
Станок для сборки рам своими руками
Обновлено: 07.07.2024
Компания "НеоАрт" поставляет на российский рынок оборудование и материалы для изготовления РАМ. Мы предлагаем нашим клиентам лучшие технологии и оборудование от ведущих мировых производителей:
● пилы Omga и Cassese
● гильотины Morso и Cassese
● станки для скрепления углов рам Cassese и Alfamacchine
● станки и приспособления для вырезания паспарту Logan, Fletcher и Biedermann
● термовакуумные прессы и роликовые ламинаторы Biedermann
Широкий ассортимент НеоАрт (от любительского до высокопроизводительного) позволяет клиентам выбирать любое оборудование в зависимости от направления деятельности, потребностей и бюджета.
НеоАрт предлагает инструменты, различные приспособления и станки, при помощи которых можно самостоятельно разрезать багет, собрать раму из заготовок, закрепить фотографию, картину или другое изображение в раме, а также вырезать паспарту.
Для профессиональных оформительских сервисов и багетных мастерских НеоАрт предлагает оборудование для любого этапа изготовления рам, способное многократно увеличить производственные возможности как небольшого, так и крупного серийного производства.
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.

Рамки из багета своими руками
Багетом называют планку, из которой изготавливают рамы для картин, фотографий, зеркал и т.д., а также используют для украшения стен.
Произведения, оформленные в багет выглядят очень красиво, стильно, изысканно.
Багет придает шарм и законченный презентабельный вид.
Конечно существует множество способов оформить картину в раму, как и собственно множество техник изготовления самих рамок, но багет это все же классический вариант, который будет актуален во все времена.
В даннй статье показаны способы изготовления рамы из багета, которые можно сделать дома своими руками.
Рамка из багета для большого количества фотографий

Рамки из багета можно использовать не только для оформления стандартного изображения, но и в современном формате.
Так можно выполнить рамку для большого количества фотографий в современном стиле.
Сложность работы заключается только в сборке самого багета, если вы решили сделать его сами.
Можно просто купить готовую рамку и следовать фотоинструкции, приложенной ниже.
Такая рамка будет отлично смотреться в комнате подростка или в гостинной.
Рамка из багета

Не один художник и фотограф не обходится без столь необходимого предмета как рама для своих работ. А что говорить о мастерицах, которые занимаются, например, вышивкой. Для всех этих работ отлично подойдет багет в качестве завершающей стадии оформления.
В багете несомненно можно оформить любое изображение.
Плюсом такого "инструмента" для оформления является то, что он не требует дополнительного оформления и сам по себе выглядит законченно.
Конечно это не значит, что нельзя использовать дополнительные аксессуары. Ведь видов багета очень много и выглядят все они по-разному.
Классический вариант создания рамки из багета прост.
Для работы понадобятся:
- багет;
- стусло;
- клей;
- скобы;
- наждачная бумага;
- ножовка.
Виды багета
Сегодня рынок багетов полон всевозможными вариантами этого материала.
В магазинах представлены варианты не только различного оформления, но и изготовленные из разных материалов.
Итак, багет может быть сделан из следующих материалов:
Пенопласт
Не требует навыков работы с деревом, прост в эксплуатации, очень легок, низкая стоимость, можно придать любой оттенок, достаточно влагозащищен, гибкий.
Но есть и минусы - непрочен.
Пластик
Не подвержен воздействиям влаги, можно имитировать дерево, дешевле дерева.
Минусом является искусственность материалов, из которых он изготавливается.
Металл
Современный, но больше подходит для офисных помещений и выставочных залов.
Дерево
Экологически чистый материал, красивый и благородный внешний вид, устойчивость к механическим воздействиям.
Из минусов нужно отметить высокую стоимость и возможность впитывать влагу.
При выборе багета для рамы не стоит забывать об этих качествах данных материалов.
Рамка из пенопластового багета
Очень легкий и дешовый материал, такой как пенопласт, очень хорошо подходит для изготовления рамок.
Этот материал можно декорировать на ваш вкус, не жалко испортить, можно экспериментировать с формами рамок и т.д. В общем простор для творчества достаточно большой.
Что говорить о самом процессе, то процесс изготовления рамки из любого багета довольно одинаков. Сложность заключается в правильном разрезе углов. На помощь приходит такой инструмент как стусло, позволяющее идеально вырезать угол в 45 градусов.
Дальше нужно конечно же скрепить стороны рамы, что тоже не всегда просто.
Рамка из багета без клея

Багетная рамка из пластикового багета выглядит современно и стильно.
Она может стать прекрасным подарком или просто украсить комнату.
Такую багетную рамку можно изготовить не используя клей.
Достаточно применить смекалку и металлическую крышку для консервирования.
Инструкция на фото.
Дополнительная рамка

Очень красивая рамка , выполненная из пенопластового багета, станет отличным обрамлением фото.
Обычно уже готовые деревянные багетные рамки, стоящие не очень дорого, изготавливаются из узкого багета.
Это не беда, ведь всегда можно смастерить что-то новенькое из уже готовой вещицы. Именно так и появилась эта рамка.
Пенопластовый багет придал рамке дополнительные габариты.
Инструкция на фотографиях.
Декор багетной рамы
Не у всех есть возможность заказать раму в багетной мастерской, да и не всегда это нужно, если есть возможность сделать такую раму самому.
Но также можно и самому оформить раму , тем более если рама простая деревянная и без покрытия.
Существует огромный выбор материалов для декорирования предметов из дерева.
Некоторые способы представлены на фото.
Профессиональные инструменты для работы с багетом
В профессиональных мастерских обычно используют три основных инструмента для работы с багетом:
Торцовочная пила для резки багета или гильотина;
Соединитель для рамы;




Станок для резки паспарту

Часы с объемной вышивкой в багете

Не только картину и фотографию можно оформить в багет , при желании можно смастерить и такие красивые часы.
Представленные часы оформлены объемной вышивкой из лент. Часы оформлены под стекло в багетную раму.
Выглядит такая работа очень красиво. Т акие часы можно сделать в подарок, который несомненно порадует его обладателя и сохранит приятные воспоминания на долгие годы.
Для работы использована готовая багетная рама со стеклом, над которой совершили некоторые доработки, чтобы сделать такие чудесные часы.
Смотрите фотоинструкцию ниже.
Рама из багета для гобелена

Прекрасно смотрится на стене гобелен оформленный в раму из багета.
Сделать такую раму можно своими руками.
В статье уже показано не мало способов.
Но что же делать, если вы купили багет с гладкой изнаночной стороной, на что же крепить гобелен?

Самодельные станки и приспособления для домашней мастерской
Но народные умельцы находят выход из положения, изготавливая самостоятельно такие станки и приспособления, некоторые из которых вполне могут конкурировать с заводскими моделями. Причем, для создания подобного оборудования идут в ход вполне доступные материалы, зачастую просто пылящиеся в сарае. А в качестве приводов широко используются ходовые электроинструменты, обычно имеющиеся в любой мастерской.
В этой публикации будут рассмотрены лишь некоторые самодельные станки и приспособления для домашней мастерской. Следует правильно понимать, что охватить все имеющееся многообразие подобного оборудования – попросту невозможно в рамках одной статьи. Здесь впору отводить такой теме вообще отдельный сайт. Так что будет дан в основном общий обзор. Но изготовление двух моделей, весьма важных, наверное, для любой мастерской – маятниковой пилы и заточного станка для режущего инструмента, рассмотрим пошагово, со всеми нюансами, от первых наметок до проведения испытаний.
Основа основ – удобный верстак и организованное хранение инструментов и принадлежностей
Речь идет о верстаке и о продуманной системе хранения необходимых для работы инструментов, принадлежностей, расходного материала и прочей мелочи.
Верстак подбирается или изготавливается самостоятельно в зависимости от основного направления работ в мастерской.
Если хозяин больше нацелен на обработку древесины, то ему потребуется столярный верстак. Существует давно используемая и всесторонне проверенная общая концепция такого рабочего места. Наверное, и при самостоятельном изготовлении верстака имеет смысл ее придерживаться.
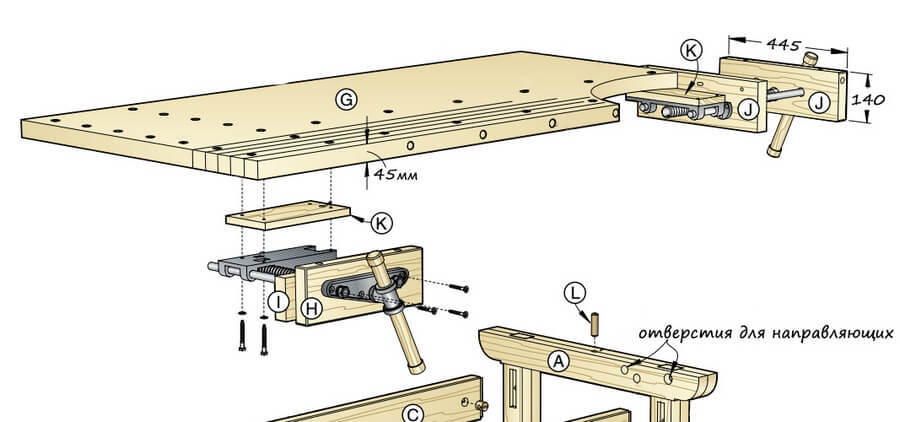
Верстак базируется на мощных деревянных ножках (поз. 1), которые снизу, в основании, обычно попарно связаны опорами-перемычками (поз. 2). Сверху располагается крышка – верстачная доска (поз. 3). Как правило, предусматривается углубленный участок – так называемый лоток (поз. 4), чтобы в ходе работы необходимые под рукой инструменты или комплектующие не падали на пол.
Обычно с правой стороны располагается боковой иди задний зажим (поз. 5). По сути, это винтовые тиски, в который предусмотрен выдвигающийся вверх клин (поз. 6). По линии этого клина вдоль верстачной доски расположен ряд гнезд (поз. 7) для аналогичных клиньев (они могут прятаться в этих гнездах или храниться отдельно и вставляться по мере необходимости). Это позволяет жестко закрепить для обработки деревянную заготовку между клиньями стола и боковых тисков.
Для фиксации длинномерной детали, которая не может быть закреплена между крайними клиньями, используется передний зажим (поз. 8). Это тоже винтовые тиски, которые способны зажать заготовку между передним торцом верстака и подвижной деревянной губкой. А для того чтобы длинная деталь имела необходимые точки опоры снизу, из торца верстака выдвигаются спрятанные там в пазах пальцы или выдвижные опоры (поз. 9).
Нижняя область верстака называется подверстачьем (поз. 10). Как правило, здесь расположены мощные перекладины (проножки), связывающие попарно ножки верстка в продольном направлении. На этих перекладинах часто организуются полки для хранения инструмента или заготовок, или даже, как показано в демонстрируемой схеме – закрытый шкафчик.
Ниже будет представлен чертеж верстака. Тот, кто умеет читать схемы и владеет навыками столярных работ, вполне сможет изготовить такую модель самостоятельно.
Для начала — общая монтажная схема столярного верстака с размерами.
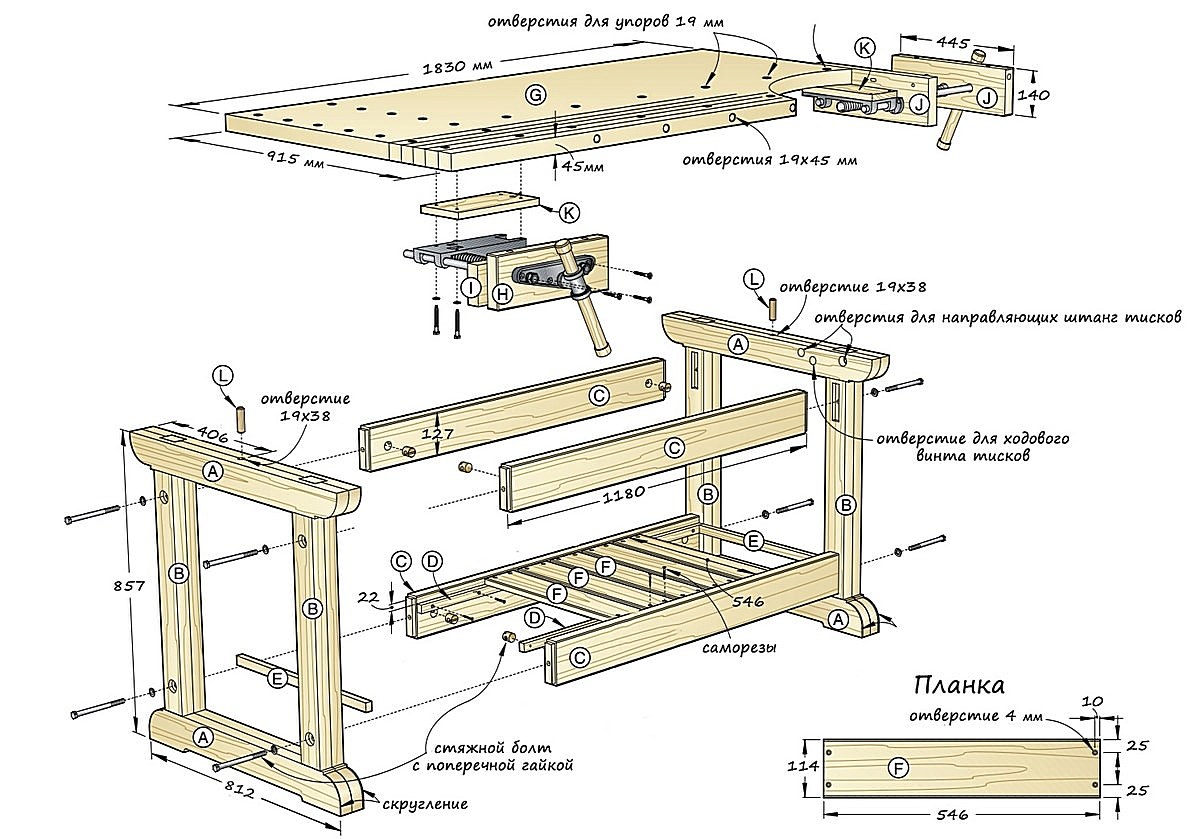
Общий сборочный чертеж верстака.
Теперь – ряд чертежей по отдельным деталям и узлам конструкции.
Для изготовления деталей подверстачья (основания) используется, как правило, качественная древесина хвойных пород с остаточной влажностью не более 12%.
Стойки, верхние и нижние перекладины-опоры – размеры, принцип сборки и крепления. Схема соединительного узла проножий.
Верстачную доску (крышку) преимущественно изготавливают из древесины твердых пород – это может быть бук или дуб, ясень или клен. Изготовить самостоятельно столь массивную габаритную панель – задача крайне непростая, поэтому часто в столярной мастерской заказывается или приобретается уже готовый клееный щит. Вряд ли это покажется слишком дорогим решением, учитывая и стоимость материала, и трудоемкость процесса. Так что выгоднее приобрести готовое изделие, а потом его уже доработать под верстачный стол.
Кстати, при выполнении различных обрабатывающих операций, так или иначе, поверхность рабочего стола будет повреждаться. Чтобы максимально продлить срок эксплуатации верстака, крышку нередко закрывают фанерным или ДВП-листом (естественно, по размерам стола и со всеми необходимыми пазами и гнездами). По мере износа такого покрытия его можно будет заменить на новое – это не столь трудно и недорого.
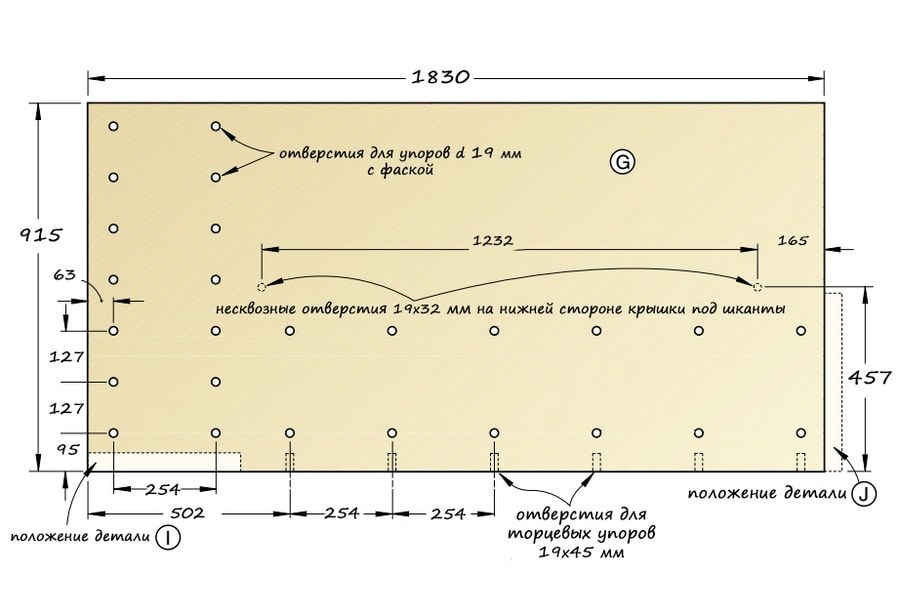
Чертеж крышки верстака. В данной модели лоток не предусмотрен, но его при необходимости можно на свободной участке выбрать фрезером.
Особую сложность обычно приставляет монтаж переднего и заднего (бокового) зажимов. Чтобы получились действительно работоспособные и удобные приспособления, сам винтовой механизм тисков лучше приобрести в готовом, собранном виде. В продаже представлено немало подходящих для этой цели моделей.

Вот такой готовый механизм для столярных тисков можно приобрести в магазине. Потребуется две штуки.
Для сборки этих зажимных узлов можно руководствоваться следующим чертежом:
Сборочный чертёж переднего и заднего зажимов верстака.
Губки для тисков должны изготавливаться исключительно из древесины твердых пород, размеры и расположение отверстий показаны на чертеже. (Следует правильно понимать, что расположение и диаметр отверстий должны соответствовать приобретённому винтовому механизму).
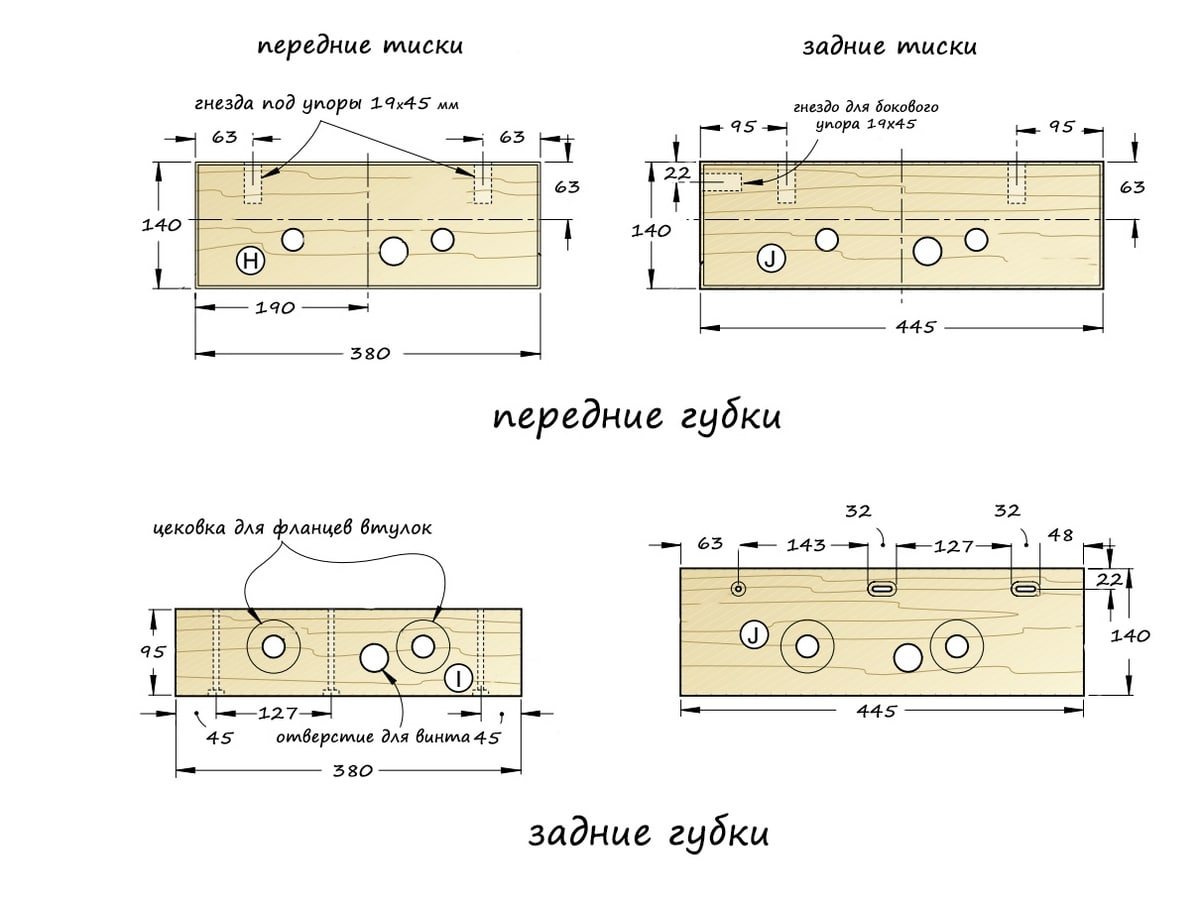
Чертеж губок для передних и задних (боковых) тисков верстака.
И, наконец, последняя схема демонстрирует способ крепления задних неподвижных губок обоих тисков к крышке верстака.
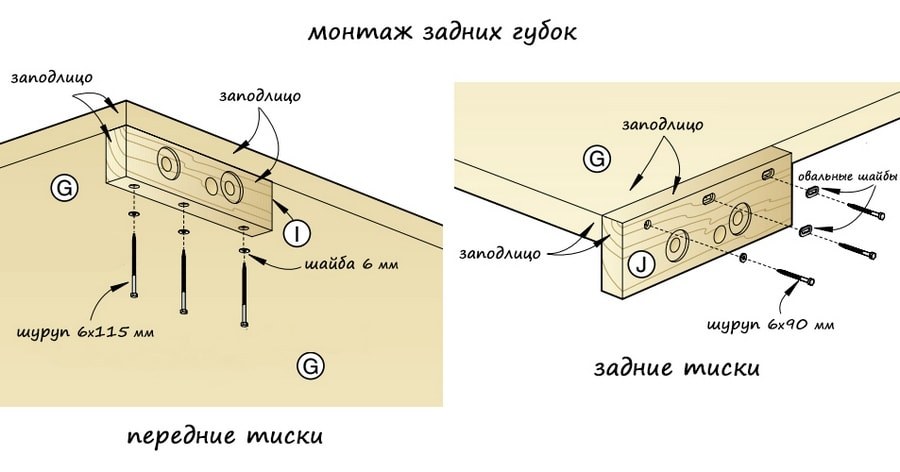
Задняя кубка передних тисков крепится снизу стола, боковых тисков – по торцу стола.
Видео: слесарный верстак своими пуками
Важной составляющей комфорта работы в мастерской всегда является оптимизированная расстановка и система хранения инструментов и принадлежностей. Но на этом останавливаться не станем, так как на страницах нашего портала такой теме отведена отдельная статья.

Как сделать мастерскую максимально комфортной для работы?
Самодельные станки и оборудование
Как уже говорилось, разнообразие самодельных станков – чрезвычайно велико, и о всех рассказать попросту невозможно. Поэтому в этом разделе статьи читателю будет предложено несколько видеообзоров. И, кроме того, в подробностях, пошагово будет рассмотрено изготовление двух моделей станков.
Видео — миниатюрный токарный станок по дереву на базе электродрели
В хозяйстве частенько возникает необходимость выточить ту или иную деревянную деталь круглого сечения. Если не заниматься этим профессионально, то приобретать настоящий токарный станок – совершенно нерентабельно. Да и места он займёт немало. А вот иметь в своём распоряжении миниатюрный станок, который можно хранить в шкафу и собирать по мере надобности – никогда не помешает. Тем более что его изготовление – не столь сложное дело.
В этом можно убедиться, посмотрев предлагаемый видеосюжет. Несмотря на то что автор говорит по-английски, все его действия подробно показаны и вполне понятны. И такой станочек, руководствуясь это видео-подсказкой, по силам сделать каждому.
Видео — циркулярный станок на базе ручной вертикальной электрической пилы
Если возникает необходимость заготовки немалого количества деревянных деталей одного размера, то ничего лучше стационарной циркулярной пилы не придумать. И вполне можно изготовить такой станок, причем, опять же — в разборном варианте, который по ненадобности вообще не занимает практически нисколько места.
Потребуется всего лишь лист фанеры, несколько брусков и саморезов. А главным элементом конструкции становиться ручная вертикальная пила
В показанном сюжете мастер удаляет часть защитного ограждения ручной циркулярки. Это – не всегда обязательно. Вполне возможно, что свободного выхода пилы и так будет достаточно, если предполагается распил не слишком толстых заготовок.
При нарезке заготовок или древесины или металла, в том числе – и профильных или круглых труб, нередко требуется высокая точность. Причем точность не только в линейных размерах, но и в величине угла среза. Характерный пример — когда необходимо точно нарезать заготовки для какой-либо рамы, в которой стыковка деталей идет или строго перпендикулярно, или под углом 45 градусов.
Принцип устройства маятниковой пилы
Выполнить такую операцию позволяет маятниковая пила. На схеме выше в упрощенном виде показан принцип ее устройства и работы.
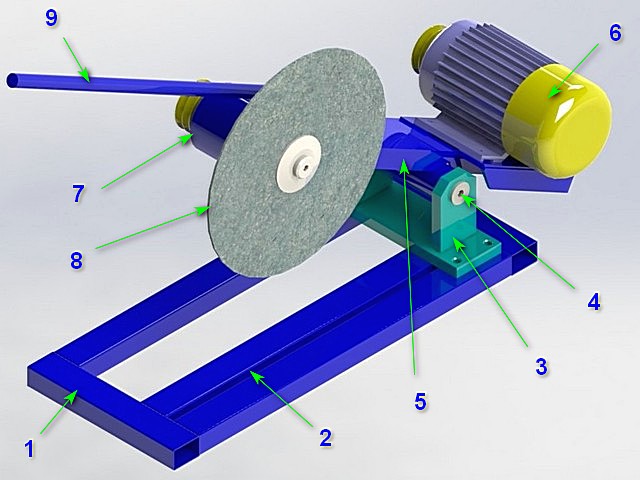
В любом случае имеется надежное основание (станина, рама), обеспечивающее устойчивость станка (поз. 1). Во многих моделях поверх станины организован рабочий стол с системой направляющих, упоров и струбцин, позволяющих точно выставлять обрабатываемую заготовку. Обязательно имеется прорезь (поз. 2), точно в которую опускается вращающийся круг или пила.
На станине жестко крепится опора (поз. 3) качающейся части станка. Она оснащена блоком подшипников и осью (поз. 4), относительно которой проворачивается качающаяся платформа—коромысло (поз. 5). На этой платформе размещен электропривод (поз. 6), передающий вращение напрямую или через систему передачи (поз. 7) на режущий инструмент – отрезной круг или круглую пилу (поз. 8). Предусматривается рычаг (поз. 9) или рукоятка, с помощью которого мастер может плавно опускать отрезной диск вниз, на закрепленную на рабочем столике над прорезью заготовку.
Обязательно предусматривается механизм возврата режущей части в исходное верхнее положение. Так, в показанном примере это обеспечивается массивностью привода, который выступает в роли противовеса. Но часто подобная функция возложена на пружинный механизм.

Маятниковая (отрезная, торцовая) пила заводского изготовления
Как уже говорилось, в зависимости от типа установленного круга (пилы), такой станок позволяет проводить работы с металлом, древесиной, пластиком. Если устанавливается диск с корундовым или алмазным напылением – можно резать керамическую плитку или керамогранит.
Схема, как видно – незамысловатая, надежная, и широко открытая для усовершенствования. В частности, некоторые умельцы изготавливают самодельные каретки на рабочем столе станка, позволяющие точно выставлять любой угол реза.
Видео — самодельный фрезерный стол из фанеры
Но возможности этого инструмента станут неизмеримо шире, если изготовить для него специальный фрезерный стол. Один из вариантов такого самодельного станка – в предлагаемом видео.
Самодельный станок для заточки режущего инструмента – пошагово
И в мастерской, и на кухне, и просто по хозяйству используется масса режущего инструмента, нуждающегося в регулярной заточке. Ходовые дисковые точилки для ножей дают очень непродолжительный эффект остроты режущей кромки, так как снимают металл вдоль кромки лезвия, а по всем канонам требуется – перпендикулярно ей. При заточке вручную с помощью брусков или на вращающемся точиле очень сложно точно выдержать оптимальный угол, тем более, чтобы он был равным по все длине лезвия. Кстати, этот полный угол заточки – отличается для различных типов режущего инструмента – на эту тему немало отдельных публикаций в интернете.
Значит, чтобы качественно заточить, например, нож, требуется приспособление, которое позволяло бы прикладывать усилие с поступательным направлением плоского абразива перпендикулярно режущей кромке последовательно по всей ее длине с единым, предварительно вставленным углом наклона. И чтобы обеспечивался визуальный контроль за ходом формирования и заточки этой режущей кромки.

Станок для качественной заточки ножей. Это – выпускаемая промышленностью модель. Но подобное приспособление вполне можно изготовить и своими силами.
Таких приспособлений предлагается в продаже немало. Но если есть желание, то аналогичный станок вполне можно изготовить и самостоятельно, используя для этого материалы, которые, возможно, отыщутся в мастерской или гараже. Да если и приобретать необходимое – то выйдет совсем недорого. Пример пошагово показан в таблице ниже.
Имеет смысл добавить еще несколько штрихов.
- Многие модели заводского изготовления оснащаются шкалой, по которой выставляется необходимый угол заточки режущей кромки. Несложно придумать и самому подобное приспособление, например, такое, как показано на иллюстрации. Перпендикулярная плоскости опорной площадки пластинка, и съемная линейка с прикрученным к ней транспортиром.
После зажатия ножа в струбцине достаточно приложить линейку к режущей кромке и к точке шарнира, совместить центральную риску транспортира с платиной, и по той же платине снять показания угла, отсчитывая его от 90 градусов.
Важно – полный угол заточки составляется из углов с обеих сторон лезвия. То есть если требуется угол в 30°, то заточка с одной стороны должна вестись под углом 15°.
Еще один вариант – это отметки на вертикальной стойке. Правда, в этом случае требуется единообразие в размещении ножей в струбцине – чтобы режущая кромка выступала всегда на одном расстоянии от края. Не вполне удобно.
А самый простой вариант – сделать несколько шаблонов из плотного картона или тонкой фанеры, подписав их, для какого режущего инструмента этот угол предназначен.
Одним словом, проявив сообразительность несложно значительно упростить приведение станка в нужное рабочее положение.
- Можно сделать замечание и по креплению брусков. Если предполагается их смена по ходу заточки, то они обязательно должны иметь одинаковую толщину, иначе изменится угол. Многие мастера советуют и иные подходы. Вместо брусков у них подготовлено несколько стальных пластин одинакового размера. На пластины наклеивается абразивная бумага. Две стороны – это уже два разных уровня зернистости. То есть можно подготовить комплект на все стадии заточки: от грубого формирования режущей кромки — до ее полировки.
Еще одна интересная идея на этот счет – не пластина, а отрезок профильной квадратной трубы 20×20 мм. Четыре стороны – это четыре разных абразива. В ходе работы — только переворачивай нужной стороной…
- Еще один нюанс: не помешает обеспечить себе и безопасность в работе. Будет очень неприятно, если при поступательном движении вперед рука сорвется – и в аккурат пальцами по режущей кромке. Так что здесь не помешает какая-то защитная гарда, придумать которую можно на свой вкус.
Сделанный собственноручно станок для заточки инструмента наверняка окажется очень полезным в любом хозяйстве.

В интернете не так много готовых проектов по которым можно самостоятельно собрать себе станок с чпу.
- Многие жаждут денег за подобные конструкции, которые по сути ничего из себя не представляют.
- Поэтому я взял какой-то станок, который нашел на авито и на его базе, точнее по фоткам, быстренько "спроектировал", а точнее нарисовал станок.
- Мой проект поможет тем, кто хочет самостоятельно своими руками собрать фрезерный станок с чпу.
- Причины могут быть разные, нет денег на готовый или просто хочется построить что-то своими руками.
В любом случае данная статья для Вас.
Написать эту статью подтолкнуло очередное заявление одного "производителя"
Некоторые “спецы” продают станки чпу и их комплектующие дешево, пытаясь, как мне кажется, заработать на неосведомленности жаждущих заполучить такой волшебный станок для своих столярных целей. Я говорю о фрезерных станках с чпу по дереву, так как по моему разумению, они не годятся для коммерческого использования и причиной тому - время затрачиваемое на обработку изделия, а большинство нуждается в таком станке в коммерческих целях.
Если у вас много времени, то эта статья поможет сэкономить денег, если вы вдруг решите собрать такой станок.
В данной статье вы получите полную информацию по механике трех-осевого станка портального типа, вы найдете чертежи и файлы для передачи на производство или самостоятельного изготовления элементов и комплектующих станка.
Сложности и трудности
Основная сложность - это подбор нужных комплектующих под свои желания рабочего поля станка.
Сделано все под готовые детали с алиэкспресс. По сути вы получаете готовый конструктор и проблем со сборкой возникнуть не должно.
План действий по сборке фрезерного станка
1. Определяем размеры станка
- Размер рабочего поля станка зависит от ходовых винтов
- Винты со стандартной разделкой концов продаются на али комплектами.
- В комплект входит: винт, гайка, крепление гайки, муфта и держатели винтов.
Данный станок имеет следующие размеры:
- оси Y: винт 700мм, профиль 685мм.
- соединительный профиль 685мм
- оси X: винт 500мм, профиль 455мм.
- ось Z: винт 300мм
при этих параметрах
- рабочее поле станка: X-295мм Y-480мм Z-160мм. размеры без установленных концевиков.
Пример
для увеличения размеров по оси Y
берем винт 1500мм, тогда длина профиля составит 1485мм (1500-700+685=1485) увеличиваем ось X (портал)
для винта длиной 1200мм понадобится профиль длиной 1155мм (1200-500+455=1155)
а длина соединительного профиля составит 1385мм (685+(1200-500)=1385) при таких винтах получаем станок с рабочим полем X-995м Y-1280мм Z-160мм


2. Металлические части
- Станок состоит из 14 разных частей 6мм конструкционной стали Ст3. Части собираются посредством сварки, для позиционирования используется шип-паз, с его помощью без труда собираются элементы в единую деталь.
- Кликнув по картинке в описании можно посмотреть номер и количество деталей необходимых для сборки станка.
- Элементы детали рекомендую заказывать на лазерной резке. Малые отверстия КЕРНИМ для дальнейшего просверливания отверстий и нарезания резьбы.












3. Алюминиевый профиль
- Металлический профиль 60х60 30 серия нарезаем в размер в зависимости от длины выбранного ходового винта.*
- Выбираем длину винта и получаем длину профиля для каждой оси. Как посчитать я писал выше.
- Для соединения сварных деалей с профилем используются Т-образные гайки
- Винты М5,M6,M8,М10



4. Комплектующие с АЛИ
- Четыре винта 1605 (ШВП) разной длины (оси Х,Y,Z)
- Четыре гайки 1605
- Четыре муфты с диаметрами 10мм и 8мм
- Четыре крепления гайки
- Четыре фиксируемые опоры FK12
- Четыре Шаговых мотора серии NEMA23 на 18кгс
- Цилиндрические рельсы SBR20 на ось X,Y SBR16 на ось Z
- Подшипники SBR20UU на X,Y (8 шт.) SBR16UU на Z (4 шт.)
ШВП - Шариковинтовая передача 1605, где 16 его диаметр, а 5 шаг на 1 оборот.
* профиль тоже можно посмотреть на алиэкспресс





5. Сборка деталей
- Предварительно во всех элементах нарезаем резьбу согласно чертежам.
- Сборка элементов производится посредством шип-паза, после сборки и фиксации - провариваем.
- Провариваем без фанатизма, иначе поведет и все будет кривое.
- Варим на прихватки либо завариваем шип-паз или комбинируем.
5.1. Собираем "углы" крепления основоной рамы станка
Для сборки необходимо собрать из деталей 1,2,3,4 угловые элементы рамы станка с чпу, чертеж прилагается.
Предварительно нарежьте резьбу согласно чертежу.

Обратите внимание, что "углы" собираются зеркально



5.2. Собираем стойки портала
Стойки портала для станка с чпу собираются аналогично угловым элементам, берем детале 5,6,7,8 и внимательно собираем.
Cледите за тем с какой стороны устанавливаете маленькие детали, на Деталь 5 устанавливается мотор приводящий в движение каретку по оси.
Предварительно нарежьте резьбу согласно чертежу.


5.3. Собираем ось Z станка своими руками
Основу оси Z собираем из деталей 9,12,13, смотрим на картинку и внимательно собираем, не перепутайте.
Предварительно нарежте резьбу согласно чертежу.



Фиксируйте свариваемые детали, к примеру можно взять квадратную трубу и притянув к ней струбцинами детали получим угол 90 градусов. Даже если не получится идеального угла, муфта соединения вала мотора с ШВП (винтом) имеет мягкую вставку, которая компенсирует не соосность.
6. Собираем сам станок
Все элементы готовы и теперь осталось только собрать-скрутить все детали в одно целое, чтобы получить станок на который впоследствии установить чпу систему. В данном варианте это либо MACH 3,4 или LinuxCNC
Алюминиевый конструкционный профиль собирается на Т-гайках, поэтому берем горсть гаек и винтов я использую с внутренним шестигранником (DIN 912). Берем винты класса прочности 8.8 они есть в любом хозмаге.
6.1. Собираем левую и правую часть оси Y
- 1. устанавливаем угловые элементы.
- 2. Собираем направляющую, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к алюминиевому профилю 60х60 винтами М6.
- 3. Тиким же образом собираем вторую направляющую.
- 4. Все теми же винтами М8 соединяем обе направляющие между собой заранее подготовленным профилем, который задает длину оси X, получаем основание станка. Не затягиваем.
- 5. В угловые элементы устанавливаем фиксируемые опоры винтов FK12, крепим на винты М5.
- 6. Берем винт с накрученной на него гайкой, одеваем крпеление гайки к стойке и прикручиваем его на 6 винтов М5.
- 7. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12 слегка фиксируя гайкой на опоре.
- 8. Шаговый двигатель NEMA 23 c надетой на вал муфтой, устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 9. Затягиваем гайку, фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП и валу двигателя, затягивая винты на соответсвующих половинках муфты.




6.2. Портал фрезерного станка, ось Х
- 1. Соответвующие стороне стойки портала крепим на подшипники SBR20UU на винты М5. Гайку ШВП (SFU1605) не прикручиваем к стойке.
- 2. Устанавливаем заготовленный для портала профиль и прикручиваем его винтами М8, Не затягиваем.
- 3. Прокатываем портал в одну сторону до упора и подтягиваем винты М8 основной рамы станка.
- 4. Прокатываем портал в противоположную сторону и подтягиваем винты основной рамы станка.
- 5. Проверяем как перемещаяется портал, прокатывая его из стороны в сторону. Нужно добиться плавного перемещения портала по всей длине оси Y. После чего протягиваем винты основной рамы станка.
- 6. Собираем направляющую оси X, на цилиндрический рельс SBR20 одеваем две каретки SBR20UU и прикручиваем его к конструкционному профилю сечением 60х60 винтами М6.
- 7. В правую часть портала устанавливаем опору винта FK12, прикручиваем винтами М5.
- 8. Собираем винт, накручиваем на него гайку, на гайку одеваем крпеление и прикручиваем его на 6 винтов М5.
- 9. Концом с резьбой устанавливаем винт ШВП 1605 в опору FK12, слегка фиксируя гайкой на опоре.
- 10. Шаговый двигатель NEMA 23 c надетой на его вал муфтой устанавливаем на свое место. Крепим винтами М5. Смотрим рисунок.
- 11. Затягиваем гайку фиксирующую винт на опоре FK12 и фиксируем муфту на винте ШВП, на валу двигателя не фиксируем.




6.3. Ось Z фрезерного станка
- 1. Опору FK12 устанавливаем снизу платформы оси Z, крепим на винты М5.
- 2. Устанавливаем основу оси Z на подшипники SBR20UU, крепим винтами М5. Подтягиваем винты.
- 3. Прокатывая влево, подтягиваем винты крепления профиля к стойке, прокатывая вправо, подтягиваем винты крепления правой стойки.
- 4. Регулировкой добиваемся плавного движения оси X, затягиваем винты крепления профиля к стойкам.
- 5. Одеваем подшипники SBR16UU на цилиндрические рельсы SBR16, крепим их через проставки Деталь 14 к основе оси Z винтами М5
- 6. Прикручиваем Деталь 10 на подшипники SBR16UU, подтягиваем винты.
- 7. Перемещая каретку оси Z, добиваемся плавного хода, фиксируем винты крепления цилиндрического рельса и Детали 10.
- 8. Устанавливаем винт с гайкой и модулем крепления гайки к подвижной пастине крепения шпинделя. Фиксируем финт гайкой на опоре.
- 9. устанавливаем двигатель с муфтой.
- 10. Устанавливаем крепление шпинделя. В данном варианте используется проставка под брекет шпинделя.




Ну вот, собственно, и вся сборка станка чпу своими руками которую осилит любой желающий.
Ведь здесь от вас требуется только сварка и нарезание резьб. Ну может, еще подрезать цилиндрические рельсы.
- Не забудьте протянуть все винты.
- Если нужно, установите концевики, гибкий кабель-канал.
- Если лень нарезать резьбы, используйте винты с гайками.
Что можно доработать
- Добавить крепления гибкого кабель-канала.
- Увеличить жесткость, например добавить перемычек или сделать "жертвенный" стол из фанеры 18мм
- Проработать стойки портала и конструкцию оси Z, облегчив всю конструкцию.
Заключение
Этот станок может собрать каждый.
Я постарался до мелочей рассказать и показать как и из чего можно все это собрать.
- Габарит станка вы выбираете сами, только не надо делать длинные станки с таким конструктативом.
- Такой станок - прекрасная возможность познакомиться с обработкой материалов резанием. Вы узнаете на каких режимах сможет работать станок с таким конструктативом, сколько времени будет занимать изготовление той или иной детали, 3д картины и тд.
И уже потом сделаете вывод на собственном опыте (как это сделал я собрав второй станок) первый тут), что вы хотите от фрезерного станка с чпу и будете понимать, что могут и что не могут станки супербюджетного ценового диапазона.
И не будете вестись на всякие там уловки, что этот станок все сделает за вас, он позводлит вам сделать все то о чем вы только мечтали.
Мое любимое изречение продаванов таких станков "хотите мы можем поставить такой шпиндель, а хотите в пять раз мощнее". И ни один не спрашивает, а что вы будете на нем резать. Мощьный шпиндель на дохлом станке не сможет раскрыть весь потенциал, и так со всеми элементами станка. (это касаемо дешевых полусамодельных станков коих пруд пруди)
Станок - это железяка и очень непростая, когда дела касается нагрузок, огромную работу нужно провести, чтобы заставить его работать правильно.
Все в этой статье - мое собственное мнение, основанное на личном опыте постройки и обслуживании своих станков и модернизации станков от таких "супер-пупер" производителей.
Я не являюсь супер специалистом в данной области и у меня нет никаких ученых степеней, но есть 5 летний опыт работы на своих двух самодельных станках.
Успехов тем, кто хочет собрать свой станок!
Если понравиться статья ПОДЕЛИСЬ в соцсетях! пусть как можно больше желающих собрать станок своими руками получат такую возможность.
Кому лень отрисовывать каждую деталь станка и собирать предлогаю готовую сборку Сборка станка с чпу в solidworks
Читайте также: