
Тиски из амортизаторов своими руками
Добавил пользователь Дмитрий К. Обновлено: 04.10.2024

Удобно иметь в своей домашней мастерской столярные тиски. С помощью этого несложного приспособления можно обрабатывать различные заготовки из дерева, а также выполнять резьбу по деревянным изделиям. Многие обходятся без столярных тисков, заменяя их струбцинами – например при необходимости обработки боковой грани или торца доски ее прижимают струбцинами к деревянному бруску, который в свою очередь прижимается к обычному столу. Это простое приспособление не слишком удобно, поэтому необходимы столярные тиски. Их можно купить в магазине или сделать свои руками.
Магазинные столярные тиски обычно представляют собой корпус с подвижной планкой, которая перемещается по двум направляющим. Своим основанием приспособление прикручивается к верстаку гайками и болтами. На губках предусмотрена возможность крепления накладок из дерева, пластмассы или мягкого металла для предотвращения повреждений на обрабатываемом изделии. Особенно эти накладки нужны при работе с мягкими сортами древесины.
Как правило, в покупных тисках фиксируют заготовки толщиной более 20 см, поэтому для того, чтобы слишком долго не вращать зажимной винт, используют быстрозажимной механизм с пружиной, которая отводит подвижную губку тисков. А в нужном положении заготовка фиксируется винтом с трапецеидальной резьбой.
Самодельные столярные тиски
- Главное в данном примере самодельных тисков – это винт с резьбой 20 мм и длиной резьбы 150 мм. Такие винты встречаются в спортивных уголках – они вставляются внутрь вертикальных труб и служат для поджимания конструкции к потолку. Резьба в таких винтах крупная и рассчитаны они на значительные нагрузки, поэтому для конструкции тисков хорошо подойдут. Чем длиннее винт, тем лучше, ведь будет увеличиваться расстояние между губками тисков. В данном примере расстояние между губками около 8 см.
- Также нужны будут подходящие шпильки. Их можно купить, подобрать среди старых деталей. Или приспособить для этого каике-то другие крепежи. Так, в данном примере использовались крепления зеркал для мопеда. Эти изогнутые крепежи аккуратно выпрямляют на наковальне кувалдой и получают прямые шпильки.
- Для закрепления рукоятки в длинной головке винта должна быть прорезь. Если она не соответствует размерам ручки, то можно доработать прорезь круглым напильником и расширить отверстие. В качестве ручки для откручивания и закручивания прижимного винта можно использовать винт с кольцом вместо шляпки.
- Неподвижной губкой столярных тисков в этом случае является сосновая доска, прибитая к столу. А подвижная часть делается из доски толщиной 20 мм и шириной 18 мм. Длина подвижной губки – 50 см.
- В обоих досках сверлят отверстие под винт с помощью перового регулируемого сверла, отрегулированного на диаметр 21 мм. Отверстия под шпильки сверлятся обычным сверлом диаметром 10 мм. Для того, чтобы обе доски было удобно сверлить вместе насквозь, их прибивают парой гвоздей друг к другу, а после окончания сверления гвозди вытаскивают.
- Затем шпильки и винты вставляют в подготовленные отверстия, ставят шайбы и гайки.
- Для того, чтобы в тисках возможно было обрабатывать заготовки покороче, необходимо переставлять шпильки, поэтому в досках следует просверлить еще два отверстия – ближе к зажимному винту.
Столярные тиски с запрессованной гайкой

Для изготовления таких тисков необходимы металлические скобы, болт с гайкой для разведения тисков. Для того, чтобы ключ во время зажимания заготовки не сорвался с гайки, ее запрессовывают в ключ. Для этого губки ключа разогревают на огне и охватывают гайку. Порядок изготовления этой простой конструкции показан на фото. Как видим, для изготовления таких тисков необходимо минимум деталей и материалов.
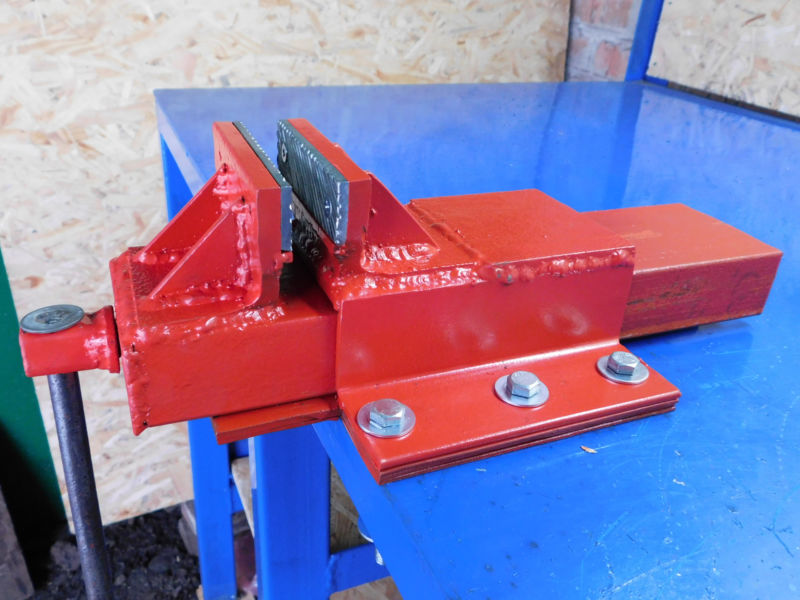
Столярные тиски из амортизаторов

На данном примере становится понятно, что при наличии смекалки и большого количества старых деталей, столярные тиски можно изготовить из чего угодно. В данном примере используются старые амортизаторы, металлический уголок, гайка М18, шпилька и шток от газового упора в качестве рукоятки столярных тисков. Процесс изготовления показан на фото. К столу приспособление крепится так: в уголках между амортизаторами просверливаются отверстия и крепятся болтами с потайной головкой. Для облегчения работы с амортизаторами, металлические уголки приваривают, а амортизаторы прожигают – ход у них становится легче.
Тиски – это необходимое оборудование, которое должно быть в каждой мастерской. Без них сложно обойтись в разных аспектах работы. Так как тиски являются устанавливаемым инструментом, то нет необходимости располагать их на верстаке в мастерской или гараже, их можно установить и дома, например на табуретку.

Разновидности и назначение тисков
При изготовлении какой-либо детали или же её доработки, её положение нужно крепко зафиксировать. Для этого и необходимы тиски.

Выбор характеристик и размеров основывается на знании того, какие работы и каким инструментом будут проводиться.

Тиски состоят из таких основных элементов как:
- винт ходовой части;
- рукоятка;
- неподвижная и подвижная губка;
- опорная плита.
Помимо перечисленных деталей, тески необходимо хорошо зафиксировать к поверхности.
Крепление тисков может быть винтовым, постоянным и на присосках.

Тиски бывают для разных видов работ, а именно:
- слесарные;
- столярные;
- для станка.


А теперь разберёмся по подробней, чем же они отличаются?

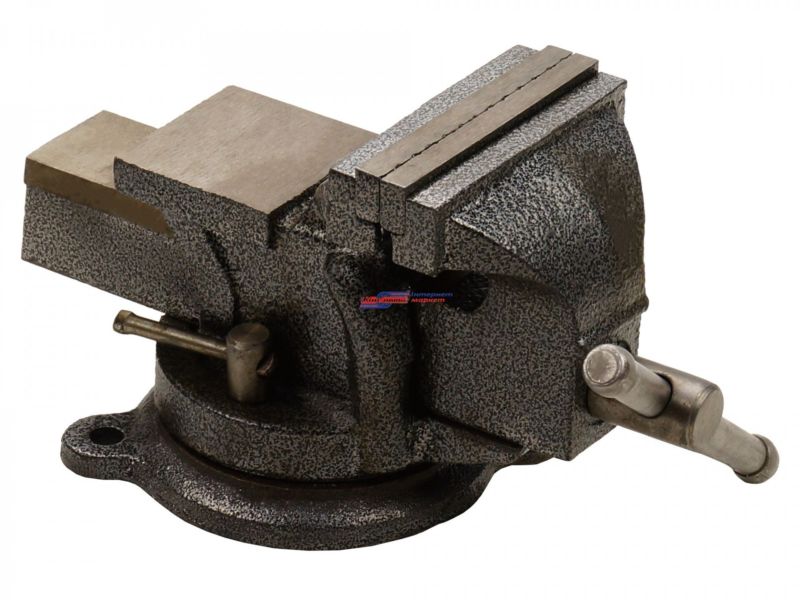
Слесарные
Подобного вида тиски крепятся к столу болтами в основании. Они широко распространены, по сравнению с другими видами.
Столярные
Данного вида верстачные тиски могут быть изготовлены как из стали, так и из дерева.

Они закрепляются к столу снизу, а также имеют направляющие, между которыми расположен ходовой винт.

Гладкие губки тисков имеют большую площадь поверхности. На них устанавливают деревянные или резиновые накладки, это помогает уберечь губки от повреждений, возникающих в процессе обработке материала.

Для станка
Их используют в процессе работы с разными станками. У тисков в основании присутствует два продолговатых выреза (паза), предназначенных для фиксации к рабочей области станка (столу).
Также они выполняют роль регулировки положения фиксируемого материала относительно рабочей зоны по горизонтальной плоскости.

Классические самодельные тиски: пошаговая инструкция
Стандартный вариант в данном случае выполняется из стали.

Их конструкция до боли проста. Она включает в себя:
- стальная пластина (не меньше 3-х мм);
- швеллер наружный и внутренний (120 и 100 мм.);
- стальные уши;
- два токарных резца;
- отрезок от арматуры;
- пара гаек;
- винт подходящего диаметра;
- две одинакового калибра шайбы, с ходовым винтом;
- винтовая трапецеидальная пара 335 мм;
- толстая пластина.

- На противоположных сторонах пластины, отделяем ходовой винт шайбами.
- Привариваем к шайбе винтовую резьбу.
- Далее закрепляем её стопорным кольцом.
- К рукоятке привариваем гайку с одной стороны.
- На одном уровне, привариваем к пластине гайку, со швеллером от винтов.
- Обрабатываем швеллер напильником, чтобы ход движения был легче.
- К ушкам сделанным из резцов привариваем губы.
- Устанавливаем губки на своё место, после того как будет вкручен ходовой винт.
Тиски своими руками из различных материалов
Деревянные
- На двух концах фанеры, отсчитываем 10 сантиметров. Находим центр и отмечаем.
- Закрепим брус с фанерой струбциной. Сверлим насквозь проёмы (подбираемое сверло должно быть на два миллиметра толще подобранных шпилек).
- Сверлим под саморезы 2 отверстия с каждой стороны, а также 2 посередине. Снимаем фаску в отверстиях 12 мм сверлом (прячем шляпки).
- Проделаем отверстия в верстаке, с трафаретом в виде отверстий в фанере. С другой стороны стола, забиваем гайки М10.
- Возьмём не крупный отрезок фанеры, отметим центры для будущих рукояток. Отмечаем две большие шайбы, а после, рисуем ещё два, но на два сантиметра в диаметре меньше.
- Сверлим в центрах отмеченных шайб коронкой с центровкой, после, зашкуриваем неровности.
- В шайбах поменьше увеличиваем центральное отверстие до 12 мм. А в шайбах побольше, снимаем фаску отверстий сверлом Форстнера на 22, для сокрытия гаек.
- Забивные устанавливаем в шайбы поменьше. Закручиваем шпильки на одном уровне со шляпкой гайки.
- Скрепите полученные заготовки струбциной к любой поверхности. По границе резьбы в шляпках забивных, сделайте проёмы вглубь на один сантиметр, диаметром в один миллиметр. Затем, засуньте кусочки проволоки в отверстия.
- Дальше склейте небольшие шайбы с большими, плотно скрепив струбцинами. Проделайте два отверстия с каждой стороны шпильки сверлом на 3 мм (1 см вглубь). Установите шпильки в брусок и закрутите их к основе, закреплённой на верстаке.




Из швеллера
За основу тисков возьмём швеллер:
- Срезаем его боковые стенки, т.к. слишком высокие. С двух сторон на одинаковом расстоянии отмечаем центр и сверлим коронкой по металлу.
- Затем болгаркой делаем параллельные широкие вырезы с расстоянием равным ширине отверстия.
- На полки швеллера примеряем уголки равные его длине и проделываем 3 отверстия для крепления. В них нарезаем резьбу. Прикручиваем уголки болтами.
- На передней и задней части швеллера устанавливаются уголки. Один уголок будет выступать в качестве упора для винта, а второй – неподвижная губка.
- Упор для винта усиливаем отрезанной полоской полки. Соединив уголок и полку, сверлим отверстие под винт и нарезам резьбу.
- Подвижная губка выполняется, как и упор для винта. Ограничитель выполнен из 2 полос металла с отверстиями под болты. Одна из них – направляющая подвижной губки, а вторая – массивный ограничитель, удерживающий конструкцию снизу основания.
- Винт тисков в этой конструкции – шпилька с резьбой из стали. На одном конце делается проточка для стопора, а на втором – накручивается гайка, которая просверливается вместе со шпилькой. Туда вставляется ручка.


Благодаря ещё одной полоске из полки швеллера, вытачивается стопор под проточку на шпильке, в котором проделываются два проёма под болты. Шпильку закручивают на упор, а после, сцепляют со стопором, который соединяют с подвижной губкой.

Из металла
При создании прижимных губок задействуют отрезки плоского напильника. Их приваривают на обрезки профильной трубы такого же размера:
- На куске листовой стали рисуется прямоугольник, который впоследствии вырезается – так изготавливается подошва. Её ширина равна длине губ, а длинна – на 10 см больше желаемой ширины зажима.
- Одну из губ выставляют на край подошвы, а затем сваривают их. После, в центре основания выполняется осевой вырез, ширина которого равна 11 мм. Он начинается от приваренной губки, а заканчивается в 10 см от расположенного напротив края.
- В нижней части незадействованной губы проделывается отверстие по центру (сквозь одну стенку). После чего, под основанием, в 11 мм канал устанавливается шайба и болт, который внедряется в отверстие губки. Необходимо аккуратно наживить шайбу с гайкой на болт внутри профиля, слегка накрутив.
- У противоположного края от неподвижной губки, приваривается удлинённая гайка напротив выреза. Под неё необходимо подставить что-то, чтобы поднять её центр на половину ширины профиля. На гайку накручивается продолговатая шпилька, противоположно которой, по центру движущейся губы создаётся отверстие 12 мм. Она вставляется в него, после чего, внутри профиля накручивается 2 гайки.
- Как только губки тисков будут стянуты, можно отсечь излишек шпильки. На её край накручивается, а затем сваривается забивная гайка.
- Ну а дальше, торцевой частью свариваются гайки М12. В них вставляются остатки шпильки. На них накручиваются забивные гайки.
Для придания прочности конструкции, на её подошву у длинных сторон необходимо приварить отрезки профильной трубы.

Наконец, можно прикрутить инструмент к рабочему столу.

Из домкрата
В качестве механизма зажимания был взят домкрат:
- Основой тисков станет швеллер, от которого необходимо отрезать подходящую по длине заготовку. На нём начертим и создадим с помощью инструментов паз.
- От листа толстого металла необходимо отрезать кусок, на котором будут просверлены отверстия для крепежа. Приварим его к торцу швеллера.
- Кусочек уголка приварим к раме, чтобы домкрат смог опираться на него. Свариваем недвижимую губу, сделанную из части швеллера.
- Надеваем втулки и варим две направляющие между недвижимой губкой тисков и уголком для опоры. Втулки свариваем с полосой из металла, к которой вскоре будет приварена подвижная губка.
- К движущейся площадке прикрепляем пару пружин, которые будут возвращать подвижную губку, а после монтируем домкрат.
- Изготавливаем для губок накладки из дерева или металла. Устанавливаем рычаг, приводящий в действие домкрат. А две стороны рамы свариваем с уголками для фиксации тисков к столу.
Подведём итоги, в этой статье мы узнали о назначении тисков, их видов и даже как изготовить их своими руками. Для их создания не обязательно иметь сварочный аппарат, но всё же желательно конструировать их в мастерской или гараже (иначе дома будет полный кавардак). Надеюсь, вам понравилась статья.
Винт, как очень важная деталь, должен соответствовать множеству требований. Для того чтобы его можно было использовать, к примеру, в настольных тисках, он должен подходить по таким параметрам, как: диаметральный размер, точность профиля и точность шага резьбы, соотношение резьбы винта с его опорными шейками, износостойкость, толщина нитки резьбы. Также важно отметить, что в зависимости от степени точности перемещения, которую обеспечивают винты, их можно разделить на несколько классов точности от 0 до 4. К примеру, ходовые винты металлорежущих станков должны соответствовать классу точности от 0 до 3. 4 класс точности не подходит для использования в таком оборудовании.

Материал для заготовки ходового винта
В качестве заготовки для производства винта используют обычный пруток, который отрезается от сортового металла. Однако здесь важно отметить, что к материалу, служащему заготовкой, предъявляются некоторые требования. Металл должен обладать хорошей стойкость к износу, хорошей обрабатываемостью, а также обладать состоянием стабильного равновесия в условиях внутреннего напряжения, которое возникает после обработки. Это очень важно, так как данное свойство поможет избежать деформации ходового винта при его дальнейшем использовании.
Для производства этой детали со средним классом точности (2-й или 3-й), к которой не будут предъявляться требования повышенной устойчивости к температуре, используют сталь А40Г, являющуюся среднеуглеродистой, с добавками серы и стали 45 с дополнением свинца. Такой сплав улучшает возможность обработки винта, а также уменьшает шероховатость поверхности материала.
Профиль винта
Существует три профиля винта, которые используются при производстве ходового винта токарного станка или любого другого. Профиль может быть трапецеидальным, прямоугольным или треугольным. Наиболее распространенным типом считается трапецеидальная резьба. К ее преимуществам можно отнести то, что она выше по точности, чем прямоугольная. Кроме этого, используя разрезную гайку, можно регулировать осевые зазоры трапецеидальным винтом, которые возникают из-за износа оборудования.
Здесь важно также отметить, что нарезание, как и шлифовка трапецеидальной резьбы на винт, гораздо проще, чем прямоугольной. Но при этом нужно понимать, что точностные характеристики прямоугольной резьбы выше, чем у трапецеидальных. Это значит, что если стоит задача создать винт с наилучшей регулировкой по точности, то придется все же нарезать прямоугольную резьбу. Трапецеидальные винты не подходят для проведения очень точных операций.
Лучшие станочные тиски
При работе со сверлильными или фрезерными станками не обойтись без станочных тисков. Они надежно фиксируют обрабатываемую заготовку, обеспечивая безопасность работника при выполнении операций. Отличительной чертой станочных тисков является усиленный корпус с плоской подошвой. Специалисты рекомендуют следующие модели.
WILTON WI91193RU
Идеальным приспособлением для оснащения сверлильного станка являются тиски WILTON WI91193RU. Благодаря доступной цене они находят применение, как в производственных цехах, так и в гаражах. Производитель предусмотрел возможность крепления инструмента к станине станка или к верстаку (столу). Прорези позволяют точно выставить тиски, подстроившись под положение сверла. Ширины губок (75 мм) хватает для фиксации заготовок разной формы. Для удобства пользования модель имеет шарнирное соединение рукоятки с зажимным винтом. Учитывая приемлемую стоимость, эксперты отдали тискам первое место в нашем рейтинге.
Достоинства
- приемлемая цена;
- приятный внешний вид;
- чугунное основание;
- надежная фиксация заготовок.
Недостатки
Enkor 20081
Максимальный комфорт при работе на сверлильном станке обеспечивают крестовинные тиски Enkor 20081. На первый взгляд покупателя может оттолкнуть высокая цена. Однако она полностью оправдывается множеством регулировок. Один раз зажав деталь, можно перемещать ее с помощью двух рукояток (продольная и поперечная подача). Продольное перемещение ограничивается 160 мм, максимальный поперечный сдвиг достигает 125 мм. Чтобы точно устанавливать заготовку, на ручках имеются деления. Бороться с люфтами помогают 3 винта. Инструмент можно зафиксировать с помощью 7 крепежных отверстий.
Похвалы машинные крестовинные тиски от экспертов и пользователей получили за удобство. А вот грубоватое качество изготовления и высокая цена не позволили модели обойти победителя рейтинга.
Достоинства
- удобное перемещение детали;
- отсутствие люфтов;
- точная регулировка;
- простая фиксация.
Недостатки
- высокая цена;
- грубоватое качество изготовления.
Обработка винта
Основными деталями, на которых базируется винт в станке, стали опорные шейки и буртики. Исполнительной поверхностью у винта считается его резьба. Наибольшая точность в настольных тисках и любых других станках, имеющих такой винт, должна быть обеспечена между исполнительной поверхностью детали, а также основной базирующей поверхностью. Технологической базой при производстве ходового винта считается его центровое отверстие. По этой причине, для того чтобы избежать деформации, обработку всех этих поверхностей осуществляют с использованием подвижного люнета. Применение этой детали определяет специфику обработки ходового винта.

Здесь также важно отметить, что винт с разным классом точности, обрабатывается до различных величин. Детали, которые будут принадлежать к 0,1 и 2 классу точности обрабатывают до 5-го квалитета. Винты, принадлежащие к 3-му классу точности, проходят обработку до 6-го квалитета. Винты, относящиеся к 4-й категории, обрабатываются также до 6-го квалитета, но при этом у них имеется поле допуска по наружному диаметру.
Рейтинг лучших тисков
Центровка и нарезание резьбы
Для того чтобы получить приемлемого качества винт, необходимо осуществить еще несколько операций. Одной из них стала центровка детали, которая проходит на токарном станке. Ходовой винт, а точнее, заготовка для этой детали центрируется на указанном оборудовании и здесь же ей подрезают торцы. Кроме этого, проводится операция по шлифовке заготовки. Для этого применяют бесцентрошлифовальные или круглошлифовальные станки в центрах. Здесь важно добавить, что шлифовка в центрах осуществляется только для винтов 0,1 и 2 класса точности.
Далее, прежде чем приступить к нарезке резьбы, заготовку необходимо подвергнуть правке. Здесь нужно отметить, что этой операции подвергают только винты с 3-м и 4-м классом точности. После этого их поверхность дополнительно шлифуется. В качестве оборудования для нарезания резьбы на ходовом винте используют токарно-винторезный станок.
Столярные тиски из амортизаторов своими руками

Материалы. — Старый двухстоечный винтовой пресс — Стальная труба — Шайбы, болт, гайки — Амортизаторы от стоек передней подвески — Тройник на ¾ дюйма — Дубовая доска 140Х40 мм — Деревянный кругляк — WD-40, машинное масло, клей Titebond II — Стальной лист — Краска по металлу — Саморезы по дереву. Инструменты, использованные автором. — Болгарка — Отрезной диск — Струбцины — Шуруповерт — Сверлильный станок, сверла по металлу — Сварочный аппарат — Штангенциркуль, угольник, маркер — Перьевые сверла по дереву — Гаечные ключи, тиски, щетка. Процесс изготовления. Итак, мастеру достался вот такой сломанный двухстоечный винтовой пресс. Он очищает резьбу прижимного винта.
Затем откручивает винты, и снимает подпятник.
После этого он выкручивает сам прижимной винт. Это будет первая необходимая деталь для тисков.
Далее из поперечной перемычки вырезается гайка. Обе этих детали мастер очищает от грязи и ржавчины.
Мастер подбирает трубку необходимого диаметра (он составил ¾ дюйма), обрезает ее по длине, и напрессовывает полученное кольцо на головку винта. Затем приваривает кольцо к винту.
В качестве держателя рукоятки послужит стальной тройник ¾ дюйма. Он также напрессовывается на головку, при этом между его краем и кольцевой накладкой автор оставляет зазор в 4 мм. Для фиксации винта к подвижной губке мастер будет использовать два полукольца. Он разрезает шайбу на две половинки. Теперь в этих полукольцах сверлятся отверстия для саморезов.
Сам тройник нужно надежно прикрепить к прижимному винту. Автор сверлит поперечное сквозное отверстие диаметром 8 мм для болта М8 через тройник и головку винта.
Болт устанавливается на свое место, затем накручивается и затягивается гайка. Излишек болта срезается болгаркой.
В качестве направляющих мастер будет использовать две старые стойки от передней подвески. От них будут нужны только амортизаторы. Все лишние элементы срезаются.
Корпуса амортизаторов очищаются от ржавчины.
Соблюдая соосность штоков, автор соединяет корпуса амортизаторов при помощи двух стальных пластин.
В самих пластинах сверлятся отверстия для саморезов.
Далее вся конструкция покрывается краской по металлу в два слоя.
Теперь нужно изготовить сами губки. Для них отлично подойдет дубовая доска 140Х40 мм. Учитывая расстояние между штоками амортизаторов, и расположение винта, наносится разметка будущих отверстий.
При помощи сверлильного станка и перьевых сверл по дереву, автор делает отверстия. Причем в неподвижной губке они должны быть равны диаметру тела штока. А в подвижной — их диаметр немного меньше, под хвостовики штоков. Теперь нужно распилить заготовку с отверстиями на две губки.
Все поверхности шлифуются орбитальной машинкой, а передние грани подвижной губки слегка закругляются.

Автор перенес разметку центров отверстий с неподвижной губки на опорный блок, и высверлил в ней необходимые отверстия.
Созданная конструкция устанавливается на свое место, и прикручивается к нижней части столешницы саморезами.
В неподвижной губке автор дополнительно просверлил отверстия для саморезов, и закрепил ее на верстаке.
Подвижная губка надевается на хвостовики штоков, и прижимной винт вкручивается в гайку.
Головка прижимного винта фиксируется к передней губке при помощи полуколец, которые прикручиваются к ней саморезами. Остается надеть шайбы, и зафиксировать штоки гайками.

Последним элементом этих тисков устанавливается рукоятка, и на ее второй торец приклеивается цилиндрическая заглушка. Все деревянные элементы тисков желательно обработать пропиткой для древесины, либо льняным маслом. Это защитит их от воздействия влаги.
Столярные тиски готовы. Для испытаний автор зафиксировал в тисках доску. Даже при всем его желании, сдвинуть заготовку с места не получилось. Благодарю автора за интересную реализацию столярных тисков для мастерской!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Описание гайки винта
Гайка ходового винта предназначается для того, чтобы обеспечить точные установочные перемещения. В некоторых редких случаях их могут производить из такого материала, как антифрикционный чугун. Этот элемент должен обеспечивать постоянное зацепление с витками винта, а также выступать в роли компенсирующей детали. Компенсировать придется зазор, который неизбежно возникнет при износе винта. К примеру, гайки для ходовых винтов, использующихся в токарных станках, изготавливаются сдвоенными. Это необходимо для того, чтобы убрать зазор, который может возникнуть либо вследствие производства и сборки станка, либо в результате износа его деталей.
Особенность винта с гайкой сдвоенного типа в том, что она обладает неподвижной и подвижной частью. Подвижная часть, которая является правой, может перемещаться вдоль оси неподвижной части. Именно это передвижение и будет компенсировать зазор. Производство гайки осуществляется лишь для винтов нулевого, 1-го и 2-го класса точности. Для их изготовления используют оловянистую бронзу.
Из чего изготавливают гайки и их износ?
Наиболее распространенными материалами для производства этого вида деталей стали алюминиево-железистые бронзы, по нормам станкостроения МТ 31-2. Кроме этого материала, может также использоваться антифрикционный чугун, как заменитель для неответственных винтовых передач.
Здесь важно добавить, что гайка изнашивается намного быстрее, чем непосредственно ходовой винт. Для этого есть несколько причин:
- резьба гайки плохо защищена от любого вида загрязнений, а также ее довольно трудно очищать от этих ненужных элементов;
- часто случается так, что этот элемент изначально плохо смазывается и это сильно сказывается на сроке службы;
- при зацеплении гайки с винтом получается так, что у второго элемента работают одновременно все витки, а вот у винта лишь те, что находятся в сцепке с гайкой.
По этим причинам винты с гайкой должны проверяться чаще, поскольку износ гайки наступает довольно быстро.
Лучшие тиски для труб
В обычных тисках удерживать трубы или прутки достаточно проблематично. А вот специальные модели позволяют эффективно зажимать трубную продукцию для дальнейшей ее обработки. При выборе тисков важно учесть минимальные и максимальные диаметры труб, которые будут фиксироваться. Эксперты обратили внимание на следующие модели.
Трубные тиски RIDGID 25 предназначены для производственной деятельности. Приспособление устанавливается на стол или верстак, хомутовая защелка и откидная рамка надежно фиксируют трубную заготовку. Инструмент имеют прочный чугунный корпус, сменные губки выполнены из легированной стали. Модель оснащена гибочным роликом, что делает инструмент многофункциональным. Благодаря высокому качеству сборки тиски пользуются спросом у профессиональных сантехников, монтажников и слесарей. Экспертное сообщество единогласно отдало модели первое место в нашем рейтинге.
Высокая цена не позволяет массово использовать трубные тиски в любительской деятельности. А вот профессионалы высоко оценивают надежность, удобство и эффективность инструмента.
Достоинства
- чугунное основание;
- гибочный ролик;
- быстрозажимной винт;
- быстроразъемный хомут.
Недостатки
Zubr 32611-2 2438
Домашние мастера могут облегчить свою работу с трубами, купив тиски Zubr 32611-2. В рабочей части этого зажимного приспособления удается зафиксировать заготовки толщиной 2-3,5 дюймов. Стальной корпус защищен от коррозии многослойным лакокрасочным покрытием. Весит инструмент всего 5,62 кг, что упрощает его перемещение, однако требует крепления к столу или верстаку. Конструкция отличается надежностью и простотой. Закаленные губки устойчивы к износу, а их рельефная поверхность способствует безопасному креплению труб. Модель занимает второе место в рейтинге, уступая победителю в удобстве и функциональных возможностях.
Пользователи довольны мобильностью, простотой и доступностью трубных тисков Zubr 32611-2. Только работать они могут с узким типоразмером труб.
Мастерскую домашнего умельца, часто работающего с изделиями из дерева, сложно представить без такого полезного приспособления, как столярные тиски. Используя это зажимное устройство, которое несложно изготовить своими руками, можно выполнять различные технологические операции с деревянными деталями.

Конструкция столярных тисков не настолько сложна, чтобы отказываться от идеи сделать их своими руками
Многие, руководствуясь желанием сэкономить на приобретении столярных тисков, используют для фиксации деревянных деталей подручные приспособления (например, струбцины). Однако такие универсальные устройства не позволяют эффективно выполнять многие технологические операции по дереву, а их металлические зажимные элементы оставляют на мягких деревянных поверхностях неприглядные вмятины.
Если же обрабатываемые деревянные детали должны отличаться не только качеством, но и эстетичным видом, то без тисков, специально предназначенных для выполнения столярных работ, не обойтись. Серьезно сэкономить на приобретении серийных моделей можно и более оптимальным способом – изготовить столярные тиски своими руками.

Самодельный верстак с тисками
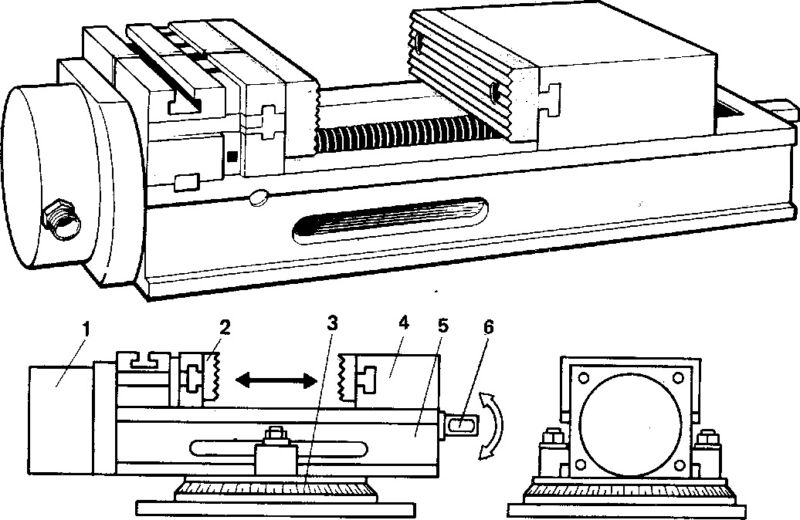
Как устроены тиски для выполнения столярных работ
Конструкция тисков для столярных работ состоит из следующих элементов:
- опоры, которая одновременно является неподвижной зажимной губкой;
- подвижной зажимной губки;
- двух металлических направляющих, по которым перемещается подвижная губка;
- ходового винта, обеспечивающего перемещение подвижной губки;
- воротка, за счет которого ходовому винту сообщается вращение.
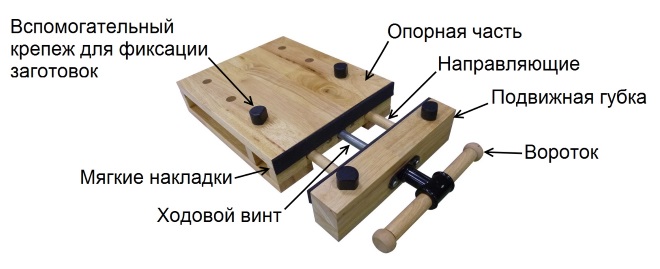
Основные части тисков для столярного верстака
Неподвижная опора столярных тисков надежно фиксируется на поверхности верстака, для чего используются длинные шурупы или болтовые крепежные элементы. Во многих серийных моделях предусмотрена возможность использования сменных накладок на подвижную и неподвижную губки. Такие накладки, повышающие универсальность столярных тисков, могут быть изготовлены из металла и полимерных материалов.
Поскольку верстачные тиски часто используются для обработки габаритных деревянных изделий, в конструкции многих моделей предусмотрен пружинный механизм, который облегчает выполняемые манипуляции. Такой механизм, который может быть установлен и на самодельные столярные тиски, обеспечивает предварительный зажим детали (окончательно она фиксируется при помощи ходового винта). Если этот механизм в конструкции верстачных тисков отсутствует, то столяру придется долго держать на весу деревянную заготовку, прежде чем к ней подведется подвижная зажимная губка.

Самодельный фиксатор зажима губок
Рекомендации по изготовлению столярных тисков
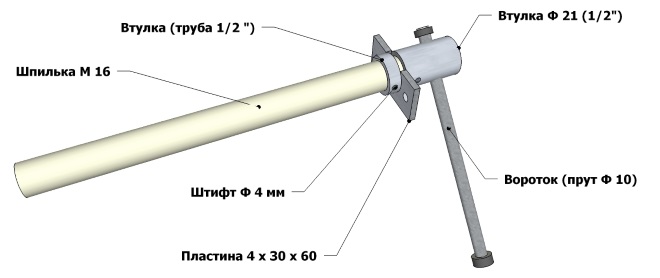
Чтобы изготовить предназначенные для осуществления столярных работ деревянные тиски своими руками, необходимо сделать чертеж и подобрать соответствующие комплектующие. В качестве зажимных губок таких тисков используются деревянные бруски. Один из них, служащий неподвижной губкой, фиксируется на поверхности верстака и будет выступать в роли несущей опоры приспособления.
Вам также потребуется резьбовой винт диаметром не меньше 20 мм. От длины этого элемента, который отвечает за перемещение подвижной губки и, соответственно, за зажим обрабатываемой детали, зависят допустимые габариты заготовки, которую можно зафиксировать в самодельных столярных тисках. Для изготовления столярных тисков также потребуются две металлические направляющие, в качестве которых можно использовать любые штыри из металла (главное, чтобы они были ровными, а их диаметр составлял не меньше 10 мм).

Детали направляющих можно изготовить на металлообрабатывающих станках или использовать для них стойки от передних амортизаторов легкового автомобиля
Любые деревянные тиски, в том числе и самодельные, управляются при помощи воротка, вращение от которого передается ходовому винту. В качестве воротка можно использовать длинную металлическую рейку, которая будет вставляться в прорезь головки ходового винта. Такую прорезь необходимо предварительно проточить под толщину имеющейся рейки. Некоторые домашние мастера в качестве воротка для ходового винта используют обычный гаечный ключ, в который запрессована его головка.
Зажимной узел столярных тисков
Чтобы сделать самодельные верстачные тиски более удобными в использовании, лучше смонтировать на них полноценный вороток. Для этого вам понадобится сварочный аппарат. Сварка нужна для того, чтобы к концу ходового винта приварить гайку или шайбу, в отверстия которых и будет вставлена ручка-вороток. Сделав такой вороток, вы значительно упростите процесс управления столярными тисками, и работать с ними будет намного удобнее.
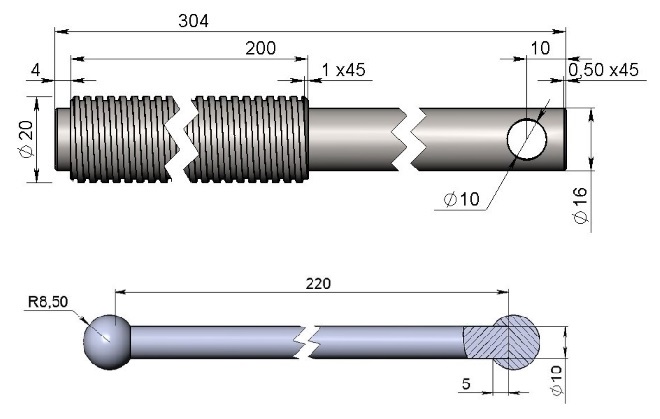
Чертеж ходового вала и воротка
Как говорилось выше, для изготовления подвижной и неподвижной губок столярных тисков вам потребуется два деревянных бруска. В качестве материала изготовления таких брусков лучше всего выбрать сосну: ее древесина достаточно мягкая и одновременно прочная. В обеих губках необходимо просверлить отверстия соответствующего диаметра: два – для направляющих, одно – для ходового винта. Чтобы такие отверстия на подвижной и неподвижной губках располагались точно относительно друг друга, необходимо сверлить их одновременно в двух брусках. Для выполнения такой процедуры бруски можно соединить при помощи гвоздей, а после выполнения отверстий снова разъединить их.
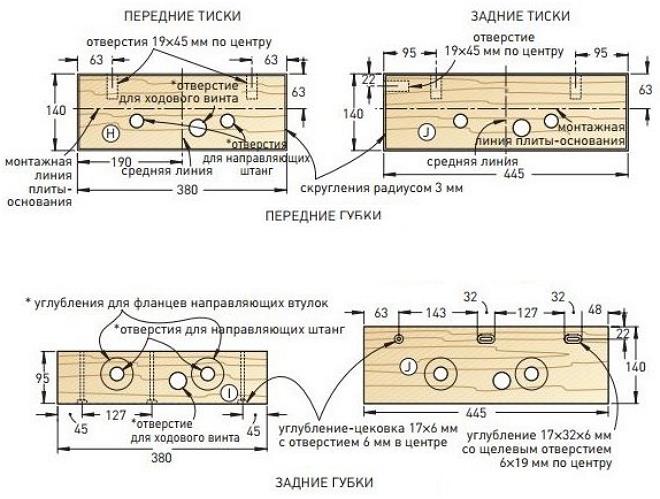
Чертеж деревянных губок для столярных тисков
После того как все подготовительные мероприятия будут выполнены, можно приступать к сборке самодельных столярных тисков. Первое, что необходимо сделать, – это надежно закрепить неподвижную губку-опору на поверхности верстака. После этого в отверстия опоры вставляются направляющие и ходовой винт.
Выступающие с задней стороны опоры концы направляющих необходимо зафиксировать, для чего можно нарезать на них резьбу и накрутить гайки. На выступающий конец винта также накручивается гайка. Для того чтобы обеспечить неподвижность такой гайки в процессе работы, ее можно поместить в предварительно подготовленную выборку на поверхности опоры, в которую она должна входить очень плотно.

Скрепление направляющих с подвижной губкой
Когда неподвижная опора столярных тисков, винт и направляющие смонтированы, можно установить на них подвижную губку, для чего в ней уже имеются подготовленные отверстия. На выступивший над передней поверхностью подвижной губки конец ходового винта необходимо надеть шайбу с большим внешним диаметром и накрутить две гайки, которые будут играть роль стопорного элемента.

Закрепление тисков на перевернутой столешнице
После крепления всех элементов можно соединить конец винта с воротком и начинать пользоваться столярными тисками. После того как вы начнете крутить вороток, винт будет вкручиваться в гайку неподвижной опоры, тем самым притягивая к ней подвижную зажимную губку.

Рабочие части губок лучше сделать съемными из твердой древесины
Изготовленные своими руками столярные тиски при необходимости модернизируют, приспосабливая их под деревянные заготовки разных размеров. Так, можно установить более длинный винт, что позволит обрабатывать заготовки большей ширины, менять положение направляющих элементов, что может понадобиться в том случае, если вы решите установить зажимные губки большей длины.
Если какие-то моменты остались не до конца понятны, то приведенные ниже видео помогут разобраться с конструкцией тисков и процессом их изготовления.
Столярные тиски в мастерскую из амортизаторов от авто

В данном обзоре автор решил изготовить простые столярные тиски в домашнюю мастерскую из старых амортизаторов от автомобиля. Из инструмента потребуется болгарка и сварочный аппарат.

Для этой самоделки потребуется два амортизатора. Сначала их необходимо разобрать и извлечь штоки, которые мастер будет использовать в качестве направляющих.
Затем из металлической полосы толщиной 10 мм и шириной 100 мм нужно отрезать кусок прямоугольной формы. Далее в этой заготовке надо просверлить три сквозных отверстия, предварительно сделав разметку.

Основные этапы работ
На следующем этапе в просверленные по краям пластины два отверстия нужно вставить направляющие из штоков. Их надо приварить к пластине, а лишнее — отрезать болгаркой.

Потом мастер отрезает еще несколько заготовок из полосы 100 мм и сваривает из них вторую часть столярных тисков. Места сварных швов нужно зачистить лепестковым кругом.

Далее один край резьбовой шпильки необходимо обточить до нужного диаметра. Шпилька вставляется в отверстие по центру пластины, с другой стороны — надевается гайка, которую надо приварить к шпильке.

После этого собираем полностью всю конструкцию, привариваем недостающие элементы и самодельные тиски готовы. Если надо, можно покрасить их.

Подробнее о том, как сделать столярные тиски в мастерскую из амортизаторов от авто, смотрите в видеоролике на нашем сайте.
Тиски для слесарных работ: сделай сам
При слесарных и столярных работах мастеру-самодельщику не обойтись без мощных тисков. Большие и новые тиски стоят дорого. Выход — или искать б/у тиски на вторичном рынке, или засучить рукава и, при наличии сварочного аппарата и УШМ, сделать недорогие тиски своими руками. Рассмотрим пример пользователя портала с ником Korkus и расскажем:
- Как самому сделать слесарные тиски из металла.
- Какие детали нужны для изготовления самодельных тисков.
- Какие инструменты потребуются.
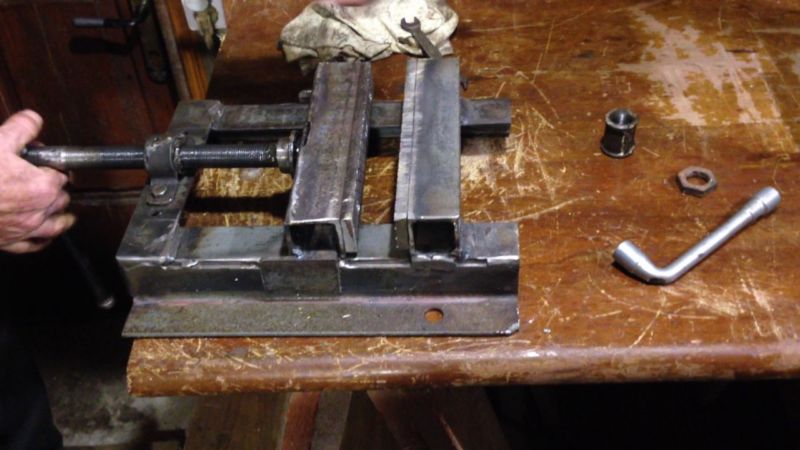
Тиски для слесарки своими руками: пошаговая инструкция
В интернете можно найти много вариантов самодельных тисков, сделанных своими руками. Я тоже решил сделать слесарные тиски из имеющегося у меня металла, чтобы не покупать заводские. И вот, что из этого получилось.
Для изготовления самодельных тисков нужны детали:
- Основание тисков – металлическая пластина толщиной 4 мм;
- Направляющая призма — профильная труба сечением 5х5 см, толщина стенки 4 мм;
- Основа губок — уголок с полкой 7.5 см, толщина стенки 8 мм;
- Ходовой винт – шпилька диаметром 20 мм;
- Также потребовались – металлическая полоса шириной 5 см и толщиной 1 см, усиленная гайка для шпильки и уголок с полкой 60 мм и толщиной стенки 5 мм.

Работы по изготовлению слесарных тисков разбили на ряд этапов:
1. Основание под тиски Korkus сварил из двух металлических пластин размером 20х16 см.
Затем места сварки зачистили.

2. По центру основания пользователь провёл линию для разметки места под ходовой винт — шпильку. Гайка под ходовой винт приварена к проставке толщиной 10 мм.

3. Направляющая тисков сделана из квадратной профильной трубы, в которой болгаркой сделан продольный паз шириной чуть больше, чем приваренная подставка с гайкой.
4. Для крепления направляющей использован 60-й уголок (2 шт.) длиной 20 см.
Уголки обхватывают профильную трубу, а сверху к ним приваривается крышка из полосы толщиной 1 см и шириной 5 см. Получается короб.

Чтобы профильная труба свободно двигалась в коробе и получился зазор, использованы проставки – 2 полотна от пилы по металлу.
Т.к. щель между пластиной и уголками получилась достаточно большой, то, после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину изнутри.

5. Основание губок слесарных тисков сделаны из прочного уголка с полкой 75 мм и стенкой 8 мм.

Губки тисков изготовлены из полосы толщиной 1 см.
В уголках и губках просверлены сквозные отверстия диаметром 4.2 мм.

Затем в уголках пользователь нарезал резьбу М5, а в губках рассверлил отверстия сверлом 5,1 мм и раззенковал отверстия под потай.

В губки вкручены болтики, а с обратной стороны прикручены гайки, которые потом обварили.

Чертёж губок для слесарных тисков.

6. С торца профильной трубы приварены два уголка.

Губки усилены треугольными ребрами жесткости и заварены пластиной металла толщиной 4 мм.


В большинстве своем решетки представлены металлическими сварными или коваными конструкциями. А металл, как широко известно, сильно подвержен коррозии. На заводе, в момент изготовления, все заготовки грунтуют и тщательно прокрашивают. Но находясь снаружи здания и принимая на себя агрессивное воздействие осадков, реагентов, летящих с дорог, пыли и грязи, покрытие теряет свою защитную функцию и внешний вид.
Поэтому причин задуматься о том, как покрасить решетки на окнах, множество:
- восстановление и улучшение внешнего вида;
- защита от коррозии и действия окружающей среды;
- возможность изменения цвета и оттенка конструкции;
- устранение проступившей ржавчины.
Как сделать деревянные тиски из амортизаторов
Сделать их можно и в гараже. Последовательность действий следующая:
-
Очистить амортизаторы от грязи, удалить все лишнее с помощью болгарки, тисков и молотка.








Чтобы удостовериться, что корпуса амортизаторов плотно сидят в гнездах, надо простучать молотком через брусок область возле штоков.
- На среднее отверстие в первой заготовке наложить широкую шайбу и зафиксировать шурупами через пару отверстий.






С такой самоделкой легко управляться. Закручивая или откручивая стержень, можно сводить и разводить упоры, тем самым контролируя сжатие тисков.
Преимущества и недостатки ЛКП для решеток
Выбор специальных составов для покраски оконных решетку достаточно велик. Выбирают их в зависимости от причин и способа нанесения, а также свободного бюджета.
Масляная (пентафталевая) краска (ПФ)
Это самый распространенный способ быстро обновить устаревшую и потускневшую краску. Наносится она обычной кистью,а так как работы выполняются на улице, едкий запах не доставит больших неудобств. Основу составляет масла и олифа.
- доступная цена;
- возможность создания необходимого оттенка посредством колеровки, а также широкая линейка уже готовых цветов.
- долгий процесс высыхания, который при минусовых отметках может длиться неделями;
- обязательная подготовка и грунтовка поверхности;
- быстрый процесс выгорания и потери блеска, поэтому подобную краску придется наносить часто.
Порошково-полимерные краски
Это краска, в которую добавили для лучшей адгезии и устойчивости, смолы и полимеры. Для лучшего проникновения подобные составы наносятся порошковым методом ,что означает распыление на поверхность с последующей полимеризацией при высоких температурах. Такое возможно лишь в специальных печах в заводских условиях.
- благодаря эластичной структуре высокая степень устойчивости к агрессивному воздействию среды и других механических повреждений;
- покрытие отлично защищает от коррозии.
- возможность применения лишь в условиях специальной мастерской;
- предназначение для гладких поверхностей, что приводит к плохой адгезии во множествах стыков решеток. В связи с чем, краска в этих местах держится короткий промежуток времени.
Нитро (НЦ)
Содержание нитрат целлюлозы позволяет подобной краске высыхать всего за 10 часов и не хуже порошковой противостоять коррозии.
- высокая адгезия;
- низкая цена;
- морозостойкость;
- способность защищать оконные решетки от появления ржавчины.
- качественное нанесение возможно лишь в условиях мастерской. Ее нельзя наносить поверх других видов ЛКП.
Электропроводная краска
Достаточно нетривиальный способ защиты оконных решеток. Его более распространенное название — холодное цинкование. Особой популярностью пользуются краски фирмы Zinga.
Аэрозоли
Самый не практичный вариант покраски. При использовании баллона самым опасным и распространенным считается закрасить сам стеклопакет. Также данный способ не позволить качественно прокрасить труднодоступные места.
- перерасход средства;
- высокая цена;
- необходимость использовать респиратор.
Кузнечная патина
Интерьерная краска, которая при финишном нанесении на ее поверхность прозрачного лака позволяет увеличить срок службы решетки в разы.
- отличный внешний вид;
- долговечность;
- покрытие хорошо противостоит коррозии.
- стоимость;
- необходимость тщательной подготовки и финишного покрытия.
Средства, наносимые по ржавчине
Особняком среди всего разнообразия таких средств выступают грунт-эмаль 3 в 1, молотковая краска Hammerite и эмали под маркой XB. Их популярность связана с простым нанесением, доступной ценой и отличными внешними качествами.
- нет необходимости в подготовки поверхности;
- высокая адгезия.
Использование старых механизмов и подручного металлолома
Качественный новый швеллер, уголок, пластины – не единственный подходящий материал для того, чтобы самому сделать тиски.
В качестве базового механизма подойдет старый домкрат. Для удобства работы выполняется опорная пластина (или трубы с прямоугольным профилем, как показано на иллюстрации) и привариваются зажимные губки – также из трубы или швеллера, уголка. Тиски из домкрата своими руками не менее удобны, чем промышленные.
Еще один бюджетный вариант – тиски из рельсы. Учитывая нагрузочную способность этого металлопроката, модель получается очень мощная. Ее можно также использовать как наковальню, главное – надежно закрепить изделие на верстаке.
Для тех, кто работает преимущественно с деревом, удачным решением станут деревянные тиски, своими руками их изготовить проще и быстрее – не нужна сварка, отпилить детали можно вручную. Главное в этой модели – подобрать подходящие резьбовые элементы.

Представленный на фото вариант рассчитан на крепление к верстаку на постоянной основе. Чтобы сделать быстросъемный вариант, лучше базовую деталь выполнить с пластиной, которая крепится к верстаку болтами.

Для фрезеровки и резьбы удобны модели с двусторонним зажимом – такая конструкция позволяет отцентровать обрабатываемую деталь и/или перемещать ее в процессе работы, не снимая с тисков.
Если усилие зажима требуется не очень большое, а менять положение деталей или сами детали в губках требуется часто, можно поискать кулачковый механизм и сделать быстрозажимные тиски. В этом варианте винтовой зажим заменен небольшим кулачком, ослабить или усилить прижим можно небольшим поворотом рычага.












Какой подобрать цвет для оконных решеток?

Оконные решетки давно перестали быть лишь защитным элементом. Разнообразие замысловатых узоров перевело их на уровень декоративных предметов искусства. Сегодня решетки способны преобразить фасад здания, обновить его. Поэтому при возникновении вопроса, какой краской покрасить решетки на окнах, необходимо продумать еще и их цвет.
Самыми востребованными и популярными остаются темные оттенки. Такие, как черный, коричневый, темно-бордовый или темно-зеленый. При нанесении данной палитры уменьшается вероятность выделяющихся разводов и неаккуратных потеков. Конечно, в ходу остается и белая краска, но перед тем как красить решетки на окнах в столь приметный цвет, стоит правильно подобрать грунтовку. Она также должна быть светлой, в противном случае, не избежать просвечивания.
Этапы покраски несъемных решеток своими руками
Какой бы вариант покраски Вы бы не приняли, если конструкция приварена к стене и монолитна, то придется искать способ как покрасить решетки на окнах, не снимая их. Средства для окраски тоже сразу сокращают свой список. Так, для качественной несъемной работы подойдут ПФ, аэрозоли, кузнечная патина и, конечно, средства, которые не требуют удаления ржавчины.
Этап 2. Покраска. После высыхания грунтовки можно прокрашивать конструкцию. Места стыков и креплений необходимо проходить поролоновой губкой. В случае с кузнечной патиной необходимо не забыть нанести финишный слой прозрачным лаком.
Этап 3. Высыхание. Особо важный этап – обезопасить решетки от пыли и грязи в момент высыхания. Для этого достаточно выбрать безветренную погоду, желательно при плюсовых значениях.
Какие потребуются материалы и инструментарий
Прежде чем создать самодельный вариант тисков, придется хорошо подготовиться.
Материалы для работы:

- аппарат для сварки;
- болгарка;
- гаечные ключи;
- отрезной диск;
- сверла для металла;
- сверла перьевые для древесины;
- скотч;
- станок сверлильный;
- струбцины;
- тиски;
- молоток;
- маркер;
- угольник;
- штангенциркуль;
- шуруповерт;
- щетка металлическая.
Полезные советы для тех, кто красит сам
- Подбирайте грунтовку по оттенку близкому основному цвету.
- Подготовьте для работы различный инструмент, а именно кисти разной толщины и плотности, небольшой кусочек поролоновой губки.
- Для прокраски труднодоступных мест идеально подходит поролон.
- Подбирайте цвет, основываясь на общей палитре фасада, выделяющиеся решетки привлекут лишнее внимание.
- Грунтовка должна полностью быть совместима с выбранной краской, данная информация указана на упаковке.
- Не пренебрегайте подготовительными работами .Это важный этап опрятной работы.
Решетки на окнах — важный элемент безопасности дома. Своевременная окраска оконных решеток позволит предотвратить разрушение конструкции, повысит их эстетические свойства и преобразит фасад.
Столярные тиски для верстака
Для обработки деревянных изделий нужен надежный зажим. Существует заводской вариант тисков, интегрированных в столярный верстак.
Такое приспособление несложно изготовить самостоятельно. Взглянем на типовой чертеж:
Губки изготавливаются из мягкого пластичного дерева, например – сосны. Слишком твердый материал будет оставлять следы на заготовках. Неподвижная часть крепится к верстаку.
Изнутри на нее монтируется мебельная упорная гайка для червячного механизма. По бокам от воротка необходимо закрепить направляющие штанги, для параллельности движения.
Подвижная губка оснащается упорным приспособлением для рукоятки – например, фторопластовой шайбой. Шпилька-вороток жестко крепится к рукоятке.
Для грубой обработки заготовок пригодится зажимная насадка на ножку верстака. Конструкция выглядит примитивно, но со своей задачей справляется.
Читайте также: