Станок для наплавки валов своими руками
Обновлено: 04.07.2024
Добрый день дорогие друзья сегодня он подвинул такая обработка сделали мы когда-то на скорую руку такой наплавочных .
Вот так ну вообще по моему сегодняшнего дня я решил сделать наплавочных станок сейчас я вам объясню так значит .
Пришли проточил сделал винт у меня стоит вот такой с шагом резьбы полтора потому что подбирал под наплавочные .
Мобильный расточной станок Пионер-м и наплавочный станок МНС-59 Провели ремонт спецтехники. Восстановление .
Восстановление наружных диаметров валов и соединительных пальцев с использованием мобильного (переносного) .
Ротационная наплавка разбитых отверстий. Возможна установка на расточные станки СМР-400, Пионер-М. По всем .
в этом видео мы выставим мобильный расточной станок и расточим отверстия в аутригере. покажем как установить .
всем привет. в этом видео вы увидите как получилась первая работа по восстановлению отверстий, пока что видео без .
Видно три штуки размечена это все аналогично в токарном станке здесь в принципе как бы сверхточность не требуется но .
Желающим приобрести расточно-наплавочный станок BM-40, могу помочь. По поводу покупки обращайтесь по номеру .
По статистике при восстановлении деталей в 60% случаев используется сварка и наплавка. Сваркой устраняют механические повреждения. Наплавкой восстанавливают изношенные поверхности деталей.

Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
- не допускать сильного смешивания основного металла с наносимым;
- плавить основной металл на минимальную глубину;
- не делать больших припусков на последующую обработку;
- принимать меры по снижению остаточных напряжений и деформации.
Подготовка деталей
Перед восстановлением детали сваркой или наплавкой с поверхности удаляют ржавчину, окалину, грязь металлической щеткой или пескоструйной обработкой до блеска. Обезжиривание выполняют растворителем или нагревом поверхности до 300⁰C. На кромках закрепляемых элементов снимают фаски. У трещин разделывают края под углом 120 — 140⁰, на концах сверлят отверстия диаметром 3 — 4 мм. Глухие трещины углубляют насквозь, чтобы газы при сварке не образовывали поры.
С деталей, которые уже восстанавливались, сначала удаляют остатки нанесенного ранее слоя. Затем проводят процедуру очистки. Если износ не больше 1 мм, с места восстановления снимают слой на глубину 0,5 — 1 мм шлифовальным кругом или резцом. Это обеспечит однородность структуры нанесенного сплава.
Электродуговая сварка и наплавка
Это самая распространенная технология восстановления в промышленности и на дому. Она легко выполняется на обычном сварочном оборудовании. Работу выполняют плавящимися покрытыми электродами и неплавящимися с присадочной проволокой.
Качество конечного результата определяется параметрами электродов. Для ремонта сваркой площадь поперечного сечения стержней выбирают в зависимости от размера повреждения, толщины металла. Для создания слоя с заданными параметрами выбирают марки электродов с легирующими присадками. Они могут содержаться в металле и обмазке стержней.

Наплавку на детали из низкоуглеродистых сталей, которые не подвергались термической обработке, проводят сварочными электродами. Форму изделий из закаленной легированной, высокоуглеродистой стали восстанавливают наплавочными электродами с присадками или стержнями из твердых сплавов. Ими же наносят слои на режущие кромки инструмента для обработки металла.
Важно!
Для предотвращения деформирования, детали из высокоуглеродистой легированной стали предварительно нагревают до 300⁰C.
После окончания работы проводят отпуск для снятия внутренних напряжений в сварочных швах. Для низкоуглеродистой, низколегированной стали предварительный нагрев не требуется.
На цилиндрическую поверхность валики накладывают тремя способами:
- в виде спиралей;
- в форме замкнутых окружностей;
- параллельно оси вращения.
На плоские поверхности наплавляют рядом расположенные широкие валики либо узкие с перекрытием 0,3 — 0,5 по ширине. На место большого износа сначала накладывают слой из низколегированной стали. Наплавку и сварку элементов небольшой толщины выполняют на постоянном токе обратной полярности. Толстостенные детали сваривают переменным или постоянным током с прямой полярностью.
Восстановление деталей в среде защитных газов
Этим способом восстанавливают детали наплавкой и сваркой толщиной от 0,6 мм и валов диаметром до 5 см. Поступающий под давлением к месту сварки газ защищает расплавленный металл от соприкосновения с воздухом. Самые качественные швы получаются в среде аргона или гелия, однако из-за их высокой цены чаще пользуются углекислым газом. В среде азота восстанавливают детали из меди.
При нагреве до высокой температуры из углекислого газа выделяется кислород, который способствует выгоранию углерода, марганца, кремния. Поэтому для работы со сталью применяют сварочную или присадочную проволоку с высоким содержанием этих элементов. Выбор диаметра в диапазоне 0,5 — 2,5 мм зависит от толщины деталей. Наплавку на нержавеющую сталь проводят проволокой из нержавейки, желательно той же марки.
Восстановление в среде углекислого газа выполняют на постоянном токе обратной полярности. Чтобы процесс протекал стабильно, выбирают сварочное оборудование с жесткими характеристиками. Автоматической наплавкой восстанавливают детали диаметром от 10 мм из низкоуглеродистых сортов стали.
Подачу проволоки настраивают так, чтобы не возникали короткие замыкания или обрывы дуги. Скорость наплавки определяется по толщине создаваемого слоя. Валики накладывают с шагом 2,5 — 3,5 мм.
Сварка и наплавка под слоем флюса
Восстановление этим способом проводят электрической дугой, которая горит под расплавленным флюсом. Таким образом, создается эластичная оболочка, защищающая расплавленный металл от соприкосновения с воздухом. Флюсы также поддерживают стабильность горения дуги, раскисляют, легируют, рафинируют наплавляемый металл.
Для сварки и наплавки применяют два вида флюсов:
- Керамические, состоящие из металлических и неметаллических компонентов, что позволяет проводить легирование в большом диапазоне.
- Плавленые не содержат металлических компонентов, поэтому возможности легирования ограничены десятыми долями процента. По сравнению с керамическими видами эти флюсы дешевле, лучше защищают, со швов легче отделяется шлак. Плавлеными флюсами с высоким содержанием кремния пользуются при нанесении слоев из углеродистых, низколегированных сортов стали.

Наплавку металла под флюсом проводят сварочной проволокой без покрытия. Диаметр (1 — 6 мм) определяют по толщине создаваемого слоя, формы валиков, габаритов деталей. Чтобы увеличить производительность, восстановление ведут ленточными электродами шириной до 10 см или одновременно двумя проволоками с подачей разными механизмами.
Восстановление выполняют на постоянном токе с обратной полярностью. На круглых деталях валики располагают с шагом 2 — 6 диаметра проволоки. Для уменьшения деформации на плоской поверхности наплавку ведут через валик или поочередно на разных участках.
Другие способы восстановления
Также популярны альтернативные методы восстановления:
- Вибродуговая наплавка отличается от обычной электросварки тем, что электрод кроме поступательного движения совершает перпендикулярные колебания частотой 90 — 100 кол/сек. В ходе процесса металл переносится мелкими каплями в сварочную ванну небольшого размера. Этим достигается незначительная глубина проплава, высокая прочность сцепления материала электрода с металлом детали.
- Пламенная наплавка проводится за счет нагрева основного металла и присадочной проволоки струей ионизированного газа, направляемой в рабочую зону соплом горелки.
- Электроконтактную наплавку выполняют методом пластической деформацией после нагрева металла детали и присадочного материала импульсным током. Отличается высокой производительностью (до 150 см²/мин), незначительным термическим воздействием, малым проплавлением.
Перспективными считают способы наплавки (сварки), прошедшие экспериментальную проверку:
- электронно-лучевая;
- высокочастотным током;
- лазерная;
- пропиткой композиционных сплавов;
- взрывом;
- самораспространяющимся высокотемпературным синтезом.
Особенности восстановления деталей из чугуна
Сложность восстановления чугунных деталей связана с тем, что при быстром остывании шов становится чрезмерно хрупким, так как в металле остается много углерода. Поскольку у материалов деталей и швов коэффициенты усадки разные, во время и после окончания сварки образуются трещины. При высокой температуре углерод и кремний выгорают с образованием шлака и газов, которые при быстром остывании остаются внутри швов в виде пор, включений.
Для получения прочных однородных швов восстановление выполняют методом горячей сварки. Деталь предварительно медленно нагревают до 650 — 700⁰C в течение 1,5 — 2 часов в печи. Затем переносят в термос, чтобы температура во время работы не упала ниже отметки 500⁰C. Сварку или нанесение слоя ведут через люк. После окончания восстановления деталь отжигают при 600 — 650⁰C в печи или термосе. Инструкция рекомендует снижать температуру со скоростью 50 — 100⁰C/час.
Обратите внимание!
Если ремонт выполняют газовой горелкой, в качестве присадочного материала применяют стержни из чугуна.
Электросварку проводят чугунными электродами с покрытием, в состав которого входит до 50% графита. Из-за низкой производительности, сложности оборудования, этим способом пользуются редко.
Восстановление холодной сваркой выполняют без предварительного нагрева. Поэтому принимают меры для предотвращения деформирования и образования дефектов. Газовой горелкой чугун плавят медленно, но без перегрева. Электросварку проводят постоянным током обратной полярности, диаметр электродов 3 — 4 мм. Валики при наплавке накладывают вразброс участками по 40 — 50 мм. Прежде чем начать следующий, предыдущий шов охлаждают до 50 — 60⁰C.
В зависимости от решаемых задач для холодной сварки применяют присадочные стержни и электроды:
- чугунные;
- стальные;
- комбинированные;
- пучковые;
- монелевые;
- медно-стальные.
При восстановлении деталей, следует учитывать, что независимо от метода наплавки, нанесенный металл будет неоднороден по механическим параметрам, структуре, химическому составу. Поэтому если деталь работает в условиях больших нагрузок, рекомендуется заменить ее новой.

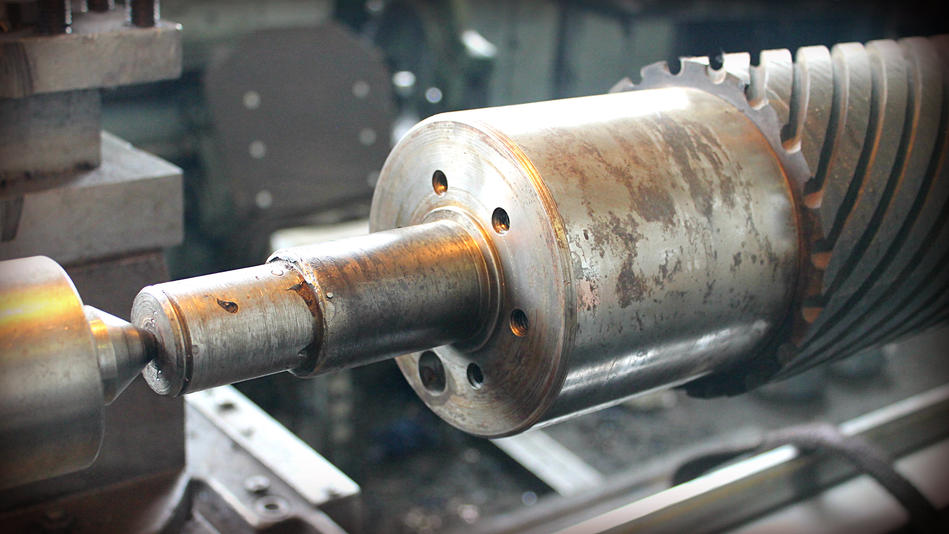
Капитальный ремонт, разборка большого механизма-дымососа с рабочим колесом 3000 мм. При дефектации посадочных мест вала выявлено, что эти самые места не соответствует размерам чертежа, а проще говоря, внутреннюю обойму подшипника (диаметр вала 180 мм) провернуло на валу. Нам как ремонтникам необходимо восстановить посадочное место подшипников на двух таких валах.
Вал дымососа это толстостенная труба длиной восемь метров и диаметром 400 мм. По его концам приварены цапфы для опор подшипников качения.
Задача! Как и чем наплавить шейку вала, затем на какой станок установить эту “Дуру” для проточки.
Как обычно ставим задачу с известными и неизвестными.
- Обязательства перед заказчиком на ремонт его оборудования в установленные сроки.
- Вал длиной 8 метров который не установить не на один наш станок в токарном цехе.
- Материал вала-плохо свариваемая высокоуглеродистая сталь 45
Какие вопросы необходимо решить для выполнения обязательств?
- Найти фирму по восстановлению валов и проточке подобных деталей.
- Постараться разработать свою технологию и произвести наплавку ручной дуговой сваркой (на другие способы наплавки в нашей конторе нет оборудования и специалистов)
- Решить финансовые вопросы по транспортным расходам с заказчиком.
Сложность восстановления электросваркой валов из таких сталей в том, что необходим предварительный и сопутствующий подогрев наплавляемой детали во время наплавки. Затем после окончания наплавки требуется высокотемпературный отпуск.
Еще есть опасность, что при неправильной технологии наплавки шейку вала загнет (поведет) от неравномерного прогрева металла.
Технология наплавки вала электросваркой
Итак, посовещавшись, решили своими силами наплавить шейки вала ручной дуговой сваркой.
Технологию наплавки проработали на основании технологии восстановления арматуры высоких параметров. ГОСТа 33258 — 2015 и СТ ЦКБА 053-2008
Рекомендуемая технология наплавки вала дымососа на основании ГОСТа 33258 — 2015 и СТ ЦКБА 053-2008

Долго решали какими электродами производить наплавку, остановились на немецких электродах ZELLER 655-4мм. Это качественные электроды, предназначенные для наплавки различных сталей, в том числе плохо свариваемых и даже с неизвестным составом.
Как стать профессиональным сварщиком? Интервью за рюмкой чая со сварщиком
Процесс наплавки вала
Приступая к наплавке шейки вала выявляется проблема -электроды к металлу вала не прилипают, а просто вскипают как будто это и не металл. Анализ материала показал присутствие различных легирующих элементов, вроде как должно вариться. Оказалось, что когда-то ранее вал уже восстанавливался способом порошковой наплавки, а по метало порошку варить просто невозможно.
Пришлось пару смен сдирать вручную слой в 5 мм с помощью болгарок. После чего:
- Наплавляем шейки с подогревом и проводим термическую обработку с помощью установки термообработки стыков, валов у себя в ремонтном цехе. Наплавляет один или два квалифицированных сварщика в шахматном порядке. При этом постоянно проворачиваем вал в опорах для того,что бы его не прогнуло от разности температур
![наплавка валов сваркой]()
2. Отправляем валы на проточку на завод, в соседнюю область.
После наплавки и термообработки получили твердость поверхности по HB=190, что вполне всех устроило.
После токарной обработки,валы доставили к месту установки . Установили на них подшипники и рабочие колеса дымососов. Заказчик удовлетворен выполненной работой.
После установки рабочих колес произвели их статическую балансировку, о которой напишу в другой статье.
Оставьте комментарий,критику, как на вашем производстве восстанавливают валы?
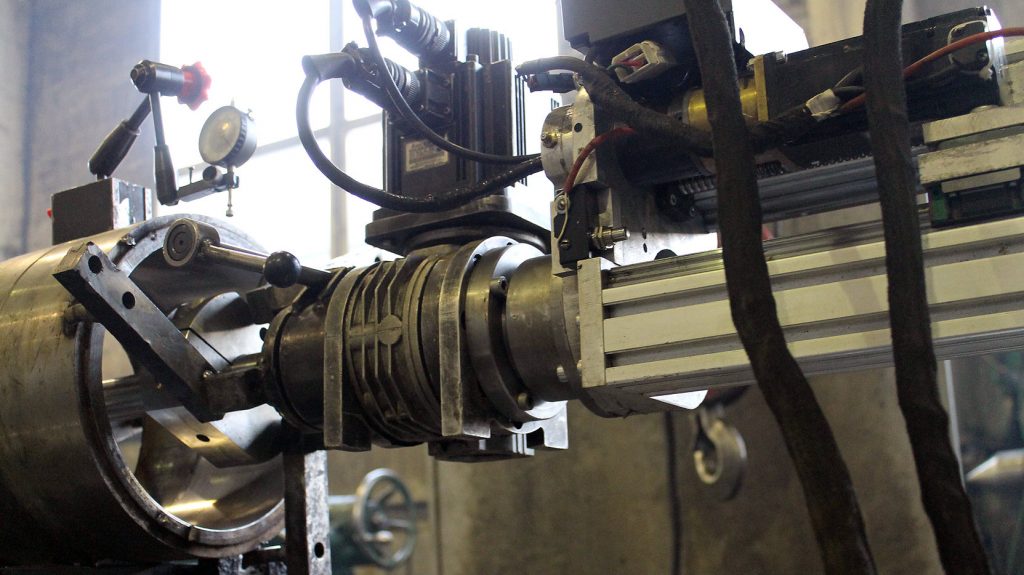
Продолжительная эксплуатация машин и механизмов приводит к износу посадочных мест подшипников, валов, втулок, пальцев – как и любые детали они со временем потребуют восстановления. Замена корпусов или крышек, в которых расположены отверстия, обходится слишком дорого и занимает продолжительное время. Повреждения приводят к тому, что техника и оборудование надолго выходят из строя. Компания производитель работ и заказчик несут значительные убытки в результате простоя.
Поэтому изготовители металлообрабатывающего оборудования разработали и представили на рынок специализированные мобильные комплексы для обновления геометрии радиальных проемов в металлических деталях. Это позволило отказаться от полного демонтажа изношенных деталей и ремонтировать, не снимая их с техники и оборудования.
![мобильная расточка и наплавка отверстий]()
Что такое восстановление отверстий
Под реставрацией посадочных мест вращающихся, опорных и фиксирующих элементов цилиндрической формы подразумевают исправление нарушений размеров радиальной геометрии путем:
- предварительной подготовки;
- проточки для устранения эллипсности;
- наплавки металла на поверхность;
- черновой и финишной механической обработки.
Для выполнения восстановительного комплекса работ применяют специализированное оборудование, совмещающее в себе применение современных сварочных технологий и возможность металлообработки с высокой точностью фрезерования. Процесс реставрационных мероприятий предусматривает возможность обработки одного отверстия или одновременно нескольких, расположенных на одной оси.
Реставрация посадочных мест позволяет значительно сэкономить время и деньги за счёт отказа от приобретения от приобретения нового оборудования или дорогих запасных частей. При этом мобильная конструкция наплавочного восстановительного оборудования позволяет производить работы как в стационарных, так и в полевых условиях.
![виды наплавки для восстановления деталей]()
В каких случаях применяется
Применение расточно-наплавочных комплексов необходимо для приведения в рабочее состояние дорожной и строительной техники, погрузчиков и подъемных кранов, прокатных станов, конвейеров, электродвигателей, металлообрабатывающих станков и другого оборудования. Современный инструмент для реставрации узлов с радиальными проемами позволяет выполнять:
- наплавление металлического слоя;
- радиальную расточку отверстий в металле с точностью обработки 0,01 мм;
- снятие фасок и торцевание;
- проточку канавок для установки стопорных колец;
- сверление;
- нарезание резьбы.
Отремонтированные таким образом детали и компоненты приобретают не только первоначальные геометрические размеры в соединениях и сочленениях, но и механические свойства обновленных поверхностей: твердость, прочность, износостойкость и т.п.
Мобильная расточка и наплавка отверстий очень удобна для выполнения реставрационных работ в полевых условиях. Владельцу машин и механизмов не нужно решать вопрос демонтажа изношенного узла и транспортировки его в ремонтную мастерскую или на завод. Ремонтно-восстановительные мероприятия организуют и проводят на месте.
![расточка отверстий в металле]()
Такое оборудование широко используют:
- в судостроении и ремонте судов;
- при восстановлении энергетического и горнодобывающего оборудования;
- для ремонта дорожно-строительной техники;
- в тяжелой индустрии и сельском хозяйстве;
- для наплавки и расточки отверстий экскаватора;
- при обслуживании подвижного железнодорожного состава;
- для реставрации коммунального и лифтового оборудования;
- для ремонта подъемно-транспортных механизмов, землеройной и дорожной техники;
- на конвейерах и прокатных станах и на предприятиях тяжелой промышленности.
Специфика реставрируемых элементов такова, что они требуют предельно точно соблюдать все размеры и соотношения, учитывать особенности соединения, а также характер механического воздействия в работе детали, узла и всей системы в целом.
Станки для восстановления отверстий деталей с наплавкой и расточкой применяют для различных видов работ в труднодоступных местах. С их помощью:
- обеспечивают работоспособность оборудования и трубчатых деталей длиной до 4 метра;
- нарезают резьбу;
- приводят в норму диаметральные размеры;
- обрабатывают снаружи параллельные поверхности;
- производят шлифование и сверление.
Наплавка с последующей фрезерной обработкой признана на сегодняшний день лучшей технологией для возвращения работоспособности дорогостоящим узлам и механизмам. Поэтому приобретение специализированного станка при наличии нескольких единиц рабочей техники всегда экономически оправдано. В том случае, если количество механизмов невелико, можно обратиться за оказанием подобной услуги.
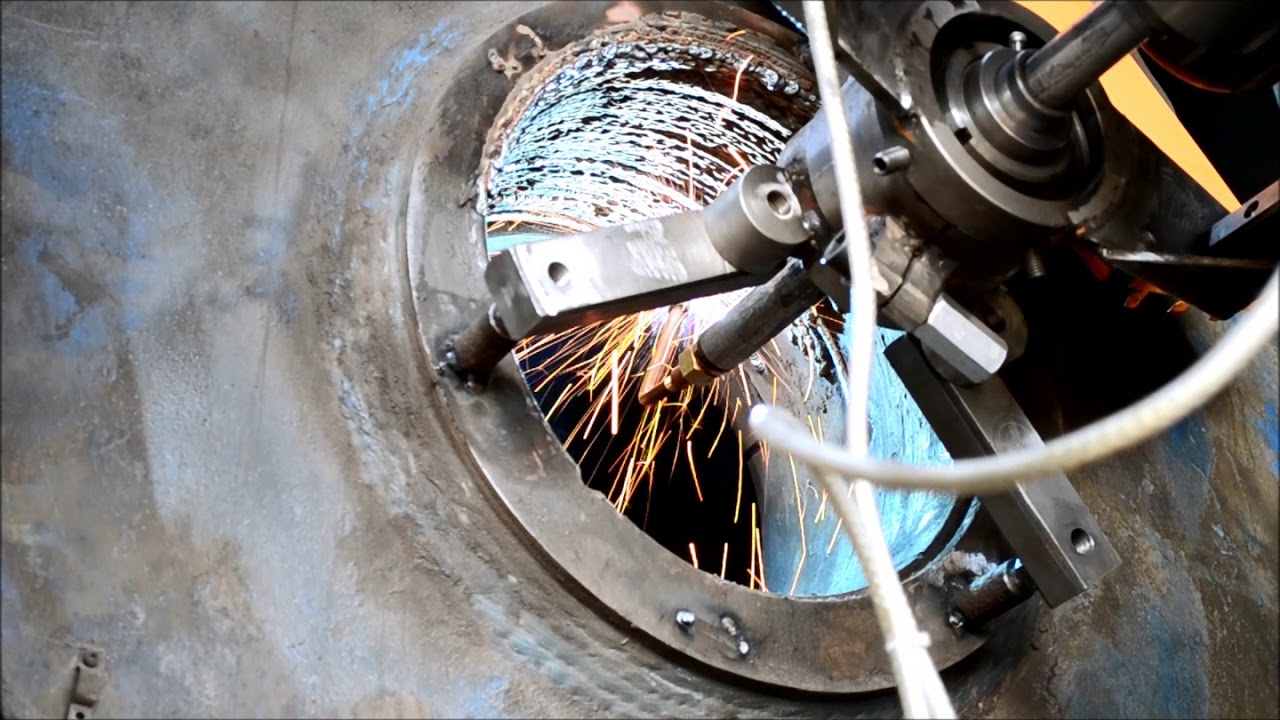
![как восстановить разбитое отверстие в металле]()
Этапы проведения работ
Наплавочный способ восстановления изношенных деталей включает 6 последовательных этапов:
- подготовка, осмотр и измерения;
- установка и центровка рабочего вала;
- первая расточка отверстий в металле для устранения эллипсности и других дефектов;
- нанесение металла на поверхность;
- окончательное фрезерование под номинальный размер;
- финишная обработка поверхности.
Первичная расточка необходима даже при отсутствии дефектов, поскольку толщина обновленного слоя не может быть менее 2 мм. Завершающая (финальная) – производится в случаях повышенных требований к качеству поверхности.
Перед тем как восстановить разбитое отверстие в металле, расточно-наплавочный станок закрепляют на корпусе детали при помощи сварки или другим доступным способом. После выполнения центровки возможна простая проточка под калиброванный ремонтный размер или восстановление размеров в прежний номинал. В этом случае комплексная обработка предусматривает проработку всех технологических этапов, перечисленных выше.
![способы восстановления деталей автомобилей]()
Важной технической особенностью мобильных расточно-наплавочных комплексов является возможность одновременной проработки двух и более мест, расположенных на одной оси. При этом диаметры обработки разных поверхностей могут быть различны.
Подготовка поверхности
На этапе подготовки к восстановлению деталей сваркой и наплавкой выполняют осмотр осмотр ремонтируемой детали, производят необходимые измерения, проверяют совпадение осей, определяют способ закрепления центровочного комплекта. В зависимости от типа и конструкции детали центровочный блок может быть зафиксирован с двух сторон, а для обработки нескольких разнесенных поверхностей, на крайних торцах.
Рабочий агрегат жестко закрепляют на корпусе детали с помощью электросварки или другим возможным способом. В результате вес обрабатывающего инструмента не будет влиять на точность выполнения операций.
![мобильная расточка отверстий]()
Установка и центровка вала
Особая конструкция центровочного комплекта позволяет установить любое положение борштанги, чтобы обеспечить необходимое направление оси места восстановления или точное осевое совпадение двух обрабатываемых диаметров. В этом случае центровка борштанги производится после выполнения комплекса измерений по менее изношенному узлу.
На предварительно отцентрированную борштангу закрепляют фиксирующие суппорты, которые при помощи сварки окончательно фиксируют станок в нужном положении. Для крепления станка допускается вместо сварки применять метизы соответствующих диаметров, а при малой толщине детали - зажимные элементы типа струбцин.
![механические способы восстановления деталей]()
Фрезерование и устранение эллипсности
После окончательной фиксации станка центровочный комплект удаляют, и на борштангу устанавливают резец, с помощью которого будет производиться первая расточка. Она необходима для устранения эллипсности, которая возникает в результате износа при работе машин и механизмов. Кроме этого, проведенные ранее измерения могли показать нарушение соосности двух противоположных посадочных мест.
После первой фрезеровки поверхностей оба отверстия будут располагаться на одной оси, и геометрическая конфигурация станет точно радиальной, без эллипсоидных отклонений. Однако размер после завершения работы уже не будет соответствовать заводскому номиналу. В этом случае возможны два технических решения по восстановлению диаметра:
- повторное фрезерование под расчетный ремонтный размер с высокой точность обработки и горячая установка металлической гильзы;
- нанесение металла на поверхность и расточка под заводской номинал.
Работа мобильного расточно-наплавочного комплекса предусматривает второй вариант восстановления и ремонта отверстий. Это проще, быстрее и намного дешевле, чем изготовить и установить ремонтную гильзу. Кроме того, подобная технология обновляет тело металла и исключает возможность смещения нового покрытия, в отличие от запрессованной гильзы.
Наплавка
Для наплавления слоя металла на радиальную поверхность используется электросварочный аппарат инверторного типа с автоматической подачей проволоки к месту обработки. В зависимости от марки сплава восстановление деталей вибродуговой наплавкой может осуществляться в обычных атмосферных условиях или защитной инертной среде. Обычно она представляет собой смесь из 80% аргона и 20% углекислого газа.
Расточная борштанга заменяется на наплавочную, к которой подключается сварочный инверторный аппарат и газовый баллон. При отсутствии готовой смеси аргона и углекислого газа подключаются 2 баллона через специальный редукторный смеситель.
Наплавка предусматривает нанесение одного или нескольких слоев металла и осуществляется в автоматическом режиме. Работа станка обеспечивает самостоятельное вращение сварочной насадки и ее продольное перемещение без участия оператора.
![восстановление изношенных деталей]()
Физико-механические свойства наплавляемого слоя полностью соответствуют или даже превышают характеристики основного металла обрабатываемой детали. В зависимости от марки сварочной проволоки, силы тока и скорости прохождения твердость слоя находится в пределах 20-30 HRC.
Фрезерование под номинал
После наплавки металла и его полного остывания наплавочную штангу снимают и на ее место снова устанавливают фрезеровальный инструмент. Механические способы восстановления отверстий предусматривают проточку поверхности за два раза. Сначала выполняется черновая проточка для максимального приближения к номинальному размеру с обязательным плюсовым допуском. При этом величина допуска не превышает 0,5 мм, обычно 0,2-0,3 мм.
Первая обработка не обеспечивает высокой точности, поскольку производится с другой целью. Во время фрезерования под номинал устраняют весь поверхностный сварочный шлак и грубые неровности после наложения слоев. В результате геометрия отверстия приобретает ровную поверхность, максимально приближенную к номинальному размеру.
![способы восстановления изношенных деталей]()
Финишная обработка поверхности
На следующем этапе работ выполняют чистовое фрезерование с обеспечением точности в пределах 0,01 мм. Для этого снижают скорость прохождения резца и постоянно контролируют проточки с помощью выносных цифровых индикаторов.
Окончанием работ является проведение контрольных замеров, определяющих качество работы, демонтаж станка с корпуса и механическая зачистка следов сварки, которая применялась для фиксации суппортов. Расточно-наплавочная технология предусматривает возможность немедленной сборки отреставрированного узла и начало работы механизма.
![восстановление деталей наплавкой]()
Необходимое оборудование
Самые мощные мобильные комплексы оборудования позволяют реставрировать радиальные элементы диаметром от 25 мм до 1,5-2,0 метра при длине обработанной поверхности до 4-х и более метров.
Одним из известных торговых брендов для восстановления и ремонта отверстий наплавкой являются американские расточные комплексы Climax. Их конструкция допускает точную обработку диаметров от 35 до 2030 мм с точностью и скоростью стационарного станка. Движение рабочих органов осуществляется при помощи электрического и гидравлического привода. Управление оборудованием полностью автоматизировано. Наличие специальных запатентованных кронштейнов позволяет отказаться от применения сварки для фиксации на корпусе реставрируемого узла или детали. Однако стоимость таких комплексов предусматривает их приобретение только в случае большого парка ремонтируемой и обслуживаемой техники.
Более доступное по цене оборудование для восстановления отверстий это станки модельного ряда WS, выпускаемые европейской компанией Sir Meccanica. Модели WS компактны и предусматривают мобильное применение. В качестве режущего инструмента используются стандартные токарные резцы из быстрорежущей стали. Электропривод отличается низким уровнем энергопотребления.
![восстановление отверстий]()
Валы служат для передачи крутящего момента от одной вращающейся детали машины к другой. Обычно на них насаживают ряд деталей механизма и они работают не только на кручение, но и на изгиб.
Оси не передают вращательного движения и крутящего момента, а воспринимают только изгибающий момент. Они поддерживают детали, закрепленные на них или вращающиеся относительно их. Оси бывают неподвижными и вращающимися. Различают также оси изогнутые и прямые.
При ремонте валов и осей чаще всего приходится устранять:
- износ шеек (нарушение цилиндрической формы) и потерю необходимой чистоты поверхности (задиры, царапины);
- изгиб или скручивание;
- нарушение крепления (поломки фиксирующих штифтов, винтов) и плотности посадки и пр.
Обзор способов восстановления деталей типа вал
Содержание
1. 2. 3. 4. 5. 6. 7. 8. 9. Введение…………………………………………………………………….. Обзор способов восстановления деталей типа вал…………………….. Устройство и работа КПП ЗиЛ-130……………………………………………. Дефектация………………………………………………………………….. Классификация способов восстановления деталей……………………… Выбор способа восстановления…………………………………………… Восстановление детали газотермическим напылением…………………. Подготовка поверхности к напылению………………………………… Технологическая часть………………………………………………… Расчет режимов резания…………………………………………………. Литература ……………………………………………………………….. Введение
Большое количество деталей автомобилей и агрегатов, требующих капитального ремонта, в результате износа, усталости материала, механических и коррозионных повреждений утрачивает свою работоспособность. Следует заметить, что лишь некоторые из этих деталей — наиболее простые и недорогие в изготовлении — утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после проведения сравнительно небольшого объема работ по их восстановлению.
Восстановление деталей имеет большое значение. Стоимость восстановления деталей значительно ниже стоимости их изготовления.
Затраты на восстановление деталей, в зависимости от конструктивных особенностей и степени изношенности деталей составляют 10…50% от стоимости новых деталей.
Восстановление является одним из основных источников повышения экономической эффективности авторемонтного производства. Значение восстановления деталей состоит также в том, что оно позволяет уменьшить потребности в производстве запасных частей.
Эффективность и качество восстановления деталей в значительной степени зависят от применяемых технологических способов их обработки.
В зависимости от характера устраняемых дефектов все способы восстановления деталей подразделяются на три основные группы: восстановление деталей с изношенными поверхностями; восстановление деталей с механическими повреждениями; восстановление противокоррозионных покрытий.
Обзор способов восстановления деталей типа вал
Описания способов восстановления взяты из источников
Восстановление стальных деталей дуговой наплавкой
Электрической дугой можно наплавлять стальные детали вручную покрытыми электродами, автоматическим или полуавтоматическим способом под флюсом, а также в среде углекислого газа.
Ручная электродуговая наплавка применяется при ремонте деталей, имеющих местные дефекты: износ шпоночных канавок, износ сферической поверхности и торцов рычага нажимного диска сцепления, износ паза под рычаг выключения сцепления и др. Типичным примером наплавки вручную является ремонт вилки переключения первой передачи и заднего хода автомобиля ЗИЛ-130.
Вилка изготовляется из стали 10 и цементируется на глубину 0,3…0,5 мм. Твердость поверхностного слоя НКСЭ 56…62. Вилки, имеющие трещины любого характера, бракуются. Наплавкой восстанавливаются вилки, имеющие износ пазов более допустимого под фланец каретки синхронизатора по глубине паза, износ рабочей поверхности щек и лапок вилки по торцам. Изношенные пазы наплавляют электродом УОНИ-13/55 и отжигают на высокочастотной установке с последующим фрезерованием до номинального размера на вертикально-фрезерном станке. После этого вилка подвергается поверхностной закалке током высокой частоты. Аналогичным способом восстанавливаются изготовленные вилки переключения второй-третьей, четвертой-пятой передач. Режимы ручной электродуговой наплавки примерно такие же, как при сварке. Изношенные торцы вилок наплавляют твердым сплавом сормайт № 1 газовой горелкой.
Детали, изготовленные из среднеуглеродистых и низколегированных сталей, — скользящая вилка карданной передачи (сталь45), распределительный вал (сталь 45), крестовина заднего моста (18ХГТ) и др. — перед наплавкой подогреваются в печи или газовой горелкой до температуры 150…200°С, затем производится наплавка электродом УОНИ-13/55 при силе тока 200 А и напряжении дуги 30.. .35 В.
Механизированная наплавка под флюсом
При наплавке с использованием флюса сварочная дуга горит под флюсом между электродной проволокой и изделием, образуя газовый пузырь и плавя металл. При кристаллизации расплавленного металла сварочной микрованны образуется сварной шов.
Достоинством наплавки под флюсом является высокое качество наплавленного металла, поскольку весь процесс плавления, кристаллизации и охлаждения происходит без доступа воздуха. Сам флюс, участвуя в металлургическом процессе сварки или наплавки, способствует получению металла шва заданного состава. Под слоем флюса жидкий металл кристаллизуется медленно, в результате чего из сварочной ванны успевают выделиться растворенные газы и шлаковые включения, что также способствует улучшению качества шва. Для наплавки под флюсом используется электродная проволока, причем электрический ток подводится к ней на небольшом расстоянии от дуги. Это позволяет при необходимости использовать повышенные сварочные токи, позволяющие увеличить скорость наплавки. Достоинством наплавки под флюсом является также отсутствие разбрызгивания металла благодаря статическому давлению флюса. Важным достоинством наплавки под флюсом является и возможность автоматизации технологического процесса.
К недостаткам наплавки под флюсом относится возможность наплавки только в нижнем положении шва (допускается наклон до 15°) и неприемлемость ее применения для изделий сложной конструкции. Вследствие этих причин в авторемонтном производстве нашли широкое применение наплавочные работы под флюсом.
При наплавке деталь совершает вращательное движение, а наплавочная головка — поступательное. При этом электродная проволока подается с некоторым смещением от зенита наплавляемой поверхности в сторону, противоположную вращению детали. Это предотвращает стекание жидкого металла сварочной ванны.
Смещение электродной проволоки для деталей диаметром 40…50 мм составляет 4…6 мм, а для деталей диаметром 60…80 мм — 8… 10 мм.
При наплавке плоской поверхности наплавочная головка или деталь совершает поступательное движение со смещением электродной проволоки на 3…5 мм поперек движения после наложения шва заданной длины. Наплавку шлицев производят в продольном направлении путем заплавки впадин, устанавливая конец электродной проволоки на середине впадины между шлицами.
Электродная проволока при наплавке подбирается в зависимости от материала восстанавливаемой детали и предъявляемых к ней требований в условиях эксплуатации. Для наплавки деталей, изготовленных из углеродистых сталей 30, 40, 45, используют проволоку из углеродистых сталей Нп-30, Нп-40, Нп-50, Нп-65 или из низколегированной стали — Нп-ЗОХГСА. Наплавку деталей из сталей ЗОХ, 35Х, 40Х и других низколегированных сталей производят проволокой Нп-ЗОХГСА или других марок. Для автоматической наплавки обычно применяют проволоку диаметром 1,6 мм для деталей диаметром до 70 мм и 2 мм диаметром 80… 100 мм.
Закаленные детали после наплавки и последующей механической обработки повторно закаливаются т. в. ч. для получения необходимой твердости поверхности.
Флюсы для автоматической наплавки должны способствовать устойчивому горению дуги, образованию плотного наплавленного металла и шлака, легко удаляемого с поверхности металла. Температура плавления флюса должна быть на 200…300 °С ниже температуры плавления металла. Таким требованиям отвечают флюсы марок АН-348А, АНК-18 и др. В необходимых случаях во флюс вводят легирующие компоненты, например феррохром, графит. Режимы наплавки устанавливаются в зависимости от диаметра обрабатываемой детали (табл. 6.1)? напряжение холостого хода берется 30…36 В, рабочее — 23…32 В.
Для наплавки деталей с большим износом рекомендуется применять автоматическую наплавку порошковой проволокой под флюсом или открытой дугой без дополнительной защиты (табл. 6.2). Для повышения твердости наплавленной поверхности последняя подвергается пластической деформации.
Для наплавки применяют следующее оборудование: наплавочные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7,5/30; подогреватели газа; осушитель, заполненный силикагелем КСМ крупностью 2,8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или ротаметры РС-3, РС-ЗА, РКС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную проволоку Св-12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12Х13, Св-06Х19Н9Т, Св-18ХМА, Нп-ЗОХГСА; порошковую проволоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др.
Рис. 3.5.1. Схема наплавки в среде углекислого газа: 1 — мундштук; 2 — электродная проволока; 3 — горелка; 4 — наконечник; 5 — сопло горелки; 6 — электрическая дуга; 7 — сварочная ванна; 8 — наплавленный металл; 9 — наплавляемая деталь.
![]()
Рис. 3.5.2. Схема установки для дуговой наплавки в углекислом газе:
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; б — подогреватель; 7 — баллон с углекислым газом; 8 — деталь.
Наплавку в среде углекислого газа производят на постоянном токе обратной полярности. Тип и марку электрода выбирают в зависимости от материала восстанавливаемой детали и требуемых физико-механических свойств наплавленного металла. Скорость подачи проволоки зависит от силы тока, устанавливаемой с таким расчетом, чтобы в процессе наплавки не было коротких замыканий и обрывов дуги. Скорость наплавки зависит от толщины наплавляемого металла и качества формирования наплавленного слоя. Наплавку валиков осуществляют с шагом 2,5… 3,5 мм. Каждый последующий валик должен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа электродной проволоки 200…300 НВ.
Расход углекислого газа зависит от диаметра электродной проволоки. На расход газа оказывают также влияние скорость наплавки, конфигурация изделия и наличие движения воздуха.
Механизированную сварку в углекислом газе применяют при ремонте кабин, кузовов и других деталей, изготовленных из листовой стали небольшой толщины, а также для устранения дефектов резьбы, осей, зубьев, пальцев, шеек валов и т.д.
Читайте также: