру узнайте, следует ли обклеить печатную платформу самоклеющейся пленкой. В случае с Ultimaker это необходимо, так как горячая печатная головка может расплавить платформу, сделанную из оргстекла, и это не позволит снять с нее готовый предмет. Катушка клейкой ленты входит в комплект устройства.
Если она кончится, возьмите вместо нее обычную малярную крепированную ленту (малярный скотч). Выньте печатную пластину и постарайтесь, чтобы полосы ложились на нее без морщин и нахлестов. Лучше всего это удается, если выравнивать следующую полосу по длинной стороне предыдущей и потом плотно прижимать ее.
Готовимся и начинаем
Устраняем ошибки
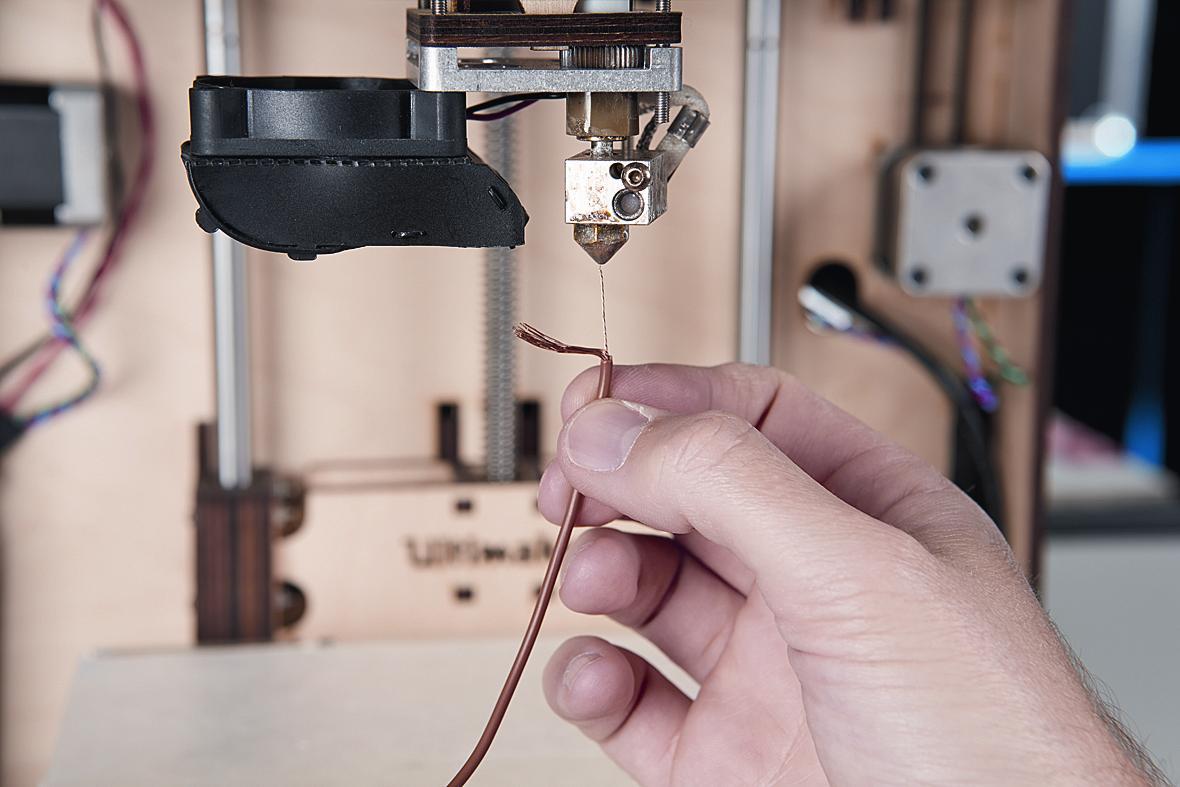
При первых попытках печати настоятельно рекомендуется регулярно проверять ход процесса и останавливать его при возникновении проблем. Незаконченный предмет при этом приходит в негодность. Так, во время наших тестов на принтере Ultimaker иногда происходили задержки загрузки материала. Чтобы временно остановить подачу материала, принтер немного оттягивал пластиковую нить назад.
Окончательная обработка предмета
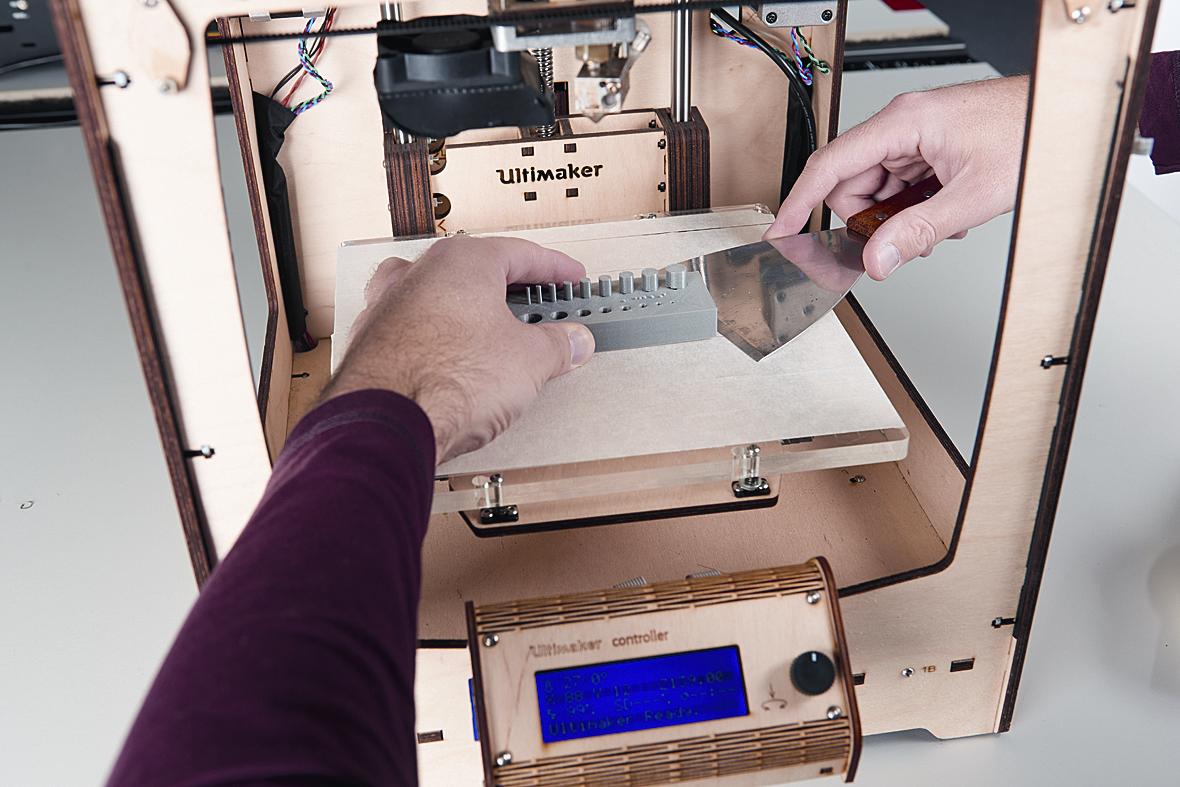
Когда процесс печати завершен, осторожно снимите готовый предмет, начиная с краев. При необходимости используйте тонкий шпатель. Обломите выступающие края, поддерживающие элементы и свисающие нити. Мелким напильником или шлифовальной шкуркой удалите ненужные остатки материала. Предмет можно покрасить обычными лаками или красками, в некоторых случаях поможет грунтовка для пластика. Лучше всего сначала проверить совместимость материалов на старых, неудачно напечатанных предметах.
Не так страшен черт, как его малюют, или как подготовить модель к 3D-печати.
1. Что такое 3D-печать
3D-печать или технология послойной печати – это процесс изготовления физического объекта на основании его трехмерной цифровой модели, при котором материал, использующийся для печати объекта, наносится слой за слоем. В целях прототипирования технология послойной печати стала использоваться еще в конце 1980-х гг. Сегодня с помощью 3D-принтера можно создать полностью завершенный продукт, а сам процесс 3D-печати постоянно дешевеет, набирая обороты и повсеместное распространение, становясь более индивидуальным.

2. Что можно распечатать на 3D-принтере?
Возможности 3D-печати ограничены только нашим воображением. С помощью различных сервисов по 3D-печати, как, например, Shapeways, i.materialise и пр., можно распечатать различные объекты: игрушки, гаджеты, аксессуары, арты, украшения для дома и пр. На картинке ниже, как образец дизайнерской мысли, можно увидеть так называемое Smoke Dress датского дизайнера Anouk Wipprecht.

Smoke Dress датского дизайнера Anouk Wipprecht, созданное при сотрудничестве с дизайнером Niccolὸ Casas
3. Как сделать идею реальностью?
Ну, для начала неплохо было бы сделать пару скетчей вашей идеи, которые затем можно превратить в 3D-модели с помощью специальных 3D-редакторов, примеры которых приведены на скриншоте ниже, или наняв 3D-дизайнера. Любые сервисы по 3D-печати обычно также предоставляют услуги 3D-дизайна.

Приложения, способные быстро превратить скетч в полноценную 3D-модель

Работа творческого тандема Katrien Herdewyn и Frederik Bussels
4. Какие материалы используются для 3D-печати?
О, вы не поверите, но совершенно разные. В зависимости от выбранного сервиса, макета и бюджета, вы можете распечатать свое изделие в пластике, керамике, резине, олове, серебре, золоте, титане и пр.

5. Какого цвета будет 3D-модель?
Обычно после загрузки модели на вебсайт любого сервиса по 3D-печати, необходимо выбрать материал и его цвет. Кроме того, можно воспользоваться услугами художника, который может как окрасить изделие в любой необычный цвет, так и расписать его.

6. Моделирование с учетом характеристик материала
При моделировании для анимации, геймдева и пр. модель существует в мире без гравитации, а законы физики на нее не воздействуют. При моделировании для 3D-печати необходимо помнить о характеристиках выбранного для печати материала, которые можно найти на вебсайте выбранного сервиса.
Распределение веса
Постарайтесь понять, как именно распределяется вес на вашей модели. Если модель должна стоять сама, без подпорок, сделайте ей прочное основание. Возможно, для более успешного распределения веса у модели должны быть более толстые ноги, подпорки или несколько контактных точек.

Размеры
Размеры модели должны отвечать вашим нуждам и соответствовать техническим требованиям. Например, после обработки поверхности, размеры изделия из олова, бронзы, серебра или стали могут уменьшиться на 0.125 мм. После обжига керамические изделия сначала уменьшаются на 3%, а затем увеличиваются на 1 мм после глазурования.
7. Герметичный меш

Никакой лишней геометрии после булевых операций
8. Выступающие части меша
Слишком тонкие выступающие части меша могут отломиться при постпечатной обработки модели или при транспортировке.
Например, при печати персонажа уделите особое внимание его запястьям, плечам, шее и лодыжкам. При этом необходимо продумать позу персонажа, сделав ее более устойчивой.

Хрупкие области кота выделены стрелочкой, например его хвост, лапы и уши
9. Выходные отверстия
Цена на изделие зачастую зависит от количества использованного материала. С помощью полости, созданной внутри модели, можно снизить стоимость изделия.
Например, при печати материалами Frosted Detail Plastic или Strong & Flexible Plastic с помощью сервиса Shapeways полость изделия заполняется воскообразным формообразующим материалом, который по окончании печати удаляется из модели через выходные отверстия и используется повторно. При этом диаметр выходного отверстия должен быть соответствующего диаметра, который также зависит от количества отверстий. Например, при печати латунью диаметр одного такого отверстия должен составлять минимум 4 мм, при наличии двух и более отверстий их диаметр уже сокращается до 2 мм.

10. Отдельные или плотно прилегающие детали
С помощью 3D-печати можно создавать сложные изделия, состоящие из нескольких частей, без дополнительной сборки. При этом возможности различных 3D-принтеров разнятся, наиболее оптимальный подход можно вычислить только путем экспериментирования. Пример сложного изделия можно увидеть на видео ниже.
Strandbeest дизайнера Theo Jansen
Кроме того, 3D-принтеры также позволяют создавать сложные изделия, состоящие из различных деталей, которые после печати необходимо будет собирать как пазл или игрушку.
11. Очистка
Если модель состоит из различных неприлегающих друг к другу частей, необходимо оставить между ними соответствующее расстояние, так, чтобы при печати они не проникли друг в друга, а формообразующий материал не остался внутри них. В противном случае это может вызвать сложности при обработке поверхности изделия или его просушке.
12. Применение смуза к модели
При создании 3D-модели все дизайнеры обычно начинают с создания лоупольной версии геометрии.
Далее, в зависимости от 3D-редактора, лоупольная версия переводится в режим предпосмотра смуза, чтобы избежать зависания вьюпорта и ускорить время рендера. Однако 3D-принтеры не понимают предпросмотр смуза, он же режим троечки в Maya, и печатают модель такой, какая она есть. Для печати хайпольной версии модели, ее необходимо продивайдить.

Геометрия со смузом и без него

13. Экспорт модели
После окончания моделирования не забудьте сохранить модель в формате, подходящем для 3D-печати: STL, OBJ, X3D, DAE, Collada или VRML97/2 (WRL). При этом STL обычно считается наиболее распространенным форматом. За дополнительной информацией обратитесь к информации, предоставленной на вебсайте сервиса по 3D-печати.
14. Печатайте, вдохновляйте и вдохновляйтесь
Итак, загружайте модели на вебсайт понравившегося сервиса по 3D-печати, распечатывайте свои идеи и наслаждайтесь результатом. Покажите готовое изделие друзьям, коллегам, знакомым CG-художника, вдохновите других своим примером и сами вдохновитесь на дальнейшие подвиги. Первая распечатанная 3D-модель – это как первая любовь, не всегда успешная или совершенная, но абсолютно незабываемая.
Читайте также: