
Как сделать на трубогибе кольцо
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
В данном видео я покажу как можно сделать колечко из профильной трубы на простом самодельном трубогибе.
ПРОСИЛИ показать? ПОКАЗЫВАЮ как согнуть профильную трубу в круг своими руками, быстрее чем трубогибом!
Ручной профилегиб усовершенствованный за 12490р. Гнёт до 50х40мм. Быстрый покат за счет валов с насечками .
Этот гибочник понадобиться вам по жизни и в гараже ,и на даче ,если порой вам нужно сделать кольцо любого диаметра .
СМОТРИ как согнуть пруток в круг своими руками быстро и БЕЗ ТРУБОГИБА. Как всегда РАССКАЗЫВАЮ ВСЕ НЮАНСЫ!
В этом видео я провожу Эксперимент круглая труба на Профилегибе или как согнуть круглую трубу на трубогибе для .
Самый простой трубогиб без заморочек. Проще некуда! Сделал трубогиб без токарных работ из строительного крепежа и .
Трубогиб у меня простой, самодельный, для домашнего использования. По этой ссылке можно посмотреть, как собрать .
Трубу уводит в сторону? Дуга заминается? Оптимальное расстояние между роликами? Несимметрично расставленные .
Приветствую Вас на моём канале An Gear , где Вы научитесь делать самоделки, а главное что все это можно сделать в .
Как сделать ручной трубогиб своими руками без токарных работ. Полный процесс изготовления трубогиба для .
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

Гибка профильной трубы с заломами.

Ролик с ребром по центру.
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.
- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.

Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.

Профилегиб с валами из велосипедных ступиц.

Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.

Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.

Станок для гибки профильной трубы.





Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
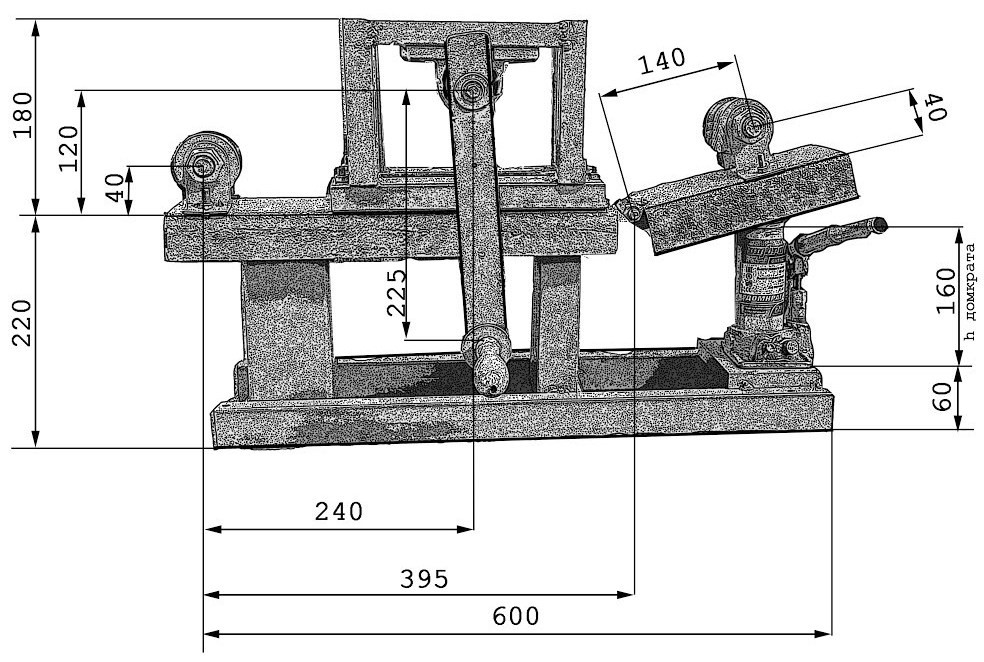
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
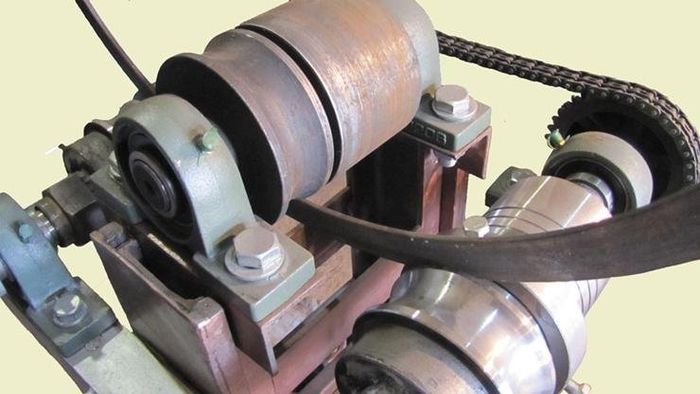
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.

Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.




Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.

Гибка круглой трубы методом обкатки.

Гибка профильной трубы методом обкатки.

Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.

Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.

Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.

Труба с заломами.

Минимальный радиус гибки трубы.
С такой проблемой может столкнуться каждый, кто самостоятельно занимается сантехническими работами с .
Любой вид сварных изделий из металла! Ковка! Сварные работы! Сделаем практически любое изделие с применением .
Всем добрый день, в продаже дорновый трубогибочный станок Российского производства ИВ 3429, это старшая модель .
Как и в видео которое опубликовал ранее, это тот же самый станок для дорновой гибки трубы ИВ 3428 Саранинского .
Гибка профильной трубы в кольцо. Не в один прием. Показан самый последний прокат. Цена станка 40 000 руб.
. он выполнил работу все сделал вот его технические характеристики гнет 32 трубу максимальное максимально стеночка .
Приспособа для гибки профильной трубы по радиусу без использования трубогиба. Для небольших объемов работы.
В этом видео я провожу Эксперимент круглая труба на Профилегибе или как согнуть круглую трубу на трубогибе для .
ПРОСИЛИ показать? ПОКАЗЫВАЮ как согнуть профильную трубу в круг своими руками, быстрее чем трубогибом!
Трубу уводит в сторону? Дуга заминается? Оптимальное расстояние между роликами? Несимметрично расставленные .
Друзья и гости канала в этом видео сделаем Трубогиб для круглой Трубы своими руками. Данный Станок подходит для .
СМОТРИ как согнуть пруток в круг своими руками быстро и БЕЗ ТРУБОГИБА. Как всегда РАССКАЗЫВАЮ ВСЕ НЮАНСЫ!
Электро-механический станок УНИГМА mini предназначен для радиусной гибки профильных труб, труб круглого сечения, .
Без использования специальных приспособлений и особых ухищрений при помощи составляющих, которые есть под рукой .
Работая с трубами есть другой способ гибки труб вот я сделал такой агрегат типа холодильника который дает минус 44 .
При создании коммуникаций или других изделий из труб, часто приходится гнуть трубы. Например, такая задача может появиться при монтировании системы водопровода или газификации. Стоит сразу сказать, что все можно делать самостоятельно, однако все работы необходимо проводить предельно осторожно. В противном случае труба будет сломана, изделие испорчено. Итак, прежде чем разобраться, как гнуть тонкостенные трубы, необходимо определить, какие устройства для этого существуют.

Сгибаем тонкостенную металлическую трубу
Сгибать металлические тонкостенные трубы можно любым способом – даже вручную с риском сломать изделие. Однако мы будет рассматривать только правильные работы без риска потери заготовки. А потому можно рассмотреть, как сгибается не только стальная труба, но и изделие из металлопластика, алюминия или полипропилена, так как они тоже попадают в список тонкостенных труб.
Уже давно применяется для сгибания труб так называемый трубогиб. Это устройство, которое имеет специфическую конструкцию. Выделяют несколько видов трубогибов. И сейчас мы о них подробно поговорим.
- Ручной трубогиб. Это устройство, которое позволяет сгибать тонкостенные трубы небольшого сечения. В основном это изделия труб из цветных металлов. Для алюминия это самый лучший инструмент. Нужно просто вставить трубу в инструмент и с помощью специального рычага проводить постепенное сгибание трубы. Как только будет достигнут нужный радиус изгиба, полученное изделие изымается с трубогиба.
- Гидравлический трубогиб. Это приспособление предназначено для сгибания все тех же тонкостенных труб, однако большего диаметра. Кроме того, гидравлическим трубогибом можно гнуть трубы с толстыми стенками. Здесь не приходится работать вручную, так как усилия компенсируются гидравлической машиной.
- Электромеханический трубогиб применяется для изгиба труб любого диаметра и толщины стенки. Устройство отличается точностью выполнения работ и отсутствием прикладываемых усилий со стороны оператора станка.

Стоит отметить, что кроме указанных устройств, существуют самодельные трубогибы, которые позволяют также достичь отличного успеха в работе. Например, плоскопараллельная пластинка. Это изогнутая заготовка, которая имеет паз. Труба вставляется в зажим, после чего ее сгибают вдоль пластины. Это довольно примитивный трубогиб, однако эффективный. Его недостатком может считаться постоянная кривизна заготовки. Потому лучше всего иметь несколько заготовок для разных радиусов сгибаемых труб. К тому же на таком трубогибе можно гнуть тонкостенную трубу только с достаточной длиной.
С помощью металлической пружины сгибаются тонкостенные трубы из цветных металлов. Так как тонкий металл при изгибе может лопнуть, используется пружина. Ее помещают в трубу до нужно места изгиба. После этого можно приступать к работе. Пружина принимает на себя все усилия и не дает возможности трубе сломаться на изгибе.
Сгибаем тонкостенные трубы с помощью песка
Трубы, которые имеют тонкие стенки и изготовлены из мягких и пластичных металлов, отлично гнуться с помощью песка. Для этого необходимо засыпать трубу песком и с двух сторон закрыть ее заглушками. После чего необходимо в месте изгиба нагреть трубу, например, паяльной лампой. Как только это будет выполнено, можно гнуть трубу. По окончанию работ песок высыпаем из трубы. В данном случае сыпучая смесь играет роль демпфера, который принимает на себя все усилия. Однако так нельзя сгибать оцинкованные трубы. Дело в том, что при нагревании оцинкованная поверхность будет нарушена.
Сгибаем металлопластиковые трубы
Металлопластиковые трубы также относятся к тонкостенным трубам. Они очень часто используются в домашних условиях. Потому сгибать приходится их часто при выполнении различных систем. В некоторых случаях приходится изгибать трубы до 180 и более градусов. Очень часто приходится гнуть металлопластиковые трубы при выполнении напольного отопления. Там встречается большое количество изгибов и поворотов труб.

Чтобы не повредить изделие при сгибании, необходимо использовать некоторые инструменты. Не получится сразу согнуть металлопластиковую тонкостенную трубу на большой радиус. Если резко гнуть трубу, ее внутренняя стенка сломается. Изгиб нужно проводить плавно, все время, смещаясь вдоль трубы. Пять движений, и труба может быть согнута под прямым углом. Далее постепенно продолжаем сгибать изделие до нужного радиуса.
Можно достичь расстояния параллельных участков при изгибе на 180 градусов до 15 сантиметров. Примечательно, что аналогичным способом можно вернуть форму изделию. Запрещается гнуть металлопластиковые трубы с помощью нагревания по объективным причинам.
Сгибаем полипропиленовую трубу
Полипропиленовые трубы приходится сгибать очень часто. Они применяются в системах водопровода, канализации, а еще чаще – в отоплении. В некоторых случаях приходится так изогнуть трубу, чтобы удалось обойти какое-либо препятствие, например, другую трубу в системе.
Полипропилен считается твердым материалом, однако, до некоторых пор. Сгибание холодной трубы не принесет желаемого результата, а вот если нагреть трубу – другое дело. Для этого можно использовать строительный фен. Как только полипропилен нагревается, он становится мягким и пластичным. Тут его и нужно сгибать до нужной формы. Но нельзя переусердствовать, ведь полипропилен может совсем расплавиться. Кроме того, работу нужно проводить осторожно, так как существует риск получения термического ожога. Потому применяются перчатки.
Сгибание квадратной тонкостенной трубы
Очень часто приходится гнуть тонкостенные трубы квадратного сечения, например, при создании конструкций, которые требуют плавного поворота. Очевидно, что согнуть прочную трубу квадратного сечения вручную не получится. Поэтому используется трубогиб. Хотя, можно воспользоваться и другим способом.
Нужно засыпать песком профильную тонкостенную трубу. Концы закрыть заглушками и закрепить трубу на концах в тисках, например. Далее с помощью легких постукиваний резиновым молотком изгибаем трубу до достижения нужного радиуса. Песок внутри изделия не даст стенкам труб деформироваться в ненужном русле. А для того чтобы согнуть трубу еще больше, необходимо сделать то же самое, только в качестве дополнения использовать паяльную лампу для нагревания. Нагретый металл гнется лучше.

Как согнуть тонкостенную трубу большого диаметра
Перечисленные способы сгибания труб могут использоваться в домашних условиях. Однако стоит рассмотреть способы сгибания труб с тонкими стенами, но с большим диаметром сечения. Вряд ли придется выполнять очень часто такую работу, однако, как это выполнять – знать нужно.
Очевидно, что усилия приложить потребуется не малые. Потому трубы большого диаметра гнуться с помощью нагрева или с помощью гидравлического трубогиба. Самым надежным считается гидравлический трубогиб. Он дает гарантию того, что изделие при изгибе не сломается. К тому же работы выполняются без нагревания – холодным способом. Необходимо лишь в трубе прорезать небольшие деформационные каналы, которые не дадут возможности трубе лопнуть при изгибе. Потом нужно аккуратно заварить их.
Читайте также: