
Токарный резец своими руками по металлу
Добавил пользователь Morpheus Обновлено: 05.10.2024
Из всех технологических операций, производимых над заготовками из металла, обработка на токарном оборудовании является наиболее распространенной. Именно поэтому заточка резцов для токарного станка, предназначенных для работы по металлу, является очень важным процессом, выполнять который следует правильно. Особенности осуществления такой процедуры зависят как от материала, который предстоит обрабатывать, так и от типа самого режущего инструмента (фасонный, проходной, резьбонарезной, расточной и другие).
Порядок заточки поверхностей резца
Конструкция токарных резцов
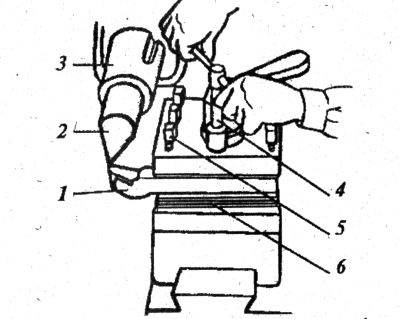
Заточка токарных резцов не может быть выполнена правильно, если не разобраться в конструктивных особенностях такого инструмента. Основными элементами его конструкции являются стержень-державка, при помощи которого резец фиксируется на станке, а также рабочая головка: именно ее режущую часть и необходимо регулярно затачивать.
Рассмотрим более подробно рабочую головку токарного резца. Ее формируют два типа поверхностей: передняя и задние. Переднюю отличить очень просто: именно по ней осуществляется отвод стружки. Задними же называются те стороны резцов, к которым обращена заготовка в процессе выполнения ее обработки. Они могут быть основными или вспомогательными, что зависит от их расположения.
Самый важный элемент любого резца (в том числе и для токарного станка по металлу) — его режущая кромка — формируется в месте пересечения задней основной и передней поверхностей. В конструкции любого резца присутствует и вспомогательная кромка, образованная пересечением его задних поверхностей: основной и вспомогательной. Вершина инструмента, которая упоминается в специальной литературе, — это место пересечения его режущей и вспомогательной кромок.
Основными характеристиками токарных резцов по металлу, определяющими их функциональные возможности, являются углы заточки, подразделяемые на главные и вспомогательные. Для того чтобы определить значения главных, их измерение производят в плоскости, которая формируется при проецировании режущей кромки на главную плоскость.
Вообще, для определения углов режущего инструмента используют две плоскости:
- основную, накладываемую на опорную сторону токарного резца, расположенную в его нижней части (по отношению к направлению подач станка такая плоскость является параллельной);
- плоскость резания, располагаемую по касательной относительно поверхности обрабатываемой заготовки (данная плоскость пересекается с основной режущей кромкой инструмента).
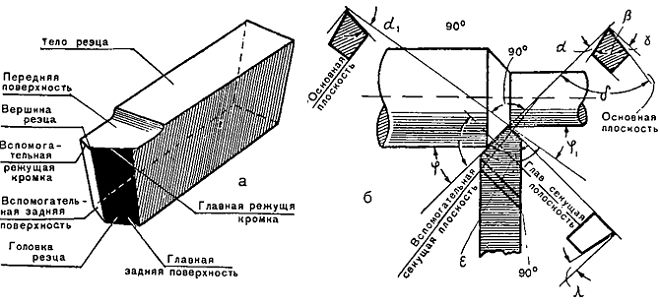
Элементы и плоскости токарного резца
В конструкции рабочей части токарного резца различают углы нескольких типов:
- заострения — расположенные между передней поверхностью резца и задней основной;
- задние главные — находящиеся между задней основной поверхностью и плоскостью резания;
- передние главные — расположенные между передней стороной инструмента и плоскостью, перпендикулярной к плоскости резания.
Проверить правильность их определения достаточно просто: их сумма всегда составляет 90 градусов.
Кроме вышеперечисленных, конструкцию рабочей головки токарного резца характеризует еще несколько углов между:
- направлением подачи и проекцией, которую откладывает основная режущая кромка;
- плоскостью обработки и передней поверхностью резца;
- проекциями, которые откладывают основная и вспомогательная режущие кромки.
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.

Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
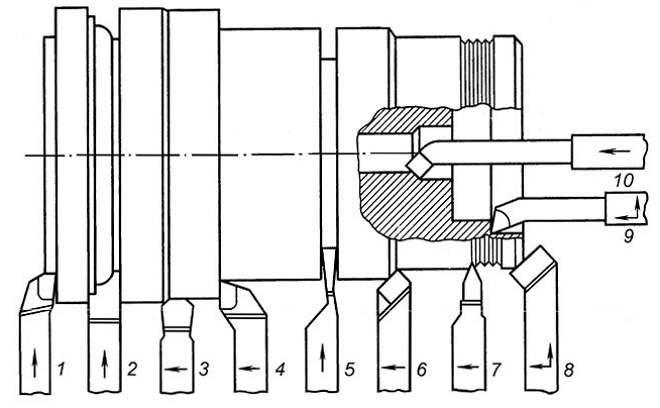
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
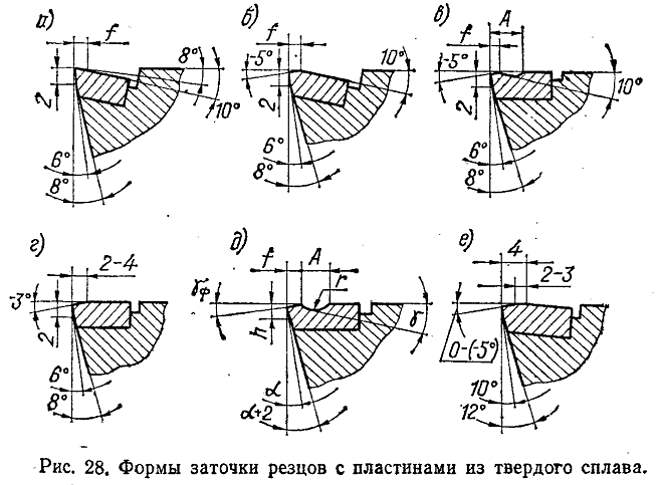
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
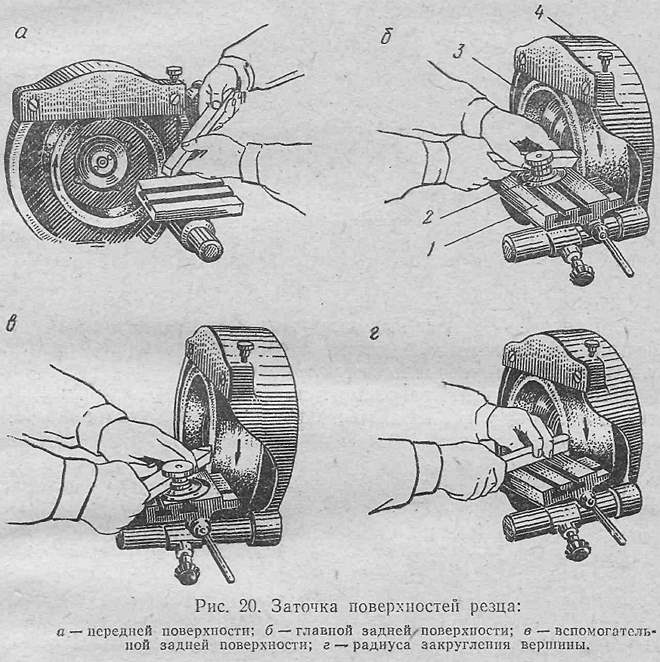
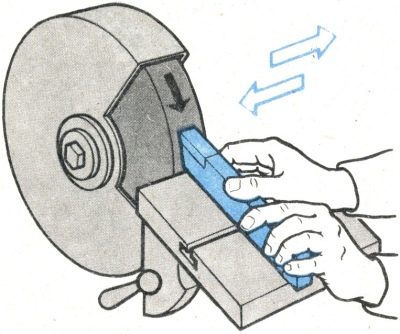
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Особенности заточки резцов для токарного станка
Существуют определенные нюансы, которые следует учитывать при заточке токарных резцов своими руками с использованием точильного станка. Так, выполнение обработки задней поверхности резца осуществляется в три этапа.
- Первоначально заднюю поверхность обрабатывают под углом, равным заднему углу самой державки. Как правило, он получается несколько больше, чем задний угол резания (приблизительно на 5 градусов).
- На втором этапе обрабатывают заднюю поверхность самой режущей пластины. При этом ее затачивают под углом, превышающим задний угол резания на 2 градуса.
- Третий этап — это формирование требуемого заднего угла при помощи доводки. Важно, что такой угол формируют не на всей задней поверхности резца, а только на неширокой фаске, непосредственно прилегающей к режущей кромке.
В несколько этапов выполняется заточка и передней поверхности токарного резца. Так, предварительно ее затачивают на угол, равный углу расположения самой режущей пластины. Этот угол, как и в случае с задней поверхностью, несколько превышает передний угол резания. Непосредственно угол резания, который необходимо сформировать на передней поверхности резца, получают при помощи чистовой заточки или доводки. Этим процессам подвергают узкую полоску, прилегающую к режущей кромке твердосплавной пластины.

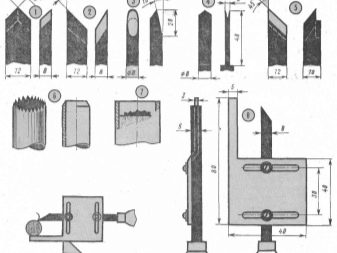
Использование подкладок при заточке
Для большего удобства выполнения заточки токарных резцов на точильных станках, а также для получения углов с заданными параметрами используются специальные подкладки, которые устанавливают между опорной поверхностью инструмента и столиком станка, где он располагается. Чтобы добиться еще более точной и качественной заточки, можно своими руками доработать конструкцию столика станка, сделав его регулируемым по высоте и углу поворота. После такой доработки станка необходимость в использовании подкладок определенной толщины отпадает.
При выполнении заточки токарного резца важно обращать внимание на то, чтобы его режущая кромка располагалась на одном уровне с центром точильного круга, но не ниже, чем 3–5 мм по отношению к нему. Следует учитывать и направление вращения точильного круга. Это необходимо для того, чтобы сделать процесс заточки более безопасным, а также чтобы минимизировать риск отрыва режущей пластины от державки резца. Точильный круг в процессе выполнения заточки должен вращаться так, чтобы прижимать режущую пластину, а не отрывать ее от державки.
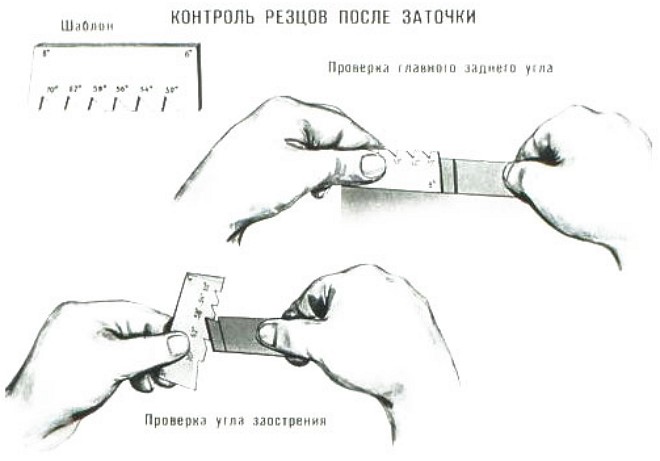
Шаблон для проверки правильности заточки резцов
Естественно, что после осуществления заточки режущего инструмента для токарного станка по металлу необходимо проверить правильность ее выполнения. Проще всего выполнить такую процедуру при помощи специального шаблона, который можно приобрести или изготовить своими руками. Если купить готовый образец не представляется возможным, то самостоятельно его сделать лучше из листовой стали, которая может подвергаться закалке.
Высокая твердость такого шаблона, которую он получит после закалки, даст возможность использовать его на протяжении длительного периода. Изготавливая трафарет, следует сделать на нем вырезы, соответствующие наиболее ходовым углам заточки. Только после выполнения таких вырезов готовый шаблон подвергают закалке. Следует иметь в виду, что от точности изготовления такого трафарета в полной мере будет зависеть то, насколько правильно будет заточен ваш резец для токарного станка по металлу.
После выполнения заточки режущие грани инструмента необходимо довести до требуемого состояния. Такой доводке подвергаются небольшие участки поверхностей резца (шириной до 4 мм), непосредственно прилегающие к его режущим граням. Для выполнения доводки используют медные оселки и присадки, выбор которых зависит от материала изготовления рабочей части инструмента. Так, для доводки твердосплавных резцов на оселок наносят специальную пасту или карбид бора, смоченный керосином. Для доводки резцов из других материалов используют оселки с небольшим уровнем абразивности, поверхность которых смачивают машинным маслом или керосином.
Заточка токарных резцов по металлу имеет большое значение в технологическом процессе. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Правильно проведенная операция помогает значительно продлить срок службы оборудования.

В каких случаях она необходима?
В процессе эксплуатации происходит трение стружки о рабочую поверхность инструмента. За счет повышения температуры в процессе работы происходит износ детали. Если не проводить заточку, то значительно снижается полноценный срок службы детали и всего оборудования.
В документации указана допустимые параметры износа резца. Если эти параметры превышены – инструмент использовать нельзя. Его необходимо заточить по передней и задней поверхности.

Допустимая величина износа отличается в зависимости от условий работы и колеблется в пределах 0.3-2 мм.
Инструменты и приспособления
В зависимости от сплава, твердости, угла затачивания и других технологических деталей, необходимо подобрать инструмент для заточки резцов. У каждого приспособления есть свои преимущества и недостатки.
Мусаты
Действенный инструмент, который представляет собой металлический стержень с рубчиком. Обработка ведется при помощи рукоятки.

Точильные бруски
Еще один вариант ручной обработки. Для заточки резцов при помощи точильных брусков потребуется сноровка, которая приобретается лишь с опытом. Резец необходимо приложить к детали и провести по ней от 10 раз.

Механические точилки
Автоматизированный способ заточки. Для начала нужно выставить входные параметры и в зависимости от них активно действовать инструментом.

Электрические точилки или заточный станок
Это наиболее универсальный и простой метод заточный станок удобно использовать, внешне он напоминает металлический брус с отверстиями разных размеров.

Наждачный, алмазный круг
Широко применяется алмазный круг, поскольку он обеспечивает высокую чистоту режущих поверхностей. Также с применением алмазных кругов увеличивается ресурс работы заточных резцов – количество возможных переточек возрастает на 20-30%.

Как правильно затачивать?
Заточку нужно производить в зависимости от износа и конструкции резца. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.

Для многорезцовых станков заточка оснастки проводится по задней поверхности, а фасонных – по передней.
Выбираем способ в зависимости от вида режущего инструмента
Вид резца определяется количеством поверхностей, а также шириной лезвия и его формой. В соответствии с этими параметрами и следует выбирать способ заточки и его технологические особенности.

Вид резца, как и способ его заточки выбирает мастер в зависимости от работ, которые ему необходимо провести на токарном станке.
Плоские прямые
Основное предназначение данных резцов – обработка поверхности. Также с их помощью создают небольшие отверстия, выемки и пазы в готовых изделиях. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
Угол заточки 25-40°.
Сам процесс заточки имеет упрощенную схему. Достаточно выровнять повреждённый при использовании торец. Обработка происходит аккуратной заточкой, без пресыщения на области. В последнюю очередь выставляется ручка.
Косые прямые
Заточка этих резцов происходит по следующей схеме:
- Выбрать нужные параметры ширины в пределах 4-40 мм.
- Подобрать подходящую для работы резца ширину.
- Срезать один угол до соотношения 70-75°.
- Провести заточку под углом в 25°.
Необходимо проверять с определенной регулярностью расположение кромки. Это требуется для контроля, чтобы резец лежал ровно с обоих поверхностей. Если кромка содержит изъяны, то такого эффекта добиться не получится.

Отрезные
Это специальные модели, необходимые для образования углового резца. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
- Вырезать угол торца под углом не больше 45°.
- Произвести заточку до 40°. Также заточка не должна быть меньше 30°, так как инструментарий становится неэффективным в работе.
Длину мастер может выбрать сам в зависимости от требуемого варианта для конкретной работы.
Полукруглые плоские
Этот резец необходим, чтобы делать выемки в готовых изделиях круглыми. Но при этом сфера применения резца более широкая, например, он используется для обеспечения обработки после проведения черновой работы.
- Обточка с использованием необходимых материалов.
- Примерка торца, чтобы он четко подходил по форме.
- Проведение заточки в параметрах от 20 до 45 градусов.
Если мастер на токарном станке собирается делать декоративные вариации выемок, то ему понадобится несколько различных полукруглых плоских резцов.
Желобчатые
Это самые необычные виды резцов, в первую очередь из-за своей формы в виде желоба. Ширина инструмента не превышает 3 см на изношенном каркасе для начала необходимо обработать торец до 10 см, чтобы получить полукруг. Заточить нижнюю часть, которая расположена на выпуклой поверхности до 40 градусов.
Рассчитываем углы затачивания: типы и характеристики
Если неправильно выбрать угол затачивания в результате вся процедура будет неэффективной. При длительной неправильной заточке легко повредить резец и тогда придется приобретать новый инструмент. У резцов существует несколько типов углов: вспомогательные, в проекции, в плане, главные. Каждый из углов имеет свои особенные характеристики.

Главные углы
Все на резце 2 главных угла: передний и задний. Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Вспомогательные углы
Эти углы расположены на вспомогательной площадке. Главный вспомогательный угол находится между направлением и режущей кромкой. Есть еще и второй вспомогательный угол, который образован отрезком прямой, идущей через вершину плана, и пересекается в площади кромки.
Углы в плане
Углы находятся в трех местах. Главный угол в плане – возле проекции и главной линии. Вспомогательный угол – продолжает проекцию по направлению рабочего процесса. Угол у вершины – у плоскости с пересечением основной. Первые два угла не могут иметь показатели ниже нуля, а с третьим это вполне возможно.
Способы измерения углов режущего инструмента
Измерения проводятся с помощью простого угломера. Угломер стандартный состоит из основания, непосредственно сектора изменений, шаблона и винта для фиксации. Схема измерений:

Показатели измеряются при помощи специальной линейки, но есть и нониус, который помогает провести более точные измерения.
Подробные схемы и инструкции, как это сделать своими руками
Мастер должен знать полный технологический процесс, чтобы правильно производить заточку инструмента своими руками.
Технологический процесс
Технологический процесс включает в себя несколько основных моментов:
- Заднюю поверхность обрабатывают под углом равным заднему углу державки.
- На втором этапе происходит обработка самой режущей поверхности.
- Угол заточки должен быть на пару градусов больше, чем задний угол резания на пару градусов.
- Уже на третьем этапе формируется задний угол.
После доводки следует шлифовка, как финальный этап заточки.
Проведение доводки
Доводку следует проводить по выбранной методике. Основные моменты:
- резцы не погружают в воду, поскольку они могут сломаться;
- при доводке обязательно подавать воду для охлаждения;
- сначала обрабатывают заднюю грань, затем главную и вспомогательную.
Шлифовка
Шлифовку проводят с использованием наждачного круга. Оптимальный вариант – мелкозернистая модель.
Техника безопасности
Каждый мастер, работающий на токарном станке, должен уметь проводить заточку резцов своими руками. Важно только соблюдать правила техники безопасности. Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Заточка резцов для станка – один из наиболее важных технологических процессов, который должен уметь выполнять любой квалифицированный токарь. Детали процесса зависят от вида резца, выполняемых работ и степени износа.
Профессионалы знают о резцах для токарных станков все, а вот несведущим несложно потеряться в многообразии видов, форм и производителей инструментария. И тем более сложно подступиться им к теме создания резцов собственноручно. А ведь еще есть правила заточки и установки. Стоит этому уделить внимание.
Особенности
Что такое токарный резец – это элемент, предполагающий державку и рабочую головку. Первая помогает фиксировать резец на станке, а вторая – работать с заготовкой. Сечение державки может быть квадратным и прямоугольным. Рабочая часть включает несколько смежных плоскостей и режущие кромки, а угол заточки связан с характеристиками материала, который обрабатывается в данный момент, и с самим видом обработки.

Немного о рабочей головке: она может быть цельной либо с пластинами, что с ней сварены (либо припаяны). А еще сегодня существуют резцы для токарного станка, которые орудуют со сменными пластинами, что очень удобно. Резцы с цельными элементами встречаются реже, а вот со сварными/спаянными – куда чаще. Их делают из быстрорежущей стали либо из твердого сплава с танталом, титаном или вольфрамом.
Деталь может использоваться, чтобы обрабатывать стальные, чугунные, цветметалловые изделия, а также материалов неметаллического типа.
Рабочая же часть токарного резца бывает твердосплавной, бывает – из быстрорежущей стали, либо из углеродистой высококачественной стали. Видов же резцов очень много, это большая и сложная классификация.


Обзор видов
Резцы различаются функциональностью, конструктивной нюансировкой и прочими параметрами.
По назначению
Здесь речь идет о материалах, с которым работает резец.
По дереву. В маркетах их можно найти в комплектах с кольцами, гребенками, рейерами, крючками, мейселями. Резцы и механизмы вращения скрепляются.
По металлу. Когда нужно приварить или припаять пластину, вот тогда и говорят об оптимальном выборе для резцов. Твердые сплавы и быстрорежущие используются в таком случае чаще. Установка таких резцов возможна не только на токарные станки, но и на долбежные, строгальные, спецназначения и другие.


Эта классификация невелика, здесь выбор не будет трудным.
По конструкции
Это цельные резцы, в которых стержень и головка сочленены одной системой. Или это инструмент с приварными пластинами, они очень прочно соединены с головкой. Если спайка пластин осуществлялась без технической точности, на рабочей поверхности впоследствии могут образоваться трещины. Используют такие резцы широко, потому что они подходят самым разным станками.
Резцы же с механическим креплением пластин считаются одним из удобных вариантов для металлических пластин. Это касается и сборных, и регулировочных разновидностей, и державочных.
По типу обработки
Здесь резцы делят на чистовые и получистовые. У чистовых подача невысока по скорости, с болванки снимают материал с малой толщиной. Чаще всего такие инструменты представлены проходным резцом. Получистовые очень похожи на предыдущий вариант, но они по характеристикам слабее чистовых. Но использоваться они могут для тех же задач.


По виду установки
Тангенциальные резцы – инструмент, который устанавливается по определенному углу, причем, любому, за исключением прямого. Измеряется это относительно оси поверхности, которая проходит операцию. И отличается инструмент сложной схемой крепежа для внутреннего точения.
Радиальный резец отличает фиксация исключительно прямого угла по поверхности, которая проходит обработку. Для промышленных целей популярный вариант. И есть у радиальной разновидности большой плюс – это упрощенная крепежная система.


По типу подачи
Тут все еще проще: левыми резцами называют инструменты с правой частью резки, именно к ней повернут обрабатываемый металл. У правых же резцов слева находится часть резки, на нее повернута металлоповерхность для обработки.

По креплению режущей части касательно стержня
А эта характеристика презентует 4 вида резцов. Отогнутые отличаются особой выгнутой линией, свойственной чертой для оси проекции именно верхнего положения. А боковая локализация обеспечивает прямоположение линий. Прямые резцы – те, ось проекция которых сохраняет ровную линии, причем сверху и сбоку.
У оттянутых резцов головочная часть и стержень разные по размеру, головка будет поменьше. На резцовой оси ее крепят. Детали свойственно некоторое смещение касательно оси резцов, в любую сторону. Ну а выгнутые резцы при верхней локализации связаны с проекционной осью ровной линией, боковая же проекция – с выгнутой линией.


По способу обработки
И здесь немало разновидностей.
Подрезные. Если это станок с поперечной подачей заготовок, инструмент легко соединяется с оборудованием. Это или края разных поверхностей, или же ступенчатые элементы.
Проходные. Функциональны для металлообработки с оборудованием поперечной и продольной подачи. Это актуально, если подрезка относится к торцам, к цилиндрическим и конусовидным заготовкам.
Расточные. Нужны для сквозных, а также глухих отверстий, для углублений и выемок.
Круглые. Здесь форма определила название.
Резьбовые. Формируют резьбу внешнюю и внутреннюю, с трапециевидным сечением, а также круглым и прямоугольным. Сами изделия могут быть ровные, круглые, а также выпуклые.


А еще резцы бывают ровные (прямоугольные грани у них сохраняются), выгнутые (отличаются только по форме, незначительно), фасонные (совмещаются с фасонными формами сложных конструкций).
Материалы
Уже отмечалось, что резцы делают из самых разных материалов. Например, из твердых. Это вольфрамовые инструменты, которые могут обрабатывать цветные металлы и разные сплавы. Хороши для заготовок из чугуна, неметаллов. Еще существуют титановольфрамовые резцы, способные работать с любыми металлами. А тантало-вольфрамо-титановые резцы нужны там, где задача – обработка трудных металлов, например, ковочных и жаростойких, то есть тех, которые так просто не берутся.


Если резцы делают из материалов быстрой резки, то они могут быть с норма-эффективностью и с повышенной эффективностью. А вот те инструменты, что выполнены из углеродистого материала, считаются, и вполне справедливо, наиболее качественными.
Лучшие производители


Советы по выбору
Резец подбирают зависимо от того, что за деталь предстоит обрабатывать, от материала детали, от формы и желаемой чистоты поверхности. Например, запрос есть на цилиндрическую деталь без внутреннего отверстия, значит, резец потребуется проходной отогнутый, проходной прямой либо упорный.
Что еще учесть при выборе:
материал изготовления (нержавеющая сталь или твердые сплавы, например);
наличие/отсутствие комплекта (зачастую выгоднее покупать именно наборы);
возможность использования универсального инструмента, такой резец еще могут называть сборным, так как в нем к державке могут крепиться разные пластины, а потому и обрабатывать можно разные заготовки под разными же углами.


Как сделать своими руками?
Допустим, речь идет об изготовлении токарного резца по дереву. Именно такие инструменты делают самостоятельно чаще.
Любая разновидность стамески предполагает следование такой схеме.
По чертежам либо фото выпиливается стальная заготовка нужной формы – это делается на токарном станке согласно заданных размеров.
Осуществляется первичная заточка будущего резца.
Металлическую деталь надо закалить, чтобы резец смог обрабатывать разные виды древесины. Сначала металл нагревается до предельной температуры, потом его опускают в машинное масло, и там он должен полностью остыть. А можно выдержать и просто при комнатной температуре.
Далее следует финишная заточка.
Режущая часть резца насаживается на деревянную ручку инструмента.


В этом процессе самым ответственным моментом будет первичная заточка. Резцы очень разные, их делают из напильника, например, но суть именно в предназначении инструмента, оно влияет на итог. Например, чтобы сделать резец с полукруглым режущим краем, на заготовке отмечают контур, по нему удаляют все лишнее и делают заточку оконечника нужного радиуса. Режущий край подтачивать надо аккуратно, чтобы тот вышел ровным.
Пример того, как выполнить своими руками резец-рейер.
Из напильника выковывается заготовка по размерам.
Плоская заготовка кладется на полукруглую обжимку, которая стоит в наковальном отверстии, сверху фиксируется полукруглая гладилка, по ней ударяют молотом. Так делают, чтобы полотно вокруг продольной оси было загнуто. Вместо гладилки используется стальной прут.
Потом заготовка закаливается, ей нужно дать остыть.
Полотно отправляется в печку, чтобы нагреться до 200 градусов. Через 20 минут его достают и оставляют просто на воздухе, пока не остынет.
Наружная и внутренняя поверхности обрабатываются, обязательно выравниваются все деформации.
Режущую кромку надо заточить, сначала выровняв ее перпендикулярно продольной оси.
Осталось только насадить ручку – рейер своими руками готов.


Лезвие у рейера, кстати, может быть прямым или скошенным, фигурным в зависимости от целей использования инструмента, широты его действий.
Нюансы заточки
Заточка резцов – момент более чем ответственный. Без нее не получится поддерживать рабочую часть в оптимальном состоянии, в форме и с нужным углом. Не надо затачивать только резец в виде одноразовой твердосплавной пластины. Если говорить о промпредприятиях, там резцы затачивают на специальном станке. В домашних условиях приходится проявлять изобретательность. Например, могут для этого использоваться химреактивы или точильные круги. На токарном станке нередко устанавливают абразивный круг – он довольно качественно может заточить резцы, доведя инструмент до нужной геометрии.


Если решено выбрать именно точильный круг, надо ориентироваться на материал основы. Например, затачивая правильно твердосплавный резец, круг будет зеленым, карборундовым. Если заточке подвергается деталь из качественной углеродистой стали или быстрорежущей стали, круг надо выбрать корундовый.
Заточка проводится с охлаждением и без него, и первый вариант для многих мастеров куда предпочтительнее. Холодная вода будет подаваться на участок, где резец и вступает в контакт с точильным кругом. Если же охлаждение исключается, то после процедуры резко охлаждать инструмент недопустимо, режущая часть рискует просто растрескаться.
Затачивание также предполагает образцовую поэтапность: сначала на круге обрабатывается задняя поверхность основы, потом – задняя вспомогательная, и только на финише – передняя. Завершит работу затачивание резцовой вершины, с учетом необходимого радиуса закругления.
Непосредственно в момент затачивания элемент следует медленно передвигать по кругу (именно медленно, спешка часто срывает операцию), не слишком-то прижимая его. Это важно для организации равномерной изнашиваемости и формирования предельно ровной режущей кромки.
Правила установки
Безукоризненная фиксация элемента на резцедержателе – это последующий правильный ход точения. Если установить инструмент неверно, станок просто вскорости износит режущую кромку. До начала установки необходимо очистить опоры держателя. По сути, правило No 1 – вершина резца должна пребывать на уровне линии центров токарного станка (это и означает выставить по центру). Если установить ниже линии, деталь просто вытолкнется из центра при набегании, если выше – будет недопустимым нагрев и износ будет скор.
Что еще важно знать про установку:
если он будет закреплен в спецдержателе не меньше чем на два болта, это уже дает гарантию правильной установки;
закрепленный резец подводится к центру задней либо передней бабки, проходит высотную регулировку, под него стелется не больше трех подкладок;
к слову, подкладки подготавливаются комплексно, им альтернативы нет;
подкладки кладутся на опору держателя резца с контролем вылета последнего (не больше 1,5 стержневой высоты), иначе работать станок будет с вибрацией;
потом регулировать глубину резца можно пробными стружками или лимбом подачи поперек;
если берется первый метод, резец подводится плотно до касания к элементу вращения, затем он идет вправо, а потом глубина резки определена интуитивно;
если с диаметром заточки промахнулись, нужно все повторить с необходимой глубиной резки, пока не получится нужное.
Кстати, перед тем как установить резец в держатель, следует знать, что в нем могут закрепляться одновременно 4 элемента. Меньше двух болтов на крепление не предусмотрено.
Для нарезания металла, для резьбы деревянных поверхностей резцы практически незаменимы. Можно искать нужный элемент в единственном числе, можно приобретать многорезцовые наборы для станков с ЧПУ, а некоторые элементы дешевле обойдутся в самостоятельном изготовлении. Главное – точно знать функциональность инструмента и понимать технологию работы с ним.

Оборудование
Все дело в деньгах. Токарные станки по металлу — вещи очень и очень недешевые, это касается даже самых простейших моделей.
Сделать своими руками такого рода станок – дело вполне по силам любому желающему, поэтому многие домашние и кустарные мастера сооружают эти аппараты самостоятельно и очень успешно.
Сферы применения токарного станка
Токарный станок – аппарат древний, это раннее приспособление для обработки самых разных деталей из разнообразнейших материалов – от металла до дерева и др.
Обработка – это прежде всего обточка поверхностей как внутри, так и снаружи, сверление и расточка отверстий разного диаметра, нарезка резьбы, формирование рельефа поверхностей с помощью накатки.
Если говорить о токарной обработке металлических деталей, то промышленные токарные устройства, произведенные разными заводами, являются дорогими и массивными агрегатами, управлять которыми весьма непросто.
Они никоим образом не относятся к настольным аппаратам, это серьёзные промышленные агрегаты, которые в принципе не подходят для кустарных работ. Поэтому самодельный токарный станок, сделанный своими руками, — отличная идея по всем соображениям.

Чертеж станка токарного.
Вы можете, к примеру, сделать его в виде мини-версии, которого будет вполне достаточно для обработки как металлических деталей, так и заготовок из любых других материалов.
При использовании домашних самодельных мини-станков есть определенные ограничения: они предназначены главным образом для работы с круглыми деталями, с сечениями типа осей, рукоятками для инструментов, колес и т.д.
В мини-станках детали нужно фиксировать только в горизонтальном положении для их вращательных движений. Лишний материал по ходу обточки снимается резцами, которые закреплены в суппорте токарного аппарата.
Составные части мини-токарного станка по металлу
Состав любого токарного устройства традиционный, все нижеперечисленные элементы присутствуют вне зависимости от того, каким образом он сделан – вручную дома или промышленным образом.
Устройства состоят из следующих составных частей:
Станина
Главный несущий элемент всей конструкции, придающий ей жесткость и прочность. Станина самодельного токарного станка по металлу изготавливается из деревянного бруса или металлических заготовок в виде готовых уголков.
Главное требование к станине – необходимая прочность, так как конструкция станка во время процесса обработки подвергается воздействию сильной вибрации.
Привод
Главный элемент той части, отвечающей за мощность работы. Привод нужно выбрать очень правильно исходя из нужно мощности. Это задача непростая, над которой следует хорошенько подумать.
Будет достаточно бывшего в употреблении привода от стиральной машинки, строительного миксера или чего-нибудь еще, если вы делаете легкий станок для работ по металлу.
Количество оборотов при таких приводах – около 1500 оборотов в минуту, а мощность – 200Вт или немного выше.
- Задняя бабка.
Это специальная пластина из стали, к которой приваривается тоже стальной уголок. Она нужна для плотной фиксации обрабатываемой детали к станине для качественной обработки. - Передняя бабка.
Это такая же часть, как и задняя бабка, но в отличие от передней она фиксируется на подвижной раме аппарата. - Передний и задний центры.
- Суппорт.
Это один из ключевых факторов для рабочих элементов аппарата, информацию о котором читайте ниже.
Как производится вращение?

Устройство токарного станка.
Вращательный момент формируется в станке разными способами. Можно установить рабочую часть на вращательный вал электрического двигателя напрямую. Такой подход много чего сэкономит: и место, и деньги на запасные части.
К сожалению, такое расположение возможно далеко не всегда, поэтому главным исполнителем вращательного движения назначаются так называемые передачи. Они бывают цепными, ременными и фрикционными.
У каждого вида передачи есть свои плюсы и минусы:
Ременная передача
Самый бюджетный вариант передачи для мотора со многими преимуществами. Главное из них – надежность. Сделать ременную передачу просто: чаще всего мастера берут таковую от других устройств.
Есть и недостаток – это его недолговечность, так как ремни быстро изнашиваются. Вам придется менять их довольно часто.
Цепная и фрикционная передачи
Основные узлы устройства
Движение суппорта может происходит в следующих направлениях:
- Продольное движение, при котором рабочий элемент устройства движется вдоль соединяемой детали. Такое направление производится при вытачивании круговой резьбы или для удаления поверхностного слоя краски или еще чего-нибудь с обрабатываемой заготовки.
- Поперечное движение суппорта производится перпендикулярно по отношению к оси детали. С помощью такого движения производятся отверстия и углубления.
- Наклонное движение может проводится под различными углами наклона, его используют для производства поверхностных углублений различной конфигурации.
Следует помнить, что суппорт, как самая работающая и подвижная часть аппарата, является самой изнашиваемой.

Элементы токарного станка.
Быстрый износ объясняется действием постоянной и серьезной вибрации, которое выливается в расшатывание креплений и последующим люфтам, что всегда сказывается на качестве токарной работы в том или ином виде. Такой беды можно избежать, для этого нужна постоянная подстройка и регулировка суппорта.
Регулировать суппорт можно разными способами. Если регулируется люфт, то его устраняют с помощью винта. Зазоры можно ликвидировать с помощью специальных вставок между кареткой и направляющими.
Зазоры появляются при износе винта, который контролирует продольное и поперечное движения в плоскостях. Сальники также могут изнашиваться. В этом случае их промывают и смазывают до полной пропитки машинным маслом. Иногда их нужно просто заменить на новые.
Этапы сборки токарного станка
Самодельные токарные станки по металлу своими руками собираются быстро и несложным образом. Единственное, что нужно точно соблюдать, — порядок сборки.
Самодельный токарный станок нужно собирать с максимальной точностью:
- Первым делом – сборка рамы из металлических элементов. Лучше, если это будут швеллеры и балки. Нужно обязательно рассчитать нагрузку для планируемых работ: с деталями каких размеров вы собираетесь иметь дело? Если, к примеру, вы планируете обрабатывать металлические предметы длиной больше 5-ти сантиметров, металлическая рама станка должна быть должны быть толщины свыше 3-х сантиметров.
- Установка продольных валов с направляющими на швеллеры. Лучше зафиксировать валы узлами сварки, но можно закрепить и болтами.
- Подготовка передней бабки из гидравлического цилиндра с толстыми стенками и двумя подшипниками, спрессованными в тело цилиндра.
- Прокладка вала с использованием подшипников с большим диаметром.
- Заливка жидкости для смазки в гидравлический цилиндр.
- Установка и фиксация шкива с суппортом и направляющими.
- Монтаж электропривода.
Не забыть заняться специальным подручником для хорошей устойчивости резцов для токарного станка по металлу. Токарный резец по металлу – один из ключевых элементов, с ним работаем внимательно и аккуратно.
Внизу конструкции станка прикрепить металлическую полоску с защитной функцией – она не даст рабочей части станка деформироваться по ходу активности.
Какой мотор лучше

Чертеж сборки станка для токарных работ.
Электрический мотор – ключевая часть любого токарного устройства для работ по металлу. Движение рабочей части аппарата происходит благодаря ему и ничему больше. Насколько мощный мотор, настолько мощный и сам станок.
Уровень мощности мотора нужно рассчитывать в зависимости от планируемых работ – размеров металлических деталей, с которыми вы собираетесь работать на вашем новом агрегате.
Если в ваших планах работа с небольшими деталями, будет вполне достаточно мотора с мощностью около 1 кВт. Такие моторы имеются на швейных машинках или других домашних бытовых электроприборах. Если ваши будущие детали покрупнее, выбирайте мотор с мощностью от 1,5 до 2,0 кВт.
Мощность также зависит от материала, с которым вы собираетесь работать. Если, к примеру, ваш материал – дерево, то самодельные токарные станки по дереву своими руками, включая самодельный резец для токарного станка по дереву, большой мощности не потребуют.
Важнейший вопрос – надежная изоляция всех электрических узлов. Самым оптимальным вариантом будет взять консультацию у специалиста. Уверенность в безопасности аппарата и профессиональной надежности конструкции вам не помешает: все-таки вы собираетесь работать с электричеством и металлами. А с ними не шутят.
Делаем станок из дрели
Дрель будет отлично смотреться в виде привода к токарному устройству.
Этим элегантным решением вы сэкономите приличные деньги и значительно упростите себе жизнь, потому что у него целый ряд отличных преимуществ:
- Модульность аппарата: он просто собирается и разбирается. Дрель без каких-либо затруднений отсоединяется от станины и присоединяется обратно.
- Такая модель весьма транспортабельна, с ней можно работать везде – хоть на даче, хоть в гараже.
- Значительная экономия средств: не нужно закупать дополнительные сменные насадки или ременную передачу.
Чтобы собрать аппарат из дрели, вам понадобится практически те же самые детали, что и для обычного аппарата. Не понадобятся только два вещи: электродвигатель и передняя бабка, а это важнейшие и самые дорогостоящие элементы конструкции.
Поскольку станок легкий и компактный, нет нужды сооружать устойчивую станину, вполне достаточно будет верстака или стола. Фиксация дрели производится с помощью хомута и струбцины.

Конструкция и размеры токарного станка.
Расширение функций токарного устройства из дрели можно произвести с помощью дополнительных насадок и других приспособлений. У вас могут получиться великолепные самодельные станки по дереву.
Есть, конечно, и минусы. На аппарате из дрели вы не сможете обрабатывать детали большого размера. Можно попытаться усовершенствовать модель в этом направлении. К примеру, добавить ременную передачу и усложнить станок для увеличения числа оборотов.
Но овчинка не стоит выделки: он потеряет свои главные преимущества в виде простоты и легкости. Таким образом, самодельный аппарат из дрели имеет смысл лишь в случаях, когда идет работа с некрупными деталями.
Токарный станок из дрели способен на многое: на нем можно не только обрабатывать детали. Но и работать с красками – наносить их на заготовку во время ее вращения. Это и самодельный станок по дереву.
Намотка проволоки на трансформатор, нанесение разного рода насечек на поверхности деталей – только некоторые примеры использования многофункционального станка из дрели и токарного резца по металлу.
А теперь простейший станок
Можно, конечно, замахнуться на мини-станок с программным управлением. А можно остановиться на самом простом варианте, который будет с малыми затратами отлично работать по самым разным деталям разнообразной конфигурации.
Деревянные стойки крепятся к станине с помощью болтов. Станина должна быть надежной, поэтому выполняется из стальных уголков. В крайнем случае ее можно сделать из брусков.

Устройство токарного станка по дереву.
Режущий элемент фиксируется на узле из подручника, по нему он будет перемещаться. На поверхности перемещения следует плотно зафиксировать лист металла для защиты конструкции от деформации. Кроме того, это поможет расположить токарный резец по металлу точно к детали, которую нужно обработать.
Для изготовления передней бабки и задней бабки подбираются подходящие цилиндры из металла с соответствующим диаметром. Они размещаются в узлах подшипников, которые заранее размещены в деревянных стойках.
Вращательное движение передается через передний центр, объединенный с мотором с помощью ременной передачи. Деталь фиксируется между передним и задним участками и обрабатывается резцом из подручника.
С поиском и выбором электрического двигателя для токарного мини-станка проблем не бывает.
Мы уже писали, что мотор небольшой мощности можно найти на любом бытовом электрическом устройстве, любой домашний бытовой агрегат, бывший в употреблении, вполне подойдет для этой задачи. В качестве привода можно использовать шлифовальные машинки или дрели.
Техника безопасности
Поскольку речь идет об электрическом станке и работе с металлами, требования к выполнению правил техники безопасности будут ясными и жесткими, от которых никуда не денешься. Первым делом нужно проверить работоспособность нового станка сразу же после его изготовления.
Как проверяется работоспособность станка: шпиндель должен вращаться без малейших затруднений. Нужно замерить совпадение оси вращения деталей в станке с центром симметрии этой же детали. Общая ось должна просматриваться у переднего и заднего центров.

Элементы конструкции станка для токарных работ.
Электродвигатель всегда накрывается специальным кожухом, который защищает мотор от грязи и частиц из металла, равно как и самого оператора станка. Если ваше устройство сделано из дрели, никакой кожух не нужен.
Если вы решили снабдить свой самодельный токарный станок мощным мотором, обязательно протестируйте в вашей домашней сети – хватит ли ее для вашего мощного мотора. А вообще лучше придерживаться устоявшихся традиций и использовать старых знакомых – электродвигатели от бытовых приборов.
Сделать самодельный токарный станок по металлу своими руками – отличное и элегантное решение со всех точек зрения. Простота исполнения, экономия средств, эффективная обработка деталей – все это про самодельные токарные станки.

Токарные резцы для работы по дереву, мастера нередко, делают самостоятельно — отчасти, из за относительной несложности процесса, треть которого занимает близкая и родная токарная работа по дереву, отчасти из за высокой стоимости хороших готовых резцов. При конструировании такого инструмента, весьма важно обзавестись подходящей железкой — форма, сорт стали. И здесь, весьма неплохо работают старые, вышедшие из строя напильники. По металлу.
Все — от нас до почти годовалых
Толковищу вели до кровянки,
А в подвалах и полуподвалах
Ребятишкам хотелось под танки.
Не досталось им даже по пуле,
В ремеслухе живи не тужи.
Ни дерзнуть, ни рискнуть, но рискнули —
Из напильников сделать ножи.
Полотно напильника имеет неплохую для наших целей сталь, хорошую фабричную закалку, нужно только выбирать в качестве заготовок, экземпляры постарше. У нынешних, закаливают только поверхность. Аккуратно не допуская перегрева, выпилив заготовку нужной формы, требуется заточить ее и снабдить удобной рукояткой, все. При этом опускается целый пласт сложных работ по термической обработке.
Таким образом, из старых напильников можно сделать довольно много форм резцов и режущих вставок для специальных держателей.
Что понадобится для работы.
Инструменты
Материалы
Собственно сам напильник, подходящего размера и профиля, готовая рукоятка или материалы для ее изготовления — заготовка-чурбачок, кусочек тонкостенной трубки подходящего диаметра. ЛКМ, кисть.
Итак, прежде всего, определяемся с формой резца и подбираем подходящий напильник-заготовку, как уже говорилось, постарше — сейчас, при изготовлении закаливают по другому. Ниже, показано изготовление довольно мощного резца для торцевого точения, впрочем, его кое-где удобно использовать и для обычного точения, в центрах.


При выпиливании резца, удобно пользоваться большими тисками. Диск сменяем на тонкий отрезной, использовались диски толщиной 1 мм. При резке, все сказанное о перегреве и цветах побежалости, остается в силе. Внимательно за этим делом следим — чем дальше, тем огорчительнее будет выбросить почти готовую заготовку железки.

Железка выпилена, где надо, скругляем острые грани, подтачиваем изъяны. Порядок. Самое муторное выполнено, остались рукоятка и заточка.
Рукоятка у токарных резцов своеобразная и прежде всего, довольно длинная — для безопасности, ну и удобно вообще то. Существуют различные их формы, полюбопытствуем, что делает Роберт Сорби — локомотив в изготовлении режущего инструмента для деревяшечников.

После зашкуривания, рукоятку покрывал лаком. На этот счет существуют разные мнения, выбирать токарю. Металлическое колечко сделал из тонкостенной стальной трубки — ручка от поломанной швабры с рычагом отжима губки-тряпки. Сталь довольно тонкая, но колечко здесь скорее декоративное — железку предпочитаю вклеивать, а не вбивать. Локомотив-Роберт, железки таки забивает, колечки у него бронзовые. Оно конечно красивее.


После полного застывания эпоксидного клея, осталось только заточить резец. Здесь тоже возможны варианты, например различный угол вершины, угол режущей кромки. Последний, не следует делать слишком острым, иначе резец будет слишком сильно зарываться в заготовку, его трудно будет контролировать. Режущая кромка будет быстро затупляться. Угол вершины, для универсального применения, удобно делать менее 90 градусов.
Первоначальное формирование режущей кромки лучше делать на электроточиле, не забывая про охлаждение, окончательную доводку на низкооборотистом абразивном круге. Вишенка на торт — полировка лезвия на кожаной поверхности с пастой ГОИ.
Читайте также: