
Как сделать нож нержавеющим в домашних условиях
Добавил пользователь Cypher Обновлено: 05.10.2024







Поменьше восклицательных знаков.
А по ножу - было бы неплохо украсить лезвие электрохимической гравировкой или меднением.


C художественной точки зрения, клюв под мизинец надо было сделать более выраженным. Да еще люверс под темляк.
Лезвие широковато, верхний фальшрез здесь совсем убрать бы, и тогда весь нож смотрелся бы более лаконично, агрессивно и "остро".
Нормально получилось. Только когда я этой фигней страдал, спуски ручками всегда делал на круге большого диаметра. И от середины, и по всему клинку. А потом оселки разной зернистости и выводишь все до зеркала. Тоже ручками. Где-то неделя уходила на нож. Если наборную ручку делали, то шпильку варили на окончание ручки. Если цельную - рассверливали отверстие в ручке вытянутое в торце и глубиной см. 10 и на эпоксидку. Если накладные, то на заклепки, а отверстия в эррозионке прожигали. Как-то так :)
Вспомнилось.
- Зачем тебе такой нож?
- Охотиться.
- на кого, интересно, ты охотишься с таким-то ножом?!
Красава, просто красава.
У меня три заготовки лежит из советских напильников, все обрезано по форме, упирается все в гриндер, думал собрать самому, но времени нет и места для монтажа.. =(
Плюсанул, но почему быстрорез, есть же и D2 и N690, а они более коррозионностойкие при тех же характеристиках? Тут чуть не уследишь и уже питтинг пошел. Древесина рукояти уже стабилизирована? Или чет то потом обрабатывали?
да трудновато у нас с металлом ! есть конечно,но я не нахожу! вот поковку бы приобрести. а D2 да , хорошая сталь . древесина обработана льняным маслом , в тепловой ванне.
Я на тунговое масло перешел, возни меньше и не так темнит дерево после, а с поковками здесь проблем нет, на Ганзе что хочешь продают.
Все круто! Но объясни пожалуйста дураку. зачем из длинного листа металла нужно было делать короткую ручку а потом ее удлиннять-приваривать. не лучше было бы сразу вырезать длинную рукоять из цельного листа металла?
1. всадную рукоять можно насадить и на длинную рукоять из цельного листа, если вырезать ее такой же узкой.
2. разве экономия металла стоит слабого места в изделии. а место сварки - это слабое место. ведь площадь сварки там минимальная
что бы сделать вилку, надо сделать отверстие в клинке, а он каленый (затрахаешься всерлить) еслиотпускать место для дырки- то полклинка отпустится от хвостовика.
ну хз. это кто и как будет варить))). вы люди опытные. поверю на слово))..но я попробую два гвоздя 150 сварить и разломать )) имхо сломается))
Лопнет, причём аж по двум причинам - во-первых, как выше сказано, после сварки быстрореза возникают такие могучие напряжения, что надо отжигать, или порвёт.
Во-вторых, переход хвостовика в клинок нужно делать с радиусом, а не прямым углом. Получается точка - концентратор напряжения, лопается даже при изготовлении из длинной полосы, без сварки.
Да, отверстие в клинке любой твёрдости легко и быстро делается электрохимическим способом.

Воронение (иначе оксидирование, синение, чернение) – это способ защиты низколегированной стали, в результате которой на ее поверхности образуется тонкая (всего в несколько микрон) пленка окислов железа. Эта пленка не только придает стали цвет (от бурого – до темно-синего и черного, в зависимости от толщины), но и защищает ее от ржавчины. Существуют три основных способа воронения – щелочной, термический и кислотный. Первые два – высокотемпературные, их сложно провести в домашних условиях. О том, как провести воронение ножа в домашних условиях – читайте в нашей статье.
Материалы для работы
Для того, чтобы заворонить нож, вам понадобятся:
- нож из углеродистой или низколегированной стали;
- емкость по высоте лезвия ножа;
- вода;
- лимонная кислота;
- бумажные полотенца;
- подсолнечное масло;
- электрочайник.
Шаг 1. Подготавливаем раствор для воронения
Нагреваем воду до 70-80 градусов Цельсия. Воды должно быть достаточно, чтобы полностью покрывать лезвие ножа, вставленного в емкость.
Выливаем воду в емкость и добавляем лимонную кислоту из расчета 10 г на 100 мл воды. Перемешиваем раствор до полного растворения кристаллов кислоты.
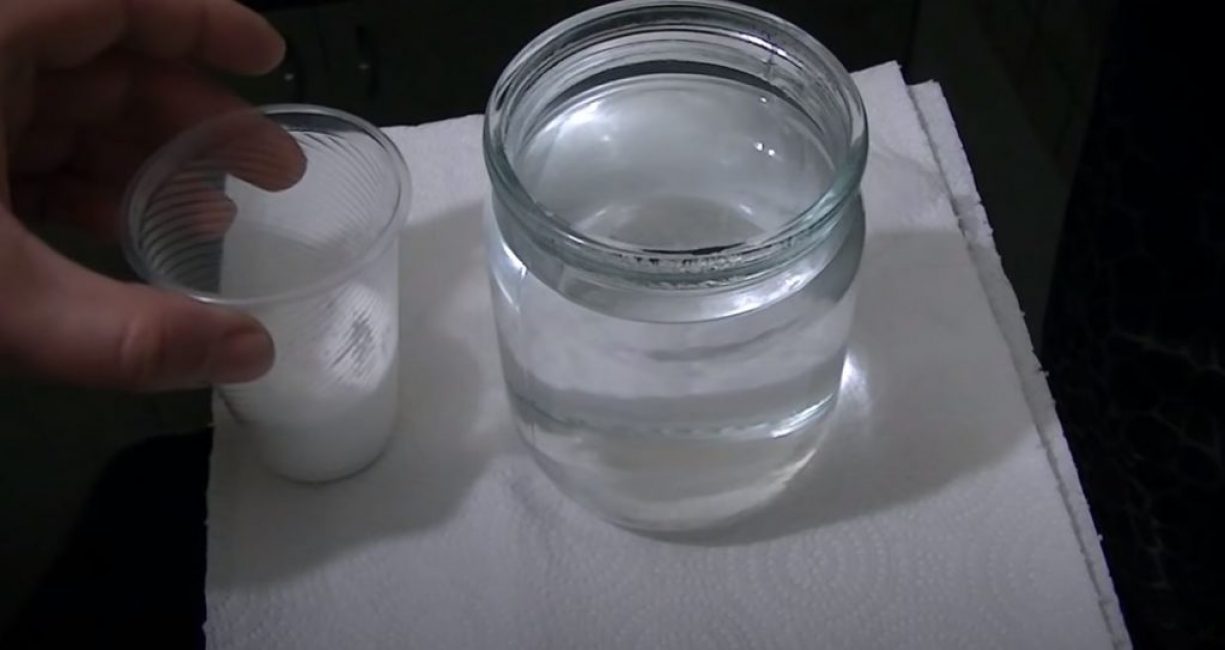
Шаг 2. Вороним лезвие ножа
Помещаем лезвие ножа в раствор лимонной кислоты. Если лезвие погружается не полностью, добавьте горячей воды.
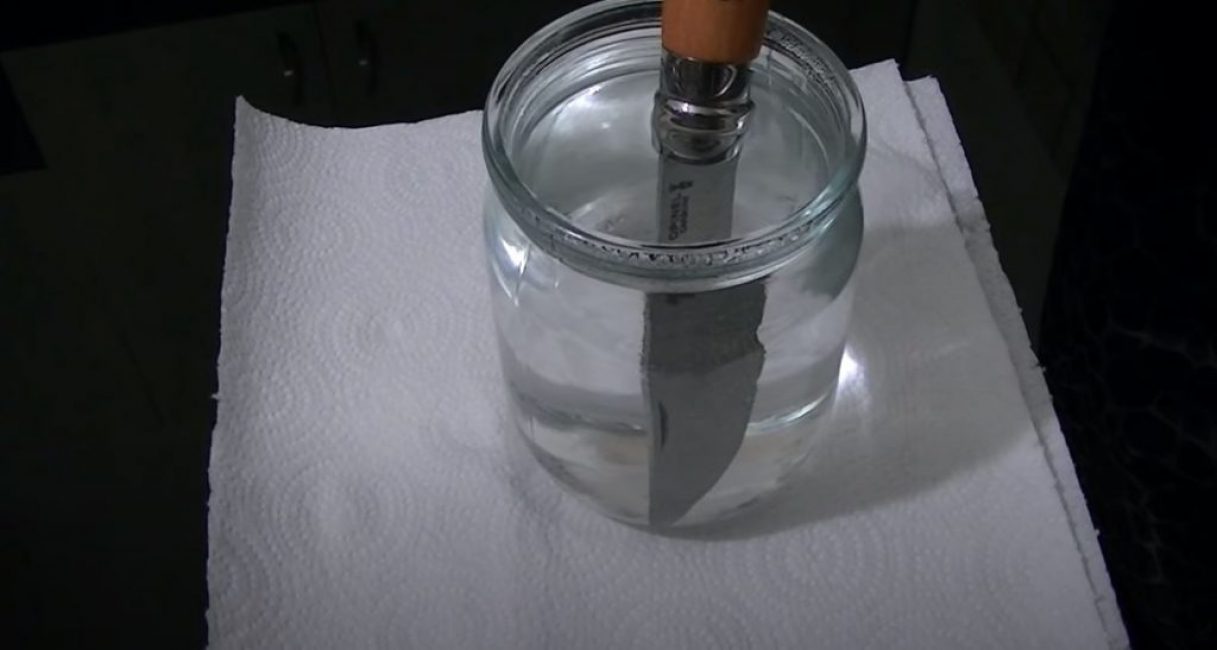
Через некоторое время (в примере – 1,5 мин) начнется сильная реакция оксидирования.

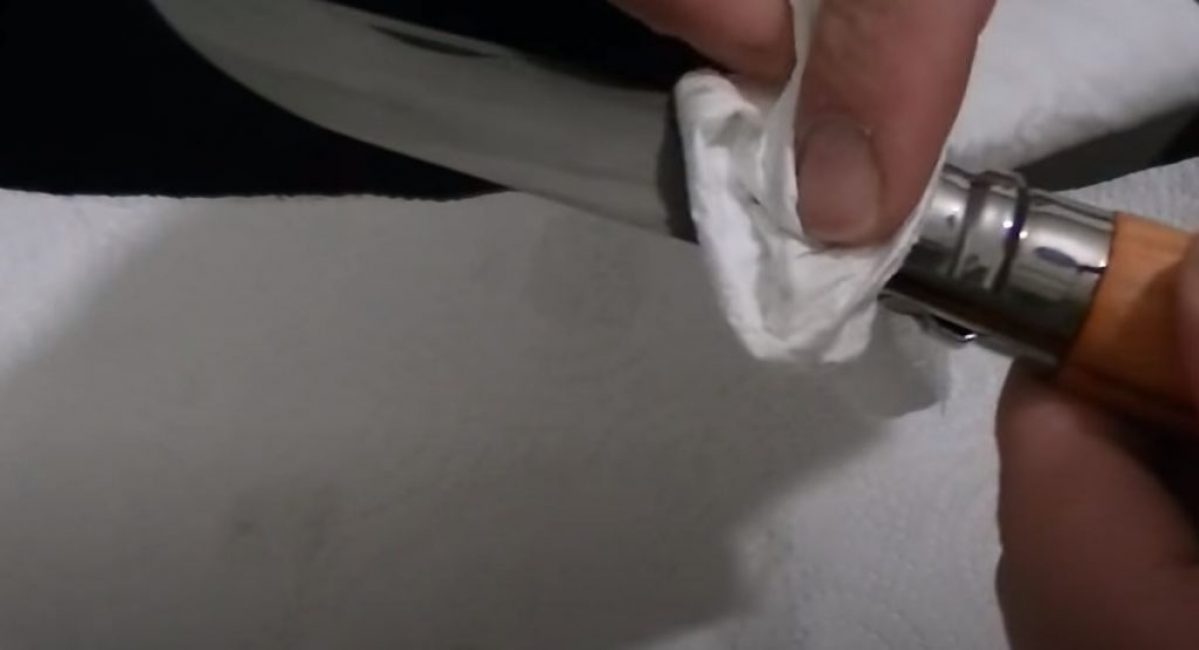
Через 10 минут после начала реакции, достаем нож из раствора и насухо протираем лезвие бумажными полотенцами.

Как видим, лезвие уже немного потемнело, но полученного слоя еще недостаточно.
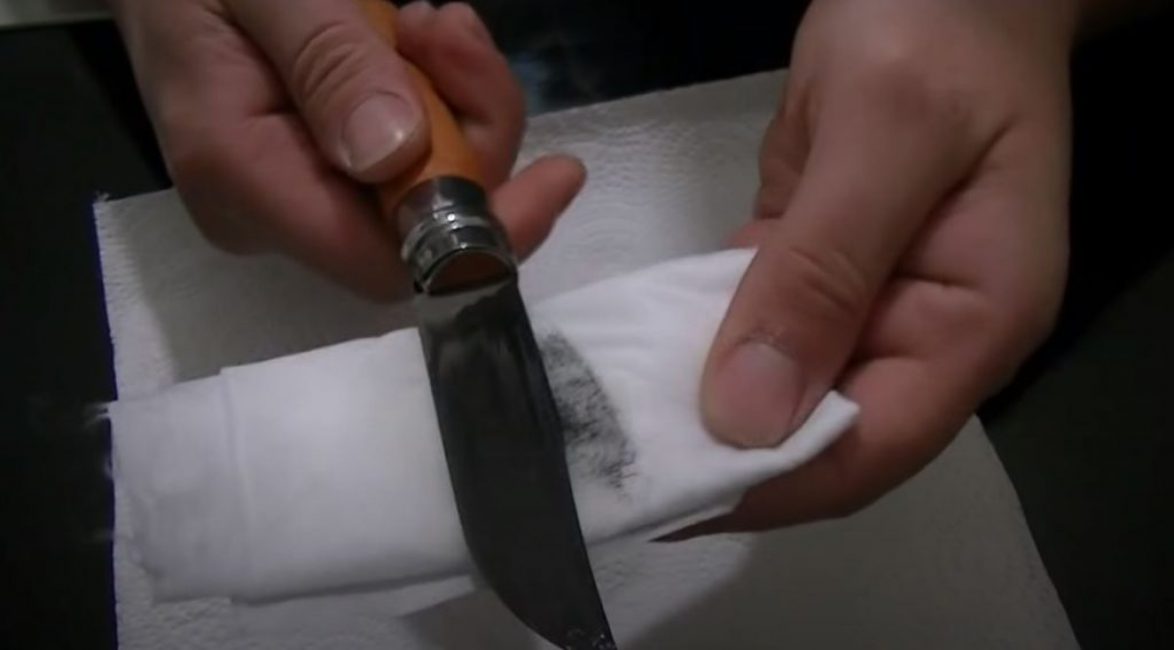
Снова помещаем лезвие ножа в раствор, а через десять минут достаем и вытираем.
Чтобы воронение проходило равномерно, нужно каждые полторы минуты вынимать и окунать нож до исчезновения пузырьков с его поверхности.
Устойчивый цвет воронения, свидетельствующий о достаточном слое окислов железа, получается после 3-4 десятиминутных циклов. Раствор необходимо периодически подогревать, по мере его остывания реакция будет уменьшаться, а затем прекратиться вообще.
После окончания последнего цикла не только насухо вытираем лезвие, но и смазываем его подсолнечным маслом. Это полностью остановит реакцию.
После полного высыхания, лезвие ножа имеет вот такой вид.

Пленка, образующаяся на поверхности ножа при воронении лимонной кислотой, очень устойчивая. Вот так выглядит нож, вороненный этим методом более трех лет назад.
Основы закалки нержавеющей стали: выбор температурных режимов, основные этапы и важные особенности. Необходимое оборудование, материалы и инструмент. Как закалить нержавейку в домашних условиях.

Закалка нержавеющей стали отличается от закалки нелегированных сталей более высокой температурой, временем выдержки, а также скоростью разогрева и охлаждения. Это вызвано тем, что легирующие компоненты изменяют критическую (аустенитную) точку нагрева и снижают теплопроводность металла.
Для того чтобы закалить коррозионностойкую сталь (нержавейку), ее необходимо нагреть до температуры не менее тысячи градусов, а затем охладить в масляной среде. Известно, что для успешной закалки обычной стали нужно, чтобы содержание в ней углерода было не менее 0.4 %.
Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома.

Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что потребуется для работы
Для закалки нержавеющей стали в первую очередь нужно решить вопрос с источником нагрева. В бытовых условиях закалить нержавейку можно, нагревая ее с помощью горна, камерной печи или открытого пламени.
Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже.
Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.

С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру.
Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.

Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка.
Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Технология домашнего каления нержавейки
На самом деле закалить заготовку для будущего изделия из нержавейки (ножа или инструмента) не так уж и сложно. Для этого достаточно разобраться с температурными режимами и следовать всем рекомендациям. Однако термообработка относится к производству повышенной опасности.
Поэтому для закалки нержавеющей стали в домашних условиях прежде всего нужно определиться с организацией места проведения работ. Чтобы качественно закалить нержавейку и при этом не нанести ущерба помещению и собственному здоровью, необходимо соблюдать некоторые условия.
Во-первых, все источники нагрева должны быть безопасны, устойчивы и надежно защищены от случайного контакта с нагретыми элементами. Во-вторых, закалочные жидкости должны находиться в надежных емкостях и располагаться в стороне от нагревательного оборудования.
Если требуется закалить длинномерное изделие из нержавейки, следует использовать емкости, позволяющие полностью погрузить его в закалочную жидкость с одного раза. В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.

Выбор температурного режима
Чтобы правильно закалить свою деталь из нержавейки, в первую очередь необходимо соблюдать требования температурных режимов для стали, из которой она изготовлена. Практически все хромистые коррозионностойкие стали при закалке разогреваются немногим выше тысячи градусов.
Для нержавейки это является точкой устойчивого формирования аустенита — твердого раствора углерода в железе. Закалить нержавеющую сталь — это значит быстро охладить такую структуру, не дав ее атомам вернуться в исходное (до нагрева) состояние.
Поэтому важны как температура разогрева и время выдержки в нагретом состоянии, так и скорость охлаждения, которая для нержавейки не должна быть слишком большой. Замедление процесса остывания достигается охлаждением изделия в масле, которое имеет низкую теплопроводность.
Если закалить деталь в воде, то она будет очень хрупкой и почти наверняка покроется микротрещинами. Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Процесс каления пошагово
Чтобы закалить небольшое изделие из нержавейки в домашних условиях без использования печей или горнов, достаточно нагреть его горелкой или на газовой плите, определяя температуру по цвету металла. После этого оно остужается в масле, очищается и подвергается отпуску, для которого вполне подойдет духовка газовой плиты.
Если требуется закалить заготовку из нержавейки в изотермическом режиме (на производстве это делается поддержанием нагрева в соляном расплаве), то можно поместить ее после разогрева на газу в сухой песок. В этом случае температура остывания контролируется по цвету побежалости.
Чтобы правильно закалить нержавейку, нужно знать ее марку. Нередко встречается утверждение, что тип нержавейки достаточно точно определяется по цвету искр на точильном камне. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.

Всем привет!
В продолжение темы о восстановлении кухонного ножа, предлагаю вам ознакомиться со всеми этапами производства нового ножа.
Этапы делю произвольно, на свое усмотрение.
1. Выбор стали для клинка
Одним из важнейших факторов в производстве ножа, является правильный выбора стали. Это важно, чтобы нож был максимально эффективным в условиях его применения.
Заказ был на кухонный нож и мой выбор пал на сталь — Niolox 1.4153.03. Незадолго до этого увидел тему на ганзе, в котором автор предлагал раскрой из разных сталей, в том числе Niolox.
ТТХ под спойлером

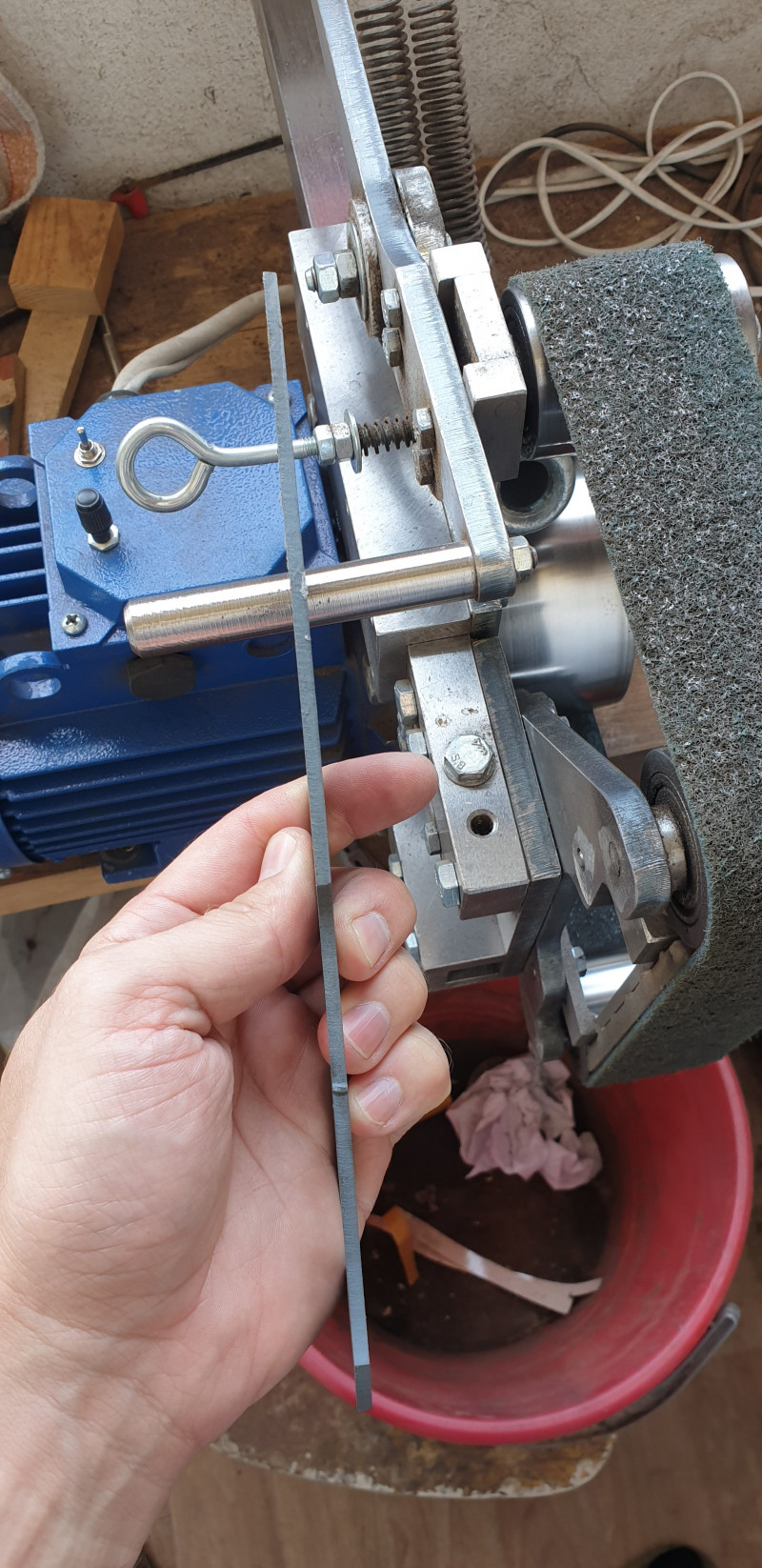
Вот так выглядит заготовка, вырезанная из листа стали и прошедшая термообработку.

На поверхности окалина, которую я обычно сошлифовываю лентой скотч-брайт. На фото она установлена в гриндере. Использую скотч-брайт по совету бывалых ножеделов, так как окалина способстует более быстрому износу керамического зерна в абразивной ленте, а скотч-брайт стойко переносит данную работу.
Заготовка ножа вырезана из листа с помощью гидроабразивной резки.

Данный способ хорош тем, что не подвергает заготовку воздействию высокой температуры, как при лазерной или плазменной резке. Не оплавляет край.
Край, как видите, не идеальный, но требует минимальной обработки.
2. Слесарная обработка
Следующим этапом идет слесарка.
2.1 Контурная обработка
Контуровка производится до получения желаемого профиля ножа/клинка. После гидроабразивной резки конутровка не занимает много времени. Если делать заготовку самому, из листа или пластины, тут не обходится без УШМ.
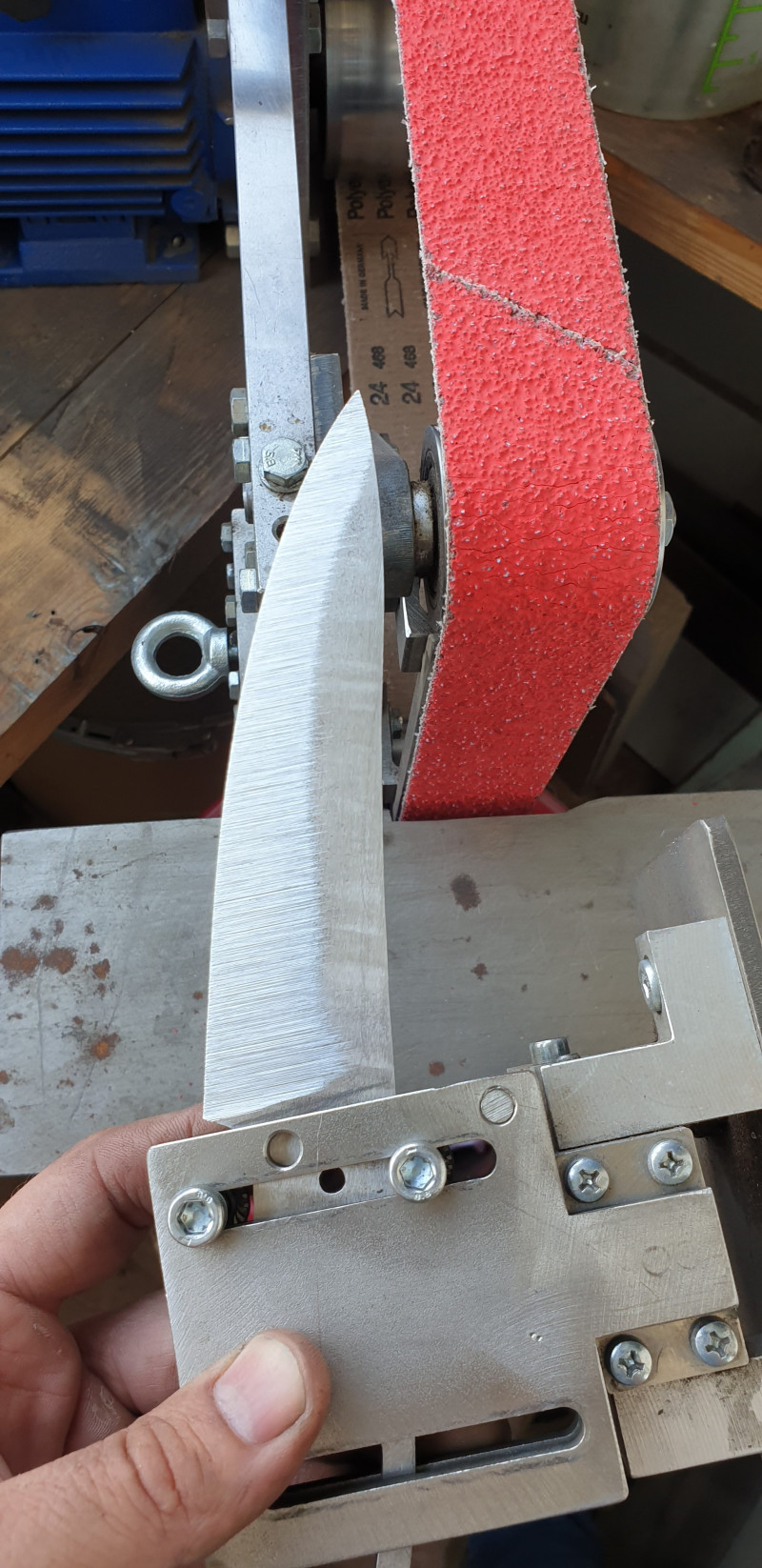
2.2 Выведение спусков
Вот так выглядит начало выведения спусков ножа.
Если что, по тряпке, лежащей на стуле, размазано хлорное железо…
Сведение получилось 0,4 — 0,5 мм.
2.3 Травление
Травление металла, как правило, применяется для защиты его от коррозии. Но и при использовании нержавеющих сталей я иногда тоже его применяю, для придания металлу матового покрытия. Травление произвожу по всей поверхности клинка, погружением его в раствор хлорного железа.
3. Выбор материала рукояти
Данный нож я делал на заказ, для человека в возрасте, весьма серьезного и придерживающегося консервативных взглядов. Поэтому для рукояти я выбрал натуральную древесину — Африканский Падук.
4. Обработка рукояти
На ленточной пиле мне распустили брусок Падука на несколько плашек примерно сантиметровой толщины.
Я разметил необходимую длину, отпилил лишнее. Просверлил отверстия под штифты(стержень из нержавейки). После чего так же произвел контурное шлифование.
Штифты входят довольно плотно. Достаточно для фиксации плашек при грубой контуровке.
После придания плашкам нужного профиля, зачищаем поверхность, обезжириваем и склеиваем на эпоксидку. На время высыхания эпоксидки, стягиваю конструкцию струбцинами.
Такую конструкцию оставляю на 12 часов.

Эпоксидку использую обычную, типа Момент, продающуюся в любом хозяйственном в спаренном шприце.

Рукоять, после высыхания.
Излишки эпоксидки, выдавленные струбцинами, сразу после стягивания убираю ватными палочками с уайт-спиритом или с обезжиривателем. Сухая ватная палочка распушается и остается на эпоксидке.

После этого снова делаю контуровку и убираю выдавленные и затвердевшие остатки эпокисидки. Так же, стачиваю торчащие штифты.
Последним этапом обработки на гриндере является грубый съём древесины, для придания рукояти основы её будущей формы.


Остальные работы выполняю вручную.
Наждачной бумагой выравниваю рукоять, придаю ей симметричную форму. Сошлифовываю риски на металлическом остове рукояти. На те части клинка, которые подвергались шлифовке и лишились патины от травления, я снова наношу раствор хлорного железа, но не полным погружением ножа, а аккуратно, ватной палочкой.
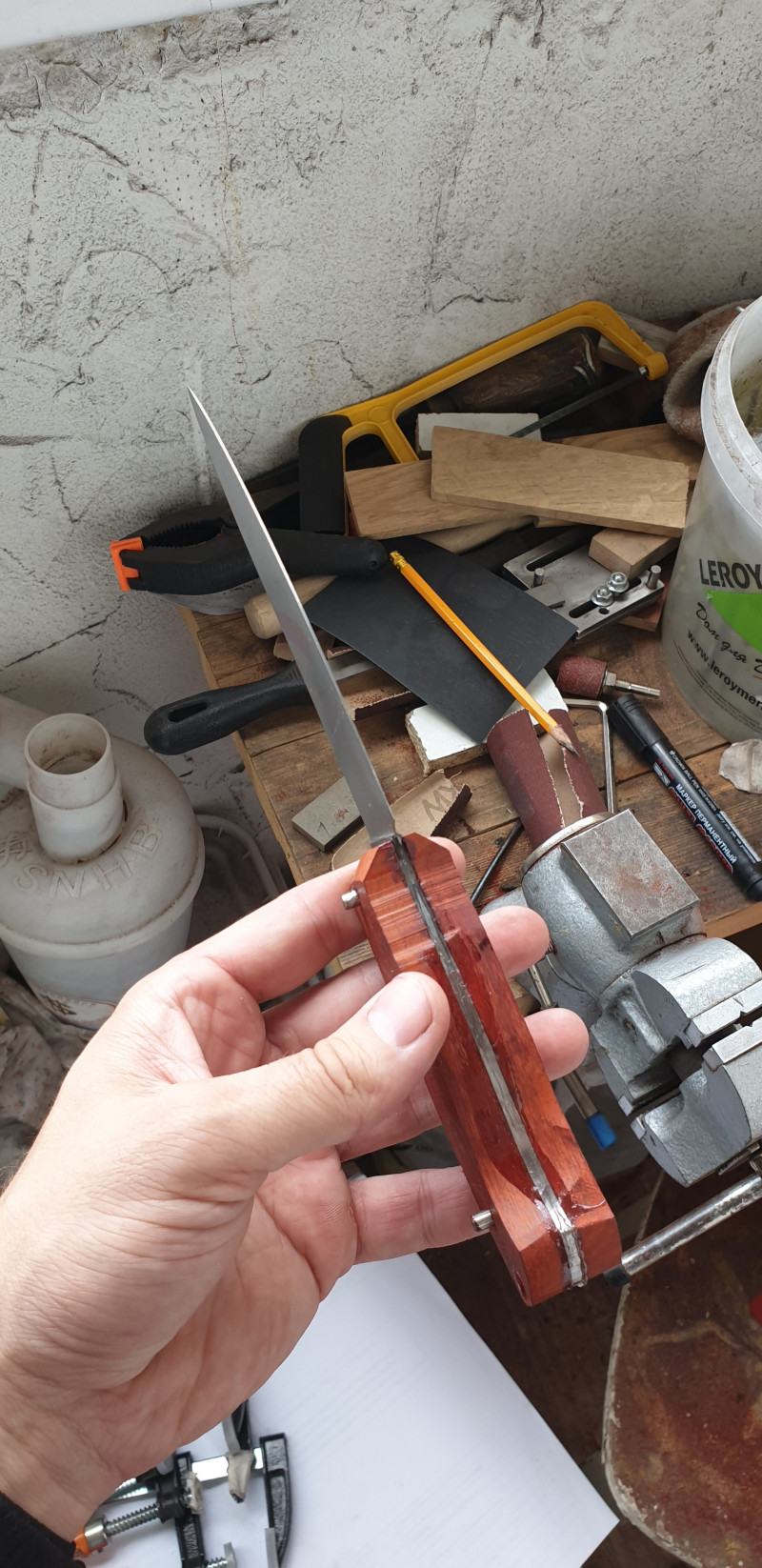
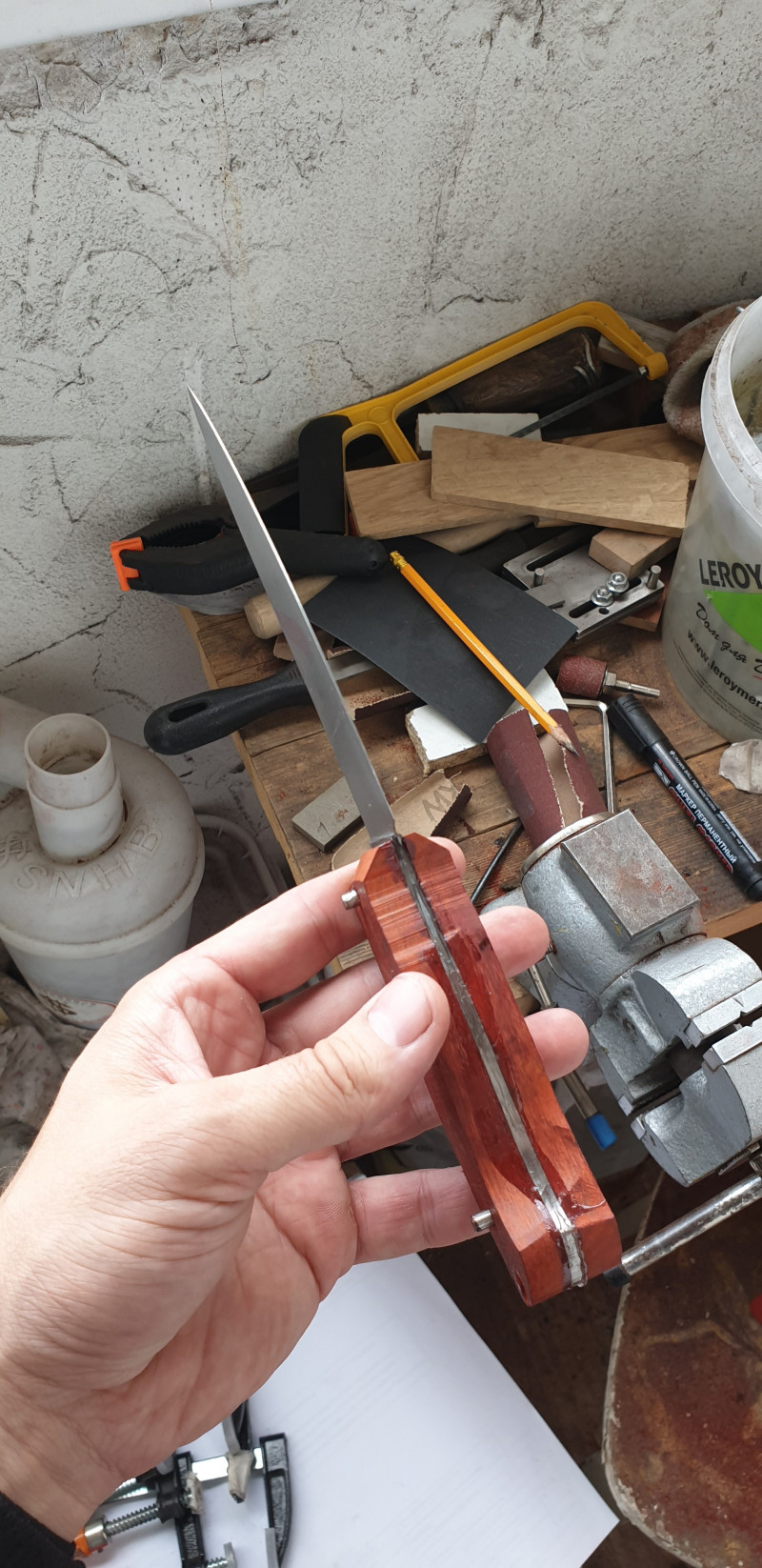
Конечный результат, после полировки рукояти и пропитки льняным маслом.

При производстве работ обязательно использую СИЗ(средства индивидуальной защиты). Древесная и металлическая пыль не смертельна, но и не полезна. Особое внимание защите органов дыхания нужно уделять при шлифовке микарты, G10, карбона. Они вредны. Карбон, при оседании на коже, колется и чешется, как стекловата.
На фото обычная древесная и металлическая пыль. Без маски всё это так же оседает на слизистых и в легких…
Так же, при работе с абразивами, немного стираются отпечатки пальцев и порой телефон перестает узнавать меня)
Напоследок, небольшое видео с помидорным тестом.
Простите за вертикальное видео, хмурый налет инстаграма…
Читайте также: