
Как сделать орбитальную сварку
Обновлено: 05.07.2024
Орбитальная сварка – это особый, один из самых сложных методов соединения металлов, при котором сварочная дуга движется вокруг стыка статической заготовки на 3600. Свое название она получила за счет того, что голова, двигаясь, огибает трубу по орбите.
Основной особенностью является то, что оборудование для неразъемного соединения неповоротных стыков может вращаться вокруг изделия, которое, в свою очередь, остается неподвижным. Основной сегмент процесса – сварка электродами, неплавящимися в среде инертных газов (аргон с гелием или водородом, чистый аргон).
Основные ГОСТы, применимые к данному виду работ
ГОСТа, который в полной мере мог бы описать все процессы, связанные с орбитальной сваркой, нет. Поэтому для глубокого изучения всех аспектов необходимо ознакомиться со множеством документов и государственных стандартов. Некоторые стандарты:
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств.
- ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.



Орбитальная сварка нержавеющих труб сварочной головкой закрытого типа ORBIWELD 76S
Задачей клиента являлась автоматизация процесса сварки труб в стесненных условиях, что позволило бы значительно уменьшить время работы и соответственно повысить производительность.

Специалисты подобрали необходимый комплект оборудования, который включает:
- источник тока ORBIMAT 165 CA, Orbitalum Tools
- тележка ORBICAR S, Orbitalum Tools
- зажимные вкладыши для труб диаметром 18 мм и 25 мм
- газовый редуктор
- флеш-карта для сохранения и просмотра протоколов сварки
Основной предпосылкой для продуктивной и высококачественной сварки труб с помощью автоматизированной орбитальной технологии соединения является точная, прямоугольная отрезка без заусенцев, а также идеальное снятие фасок на торце трубы. Для этого мы использовали станок для отрезки труб GFX 3.0 и переносной торцеватель RPG 2.5 (аккумуляторная версия).

Результатом проделанной работы является полностью автоматизированный процесс сварки труб в стесненных условиях и уменьшение трудозатрат.
Данный проект может быть реализован в таких отраслях промышленности, как авиационно-космическая отрасль, пищевая, молочная промышленность и производство напитков, фармацевтическая и химическая промышленность, производство трубопроводов.
Сферы применения
Благодаря тому, что можно получить надежный шов высокого качества, точное соединение труб разнообразного диаметра и размера, орбитальная сварка нашла применение на энергодобывающих и фармацевтических предприятиях. Помимо этого, есть возможность соединять емкости больших размеров, что необходимо в химической промышленности, так как качественные швы – это залог долгой службы в условиях контакта металла и жидкой агрессивной среды.
Орбитальная сварка нержавеющих труб
В основу этого способа заложен аргонодуговой метод, но сварочная головка движется по окружности трубы, вдоль стыка, создавая непрерывный шов. Отсюда и название. Процесс полностью автоматизирован и контролируется процессором. Длину дуги выставляют путем крепления головки на направляющих в нужном положении.
Программа, заложенная в процессор, изменяет параметры процесса в зависимости от положения головки во время ее движения по орбите. Для этого стык по длине делится на горизонтальные, вертикальные и участки под углом. При прохождении головки по любому из них автоматически изменяются значения параметров:
- скорость движения головки;
- величина сварочного тока;
- скорость подачи присадочной проволоки;
- расход аргона.
Поскольку на всех участках орбиты условия сварки оптимальны, формируется однородный шов высокого качества. Для соединения труб диаметром 8 — 275 мм используется головка открытого типа. На трубопроводах большего сечения, предварительно заполненных инертным газом, применяется закрытая конструкция. Стыковка труб из нержавеющей стали с толстыми стенками проводится в несколько проходов с изменением угла наклона головки. Длительность процесса увеличивается, поэтому в комплект оборудования включается блок ее принудительного охлаждения.
Основные принципы работы
Оборудование для сварки дорогостоящее, и представляет собой полностью автоматизированную систему, которая практически не требует человеческого вмешательства, следовательно, обеспечивает высокое качество соединения любых металлов.
Оборудование
Качественное оборудование играет ключевую роль в процессе. Несмотря на высокую цену, его можно встретить на всех современных крупных производствах. У аппаратов имеются:
- инвертор (источник питания), выдающий до 400 А;
- вольфрамовый электрод;
- голова;
- система крепления головы непосредственно на трубе;
- система подачи газа;
- блок управления.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Основными узлами оборудования для орбитальной сварки являются источник тока и орбитальная голова.
Источник тока
Чаще всего это инвертор, задачей которого является подача электрического тока к месту контакта и контроль за всеми параметрами процесса соединения метала, такими, как:
- напряжение;
- сила тока;
- скорость ведения электрода и подача проволоки;
- частота вращения головки;
- количество подачи газа и его расход;
- диаметр и толщина стенок трубы.
Каждый аппарат соединен с принтером, благодаря которому, можно распечатать информацию о параметрах и настройках.
Её прикладывают к документам о выполненных работах, как доказательство соблюдения стандартов.

Примерная стоимость инверторов на Яндекс.маркет
Орбитальная голова (сварочная)
Существует три основных типа сварочных голов, их использование позволяет соединять металл толщиной до 170 мм:
- Закрытая. Применяется в закрытых камерах, наполненных инертным газом для полной защиты всех элементов. Основное достоинство – надежность. При частичном нарушении герметизации стыка качество шва все равно останется высоким, так как кислород не сможет попасть внутрь.
- Открытая. Тип сварочных голов применим к толстым трубам, когда есть необходимость в многократном повторении цикла. К достоинствам можно отнести то, что во время всего процесса у оператора есть возможность контролировать длину дуги.
- Для трубных досок. Используется для починки теплообменников, которые состоят из большого количества элементов. При этом процесс соединения значительно упрощается, а влияние человеческого фактора снижается.
Процесс сварки
Получить качественные и надежные швы можно только в том случае, если соединяемые элементы прямолинейны и имеют равную толщину. На этапе подготовки концы свариваемых деталей очищают и при необходимости шлифуют. Центруют и укладывают на заранее установленном расстоянии друг от друга. Орбитальный аппарат крепится в месте будущего шва на стыке, разделенным на секторы.
Параметры задает оператор для каждого участка отдельно с учетом формы заготовки и марки стали. Сварка происходит в автоматическом режиме, и по ее окончании оборудование отключается самостоятельно.
Особенности вида сварки
Оборудование для неразъемного соединения неповоротных стыков труб имеет возможность вращаться вокруг металлического изделия, тогда как само изделие неподвижно. Поэтому способ получил такое название. Вращение устройства вызывает некоторое действие на сварочную ванну, что требует своевременное изменение установленных параметров. Чаще всего орбитальная сварка труб применима при монтаже трубопроводов в ограниченных условиях, где либо у сварщика нет возможности расположиться комфортно, либо свободное место не позволяет разместить громоздкое оборудование.
Базовым сегментом всей работы выступает дуговая сварка неплавящимися в среде инертных газов электродами. Самые известные смеси — аргон с водородом, либо с гелием или чистый аргон. В зависимости от соотношения компонентов, можно добиться увеличения скорости сваривания заготовок, повысить глубину провара или минимизировать количество брызг на поверхности.
Сварное оборудование для орбитальной сварки напоминает аргонодуговой аппарат, однако отличается повышенной производительностью и мощностью.
Преимущества и недостатки
Технология имеет ряд преимуществ перед другими видами сварки, что объясняет ее популярность:
- Минимизация человеческого фактора за счет полной автоматизации процесса.
- Высокое качество и надежность шва.
- Сварку можно использовать при любом диаметре труб.
- Соединение деталей происходит на 3600 в любом положении.
Как и в любом процессе, помимо положительных аспектов, существует ряд отрицательных сторон:
- Дорогостоящая узкоспециализированная технология.
- Настройка оборудования занимает много времени и требует специального обучения операторов.
- Не подходит для мелкого ремонта.
Правила работы
Теперь — пара слов о контроле процесса. При орбитальной сварке необходимо следить за рядом параметров, а также провести небольшую подготовительную работу. В частности:
- зазор между заготовками не превышает 5% от толщины трубы, иначе качество шва ухудшится;
- аналогичное отклонение допустимо в отношении толщины стенки в районе сварки;
- подготовить и использовать зажимы, стенды, позволяющие выстроить рядом две трубы.
Широкий спектр возможностей орбитальной сварки сделал ее востребованной в машиностроении, электротехнике, пищевой промышленности, судостроении, аэрокосмической отрасли, фармацевтике. Автоматизированный процесс востребован при строительстве ТЭС и ТЭЦ. Здесь применяется дорогостоящее оборудование ценой около миллиона рублей. Для работы с трубами малых диаметров достаточно приобрести съемную головку не дороже нескольких сотен рублей.
Если вам известны нюансы работы с оборудованием для орбитальной сварки или другие особенности вопроса, поделитесь своим опытом в обсуждении к статье.
Процесс сварки
Орбитальная методика сваривания может обеспечить качественное соединение лишь при однородных параметрах труб.
Например, соединяемые элементы:
- Должны быть прямолинейными.
- Должны иметь одинаковую толщину по всей длине. При несоответствии данного параметра полученный при сварке шов может быть неравномерным.
Эти свойства соединяемых труб должны тщательно контролироваться с помощью специализированного оборудования и подготовленных инженеров.
Подготовка перед сварочными работами включает:
- Обеспечение необходимого зазора между соединяемыми трубами. Для разрешения этой задачи используют отрезные станки.
- Центрирование труб и сваривание в нескольких местах. После проверки качества центрирования можно переходить к выполнению работ.

Помимо этого, перед непосредственным началом сварочных работ окружность труб необходимо разбить на сектора. После этого, оператор аппарата должен выставить индивидуальные параметры для каждого сектора, чтобы в процессе сварки металл не провисал внутрь труба, а лишь немного плавился.
Особенности процесса работ по свариванию металлов зависят, в первую очередь, от вида соединяемых материалов и формы изделия.
Для соединения нержавеющих труб орбитальной сваркой оператору необходимо:
- настроить орбитальную систему;
- выбрать и установить подходящую под текущие условия головку;
- закрепить аппарат вдоль линии, по которой планируется выполнить сварочный шов;
- включить сварку.
При правильной настройке сварочный агрегат самостоятельно выполнит следующие процедуры:
- выход на режим, путем прогрева электродов;
- создание сварочного шва в первом секторе соединяемого изделия;
- соединение нержавеющих труб в остальных секторах.
Во время работы орбитального сварочного аппарата квалифицированному оператору, облаченному в маску и другие средства защиты, остается лишь следить за параметрами и наблюдать за качеством шва. После завершения цикла сварки, аппарат самостоятельно выключится и позволит оценить качество выполненных работ.

Орбитальная сварка применяется при соединении труб большого и малого диаметра в различных промышленных и хозяйственных сферах. Сваривание происходит в автоматическом режиме, для этого используется специальное навесное оборудование. Мастер только задает параметры и контролирует процесс.
По сравнению с ручным способом сварного соединения орбитальная сварка позволяет свести процент брака к минимуму, ускорить выполнение работ, добиться максимального качества исполнения. О том, какое оборудование используется для орбитальной сварки, как проходит сам процесс, вы узнаете из нашего материала.
Отличия ручной и орбитальной сварки труб
Бесповоротный стыковой тип шва является самым сложным видом сварного соединения труб любого диаметра. Для простого соединения двух труб достаточно обладать навыками сварки в любом пространственном положении, которыми чаще всего обладают только мастера высшей квалификации. Многим начинающим сварщикам при формировании верхней части шва кажется, что остальная его часть будет такой же простой, как и начало. На самом деле это не всегда так.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
После верха производится сваривание боковых вертикальных стыков, что уже намного сложнее. А заканчивается процесс выполнением потолочного шва на нижней части трубы. Такая операция для новичков, имеющих недостаточный опыт, – нелегкая задача.

Основные отличия автоматической орбитальной сварки от ручной заключаются в следующем:
- орбитальную головку можно повернуть вокруг обрабатываемой заготовки на угол до 360°;
- технологическая оснащенность процесса современными системами числового управления позволяет свести к минимуму задействование ручного труда оператора;
- чаще всего (в 9 случаях из 10) используются вольфрамовые электроды.
Эффективность орбитальной сварки в большей степени зависит от чистоты применяемого аргона. К примеру, для сварных работ в обычных заводских условиях используется газ чистотой до 99,95 %, а для соединения нержавеющих труб способом орбитальной сварки в некоторых случаях необходим аргон ультравысокой чистоты, значение которой может достигать 99,9998 %.
Сферы применения орбитальной сварки
Оснащенность специальным оборудованием позволяет выполнять всю работу в автоматическом режиме, задача сварщика заключается только в выставлении необходимых настроек и наблюдении за ходом процесса. Кроме этого, подача защитного газа и присадочной проволоки в сварочную зону также осуществляется автоматически. Говоря простым языком, метод орбитальной сварки очень схож со сваркой полуавтоматом, только специалисту отводится не первостепенная роль в процессе, а движение горелки может осуществляться по круговой траектории.
Автоматы орбитальной сварки трубных стыков используются при следующих технологиях:
- ведение работ по линейному монтажу трубопроводов;
- крепление фланцевых соединений;
- соединение отводов, тройников и другой трубной арматуры с отрезками трубного проката;
- сваривание теплообменников из трубы.
Использование установок орбитальной сварки трубопроводов приводит к минимизации брака, увеличению производительности при прокладке трубопроводов, сборке котлов и установке теплообменников. Кроме этого, значительно упрощается обслуживание и ремонт ТЭС, инженерных коммуникаций, газовых магистралей нефтепроводов.
Выполнить технологию орбитальной сварки достаточно просто. Для этого сначала надо установить деталь во вращатель, который предназначается не только для ее фиксации, но и для перемещения, когда в этом возникает необходимость. Помимо этого, в процессе сварного соединения частей труб применяются центраторы. Такое оборудование оснащается сварочной головкой для орбитальной сварки, предназначенной для формирования шва при помощи электрической дуги во время ее перемещения по линии стыка. Здесь не используются какие-либо специфические функции, которые бы удивили сварщика с большим опытом.
Преимущества и недостатки орбитальной сварки
Сегодня популярность использования установок орбитальной сварки с каждым годом увеличивается. Причина этого, безусловно, заключается в наличии ряда следующих особых преимуществ:
- Технология позволяет достичь высокой производительности без снижения эффективности и качества.
- Процесс сваривания можно выполнить как с помощью присадочных материалов, так и без них.
- Орбитальный способ сварки почти исключает шлак и вредные для человеческого организма испарения. Благодаря этому негативное воздействие на сварщика сводится к минимуму.
- Параметры сварки контролируются автоматически. Иначе говоря, сварщик-оператор только задает необходимые настроечные параметры, а рабочий режим поддерживается посредством оборудования.
- Правильный выбор модели сварочной каретки в сочетании с комплексом позволит без особых проблем соединять любые металлы, включая стали и даже титан. Обладая определенными навыками и опытом, сварщик сможет выполнить сварку латунных или бронзовых заготовок.
- Процесс нанесения шва выполним из любого пространственного положения.
- Технологичность процесса позволяет обеспечивать достаточно низкий процент брака. Так как обработку детали производят по заданному алгоритму, а человеческий фактор при этом сведен к нулю, то в итоге получают высококачественные сварные соединения.

У орбитального способа сварки, как и у любого другого метода соединения деталей, имеются свои недостатки, среди которых можно выделить:
- Достаточно большую стоимость оборудования.
- Сложное техническое обслуживание и ремонт оборудования.
- Довольно низкая скорость обработки тонкостенных трубопроводов (зависит от вида применяемой орбитальной головки).
Еще один плюс скрытого характера заключается в том, что сваривание труб одного диаметра дает возможность организовать серийное производство. Надо всего один раз установить оптимальные настройки, и линия запустится до окончания всей партии деталей. А отсутствие человеческого фактора окажет существенное влияние на повышение качества сварного соединения.
Компоненты оборудования для орбитальной сварки
Источником тока служит инвертор, способный выдать от 30 до 400 ампер, недалеко от которого размещают газовый баллон. Инвертор имеет программируемую панель управления. Помимо этого, есть модели, оснащенные дистанционным управлением. В корпусе предусматривается установка принтера, который выдает распечатку на бланке с техническими результатами выполненных работ.

Чтобы выполнить настройку оборудования орбитальной сварки, необходимо задать следующие параметры: толщину стенок и диаметр трубы, необходимый объем газа, угол наклона и скорость перемещения электрода, скорость подачи присадочной проволоки, силу сварочного тока и его напряжение.
Существует несколько типов сварочных головок, с помощью которых можно сваривать металлы толщиной до 170 мм. Они, в свою очередь, подразделяются на три основные группы:
- Открытого исполнения. Такой тип головок для орбитальной сварки используют при соединении толстостенных труб, когда необходимо выполнить многократные повторы цикла. Их преимуществом является возможность оператора контролировать длину дуги на протяжении всего процесса.
- Закрытого типа. Процесс орбитальной сварки происходит в камерах закрытого типа, которые заполняются для полной защиты всех элементов инертным газом. Высокий уровень надежности является их основным достоинством. Даже от частичной разгерметизации стыка качество сварного соединения не ухудшится, так как кислород не сможет проникнуть внутрь.
- Для трубных досок. Такая разновидность орбитальной сварки используется для реставрации теплообменников, состоящих из множества элементов. Процесс позволяет значительно упростить соединение деталей, одновременно снижая воздействие человеческого фактора.
Для сварки труб определенного диаметра должны использоваться соответствующие типы головок. Например, для сваривания металла диаметром в диапазонах от10 до 170, от 33 до 90 и от 17 до 50 мм должен использоваться инструмент типа РКВ и РКС.
Орбитальная сварка труб малых диаметров является высокоскоростной, не требующей дополнительного оборудования. В то время как для соединения трубного проката больших размеров потребуются специальные кронштейны, необходимые для передвижения по ним сварочной головки для орбитальной сварки. Траектория перемещения головки также программируется, коррекцию всех настроек можно делать в процессе работы, в том числе и с помощью дистанционного управления. Для достижения максимального качества шва при сваривании труб большого диаметра можно дополнительно менять положение электрода.
Требования к орбитальной сварке и настройка оборудования
При подготовке поверхностей к свариванию выравнивание торцевых поверхностей выполняют на отрезных станках, которые позволяют обеспечить ровную вертикальную кромку. Обработка толстостенных труб производится в заводских условиях: после разделки кромок делается фаска под углом 30°. Прокат с тонкими стенками следует заплавлять без использования присадки.
Рекомендуем статьи
Не существует определенного ГОСТа, в котором была бы полностью описана вся технология орбитальной сварки. Но положения следующих документов можно частично использовать на практике:
- ГОСТ 10157-79. Аргон газообразный и жидкий. Перечислены технические условия применения.
- ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Излагается описание сварочных процессов и приводятся основные определения и термины.
- ГОСТ 6996-66. Сварные соединения. В нем представлены данные о методах определения механических параметров.
- ГОСТ 16037-80. Сварные соединения стальных трубопроводов. Содержит информацию об основных типах, конструктивных элементах и размерах.

Перед проведением орбитальной сварки труб необходимо выполнить подготовку поверхностей. Сначала зачищают концы от загрязнений и заусенцев. После этого следует отцентровать подготовленные заготовки и разместить, выдержав между ними необходимый зазор.
Чтобы выполнить орбитальную сварку труб малого диаметра, достаточно иметь съемную головку, закрепив ее на универсальных приспособлениях зажимного типа. Стыковую поверхность следует разделить на секторы, для каждого задать индивидуальные параметры, учитывая давление собственной массы заготовки в нижней области. Нельзя допускать провисание сверху расплавленного металла.
Выбор параметров скорости подачи присадочного прутка, рабочей силы тока оператор-сварщик производит самостоятельно, опираясь на марку обрабатываемой стали и геометрическую форму детали. Аппарат орбитальной сварки прикрепляется в области стыковой части соединения.
Процесс орбитальной сварки нержавеющих труб выполняется оператором в следующей последовательности:
- настройка орбитальной системы;
- выбор и установка подходящего типа орбитальной головки;
- закрепление аппарата вдоль линии планируемого сварочного шва;
- включение сварочного оборудования.
Если установка выполнена правильно, то сварочный аппарат сам выполнит следующие действия:
- выйдет на режим с помощью прогревания электрода;
- создаст участок шва в первом секторе свариваемых заготовок;
- продолжит соединение труб из нержавеющей стали в оставшихся секторах.
Процесс орбитальной сварки металла выполняется в автоматическом режиме. Когда все секторы будут заделаны, то аппарат отключится самостоятельно.
Орбитальный тип оборудования является узкоспециализированным. Оно используется для ремонта котлов и теплообменников, а также для соединения трубопроводных магистралей большой протяженности. Технология орбитальной сварки нержавеющих труб как метод монтажа трубного проката является одним из наиболее перспективных. В быту использование такого устройства является нецелесообразным по причине большого срока окупаемости.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Один из самых сложно выполнимых швов — бесповоротный стыковой при сварке труб различного диаметра. Чтобы просто соединить две трубы нужно уметь выполнять сварку во всех пространственных положениях, обычно такими навыками обладают только мастера высокой квалификации. Многие начинающие сварщики при формировании шва на верхней части стыка не испытывают никаких трудностей и полагают, что дальнейшая работа будет такой же простой. Но это частое заблуждение.

Далее нужно сварить боковые вертикальные стыки, что уже непросто. А в конце нужно сделать потолочный шов на нижней части трубы, для новичков такая работа оказывается слишком трудной из-за недостатка опыта. Но что делать, если на предприятии не хватает высококвалифицированных кадров, а сварку нужно выполнять? Поможет оборудование для орбитальной сварки. Что это такое и какие преимущества есть у данного метода? Обо всем расскажем в этой статье.
Особенности вида сварки
Оборудование для неразъемного соединения неповоротных стыков труб имеет возможность вращаться вокруг металлического изделия, тогда как само изделие неподвижно. Поэтому способ получил такое название. Вращение устройства вызывает некоторое действие на сварочную ванну, что требует своевременное изменение установленных параметров. Чаще всего орбитальная сварка труб применима при монтаже трубопроводов в ограниченных условиях, где либо у сварщика нет возможности расположиться комфортно, либо свободное место не позволяет разместить громоздкое оборудование.

Базовым сегментом всей работы выступает дуговая сварка неплавящимися в среде инертных газов электродами. Самые известные смеси — аргон с водородом, либо с гелием или чистый аргон. В зависимости от соотношения компонентов, можно добиться увеличения скорости сваривания заготовок, повысить глубину провара или минимизировать количество брызг на поверхности.
Сварное оборудование для орбитальной сварки напоминает аргонодуговой аппарат, однако отличается повышенной производительностью и мощностью.
Основные ГОСТы, применимые к данному виду работ
ГОСТа, который в полной мере мог бы описать все процессы, связанные с орбитальной сваркой, нет. Поэтому для глубокого изучения всех аспектов необходимо ознакомиться со множеством документов и государственных стандартов. Некоторые стандарты:
- ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств.
- ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
Компоненты системы для работы
Оборудование имеет два основных элемента:
Задача первого — подача электрического тока к месту контакта и контроль за параметрами процесса. Второго — вращение горелки (электрода), обеспечение непрерывного цикла работы. Отсутствие одного из элементов делает процесс невозможным.
Сегодня в качестве источника тока используется инвертор, за счет которого проводится контроль:
- силы тока;
- частоты вращения головки;
- расхода газа;
- скорости подачи проволоки.
Также задача инвертора — установка профиля шва, программирование режима работы исходя из диаметра труб, материала и используемого газа.
Орбитальная голова (иначе именуемая просто сварочной) бывает двух видов:
Первые используют в закрытых камерах, предварительно наполняемых инертным газом для защиты свариваемых и сварных элементов. Достоинством головок данного типа является надежность процесса — даже нарушение герметизации стыка деталей не влияет на целостность и качество шва, ведь туда не попадет кислород.

Вторые головы используются при соединении толстых деталей, которым необходим наполнитель, а цикл повторяется многократно с использованием оного. Рабочий элемент горелки наклоняется под разными углами, а это облегчает сварку угловых участков и небольших заготовок.
При работе головок обычно используется вольфрамовый электрод, а сам элемент включает ограничитель — контролер длины дуги.
Принцип работы аппарата для сварки труб
Орбитальное сваривание трубных конструкций производится неплавящимися электродами в среде благородных газов. Электроды, как правило, выполнены из тугоплавкого материала, например, Вольфрама, а защитная среда создаются благородными газами, например, Аргоном или Криптоном.
Весь процесс выполняется автоматизированной системой, дабы минимизировать человеческий фактор и обеспечить идеальный сварной шов. В процессе проведения работ сварщику своими руками необходимо лишь задавать требуемый режим и контролировать качества выполняемой работы.
Отличия орбитальной сварки от ручной
К числу основных отличий относятся:
- Возможность поворота орбитальной головки на угол до 360 градусов вокруг обрабатываемой детали.
- Минимизация усилий оператора (ручного труда) за счет внедрения в современные устройства компьютерного управления.
- В 90% случаев используются вольфрамовые электроды.
Во многом чистота аргона определяет эффективность всего процесса. Например, для работы в обычных промышленных условиях используют газ чистотой 99,95%. Орбитальная же сварка нержавеющих труб иногда требует аргона ультравысокой частоты (до 99,9998%).


Процесс сварки
Орбитальная методика сваривания может обеспечить качественное соединение лишь при однородных параметрах труб.
Например, соединяемые элементы:
- Должны быть прямолинейными.
- Должны иметь одинаковую толщину по всей длине. При несоответствии данного параметра полученный при сварке шов может быть неравномерным.
Эти свойства соединяемых труб должны тщательно контролироваться с помощью специализированного оборудования и подготовленных инженеров.
Подготовка перед сварочными работами включает:
- Обеспечение необходимого зазора между соединяемыми трубами. Для разрешения этой задачи используют отрезные станки.
- Центрирование труб и сваривание в нескольких местах. После проверки качества центрирования можно переходить к выполнению работ.

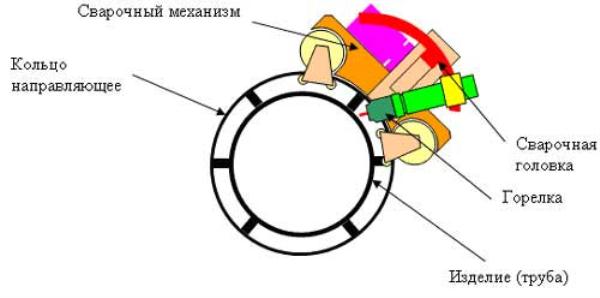
Схема процесса орбитальной сварки.
Помимо этого, перед непосредственным началом сварочных работ окружность труб необходимо разбить на сектора. После этого, оператор аппарата должен выставить индивидуальные параметры для каждого сектора, чтобы в процессе сварки металл не провисал внутрь труба, а лишь немного плавился.
Особенности процесса работ по свариванию металлов зависят, в первую очередь, от вида соединяемых материалов и формы изделия.
Для соединения нержавеющих труб орбитальной сваркой оператору необходимо:
- настроить орбитальную систему;
- выбрать и установить подходящую под текущие условия головку;
- закрепить аппарат вдоль линии, по которой планируется выполнить сварочный шов;
- включить сварку.
При правильной настройке сварочный агрегат самостоятельно выполнит следующие процедуры:
- выход на режим, путем прогрева электродов;
- создание сварочного шва в первом секторе соединяемого изделия;
- соединение нержавеющих труб в остальных секторах.
Во время работы орбитального сварочного аппарата квалифицированному оператору, облаченному в маску и другие средства защиты, остается лишь следить за параметрами и наблюдать за качеством шва. После завершения цикла сварки, аппарат самостоятельно выключится и позволит оценить качество выполненных работ.
Используемое оборудование

Для орбитальной сварки применяется вольфрамовый электрод, параллельно с которым подается холодная проволока. Распространенные типы — аргонодуговая и TIG (ручная дуговая) сварка.
Для заготовок диаметром от 8 до 275 мм подходит головка открытого типа. Возможна ли орбитальная сварка труб малого диаметра? Высокая точность ручной дуговой сварки позволяет утвердительно ответить на вопрос. При помощи головок свариваются даже миниатюрные трубы диаметром от 1,6 мм.
Общая информация
Орбитальная сварка — метод соединения металлов (чаще всего труб) путем движения сварочной дуги вокруг стыка. Отсюда и название. Все работы выполняются в автоматическом режиме, сварщик только устанавливает настройки. Дополнительно в сварочную зону подается присадочная проволока и защитный газ, также в автоматическом режиме. Проще говоря, этот метод напоминает сварку полуавтоматом, только сварщик не играет главную роль в работе, и горелка двигается по кругу.

Правила работы
Теперь — пара слов о контроле процесса. При орбитальной сварке необходимо следить за рядом параметров, а также провести небольшую подготовительную работу. В частности:
- зазор между заготовками не превышает 5% от толщины трубы, иначе качество шва ухудшится;
- аналогичное отклонение допустимо в отношении толщины стенки в районе сварки;
- подготовить и использовать зажимы, стенды, позволяющие выстроить рядом две трубы.
Широкий спектр возможностей орбитальной сварки сделал ее востребованной в машиностроении, электротехнике, пищевой промышленности, судостроении, аэрокосмической отрасли, фармацевтике. Автоматизированный процесс востребован при строительстве ТЭС и ТЭЦ. Здесь применяется дорогостоящее оборудование ценой около миллиона рублей. Для работы с трубами малых диаметров достаточно приобрести съемную головку не дороже нескольких сотен рублей.
Если вам известны нюансы работы с оборудованием для орбитальной сварки или другие особенности вопроса, поделитесь своим опытом в обсуждении к статье.
Преимущества
Оборудование для орбитальной сварки позволяет работать с высокой производительностью, поскольку сварка выполняется в автоматическом режиме. Сварщик просто настраивает аппарат, начинается сварка и в это время он может подготовить следующие стыки.
Еще один неочевидный плюс — возможность организации серийного производства, если трубы одного диаметра. Вы один раз устанавливаете оптимальные настройки и после этого пускаете поток из деталей. А благодаря отсутствию человеческого фактора качество сварки будет на высочайшем уровне.
Описание технологии
При орбитальном способе обычно используется сварочный процесс, осуществляемый в среде аргона неплавящимся вольфрамовым электродом. Одновременно с этим происходит подача присадочной проволоки. Главный принцип данной технологии, благодаря которому она и получила своё название, заключается в следующем.
Сварочная головка аппарата с закреплённым в ней вольфрамовым неплавящимся электродом перемещается вдоль неподвижного шва по выставленным направляющим, совершая при этом оборот в 360°, двигаясь по орбите.
Орбитальное перемещение сварочной головки полностью автоматизировано, так же как и все остальные технологические операции, сопутствующие ему. Длина сварочной дуги предустанавливается путём жёсткой фиксации головки на нужной высоте над поверхностью трубы.
Процесс орбитальной сварки проходит под контролем процессора, управляемого специальной программой, в которой прописаны все параметры. Настройки программы учитывают изменяющиеся условия сварки при движении электрода по орбитальной траектории.
Что собой представляет и где применяется орбитальная сварка
Чтобы получить корневой шов в замкнутых металлоконструкциях, нужно либо выполнять вращение самой металлоконструкции, либо вращать сварочную головку вокруг изделия. Первый вариант, как правило, доступен для деталей малого диаметра, которые не имеют жесткой фиксации с другими элементами. Если же свариваемую конструкцию невозможно вращать вокруг своей оси, тогда применяется альтернативный подход.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов;
- крепления фланцев;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Виды головок
Головка или вращатель сварочный является важным узлом орбитальной технологии. Этот элемент может быть разного вида, но обычно для сваривания труб с небольшим диаметром используются сплошные камеры, которые обеспечивают полное охватывание трубы в области стыка.

Вращатель для сварки бывает следующих видов:
- Закрытый. Данные головки используются для сваривания труб с диаметром до 17 см и размером толщины стенок около 4 мм.
- Открытые. Элементы применяются для сварки труб с толстыми стенками.
- Для трубных досок. Обычно головки используются при проведении ремонта теплообменников, в которых имеется много важных элементов.
Обратите внимание! Чтобы труба стояла на одном месте и не двигалась во время сварочного процесса используются специальные сварочные центраторы. Они бывают цепные, звенные или эксцентриковые.
Орбитальная сварочная технология обладает широким спектром возможностей, который позволяет соединять огромные трубные конструкции. Ее уникальность состоит в том, что она может производиться в любых положениях, а используемое автоматическое оборудование позволяет производить соединение огромных партий трубопроводов. Но все же чтобы ее проведение было правильным, стоит изучить важные особенности и нюансы этого процесса.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
Неповоротные стыки труб свариваются особым способом, более известным как орбитальная сварка. О специфике процесса и используемом оборудовании — далее.
Неповоротные стыки труб свариваются особым способом, более известным как орбитальная сварка. Сам процесс аналогичен дуговой сварке при помощи обычных электродов с применением защитного газа (аргона или водорода). О специфике процесса, отличиях данного способа и используемом оборудовании — далее.
Особенности вида сварки
Оборудование для неразъемного соединения неповоротных стыков труб имеет возможность вращаться вокруг металлического изделия, тогда как само изделие неподвижно. Поэтому способ получил такое название. Вращение устройства вызывает некоторое действие на сварочную ванну, что требует своевременное изменение установленных параметров. Чаще всего орбитальная сварка труб применима при монтаже трубопроводов в ограниченных условиях, где либо у сварщика нет возможности расположиться комфортно, либо свободное место не позволяет разместить громоздкое оборудование.

Базовым сегментом всей работы выступает дуговая сварка неплавящимися в среде инертных газов электродами. Самые известные смеси — аргон с водородом, либо с гелием или чистый аргон. В зависимости от соотношения компонентов, можно добиться увеличения скорости сваривания заготовок, повысить глубину провара или минимизировать количество брызг на поверхности.
Сварное оборудование для орбитальной сварки напоминает аргонодуговой аппарат, однако отличается повышенной производительностью и мощностью.
Компоненты системы для работы
Задача первого — подача электрического тока к месту контакта и контроль за параметрами процесса. Второго — вращение горелки (электрода), обеспечение непрерывного цикла работы. Отсутствие одного из элементов делает процесс невозможным.
Сегодня в качестве источника тока используется инвертор, за счет которого проводится контроль:
- силы тока;
- частоты вращения головки;
- расхода газа;
- скорости подачи проволоки.
Также задача инвертора — установка профиля шва, программирование режима работы исходя из диаметра труб, материала и используемого газа.
Орбитальная голова (иначе именуемая просто сварочной) бывает двух видов:
Первые используют в закрытых камерах, предварительно наполняемых инертным газом для защиты свариваемых и сварных элементов. Достоинством головок данного типа является надежность процесса — даже нарушение герметизации стыка деталей не влияет на целостность и качество шва, ведь туда не попадет кислород.

Вторые головы используются при соединении толстых деталей, которым необходим наполнитель, а цикл повторяется многократно с использованием оного. Рабочий элемент горелки наклоняется под разными углами, а это облегчает сварку угловых участков и небольших заготовок.
При работе головок обычно используется вольфрамовый электрод, а сам элемент включает ограничитель — контролер длины дуги.
Отличия орбитальной сварки от ручной
- Возможность поворота орбитальной головки на угол до 360 градусов вокруг обрабатываемой детали.
- Минимизация усилий оператора (ручного труда) за счет внедрения в современные устройства компьютерного управления.
- В 90% случаев используются вольфрамовые электроды.
Во многом чистота аргона определяет эффективность всего процесса. Например, для работы в обычных промышленных условиях используют газ чистотой 99,95%. Орбитальная же сварка нержавеющих труб иногда требует аргона ультравысокой частоты (до 99,9998%).
Используемое оборудование

Для орбитальной сварки применяется вольфрамовый электрод, параллельно с которым подается холодная проволока. Распространенные типы — аргонодуговая и TIG (ручная дуговая) сварка.
Для заготовок диаметром от 8 до 275 мм подходит головка открытого типа. Возможна ли орбитальная сварка труб малого диаметра? Высокая точность ручной дуговой сварки позволяет утвердительно ответить на вопрос. При помощи головок свариваются даже миниатюрные трубы диаметром от 1,6 мм.
Правила работы
Теперь — пара слов о контроле процесса. При орбитальной сварке необходимо следить за рядом параметров, а также провести небольшую подготовительную работу. В частности:
- зазор между заготовками не превышает 5% от толщины трубы, иначе качество шва ухудшится;
- аналогичное отклонение допустимо в отношении толщины стенки в районе сварки;
- подготовить и использовать зажимы, стенды, позволяющие выстроить рядом две трубы.
Широкий спектр возможностей орбитальной сварки сделал ее востребованной в машиностроении, электротехнике, пищевой промышленности, судостроении, аэрокосмической отрасли, фармацевтике. Автоматизированный процесс востребован при строительстве ТЭС и ТЭЦ. Здесь применяется дорогостоящее оборудование ценой около миллиона рублей. Для работы с трубами малых диаметров достаточно приобрести съемную головку не дороже нескольких сотен рублей.
Если вам известны нюансы работы с оборудованием для орбитальной сварки или другие особенности вопроса, поделитесь своим опытом в обсуждении к статье.
Читайте также: