
Сварка арматуры для фундамента своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 18.09.2024
При строительстве зданий, помещений различного рода функционала, один из самых важных пунктов производимых работ – оборудование надежного фундамента. Если несущее основание выполнить не слишком качественно, не в соответствии с существующими нормами и стандартами, любой дом, наверняка, простоит недолго – по крайней мере, регулярные трещины и капитальный ремонт будут обеспечены. Поэтому всегда очень остро стоит вопрос укрепления фундаментальной конструкции при помощи арматуры – специальных металлических прутьев, железной основы всякого железобетонного изделия. Добиться желаемой крепости можно двумя способами:
- вязкой элементов арматуры с применением вязальной проволоки;
- сваркой арматурных стержней в единый неподвижный каркас.
У профессиональных строителей, когда возникает вопрос, вязать или варить, и можно ли сваривать арматуру для фундамента, рассматривается каждый конкретный случай, и решение принимается в индивидуальном порядке, с учетом всех входящих условий.
Кстати, специалисты в вопросах строительства так и не пришли к единому мнению, какой из способов армирования считать более предпочтительным. Свои сторонники есть и у вязки, и у сварки арматуры для фундамента.

Плюсы и минусы сварочных работ
Перед тем, как остановиться на одном из способов армирования фундамента для строящегося здания, еще на проектной стадии следует рассмотреть сильные и слабые стороны каждого из них. Из преимуществ сварки для соединения арматурных элементов сразу же можно отметить их быстроту и получение более прочного, нерушимого каркаса. Этот способ является наиболее оптимальным при возведении крупных, габаритных объектов, к примеру, производственных помещений различного характера. Однако сварка арматуры для фундамента имеет и свои минусы, о которых рассказывается ниже.
- Крайне не рекомендуется специалистами использовать сварочное соединение арматуры в зонах с повышенной сейсмической активностью, либо на подвижных грунтах (к которым, кстати, относятся и сыпучие). Слишком подвижные почвы неизбежно со временем дадут усадку произведенного данной методикой фундамента. Из-за нее жесткие сварные соединения в конструкции может разорвать. В такие условиях рекомендуется использовать проволоку и способ соединения арматуры – вязку: она скрепляет каркас относительно подвижно, прочно, но дает возможность элементам фундамента в определенных границах смещаться даже при ощутимых сдвижках грунта. Такое ограничение существенно уменьшает область применения сварки при закладывании несущих конструкций зданий.
- Процесс сварки влияет и на соединяемые элементы. На арматуру воздействует очень высокая температура. В результате происходит некоторое разрушение структуры металла в местах проведения сварочных работ, что негативно сказывается на общей жесткости и прочности самого каркаса.
Тем не менее, сварка все же остается ведущим способом оборудования фундаментов под большие здания.
Процесс сварки арматурного каркаса
При больших объемах строительных работ элементы свариваются воедино в заводских условиях. Вкратце данный процесс выглядит следующим образом.

- Заготовка арматуры; проверка качества элементов. На этом этапе выбираются арматурные заготовки, соответствующие стандартам и определенным характеристикам.
- Зачистка заготовок. На данном этапе с арматуры снимают не только грязь и пыль, но и следы коррозии, если они имеются. А материал обрабатывается соответствующим образом.
- Разметка и нарезка элементов в соответствии с планом здания. Производятся замеры, согласно проекту и материал нарезается в необходимом количестве.
- Из прутьев собирается и при помощи сварки прихватывается горизонтальная конструкция.
- Вертикальные элементы размещаются на расчетной дистанции; проверяется их перпендикулярность остову каркаса.
- Прутья еще раз выверяют на адекватность всей арматурной конструкции.
На последнем этапе проводятся финальные сварочные работы для окончательного соединения элементов в запланированный проектом каркас.

Соединение арматурных элементов
Данный процесс может вестись несколькими способами:
- встык;
- внахлест;
- накрест;
- тавровым образом.
Тавр и встык считаются не слишком желательными. В обоих случаях элементы соединяются под прямым углом, а значит, конечное изделие на изгиб будет показывать недостаточную прочность. Однако такие соединения все же иногда используют, если избежать подобной стыковки не представляется возможным по каким либо объективным причинам. Обычно же в длину арматура варится нахлестом, а поперечины фиксируются крестом. Хотя, заметим, что, к примеру, американские стандарты крестовых пересечений в строительстве фундаментов не признают.
Перед проведением работ по каркасу обязательно проводится тестовая сварка. Для нее берутся два небольших прута; элементы соединяются, а после остывания шов обследуется на качество. Контролируется появление трещин, состояние образующегося шлака, глубина проработки тела арматуры. Если хоть один из параметров кажется недостаточно соответствующим стандартам и условиям, в сварочном аппарате отлаживают силу тока или меняют электроды.

Возможные неполадки при сварке
Чаще всего встречаются такие неполадки.
Сама технология сварочных работ не слишком сложна; при необходимости работы по сооружению каркаса под несущую конструкцию могут быть проведены прямо на стройплощадке. Если строительные объемы невелики, нередко рабочие, сооружающие фундамент, так и поступают.

Минимизация негативных воздействий
Понятно, что природные факторы преодолеть не удастся (во всяком случае, в большинстве вариантов). Однако снизить отрицательное влияние сварки на металл в строительных работах считается вполне возможным. Специалисты разработали целый комплекс мер, направленных на минимизацию потерь при сварочных работах.
- Выбор арматуры под каркас. Настоятельно рекомендуется использовать прутья, отнесенные к классу A400C либо А500С. Их диаметр и содержание в металле углерода являются оптимальными для оборудования несущей конструкции способом сварки.
- Подбор электродов. Они должны соответствовать диаметру элементов, собираемых в каркас. Если предполагается использовать относительно тонкие прутья, годится большинство электродов, имеющихся в продаже. Если арматурный каркас сооружается из элементов с диаметром больше 14 мм, придется запасаться для этих случаев специализированными электродами. Причем желательно приобретать те из них, которые предназначены для работы с низкоуглеродистой сталью. Такие электроды менее интенсивно воздействуют при сварке на металл и обеспечат получение конструкции с большей прочностью.
- Сварочный аппарат. Для сварки арматуры для фундамента при соединении арматурных элементов рекомендуется использовать оборудование с плавным регулированием силы подаваемого тока. Недостаточный ток не даст возможности добиться надежного, прочного и качественного шва, что впоследствии может привести к проседанию фундамента, а то и к разрушению здания в целом. Избыточно интенсивный ток перекалит металл, и арматурный элемент после остывания приобретет хрупкость.

- Чтобы сварное соединение вышло максимально прочным, требуется как можно крепче прижать друг к другу свариваемые элементы. Однако сделать это довольно трудно. Некоторые мастера советуют использовать шлифовальный инструмент. Прутья зачищаются до относительной гладкости, и площадь соединения арматуры возрастает.
И, наконец, встречаются рекомендации в строительных работах по обработке швов антикоррозийными составами. В месте соединения сваркой металл становится более уязвимым к воздействию влаги, а раствор, из которого заливается фундамент, содержит ее предостаточно и сохнет продолжительное время.
Способ вязки
Вязку осуществляют при помощи специализированной проволоки, что соединяет арматурины между собою в углах конструкций фундамента. Вязку осуществить достаточно легко, если знать основные принципы проведения работ.

Когда фундамент уже возведен, то может еще некоторое время проседать в грунте. Это связывается с большой массой всего строения. В этом случае вязка даст соединяемой арматуре фундамента некоторую свободу, соединения останутся на положенных местах (их не порвет, как в случае со сваркой, если уровень проседания грунта в месте, выбранном для строительства, достаточно высокий). Можно смело говорить об использовании данного способа вязки арматурин даже и на самых сложных почвах. Сварка же не выдержит нагрузок и растрескается. При вязке такого не произойдет. Все соединения в фундаменте остаются более-менее подвижными. И этот нюанс не влечет за собой появление дополнительного напряжения в конструкции фундамента.

Несложность и удобность процесса вязки в том, что все производится непосредственно на объекте (при габаритных конструкциях – иногда в цеху). Используется несложный инструментарий, с которым (в отличии от сварки, может справится даже не слишком опытный строитель). Чаще всего – это специального рода крюк, он позволяет соединить несколько частей арматуры меж собою. Работа соединения потребует минимальных затрат – хватает усилий одного рабочего. При применении данного способа, прочность всей конструкции не снизится, а структура металла сохранится. Жесткость с прочностью армирования – на должной высоте.
Кстати, для работы можно обзавестись и специальным инструментарием. Сегодня широко представлены пистолеты для вязки. Конструкция достаточно проста, а стоимость не слишком зашкаливает, так что можно себе позволить. К тому же, в результате стоимость работы снижается. Но можно пользовать и обыкновенный крюк для вязки.

Варить или вязать? Вот в чем вопрос…
На основе вышесказанного делаем выводы по поводу: какие лучше использовать методы в частном строительстве — связку или сварку? Бесспорно, каждый из обговоренных способов славится своими преимуществами, но ведь имеются и минусы. Сварка идет со скоростью по максимуму, а вязка — довольно продолжительный, хотя и не требующий специального аппарата, процесс. Ее лучше применять в строительстве частных домов, коттеджей, хозпостроек, бань. Именно в этих случаях метод является наиболее эффективным образом.
А при постройках зданий с большими габаритами внимание обращается к сварке. Используются прутки, что имеют диаметр по более. Поэтому при помощи проволоки соединения будут представлять определенные трудности. Сварка в таком разе будет самым правильным решением.
Однако недостатки технологий метода сварки не дают возможности использования ее на так называемых сложных грунтах (а болотистая местность этот способ практически исключает). Ведь если применить соединение методом сварки, оно будет не выдерживать возникающих при усадке сторонних напряжений, что приведет к утрате цельности конструкций, потере их жесткости. Технологии вязка же обеспечат на сложных почвах наиболее подвижное соединение арматуры. Здесь прутки, зависимо от состояния почв, смогут пространственно перемещаться, не нанося всей конструкции ущерба.
Видео о способах соединения арматуры различными методами:
Вопрос о том, можно ли варить арматуру для фундамента интересует многих, кто собрался строить дом. Вязать арматуру трудно и долго, поэтому большинство склоняется в пользу сварки.
Однако сварка арматуры имеет один огромный недостаток: она способствует снижению прочности арматурных прутьев. Варить или не варить арматуру — вот в чем вопрос.
Зачем нужна арматура в фундаменте
Основная функция арматуры — это защита фундамента от разрушения. То есть, в случае просадки грунта или каких-то других проблем, арматура выступает в роли основы, которая не даст фундаменту разрушиться.
Соответственно, к этой самой основе предъявляются свои, особые требования. Во-первых, арматурный пояс должен быть стойким на разрыв. Во-вторых, он не должен лопнуть вследствие возникших нагрузок.
Также арматуру не рекомендуется варить в том случае, когда её диаметр более 20 миллиметров. В этом случае, как и в других, рекомендуется использовать именно связывание прутьев проволокой.
Вязка или сварка арматуры — что выбрать?
Конечно же, многие применяют сварку арматуры при строительстве фундаментов. Однако это нецелесообразно, и неправильно, в ряде случаев.
Во-первых, если строится большое здание, то сварка оказывается более затратным мероприятием, чем вязка арматуры. Если брать в расчёт необходимое количество сварщиков, то на оплату их труда уйдёт немалое количество средств.
Кроме того, нельзя забывать и о человеческом факторе. Сегодня найти хорошего сварщика, это действительно проблема, поскольку мало кто хочет посвятить свою жизнь этой профессии. Сварщики зарабатывают не так и много, а вот работа у них вредная, за которую нужно давать бесплатное молоко.
Ну не будет отдаляться от темы. Поэтому перейдём к следующим недостаткам. На подвижных грунтах, варить арматуру для фундамента, и вовсе, запрещено. Связано это с тем, что как было сказано выше, сваренный арматурный каркас будет обладать большой жесткостью.
И если вдруг произойдёт просадка грунта, то арматура попросту лопнет в местах сварки, в то время как на проволоке, каркас немного потянет, но он останется целым. Кроме того, нельзя забывать и о том, что не вся арматура пригодна для сваривания.
Связано это, прежде всего, с большим количеством ограничений, которые отсутствуют при вязке арматуры. Не стесняйтесь добавлять свои комментарии, делитесь собственным опытом. Он, как говорится, бесценный.

О СВАРКЕ
Сварка арматуры позволяет быстро изготовить жесткий каркас любых размеров. Однако применение этого метода не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
.jpg)
Что такое арматура
Бетон обладает высокой прочностью на сжатие, но плохо работает на растяжение. Во избежание раскрытия трещин при таких нагрузках в него замоноличивают стальные стержни круглого сечения – арматуру. Их дополнительная функция сводится к усилению бетона при сжатии.
Разновидности арматуры
В соответствии с ГОСТ 5781-82 стержни делятся на классы от А-I (А240) до А-VI (А1000). В основном применяют следующие:
- А-I (А240). Гладкие стержни из горячекатаной спокойной, полуспокойной или кипящей стали марки Ст3.
- А-II (А-300). Арматура этого и последующего классов имеет периодический профиль – выступы, обеспечивающие прочное сцепление с бетоном. Стержни диаметром менее 40 мм изготавливают из стали Ст5 (спокойной и полуспокойной), более толстые – из 18Г2С.
- А-III (А400). Изготавливается из стали 35ГС и 25Г2С. Вторая разновидность представляет собой улучшенный вариант и помечается нанесением на концы несмываемой белой краски. В отличие от первого, ее можно соединять электросваркой; стержни обладают повышенной прочностью за счет холодного вытягивания. А-III – один из самых распространенных видов арматуры. Применяется в ответственных конструкциях, в т.ч. предварительно напряженных.
ГОСТ Р 52544-2006 устанавливает еще 3 класса арматуры, подвергнутой термомеханическому упрочнению:
- А500С. Горячекатаные стержни. В последние десятилетия широко применяются вместо А-III. За счет использования стали без легирующих добавок стоят дешевле и могут соединяться между собой дуговой сваркой.
- В500С. Холоднокатаный вариант.
- Ат800. Более прочная горячекатаная разновидность.
В железобетонном изделии различают 2 вида арматуры:
- Продольная. Является основной, держит расчетную нагрузку.
- Поперечная. Служит для соединения поясов продольной арматуры в 3-мерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, воспринимает усилия от температурного расширения.
Диаметр у поперечной арматуры меньше, чем у продольной.

Особенности сваривания арматуры
Круглая форма стержней обусловила появление специального метода – ванного. Его применяют при стыковой сварке, когда торцы элементов прилегают друг к другу.
При организации других видов соединений (нахлесточного, крестообразного и таврового) необходимо держать электрод под правильным углом.
Основные требования
В местах сварки металл не должен терять прочность и пластичность. Некоторые стали, например, 35ГС, запрещено соединять данным методом, поскольку материал в зоне шва становится хрупким. Каркасы из таких стержней собирают с помощью вязальной проволоки или фиксаторов из пружинной стали.
Перед сваркой с арматуры удаляют грязь и пыль. При небольшом объеме работ ее зачищают до металлического блеска, что положительно отражается на качестве шва. На крупных стройках этого не делают, т.к. подобная подготовка влечет за собой существенное удорожание процесса и растягивание его во времени. Толщину электрода и сварочный ток подбирают так, чтобы избежать прожига стержня.
Способы сварки арматуры
Применяют ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько вариантов расположения стержней один относительно другого.
Внахлест
К такому способу прибегают на участках, не подверженных большим нагрузкам. Придерживаются следующих рекомендаций:
- Соединяют стержни одинаковой толщины.
- Данный параметр (D) должен быть не менее 20 мм.
- Минимальная длина нахлеста составляет 10D.
- Стержни располагают горизонтально.
Встык
Этот тип соединения применяют для стержней диаметром 20-100 мм. Сварку осуществляют ванным способом:
- Арматуру укладывают с небольшим зазором между торцами.
- Ограничивают пространство между стержнями с 3 сторон накладками или специальной U-образной скобой.
- Сварочным электродом оплавляют торцы, в результате чего в зазоре между ними образуется ванна расплавленного металла.
- После его остывания накладки удаляют.
- высокие прочность и надежность соединения (подходит для ответственных конструкций);
- возможность вести работы в любом пространственном положении.
Недостаток – высокий расход электродов. Чтобы заполнить ванну между прутами толщиной 28 мм, понадобится 3 4-миллиметровых расходника. Если они плавятся последовательно, от мастера требуется умение быстро менять их. Проще закрепить все 3 электрода в специальной гребенке и варить ими одновременно.
Точечная контактная
Такую сварку применяют на автоматизированных производствах. Ее преимущество – высокая производительность. Недостатки:
- большая энергоемкость;
- потребность в специальном крупногабаритном оборудовании (может эксплуатироваться только в условиях промышленного предприятия).
Арматуру можно накладывать друг на друга или соединять встык. Во втором случае действуют ограничения по диаметру:
- Для гладких стержней – не менее 14 мм.
- Для профилированных – не менее 32 мм.
При наложении стержней внахлест сварку производят в нескольких точках.
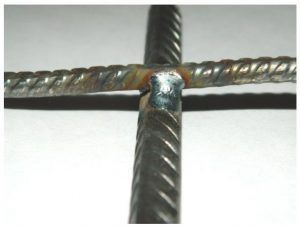
Крестообразная
Сварку выполняют строго в горизонтальном или вертикальном положении. Это обеспечивает плотный контакт арматуры и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.

Данный вид сварки нельзя выполнять при отрицательных температурах воздуха.
Оборудование и материалы для сварки
Арматуру варят стандартными аппаратами для электродуговой сварки:
- трансформаторными;
- выпрямителями;
- инверторами, в т.ч. бытовыми.
Газовую сварку не применяют.
Разовые и небольшие по объему работы производят ручным способом. Ему присущи такие недостатки:
- требуется исполнитель с высокой квалификацией;
- процесс занимает много времени;
- характеризуется высокими расходами.
При серийном изготовлении каркасов в производственных условиях задействуют полуавтоматическую и автоматическую сварку. Это дает следующие преимущества:
- возрастают качество и производительность работ;
- снижаются себестоимость и требования к квалификации исполнителя.
В зависимости от того, какое оборудование имеется в наличии, применяют плавящиеся или тугоплавкие электроды.
Технология сварки арматуры
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки – если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.

Проверка прочности готовой конструкции
Качество швов проверяют:
- Визуально. Осматривают соединение на предмет трещин, сквозных прожогов, подрезов, непроваров, пор и кратеров.
- Гамма-дефектоскопией. Метод для выявления внутренних дефектов (непроваров, пор, микротрещин, неметаллических включений).
- Простукиванием молотком или сбрасыванием каркаса на пол с высоты в 1-1,5 м (тест на прочность).
Параметры режимов сварки
Рекомендуемые показатели тока
Ампераж зависит от типа электрода и его толщины:
| Диаметр электрода, мм | СМ-11 | АНО-5 (6) | ВСЦ-4 | УОНИ-13/55 |
| 2 | – | – | – | 30-50 |
| 3 | 100-150 | – | 90-100 | 80-120 |
| 4 | 150-220 | 170-220 | 120-150 | 130-190 |
| 5 | 180-290 | 210-280 | – | 180-260 |
Если работы ведутся при отрицательной температуре воздуха, силу тока увеличивают на 15-20%.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
Параметры для ванного метода приведены в таблице:
Техника безопасности
С целью защиты глаз и кожи от жесткого ультрафиолетового излучения и капель расплавленного металла сварщик использует средства индивидуальной защиты:
- щиток с темным стеклом;
- спецодежду;
- рукавицы.
Работы проводят с соблюдением правил электробезопасности.
Особенности сварочных работ на высоте
Если монтаж ведется с применением оборудования для промышленного альпинизма, оно должно быть усилено стальной цепью или тросом. Такие работы запрещено проводить в условиях плохой видимости:
- в темноте;
- в тумане;
- в снегопад.
В остальных случаях применяют строительное оборудование или специально смонтированные конструкции, позволяющие закрепиться страховочным поясом.
При выполнении работ в нескольких точках на разной высоте монтируют ограждения, препятствующие падению на нижерасположенных работников инструмента, капель расплава, электродов.
Сварщик должен иметь:
- Сумку для инструмента.
- Пенал для электродов.
- Огнестойкую тару для огарков.
Возможные сложности
Часто приходится сталкиваться с ситуациями:
- Залипает электрод. Необходимо увеличить сварочный ток.
- Дуга прожигает свариваемую арматуру, или образуется чрезмерно большая ванна. Уменьшают ток либо применяют электрод меньшей толщины.
Что лучше: сварка или вязка арматуры
Каждый способ имеет свои сильные и слабые стороны. Достоинства вязки:
- Процесс не влияет на прочность и пластичность стали. Данное обстоятельство особенно важно при сооружении фундаментов тяжелых зданий и других конструкций, рассчитанных на большие нагрузки.
- Дешево стоит. Отожженная вязальная проволока имеет намного меньшую стоимость, чем электроды; для ее применения не требуется электричество.
- Обходится без использования сложного оборудования. Нужен только специальный инструмент – крючок.
- Может применяться в отношении стержней любых диаметров.
- Операция доступна человеку без специальных навыков.
- Низкая скорость выполнения работ.
- Отсутствие жестких связей.
Второй аспект проявляется при изготовлении больших каркасов.
Сварка, наоборот, позволяет быстро получить жесткие конструкции любых размеров, но имеет следующие недостатки:
- Обходится дороже.
- Требует участия специалиста со сложным оборудованием.
- Неприменима к стержням толщиной менее 12 мм (возможен прожог).
- Может привести к уменьшению прочности и пластичности в зоне соединения.
- Нуждается в электроснабжении.
Дополнительная информация
Сварку внахлест правильно вести в нижнем положении. В верхней позиции сталь плавится менее интенсивно. Также допускается расположение стержней под углом в 15-20°.

Метод сварки для скрепления сегментов арматуры проволокой на практике используется часто. Метод используется на стальную и композитную арматуру. Последняя появилась сравнительно недавно и редко применяется в частном строительстве. Копирование фундамента необходимо для усиления прочности конструкции и увеличения срока эксплуатации здания. Для монтажа железобетонных конструкций разработаны государственные стандарты соединений.
Что написано в ГОСТ по поводу сварки арматуры
Сварная арматура для фундамента — особенности применения

В строительстве архитектурных сооружений главной задачей является подготовка прочного фундамента, который будет противостоять внутреннему усилению на сжатие опор стен и нижнего грунта. Основа фундамента — бетон, который состоит из песка, цемента и воды, при застывании он выдерживает большие нагрузки. Физические характеристики цементного материала не могут гарантировать отсутствие деформации основы сооружения.
Для противостояния сдвигам фундамента, возникающим при перепадах температур и других природных факторах, используют металл обеспечивающий надежную фиксацию. Армировка — это обязательный процесс в ходе строительства. В процессе эксплуатации сооружения возникает осадка, при этом грунт под фундаментом уплотняется. Процесс должен проходить равномерно по всей протяженности ленточного фундамента. В таких случаях внутренние усилия в фундаменте не возникают.
Добиться равномерности и снизить осадку можно при использовании фундаментных лент с арматурой, ширина которых определяет величину нагрузки.
Фундамент является основой архитектурного строения, при закладке основания соединений для прочности используют два способа: сварку и связку. Каждый из них имеет свои плюсы и минусы. Некоторые строители предпочитают использовать для укрепления фундаментной основы сварку, в таком случае соединение производят в местах пересечения арматуры. Способ достаточно простой и надежный, особое внимание при нем уделяется армировке углов, чтобы стальные элементы, являлись соединяющим звеном одной и другой стены.
Преимущества и недостатки способа

В процессе сварочных работ при высоких температурах металл нагревается, в результате чего теряет основные свои характеристики: прочность и жесткость. Именно поэтому существуют разногласия в применении данного метода в строительстве фундамента под сооружение. Сварочные материалы делятся на категории:
- каркасные конструкции;
- сетки, изготовленные методом сваривания;
- сварные стержни.
Прочность фундамента при правильном выполнении сварочных работ гарантирована. Профессиональные сварщики хорошо знают, что перед работой обрабатываемую поверхность арматуры необходимо предварительно подготовить.
Как правильно производить сварку
Строительство фундаментной основы влияет на прочность всего сооружения, для этого при проведении сварочных работ нужно свести к минимуму потери свойств арматуры. Подготовка к работе начинается с выбора электродов, для прутьев диаметром 14 мм используют (АНО-21), (То). Приобрести электроды можно в специализированном магазине. После варки каждого стыка надо подождать полного остывания и проверить на наличие микротрещин, если дефект отсутствует — работа выполнена качественно.
Сварщики для увеличения плотности прилегания арматуры используют метод зачистки металлических окончаний с помощью шлифовки или зачистки. Системы сварочного соединения бывают четырех видов:
- крестовое;
- тавровое;
- внахлест;
- стыковое.
Тавровый метод лучше не применять, так как прочность на изгибе будет низкой, соответственно качество фундаментной ленты снижается.
Выбор арматуры

При воздействии сварочной дуги поверхность и структура металла меняется, в результате снижается характеристика прочности. В случае использования крупных прутьев арматуры, материал существенно не повлияет на фундаментную основу. Если применяются небольшие отрезки, стоит учесть изменения структуры металла при нагревании. Основная цель в проведении сварки арматуры — снизить пагубное влияние высоких температур в местах соединения.
В строительной индустрии ни одно возведение малоэтажных или высотных домов не обходится без использования арматуры. Для правильного расчета армировки частного дома, можно отталкиваться от типичных схем, используя метод укладки четырьмя или шестью стальными прутьями. Расчет диаметра зависит от конструктивных особенностей будущего здания. В строительстве одноэтажных или двухэтажных домов зачастую используют стержни диаметром 8 мм, это вполне достаточно для формирования ленточного фундамента.
Согласно нормативам, площадь сечения продольной арматуры должна иметь не менее 0,1 %, от общей структуры проложенной ленты из железобетона.
Стальные прутья должны быть одинаковыми, если материал разного сечения, нижние ряды следует конструировать стержнями большего диаметра. При подсчете стержневого материала, необходимо учитывать допуск при стыковке. Необходимо:
- составить схему расположения прутов в фундаменте, затем учитывая длину стержней, проводится подсчет стыков;
- к полученной цифре прибавляют 10-15%, так получается достаточное количество продольной арматуры.
Если арматура после проведения работ осталась, переживать по этому поводу не надо, в процессе строительства данный материал пригодится.
Материалы и оборудование
В строительстве частных домов применяют стальную арматуру диаметром 5-8 мм, от ее размера зависит выбор нагрузки. Ребристые пруты используют в качестве основного элемента армирующей конструкции, а гладкие — для скрепления ребристых стержней. Сварка проводится разными способами. Сварщик в работе с прутами большого диаметра применяет электроды, состав которых похож на структуру самой арматуры. Для работы необходимо подготовить:
- сварочный трансформатор;
- инвертор или другие источники подачи тока.
Чтобы выполнить работу, необходимо иметь сварочное оснащение и профессиональные навыки. Если сварщик использует полуавтоматический агрегат, рекомендуется применять проволоку диаметром 0,3 — 1,6 мм.
Тонкости сварочных работ

Качество сварочных работ зависит от умения и опыта сварщика. Первое, что делает сварщик — подготавливает материал для работы:
- проводит проверку стальных прутьев на качество;
- в процессе осмотра выполняет отбраковку;
- металлические стержни чистит от коррозийного налета, покрывает абразивным составом, разрезает на заготовки;
- проводит соединение элементов каркасной конструкции с помощью легких прихватов сваркой;
- финишная фиксация выполняется после легких соединений специальными кондукторами, по чертежу проекта;
- заключительный этап — сварка всего каркаса.
Что лучше: вязать или сваривать арматуру для фундамента
Многие строители считают, что использование сварки арматуры для фундамента является ненадежным способом, другие уверяют, что прочность не пострадает. Решить вопрос о применении данного метода должен застройщик, учитывая проект архитектурного сооружения и факторы воздействия на основу фундамента.
Читайте также: