
Термоэкран выпускного коллектора своими руками
Добавил пользователь Владимир З. Обновлено: 04.10.2024
Среди многих технических приспособлений, помогающих улучшить эффективность работы автомобиля, немалую роль может сыграть обыкновенная термолента для глушителя. Оказывается, с её помощью можно заметно повысить мощность двигателя.

Что такое термолента для глушителя
Появилась она в обиходе благодаря строительной сфере. В ней, а затем и в других отраслях широко использовали плотную асбестовую ткань с колоссальными термостойкими характеристиками. Так, ей удавалось легко выдерживать температуру вплоть до 1500 градусов по Цельсию! Такая ткань получила широкое распространение, однако затем процесс её употребления начал заметно тормозиться и упал к минимуму из-за её однозначной вредности для человека и окружающей его среды.
В настоящее время в прямых хозяйственных целях развитые страны её почти не применяют. Однако практика внезапно доказала новое качество подобного термостойкого материала — из него может получиться, в частности, превосходная термолента для выпускного коллектора.
Однако производят ее уже по-иному, используя разные кремниевые составы (например, кремнеземные нити), оригинальную технологию LR и другие современные ноу-хау. Несмотря на принципиально иной технологический подход к их изготовлению, они обладают такими же прекрасными термостойкими свойствами и надежностью. Обыкновенная термолента, масштабно употребляемая нынче в автоделе, являет собой полоску шириной примерно 5 см. густого чёрного цвета, подобного графитному.

Для чего нужно обматывать
Тем скептикам, которые сомневаются в возможности такой термоленты повышать мощность мотора на несколько лошадиных сил, следует привести несколько наиболее распространённых аргументов относительно того, какие ещё весомые преимущества даёт термолента для глушителя, для чего она может понадобиться:

Как правильно обмотать своими руками
Специалисты рекомендуют брать для обмотки высококачественную термоленту известных производителей, которая хорошо зарекомендовала себя на практике. Оптимальным вариантом считается лента шириной около 50 мм., так как её будет, во-первых, удобнее всего наматывать, а во-вторых, она основательно покроет корпус глушителя. Предварительно коллектор должен быть тщательно обработан – с этой целью применяется термостойкая антикоррозийная краска, что даст возможность новшеству безотказно служить не один год.
Преимущества и недостатки обработки


Экран коллектора выпускного: защита моторного отсека от нагрева

Во время работы двигателя его выпускной коллектор нагревается до нескольких сотен градусов, что в тесном подкапотном пространстве представляет опасность. Для решения этой проблемы во многих автомобилях используется тепловой экран выпускного коллектора — все об этой детали рассказано в данной статье.
Назначение экрана выпускного коллектора
Как известно, в двигателях внутреннего сгорания используется энергия, выделяемая при сгорании топливно-воздушной смеси. Данная смесь в зависимости от типа двигателя и режимов работы может сгорать при температурах до 1000-1100°C. Образующиеся при этом отработанные газы также имеют высокую температуру, и при прохождении по выпускному коллектору подвергают его серьезному нагреву. Температура выпускного коллектора различных двигателей может составлять от 250 до 800°C! Именно поэтому коллекторы выполняются из специальных сортов стали, а их конструкция обеспечивает максимальную устойчивость к нагреву.
Однако нагрев выпускного коллектора опасен не только для него самого, но и для окружающих деталей. Ведь коллектор расположен не в пустоте, а в подкапотном пространстве, где рядом с ним находится множество компонентов двигателя, тросы, электрические блоки и кабели, наконец — кузовные детали автомобиля. При неудачной конструкции или в тесных моторных отсеках чрезмерный нагрев выпускного коллектора может привести к оплавлению изоляции проводки, деформации пластиковых бачков и короблению тонкостенных кузовных деталей, к выходу из строя некоторых датчиков, а в особо тяжелых случаях даже к пожару.
Для решения всех этих проблем во многих автомобилях используется специальная деталь — тепловой экран выпускного коллектора. Экран монтируется над коллектором (так как под коллектором обычно никаких компонентов нет, за исключением рулевых тяг или стабилизатора), он задерживает инфракрасное излучение и затрудняет конвекцию воздуха. Таким образом, введение несложной по конструкции и недорогой детали помогает избежать массы неприятностей, защитив компоненты двигателя от поломки, а автомобиль от пожара.
Типы и конструкция тепловых экранов выпускного коллектора
В настоящее время существует два основных типа экранов выпускного коллектора:
- Стальные экраны без теплоизоляции;
- Экраны с одним или несколькими слоями теплоизоляции.
Экраны первого типа — это штампованные стальные листы сложной формы, закрывающие выпускной коллектор. На экране обязательно предусмотрены кронштейны, отверстия или проушины для монтажа к двигателю. Для повышения надежности и устойчивости к деформациям при нагреве на экране штампуются ребра жесткости. Также в экране могут быть выполнены вентиляционные отверстия, которые обеспечивают нормальный тепловой режим работы коллектора, одновременно предотвращая чрезмерный нагрев окружающих деталей.

Экраны второго типа также имеют стальную штампованную основу, которая дополнительно покрыта одним или несколькими слоями устойчивой к высоким температурам теплоизоляцией. Обычно в качестве теплоизоляции используются тонкие листы минерального волоконного материала, покрытого отражающим инфракрасное излучение металлическим листом (фольгой).
Все экраны изготавливаются таким образом, чтобы повторять форму выпускного коллектора или охватывать его максимальную площадь. Наиболее простые экраны представляют собой практически плоский стальной лист, накрывающий коллектор сверху. Более сложные экраны повторяют формы и обводы коллектора, что позволяет экономить место в подкапотном пространстве с одновременным улучшением теплозащитных характеристик.
Монтаж экранов осуществляется непосредственно на коллектор (чаще всего) или блок двигателя (значительно реже), для монтажа используется 2-4 болта. При таком монтаже экран не контактирует с другими деталями двигателя и подкапотного пространства, чем повышается степень его защиты и удовлетворяются требования пожарной безопасности.
В целом, экраны выпускных коллекторов очень просты по конструкции и надежны, поэтому требуют к себе минимального внимания.
Вопросы обслуживания и замены экранов выпускного коллектора
При эксплуатации автомобиля экран выпускного коллектора подвергается высоким тепловым нагрузкам, что приводит к его интенсивному износу. Поэтому экран следует периодически проверять на предмет его целостности — на нем не должно быть прогаров и других повреждений, а также чрезмерной коррозии. Особое внимание следует уделять местам крепления экрана, особенно если это кронштейны. Дело в том, что именно места контакта с коллектором подвержены наибольшему нагреву, а значит и наиболее всего подвержены риску повреждений.
Если на автомобиле не было экрана, то дооснащение следует выполнять с осторожностью. Во-первых, необходимо подобрать подходящий по конструкции, форме, размерам и конфигурации экран. Во-вторых, при монтаже экрана рядом с ним не должно быть проводки, бачков, датчиков и других компонентов. А в-третьих, экран нужно монтировать с максимальной надежностью, предотвратить его колебания и перемещения во время эксплуатации автомобиля.
Наконец, экран коллектора не рекомендуется красить (даже с помощью специальных термостойких красок), накладывать на него теплоизоляцию и изменять конструкцию. Покраска и изменение конструкции экрана снижает пожарную безопасность и ухудшает температурный режим в подкапотном пространстве.
При правильной установке и замене экрана выпускного коллектора в моторном отсеке будет поддерживаться комфортная температура, а автомобиль будет защищен от пожара.
В интернете много можно прочесть о тюнинге выхлопной системы ВАЗ своими руками,много споров о надуманной либо реальной прибавке лошадиных сил благодаря тюнингу системы выхлопа растягиваются на 10-ки страниц. А где же правда?

Вопросы, которые задают каждый раз в схожих темах:
- Какой глушитель купить и поставить, чтоб было больше мощности?
- Сколько лошадиных сил добавится, если я замес-то катализатора поставлю резонатор?
- Как поменяется мощность мотора если я поставлю прямоток?
Какой глушитель купить для тюнинга выхлопной системы ВАЗ, чтоб было больше мощности?
Чтоб ответить на эти вопросы надо осознать, для чего же нужна выпускная система и какие функцию выполняет она. Дальше рассмотрим, какое воздействие она оказывает на мощность мотора. И в заключении разберемся, как верно сделать доработку выпускной системы, чтоб был прирост мощности.

Предназначение выпускной системы
Понижение концентрации загрязняющих веществ в составе выхлопных газов
Понижение уровня шума отработавших газов

Если рассматривать работу системы исходя из убеждений протекающих в ней действий, то действий будет три:
- Первое — демпфированное в той либо другой степени истечение газов по трубам выхлопной системы.
- Второе — гашение акустических волн чтобы уменьшить шум.
- Третье- распространение ударных волн в газовой среде (резонаторе).

Чем больше становятся перепады давления от впускного коллектора к выпускному, тем больше заряд получает цилиндр в фазе впуска. К примеру, если установить в выхлопную трубу заглушку, то давление в выпускном коллекторе не будет успевать падать и давление в будет противодействовать освобождению цилиндра во время открытия выпускного клапана.
В итоге, оставшиеся отработанные газы не позволят наполнить цилиндры в прежней степени новой смесью, и соответственно, движок не будет вырабатывать прежний крутящий момент.
Стоит учесть, что у серийных авто конструкция глушителей и число отработанных газов не плохо сбалансированы и разрешают максимально исполнять функцию системы выхлопа. Другими словами установка прямотока лошадок не добавит, другое дело, когда серийный движок подвергся тюнингу. Повышение рабочего размера цилиндров либо времени на больших оборотах добавит и расход газа через выпускную трубу.

Выходит, что в новом моторе стандартная система выхлопа будет создавать лишнее сопротивление, которое будет душить мотор автомобиля. Глушитель шума создаёт сопротивлении в выпускной системе. Они делятся по способу работы на четыре основные группы: ограничители, резонаторы, отражатели и поглотители. Если говорить о поперечнике трубы, то из практики скажем, что для мотора объемом 1.6литра с крутящим моментом до 8000 о./мин., хватает трубы диаметром в 52миллиметра.
Лучший вариант — отказываться от глушителя, но делать это нельзя, так как без глушителя ни 1 машина не соответствует техническим требованиям. Потому правильней будет настроить выпускную систему так, чтоб распространяющиеся ударные волны в трубах отражаясь вворачивались к выпускному клапану в качестве скачка давления либо разрежения. В силу инерции газов за скачком давления постоянно нужно разрежения, потому задача сделать так, чтоб фронт разряжения был в подходящем месте (выпускной клапан) и в необходимое время. Чтоб организовать такой процесс нужно:
Настроить длину вторичной трубы. Надо избежать одновременного возникновения в месте соединения труб импульса разрежения и оборотного импульса атмосферного давления.
Добротность выхлопной системы
- 1.Высокодобротная системы, когда можно получить больший выигрыш по моменту, но лишь в узеньком спектре оборотов (реально эти системы в авто не используются).
- 2.Низкодобротная система, когда спектр оборотов больший, но величина выигрыша невелика (используется в целом для кольцевых гонок).
- 3.Система 3 типа, для тех кому важен плавный крутящий момент в широком спектре оборотов (применяют в ралли, в тюнинге для дорожных авто).

Важные моменты при настройке выхлопной системе
В системе глушителя не должно быть других отражающих частей, которые даёт новый резонанс. Это означает, что внутри труб должны отсутствовать резкие замены площади сечения, выступающие вовнутрь углы и детали соединения.
Ударная волна несет внутри себя энергию, которую трансформируем в тепло. Лучше трубы до места их соединения теплоизолировать (обмотать термостойким асбестовым материалом).
Применять гибкие соединения. Если перемещения головки модуле мотора добиваются величины 2-5сантиметров, то без гибких соединений будут постоянные прорывы навесных частей выпускной системы и поломка труб.
Правильно будет применять измерительную систему, которая определит, как минимум 2 параметра — крутящий момент и обороты мотора. Потому для настройки системы выхлопа правильно будет подходит динамометрический щит для мотора. Установлен учесть, что высококачественная настройка выпуска авто — процедура дорогостоящая.
Как Вы могли увидеть, настройка системы выхлопа не так легка, как кажется. Сейчас Вы осознаете, что смена стандартной системы выпуска на спортивную без правильной доработки впуска не гарантирует авто доп. лошадей. Если не можете выполнить настройки ашего мотора, то самое правильное решение будет не останавливаться на отдельных девайсов, а приобрести полный набор для тюнинга мотора.
Такой набор должен быть уже настроен. Скорее всего, набор должен включать в себя как минимум впускной и выпускной коллекторы, распредвал и прошивку для ЭБУ.

Канал бомжкастомз продолжается, хейтеры подходите))
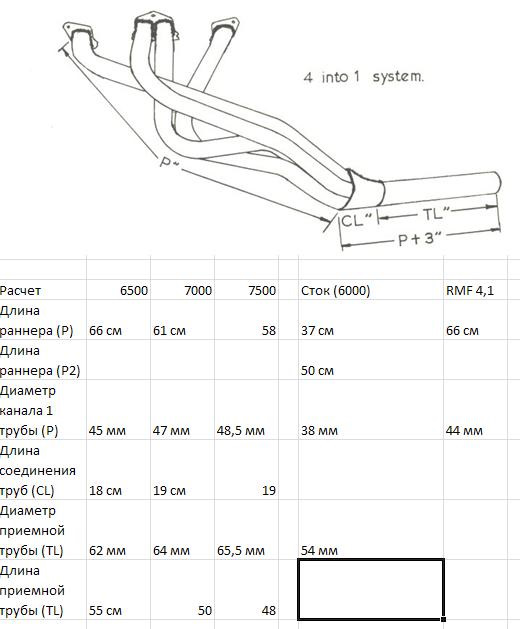
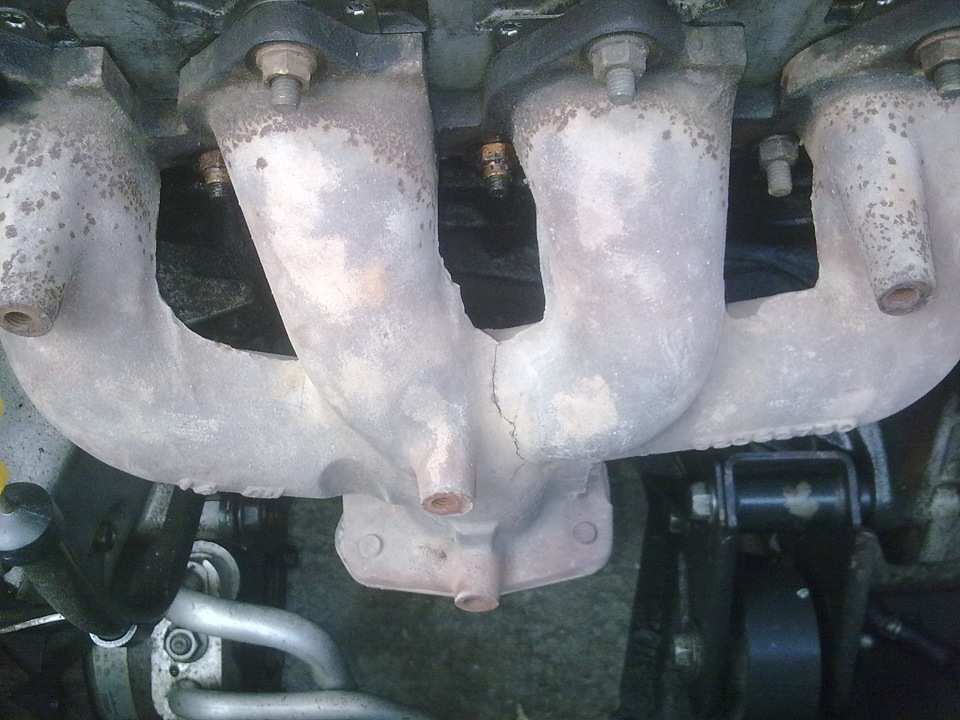
В предыдущих сериях вы видели мрачный стоковый выпускной коллектор от Н22а, с его веселым диаметром на выходе и входе. Кто не видел проходите сюда
В результате было решено варить то что надо мне-методом тыка) Выражаю благодарность Олегу с Николаева за замеры RMF drag header и фланцы, и davidos69 за 4-2 сток коллектора)
В расчетах помогал интернет и в результате я опирался на этого блогера (очень рекомендую к просмотру)
После всех цифр родились следующее 4-1, 4-2-1 не захотел по причинам-надо что бы валило)). Кому интересны формулы, смотрите видео.
Ну а дальше вы поняли))
Едем в Эпицентр, и покупаем вот такие стальные отводы для отопления))
Я брал типо 45 диаметра, внутри получается где-то 43-43.5, а толщина стенки 2.5 мм, цена отвода 20 грн.

Покупаем алюминизированную или черную трубу 45 диаметра 2.5 метра. И трубу 60, или какой вы там решили делать диаметр, и один резонатор соответственно под диаметр трубы. Я брал 60, хотя можно было и 75, ну нафиг))
И начинаем ловить другабратаотца со сваркой, или кто умеет варить, тот и сам управится)
Для начала срезаем со сток коллектора все трубы (я для этих целей использовал второй, целый резать стало очково)) И привариваем 45 трубы прямо, а к ним прихватываем наши повороты по 20 грн-меряем

После того как прихватили верх, начинаем варганить часть 4-1, тут меня вспоминали "незлым тыхым словом", то подушка мешает, то генератор, то балка то еще какая-то херь))) Было решено сварить 2 ранера с люминизированной, а два с чернухи, посмотреть что быстрее прогорит, если что-отпишу)))
Получается как-то так

А теперь самое интересное, сварить розу соединения 4-1, нету даже фоток, секс еще тот. Гуглите, меряйте мы импровизировали по месту, получилось следующее.
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.

В этой статье обсудим симптомы, когда прогорела прокладка выпускного коллектора. Для выпускного устройства прокладка является одной из основных частей, от которой будет зависеть вся правильность и четкость работы системы выхлопа.
При несвоевременной замене уплотнителя коллектора, условия безопасности эксплуатации автомобиля сильно снижаются.
Вообще коллектор – это устройство, предназначенное для отвода отработанных газов от двигателя автомобиля. Второй функцией коллектора является улучшение заполнения рабочих камер и усиленного продува рабочего пространства. Вся работа устройства выхлопа производится при повышенных температурах и высоком давлении газов.
Этот элемент крепится непосредственно к голове (головке блока цилиндров) и второй стороной контактирует с выхлопной трубой или нейтрализатором. Самой главной задачей прокладки выхлопного коллектора — недопущение попадания в пространство клапанов отходящих газов. Эти газы в свою очередь могут вызвать возгорание деталей или элементов силового агрегата.
Содержание

Слабое звено системы и признаки его выхода из строя
Симптомы, что прогорела прокладка выпускного коллектора можно выделить следующие: в салон автомобиля начинают поступать отработанные газы или чувствуется их запах; двигатель машины начинает плохо запускаться; в моторном отсеке появляются странные звуки. При обнаружении этих недугов следует начинать осматривать систему выхлопа. Сам коллектор изготавливается из высокопрочной аустенитной стали.
В связи с этим, прогорание и замена коллектора производится довольно редко. Основной причиной поломки самого коллектора является попадание на его раскалённую поверхность капель воды, что приводит к зарождению в нем трещин.
Слабым звеном этого прочного и надежного элемента являются как раз прокладки. Изнашивание прокладки коллектора происходит в основном из-за: низкого качества материала или очень длительной эксплуатации при повышенных нагрузках.

Материал прокладок
Прокладки для коллектора сейчас производятся из армированного сталью прочного асбеста. Однако, и такой прочный материал подвержен разрушению. Сам процесс замены прокладки выпускного коллектора является совершенно не сложным.
Специалисты даже рекомендуют через некоторое время проводить замену прокладки, не дожидаясь ее разрушения.
Замена уплотнителя коллектора
Проделываем следующие процедуры:
- 1. Открываем капот автомобиля;
- 2. Демонтируем воздухозаборник. Затем снимаем карбюратор. Под этими элементами двигателя и находится выпускной коллектор;
- 3. Извлекаем термоэкран. Им прикрыт коллектор;
- 4. Отвинчиваем по две гайки на каждом цилиндре, которые крепят коллектор;
- 5. Откручиваем парочку болтов от выхлопной трубы;
- 6. Снимаем коллектор;
- 7. На головке блока цилиндров должна быть старая прокладка или остатки от нее;
- 8. Зачищаем все пространство под новую прокладку;
- 9. Чистим все до блеска;
- 10. На область после очистки наносим смазку на графитовой основе;
- 11. Теперь ставим новую прокладку;
- 12. Собираем все в обратной последовательности.

Еще симптомы
- 1. Давление на турбине начинает снижаться;
- 2. При езде на высоких оборотах и нагрузке появляется черный дым в выхлопе;
- 3. При езде на трассе чувствуется повышенный расход топлива;
- 4. Может на определённых оборотах начинать свистеть.
Прокладка выпускного коллектора отвечает за герметичность стыка между выпускным коллектором, отводящим выхлопные газы, и головкой блока цилиндров. Деталь обеспечивает нормальную работу ВК, и, как следствие, безопасность автомобиля.
Функции выпускного коллектора
Он состоит из нескольких, переходящих в одну, труб, но имеет несхожие крепления и конфигурации у разных двигателей. Для производства ВК используют высокоуглеродистый чугун, нержавеющую сталь и титан, иногда покрывая керамикой/хромом.
Причины неисправностей
Прокладку помещают между выпускным коллектором и ГБЦ. Прокладка из штампованного асбеста устойчива к действию высоких температур, способна сжиматься (создавая необходимую непроницаемость) и обладает повышенной прочностью. Для усиления последнего качества прокладки выпускного коллектора дополнительно армируются сталью.

ВАЖНО! Главная задача прокладки – не допустить проникновение выхлопных газов под капот, где они могут спровоцировать воспламенение деталей/узлов моторного отсека.
Прокладка признана самым уязвимым местом выпускного коллектора, работающего с предельными нагрузками как по температуре, так и по давлению. Неудивительно, что прокладки приходится менять не только на машинах с солидным пробегом, но и практически на новых автомобилях.
Прокладки нуждаются в ротации по нескольким причинам:
- плохое заводское качество;
- перегрев двигателя из-за интенсивной эксплуатации;
- ремонт двигателя (б/у прокладка теряет при демонтаже свои свойства).
Когда требуется замена
Долговечность прокладки выпускного коллектора не зависит от срока ее использования и пробега авто. Она способна выполнять положенные ей функции 2, 5 или 10 лет, и не относится к элементам, чья замена происходит по плану. Длительность ее службы определяется единственным фактором, а именно корректной работой двигателя – чем меньше перегрузок (особенно сильных температур) и лучше топливо, тем реже придется прибегать к замене прокладки.
Признаки прогоревшей прокладки
Проще всего владельцу машины с инжекторным двигателем, за работой которого следит ЭБУ (электронный блок управления). Он подает сигнал о неисправности прокладки на приборную панель, где загорается лампочка Check. Это значит, что лямбда-зонд, которым обычно оснащен коллектор, зафиксировал изменение объема кислорода в выхлопах, проинформировав ЭБУ. Двигатель начинает работать в аварийном режиме, пока дефект не ликвидируют.

- двигатель работает нестабильно;
- издает при работе нехарактерный звук;
- в салоне пахнет отработанными газами.
Выхлопы через системы вентиляции и отопления быстро проникают в салон, что чревато не только ухудшением микроклимата, но и негативными последствиями для здоровья. Вот почему замена прокладки выпускного коллектора становится вынужденной, но необходимой мерой.
Замена прокладки
Маркером вышедшей из строя прокладки считают копоть, которая образуется в месте, где вырываются выхлопы. В этом случае приступайте к замене негодного уплотнителя.
Что нужно для ремонта
Для замены прокладки выпускного коллектора приготовьте материалы и инструменты:
- отвертки (шлицевую и крестовую);
- острый нож или шпатель (снять б/у прокладку);
- накидные ключи в комплекте;
- жидкость против ржавчины (к примеру, WD-40);
- емкость с широким горлом на 5 л (для слива антифриза);
- сухую ветошь.
ВНИМАНИЕ! При замене прокладки коллектора на ВАЗ 2114 (как и на остальных моделях завода) необходимо заранее слить антифриз, иначе можно залить впускные окна двигателя.
Пошаговые действия
Процесс замены уплотнителя при его выходе из строя несложен, но имеет нюансы для разных двигателей. В общих чертах алгоритм демонтажа и последующего монтажа прокладки ВК выглядит так:
В заключение верните на законные места все демонтированные детали.
Замена прокладки ВАЗ 2114
Сначала с машины, стоящей на эстакаде, снимают защиту двигателя, слив до этого антифриз, и далее действуют так:
- Снимают воздушный фильтр, скинув до этого минус-клемму аккумулятора.
- От дросселя отсоединяют топливные трубки с тросом акселератора.
- Отключают датчики холостого хода/заслонки дросселя.
- Отсоединяют шланги вентиляции картера и усилителя тормозов, отключая ресивер.
- Снимают последний, отключая провода у блока управления впрыском.
- Демонтируют топливную рампу, не выкручивая форсунки.
- Открепляют от ВК приемную трубу.
- Снимают по очереди впускной и выпускной коллекторы.
- Убирают старую прокладку.
- Очищают ножом стык коллектора и ГБЦ.
- Ставят новую прокладку, производя обратный монтаж.
- Заливают охлаждающую жидкость.
Прокладка выпускного коллектора прослужит долго, если вы используете качественное топливо и контролируете уровень антифриза во избежание перегрева двигателя. А также проверяете надежность стыка ГБЦ и ВК и сразу меняете прокладку, заметив ее неисправность. Кроме того нужно покупать прокладки от авторитетных производителей.
Прокладка выпускного коллектора является важным уплотнительным элементом, от исправности которого зависит нормальное функционирование коллектора. Если вовремя не осуществлять замену прокладки, безопасность эксплуатации авто катастрофически снижается.
Немного информации о выпускном коллекторе
Данное устройство, входящее в выпускную систему транспортного средства, необходимо для удаления в общую трубу отработавших газов, которые отходят от цилиндров. Также коллектор предназначается для улучшения процесса наполнения камер сгорания и качественного их продува. Выпускной коллектор функционирует при высоких давлениях и температурах. Крепят его по жесткому типу на ГБЦ (головка блока цилиндров) и подсоединяют к выпускной трубе либо к специальному каталитическому нейтрализатору.
Интересующая нас прокладка находится между ГБЦ и коллектором. Ее главной задачей является предотвращение попадания в подкапотное пространство отработавших газов, которые вполне могут стать причиной воспламенения узлов и деталей моторного отсека.

Конструкция выпускного коллектора (он изготавливается из нержавеющей стали или из чугуна с высокими показателями жаропрочности) отличается превосходной прочностью. Ремонт данного узла современного автомобиля требуется крайне редко. Специалисты говорят, что коллектор может выйти из строя только в том случае, когда на его поверхности образуются трещины, вызванные попаданием на горячий металл влаги.
- низким качеством уплотнителя;
- интенсивной эксплуатацией автомобиля в сложных дорожных условиях (некачественные автотрассы, большой пробег за короткое время и так далее).
Когда требуется замена прокладки коллектора?

И если виной всему является прокладка (установить протечку несложно – в том месте, где прорываются газы, появляется копоть), ее необходимо незамедлительно менять. О том, как это сделать, смотрите ниже.
Замена прокладки выпускного коллектора
Процесс замены уплотняющего элемента при его выходе из строя (прокладка прогорела) сравнительно прост. Схема демонтажа старого и установки нового уплотнителя следующая:
- открываем капот машины;
- снимаем воздухозаборник и карбюратор, под которыми расположен выпускной коллектор;
- демонтируем термоэкран, закрывающий коллектор (в старых карбюраторных авто его может и не быть);
- откручиваем болты, коими коллектор крепится к распределительной выхлопной трубе, а затем и болты, соединяющие его с блоком мотора.

Теперь можно снимать выпускной механизм. Под ним и находится нужная нам прокладка, а точнее – ее остатки, которые нередко намертво прикипают к коллектору. Не спешите ставить новый уплотнительный элемент. Сначала нужно очень тщательно зачистить участок прилегания ГБЦ и коллектора, удалив с него остатки старой прокладки и нагар.
После чистки этот участок должен буквально блестеть. Затем на очищенную поверхность наносят графитовый смазочный состав и устанавливают новую прокладку. Графитовой смазкой, кстати, можно обработать и все крепежные элементы. Вам остается только смонтировать все снятые механизмы на место – замена уплотнителя прошла успешно!
Читайте также: