
Штангенрейсмас своими руками
Добавил пользователь Дмитрий К. Обновлено: 05.10.2024
Ручной инструмент в столярной мастерской никто не отменял и один из важных инструментов является разметочный рейсмус. Вещь надежная и практичная. Понятное дело, что сейчас можно спокойно купить любой инструмент, но это не всегда выгодно, когда балансируешь между ценой и качеством. Вполне можно изготовить рейсмус у себя в мастерской.
Вот 8 вариантов различных рейсмусов, как источник идей для полёта фантазии и обретения опыта:
Фрезер-торцовочная пила
Обработка торцов — еще один из вариантов применения фрезера. Это особенно актуально, когда предварительный рез заготовки осуществляется вручную или электролобзиком, а не торцовочной или циркулярной пилой.
Методика работы та же, что и при фуговании торцов заготовок.
Если изготавливается несколько деталей, то достаточно выровнять торец одной заготовки, ведя фрезер по направляющей при помощи параллельного упора, а затем, используя фрезу с подшипником, повторить ровный торец на оставшихся деталях.

Как поступить, когда нет торцовочной пилы, а нужно сделать соединение в ус? Отрезать под углом 45° с высокой точностью прилегания плоскостей? Фрезер поможет и в этом! Просто опять потребуется изготовить несложное приспособление.

Далее все просто:
- отрезаем деталь с небольшим запасом для фрезерования;
- вставляем заготовку в кондуктор под нужным углом;
- фрезером снимаем лишний материал, тем самым выравнивая плоскость соединения.
Фрезер-строитель
Прорезывание пазов предъявляет к инструменту определенные требования. Во-первых, фрезер должен быть погружным, т. е. иметь возможность заглубляться в толщу материала, а во-вторых, его мощность должна быть выше 1300 Вт:
Как правильно сделать выбор в пользу станка для рейсмуса?
В домашних условиях лучше всего выбирать агрегат, который способен вращать вал не менее десяти тысяч оборотов в минуту, а также имеющий мощность от 1.8 кВт. Именно такая мощность дает возможность качественно обрабатывать изделия с твердой поверхностью.

Наилучший вес станка с рейсмусом для домашнего использования – 25-40 кг, хотя на рынке имеется немало механизмов с весом от 10 кг. В реальной практике пользоваться ими не очень удобно, ибо оборудование с такими весовыми категориями не предназначено для промышленных масштабов.



Фрезер-рейсмус
Рейсмусовый станок предназначен для калибрования деталей, т. е. получения заготовок одинакового размера в одной из плоскостей. Такой станок — недешевое удовольствие, но фрезер и здесь готов прийти на помощь. Правда для создания деталей одной толщины по всей плоскости, придется изготовить вспомогательное приспособление.

Дальше все просто. Заготовка помещается и закрепляется в приспособлении. По самой нижней точке детали устанавливается глубина погружения фрезы в материал. После чего при помощи торцовочной фрезы производится съем лишнего материала, в результате чего в руках у мастера деталь с идеально ровной плоскостью, которую остается лишь отшлифовать.

Этот прием можно использовать при фрезеровании мебельного щита, склеенного из деталей, незначительно отличающихся друг от друга по высоте.
Для подобной работы потребуется выносливый инструмент, способный работать с фрезами больших размеров:
Фрезер-оформитель
Довести до ума заготовку, придать ей законченный вид — основная стихия ручного фрезера. Скруглить торец или придать ему сложный профиль — все, что для этого нужно, немного фантазии и фреза нужной конфигурации.

Для работ подобного плана подойдут кромочные фрезеры небольшой мощности:
Если же речь идет о художественном оформлении изделий из массива древесины (филенки дверей или мебельные фасады), то в этом случае никак не обойтись без погружной модели. Эта разновидность ручного фрезера способна работать по плоскости заготовки, украшая ее объемным узором.

Для выполнения таких работ подойдут фрезеры средней и большой мощности, поддерживающие фрезы больших диаметров:
Преимущества самодельных станков
Фуговальный станок своими руками отличается универсальностью использования. Функциональных возможностей такого оборудования будет достаточно для качественной обработки древесины. На самодельных станках можно не только строгать пиломатериалы, но и выполнять финишную обработку досок, придавая им необходимую толщину и идеально ровную поверхность.
К преимуществам изготовленных своими руками рейсмусов можно отнести следующее:

Простота устройства рейсмусового станка по дереву.
Для изготовления самодельного рейсмуса своими руками можно использовать электрорубанок, на основе которого выполняется станок, позволяющий осуществлять качественную обработку древесины, в том числе строгание, обработку кромок и снятие фаски. Необходимо лишь подобрать качественный проект изготовления самодельного рейсмуса, что и станет залогом выполнения надежного и универсального в использовании оборудования.




Многоликий фрезер. Какие инструменты может заменить фрезер?
Когда речь заходит о комплектовании небольшой столярной мастерской минимально необходимым оборудованием, то в первую очередь на ум приходят различные станки (сверлильный, фуговальный, рейсмусовый), электрорубанки, торцовочные пилы, электролобзики и т. д. А вот ручной фрезер — далеко не первый в списке приоритетов. А зря! Ведь этот инструмент может заменить собой большую часть из того, что уже перечислено! Просто не каждый начинающий мастер знает о его скрытых способностях, тех образах, в которых он может выступить в его руках.
Так какие же таланты скрывает в себе ручной фрезер?
Фрезер-копир
Кто выпиливал лобзиком большое количество одинаковых деталей, наверняка знает, как утомительна эта монотонная работа. С помощью ручного фрезера нужное количество деталей можно просто скопировать! Главное, хорошо и качественно подготовить шаблон. А дальше, берем и устанавливаем во фрезер копировальную втулку, идущую в комплекте большинства моделей. Закрепляем шаблон на материале, и копируем, копируем, копируем…

Такая задача посильна фрезерам с небольшой номинальной мощностью:
Конструкция рейсмусового станка

Принцип работы рейсмусового станка
Этот тип деревообрабатывающего оборудования относится к классу строгальных. Спецификой конструкции является расположение режущего вала — он находится в верхней части. В отличие от фуговального происходит обработка не нижней, а верхней части поверхности заготовки.
Стандартная схема рейсмусового станка включает в себя монолитный опорный стол, в верхней части которого расположен режущий компонент оборудования. Для подачи заготовки в области обработки предусмотрены два направляющих вала, расположенные на одном уровне с режущей частью. Один из них находится перед зоной обработки, а второй — после.
Отличительные особенности конструкции:
- монолитный столб без направляющих реек. Это позволяет делать профильное, объемное и плоскостное фрезерование изделий больших габаритов;
- отсутствие отдельной прижимной части. Ее функции выполняет режущий блок;
- возможность регулировки положения стола. Таким образом устанавливается толщина среза деревянного изделия.
Для комплексной обработки могут применяться станки с несколькими фрезами, расположенными между верхней и нижней частью относительно заготовки. Однако сделать подобный рейсмусовый станок своими руками будет проблематично. Чаще всего выбор останавливается на простой модели с одним валом.
Для уменьшения усилия подачи заготовки в зону обработки в конструкцию опорного стола можно включить ролики. Они должны выступать на 2-3 мм над его поверхностью. При этом учитывается изменение толщины снятия слоя дерева за один проход.
Вместо рейсмуса
Пофуговал вчера 200 заготовок для стенок ульев. Успел за день, и даже не устал. Оказывается, строгать доску в один размер без рейсмуса очень даже можно.

Короткие куски – полочкой внутрь периметра, длинные – полочкой наружу. Внутрь рамки вставляется заготовка для строгания. Заготовку от выпадения удерживают с одной стороны — закрученные в уголок саморезы по металлу.

С другой стороны – замок в виде еще одного уголка на петлях, тоже с выступающими концами саморезов.
К строгальному столу прикрутил два бруска высотой 22 мм – это шаблон, который и будет ограничивать толщину доски.

Перед фуганком под бруски подложил шайбы толщиной примерно 0,7 мм – размер, на величину которого ножи делают выборку.
Заготовки предварительно построгал с одной стороны, поторцевал, обрезал по ширине. Остается согнать вторую плоскость до толщины 22 мм. Поехали.
Рамка с заготовкой скользит между брусками. Как только плечики уголков ложатся на бруски, ножи фуганка перестают доставать до заготовки. Нужный размер обеспечен.

Размер везде одинаковый.

И в плоскости заготовки лежат очень даже симпатично.

Для строгания коротких стенок улья прикрутил еще один уголок.

В общем, я могу обходиться без рейсмуса и дальше, хотя с ростом пасеки, росла и необходимость его купить. Спасибо, кто придумал такую замечательную штуку! Внизу видео.
PS Уже два дня, как после обеда пригревало солнышко, был небольшой плюс, и пчелки осторожно пробовали вылетать опорожниться. Снег в коричневую крапинку. Пока все живы.
Чтобы получать новые статьи блога на свой e-mail, оформите подписку.
Буду благодарен, если поделитесь статьей в социальных сетях:
Основные характеристики и использование рейсмуса

- Разметке середины доски для фугования и роспуска;
- Разметке разнообразных соединений.
Чтобы узнать, как сделать деревообрабатывающий настольный станок (рейсмус), даже самой простой конструкции, прежде всего, ознакомьтесь с конструкцией инструмента. Устройство состоит из четырех элементов: штанги, фиксаторов, колодки и шпилек. С помощью колодки, которая передвигается вдоль штанги, будет измеряться расстояние от нее до шпилек, а фиксация осуществляется благодаря винтовому зажиму. Штанга, чаще всего, имеет измерительную шкалу, благодаря которой можно легко настроить инструмент на необходимый размер, не прибегая ни к каким дополнительным маневрам с настройкой.
Решил сделать простейший инструмент, который очень пригодится при разметке. Потратив немного своего времени, у меня получился неплохой разметочный рейсмус, идеей которого я сейчас с вам и поделюсь.
Для этой простой самоделки мне понадобилась обычная металлическая линейка, два кусочка от рейки (длиной 100 мм, шириной 40 мм и толщиной 10 мм) и усовая гайка диаметром 6 мм.
Взяв перьевое сверло диаметром 18 мм, я просверлил отверстие по центру первой рейки на глубину около 2 мм и потом сделал сквозное отверстие обычным сверлом на 8.
Столярный рейсмус — это ручной инструмент для нанесения разметки на деревянных заготовках. Его используют для прочерчивания прямых линий параллельно краям деталей как вдоль, так и поперек волокон. Главные преимущества рейсмуса — быстрота, точность и аккуратность разметки, которая наносится стальной шпилькой. Правильно настроенный рейсмус оставляет линию, не толще человеческого волоса, с которой намного удобней работать, чем с карандашной разметкой. В свою очередь у разметочного ножа или шила рейсмус выигрывает в удобстве и точности, поскольку отпадает необходимость в использовании линеек и угольников. Наконец, разметочный рейсмус просто незаменим, когда нужно выполнить одинаковую разметку на серии деталей.

Для тех, кто пока не очень уверенно ориентируется в столярной терминологии, на всякий случай напомним, что рейсмусом называют не только разметочный инструмент, но и деревообрабатывающий станок. Это лучше запомнить, чтобы не путаться. А почитать про рейсмусовые станки, с которых начинается любая мало-мальски серьезная мастерская, вы можете в отдельной статье.
Для чего используют ручной рейсмус?
В чем рейсмус выигрывает у других разметочных инструментов?


- С рейсмусом отпадает необходимость в постоянных измерениях, частом использовании линейки и угольника (без них можно обойтись и вовсе, если на штанге есть измерительная шкала).
- Инструмент колоссально экономит время при изготовлении серийных деталей, например, тех же шипов, гнезд, проушин и т. д.
- Наконец, существуют столярные операции, перед которыми пасуют все разметочные инструменты кроме рейсмуса. Например, речь может идти о нанесении разметки на кромках криволинейных деталей.

Изготовление ручки для обушковой пилы. Чтобы вырезать аккуратный паз под полотно, необходимо нанести разметку на криволинейную кромку, и здесь способен помочь только рейсмус.
Как устроен разметочный рейсмус
Сегодня можно встретить разные варианты столярных рейсмусов, но несмотря на это, их конструктивная суть остается неизменной. Инструмент состоит из четырех базовых деталей: штанги, подвижной колодки, фиксатора в виде винта или клиновидного зажима и иглы, которую все же корректнее называть шпилькой (ниже мы объясним почему).

Как работает это приспособление, думаем, понятно даже интуитивно. Колодку перемещают вдоль штанги и фиксируют в необходимом положении. Таким образом устанавливают нужное расстояние до шпильки рейсмуса. Далее колодку прижимают к кромке деревянной заготовки и ведут вдоль доски — шпилька прорезает тонкую линию на отложенном расстоянии. Длина штанги в стандартных рейсмусах составляет 20-30 см.
Помимо классического варианта с одной шпилькой существуют т. н. гнездовые рейсмусы, которые, как несложно догадаться из названия, предназначены для быстрой разметки гнезд. Они имеют две шпильки: фиксированную и подвижную. Перемещая подвижную шпильку вдоль штанги, можно регулировать ширину размечаемого гнезда. Как правило, все современные рейсмусы — это комбинированные модели: на одной стороне штанги они имеют одну шпильку, а не второй — парную.

А вот как эволюционировала конструкция разметочного рейсмуса в течение нескольких веков (листайте вправо):
Заточка и настройка разметочной шпильки
Чтобы рейсмус работал правильно — давал четкую линию, не рвал волокна и не съезжал в сторону — важно сосредоточиться на самой невзрачной детали — стальной шпильке. Ее настройка предусматривает три основных момента: правильную заточку, регулировку вылета и угла наклона.
Форма шпильки. Некоторые рейсмусы имеют острие с конической заточкой — это неправильно. Такая игла оставляет ворсистый след, когда ей чертят поперек волокон. Шпилька должна иметь двускатную заточку (см. на фото). В этом случае она будет не царапать, а разрезать волокна, оставляя аккуратную линию, вне зависимости от того чертите вы вдоль или поперек.
Вылет шпильки. Чем короче шпилька, тем лучше контроль рейсмуса и меньше вероятность перекоса резца. Оптимальный вылет иглы из штанги — 2-3 мм.
Ориентация шпильки. Резец можно установить так, чтобы его режущая кромка была развернута под небольшим углом (порядка 5°) относительно колодки (см. фото). Тогда, когда вы будете вести рейсмус на себя, шпилька будет сама прижимать колодку к краю доски, препятствуя таким образом съезжанию инструмента. В свою очередь, мы бы рекомендовали не заморачиваться с этими тонкостями для посвященных, и устанавливать шпильку так, чтобы ее режущая кромка была параллельно колодке.

Советы по работе с рейсмусом
Неважно, какой у вас рейсмус: будь то современная электронная модель или раритет из дедушкиного столярного ящика, чтобы инструмент давал аккуратную и четкую линию, важно соблюдать ряд моментов.
- Точную разметку вы получите только на подготовленных досках, у которых все стороны ровные: пласти проструганы, а кромки отфугованы.
- Приучите себя делать пробную разметку на ненужном обрезке перед тем как браться за основную деталь.
- Следите за состоянием шпильки: поддерживайте ее остроту, настраивайте вылет и наклон (об этом говорилось выше).
- Во время работы старайтесь вести рейсмус на себя. Так удобнее прижимать колодку к кромке доски, за счет чего лучше контролируется процесс разметки.
- Проводите линии легкими непрерывными движениями, обязательно наклоняя инструмент слегка от себя. Так вы приоткроете режущую кромку шпильки, и резец не будет оставлять ворсистый след.
Разметочный рейсмус своими руками — чертеж

Завершить наш разговор логичнее всего проектом самодельного рейсмуса. Мы выбрали самую простую вариацию этого инструмента: с клиновидным фиксатором и одной разметочной шпилькой.

Начните с изготовления штанги. По указанным в чертеже размерам подготовьте деревянную рейку и скруглите ее верхнюю грань. Проще всего это сделать на фрезерном столе, используя фрезу для скруглений. В таком случае удобнее и безопаснее работать с длинной рейкой, и уже потом обрезать ее до необходимой длины.
На конце штанги просверлите отверстие для шпильки. В качестве резца проще всего использовать обычный тонкий гвоздь. Отрегулируйте вылет шпильки на 2-3 мм и проверьте ее ориентацию, придерживаясь рекомендаций, описанных выше. Затачивать резец лучше в последнюю очередь, когда он уже будет установлен в штанге рейсмуса.

Используя контурный шаблон, вырежьте из 16-мм заготовки фиксирующий клин. Здесь принципиально важно подобрать деревянный обрезок с продольной ориентацией волокон, как на схеме. Когда клин будет готов, гладко отшлифуйте деталь.
Колодку имеет смысл изготавливать в последнюю очередь, и уже под нее подгонять все остальные детали рейсмуса. По указанным в чертеже размерам выпилите исходную заготовку. Чтобы сделать квадратное отверстие под штангу проще всего сначала просверлить круглое отверстие, после чего аккуратно подрезать края стамеской. Обратите внимание, край, в который будет вставляться клин, скошен под углом.
Для точного выполнения косой подрезки, используйте опорный блок с нужным углом наклона. Больше полезных советов по работе со стамесками читайте здесь.
Свод отверстия аккуратно обрабатывают полукруглым напильником, держа под рукой штангу и постоянно проверяя плотность подгонки.
Рейсмус готов, но остался финальный аккорд — нанесение декоративной отделки. Здесь необходимо использовать покрытия, не образующие пленки — воск, морилку или льняное масло.
Штангенрейсмас – это высокоточный инструмент для измерения высоты и вертикальной разметки деталей. Инструмент простой в применении, позволяет производить измерения и разметку с точностью до 0,05 мм без наличия специальных знаний и навыков.
Порядок снятия показаний и разметки штангенрейсмасом

Для обеспечения точности замера или разметки необходима предварительная поверка штангенрейсмаса, что включает в себя проверку его нулевого отсчета. Производится это следующим образом:
- Измерительный инструмент устанавливается на проверочную плиту.
- Рамка основной подачи опускается вниз до полного контакта ножки с плитой.
- Проверяются основная шкала и шкала нониуса – нулевые штрихи обеих шкал должны совпадать.
- Если проверяется модель инструмента, в которой нижний предел превышает 40 мм, то необходимо использовать мерочные плитки требуемой толщины.
Теперь перейдем к особенностям применения штангенрейсмасов. Порядок действий состоит из следующих этапов:
- Взяться за основание инструмента и аккуратно подвести его к измеряемой детали.
- Опустить основную измерительную рамку до момента полного контакта отсчетной призмы с измеряемой поверхностью.
- С помощью микрометрической пары обеспечить соприкосновение поверхностей инструмента и детали.
- Зафиксировать обе шкалы
- Произвести считывание показаний основной шкалы и добавить показание шкалы нониуса. Определение размера по нониусу аналогично штангенциркулю – совпавший штрих шкалы нониуса со штрихом основной шкалы определяет дополнительный микрометрический размер.
Если назначением штангенрейсмаса является разметка, то порядок действий следующий – устанавливается размер по основной и нониусной шкале, основание прижимается к плите и инструмент перемещается относительно размечаемой детали. Разметка наносится заточенным острием ножки.
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Штангенрейсмасы должны изготовляться следующих типов:
ШР — с отсчетом по нониусу (черт.1а);
ШРК — с отсчетным устройством с круговой шкалой (черт.1б);
ШРЦ — с электронным цифровым отсчетным устройством (черт.1в).
1 — основание; 2 — штанга; 3 — рамка; 4 — нониус; 5 — круговая шкала; 6 — цифровое отсчетное устройство;
7 — микрометрическая подача; 8 — стопорные винты; 9 — разметочная ножка; 10 — измерительная ножка
Примечание. Чертеж не определяет конструкцию штангенрейсмаса.
1.2. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства и классы точности штангенрейсмасов должны соответствовать указанным в табл.1.
Значение отсчета по нониусу
Цена деления круговой шкалы отсчетного устройства
Шаг дискретности цифрового отсчетного устройства, классов точности 1:2
Пример условного обозначения штангенрейсмаса типа ШР с диапазоном измерения 0-250 мм и значением отсчета по нониусу 0,05 мм:
Штангенрейсмас ШР-250-0,05 ГОСТ 164-90
То же, штангенрейсмаса типа ШРК с диапазоном измерения 0-250 мм и ценой деления круговой шкалы 0,02 мм:
Штангенрейсмас ШРК-250-0,02 ГОСТ 164-90
То же, штангенрейсмаса типа ШРЦ с диапазоном измерения 0-250 мм и шагом дискретности 0,01 мм:
Штангенрейсмас ШРЦ-250-0,01 ГОСТ 164-90
1.3. Штангенрейсмасы следует изготовлять с микрометрической подачей рамки.
1.4. Длину нониуса следует выбирать из ряда:
9; 19; 39 мм — при значении отсчета по нониусу 0,1 мм;
19; 39 мм — при значении отсчета по нониусу 0,05 мм.
Длинные штрихи нониуса допускается отмечать целыми числами.
1.5. Штангенрейсмас типа ШРЦ должен обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем, приведенным в приложении.
1.6. Электрическое питание штангенрейсмаса типа ШРЦ — от автономного встроенного источника питания или от сети общего назначения напряжением 220 В через блок питания.
1.7. Конструкция штангенрейсмасов с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
3. ПРИЕМКА
3.1. Для проверки соответствия штангенрейсмасов требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания и испытания на надежность.
3.2. Государственные испытания — по ГОСТ 8.383* ГОСТ 8.001*
________________
* На территории Российской Федерации действуют ПР 50.2.009-94**.
** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081. — Примечание изготовителя базы данных.
3.3. При приемочном контроле каждый штангенрейсмас проверяют на соответствие требованиям пп.1.5; 2.2-2.7; 2.8.1; 2.8.3; 2.9.3; 2.9.4; 2.11.2; 2.14; 2.15; 2.16; 2.21; 2.22.
3.4. Периодические испытания проводят не реже раза в 3 года не менее чем на 3 штангенрейсмасах каждого типа, из числа прошедших приемочный контроль, на соответствие всем требованиям настоящего стандарта, кроме пп.2.17-2.20.
Результаты испытаний считают удовлетворительными, если все испытываемые штангенрейсмасы соответствуют всем проверяемым требованиям.
3.5. Подтверждение показателей надежности (пп.2.17-2.20) проводят не реже раза в 3 года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410* и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями.
________________
* На территории Российской Федерации документ не действует. Действуют ГОСТ Р 27.403-2009 и ГОСТ 27.301-95. — Примечание изготовителя базы данных.
Устройство и принцип работы
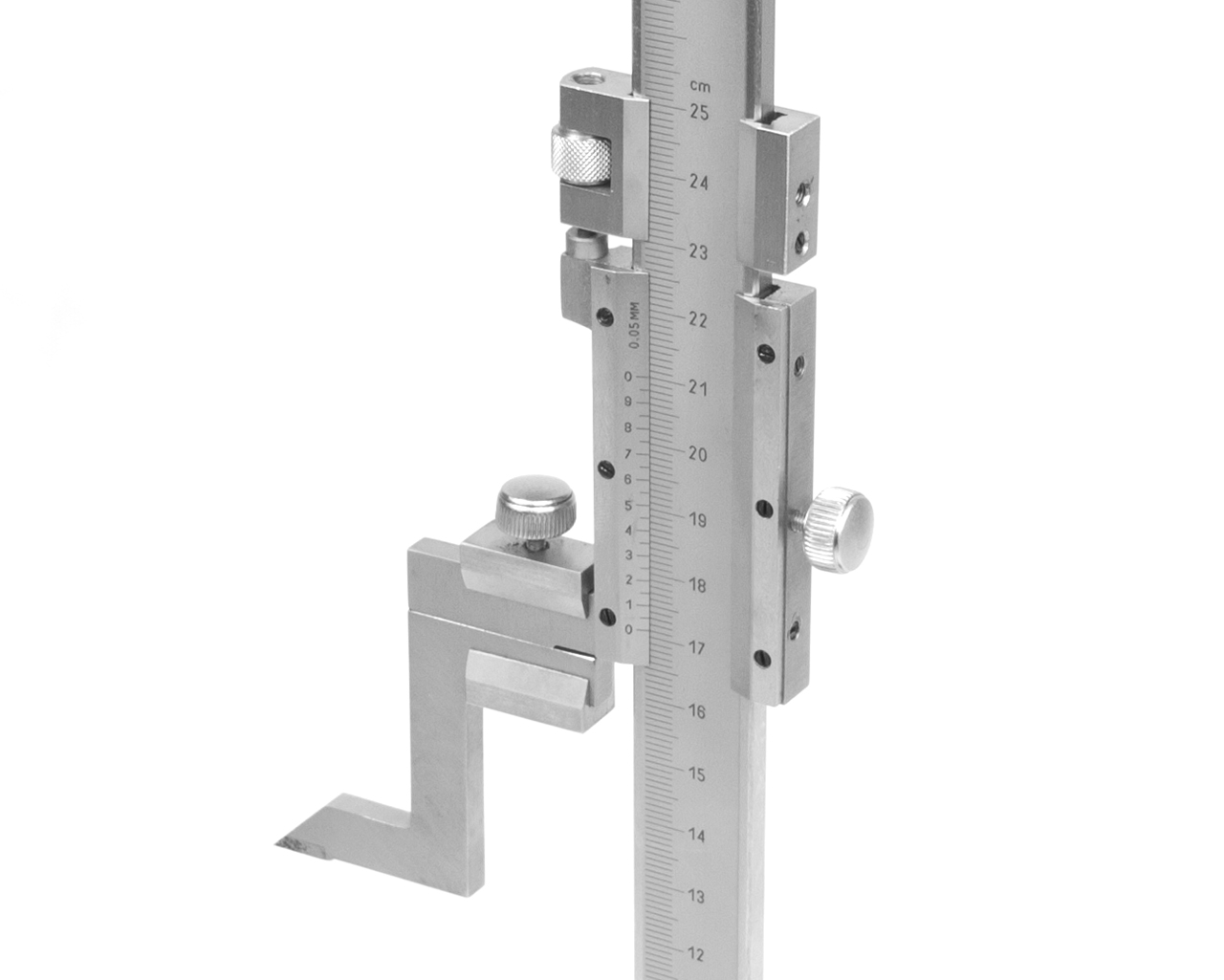
5.1. Штангенрейсмас имеет две шкалы и микрометрическое устройство для тонкой регулировки рамки. Основная шкала нанесена на штанге с делениями через 1 мм, вторая шкала – на нониусе, который закреплен на рамке. Фиксация рамки производится при помощи стопорного винта. Плавное перемещение рамки обеспечивается пружиной, расположенной внутри рамки. Инструмент состоит из массивного основания 1, разметочной ножки (чертилки) 2, рамки с закаленной измерительной поверхностью 3, нониуса 4, винта и гайки точной микрометрической подачи 5, штанги 6, рамки микрометрической подачи 7, зажима рамки микрометрической подачи (для фиксации рамки) 8 и зажима рамки 9.
Нижняя поверхность штангенрейсмаса является рабочей и соответствует нулевому отчету по шкале.

Рис.1. Штангенрейсмас ШР: 1- основание, 2 — разметочная ножка, 3 — рамка, 4 — нониус, 5 — винт и гайка микрометрической подачи, 6 — штанга, 7 — рамка микрометрической подачи, 8 — зажим рамки микрометрической подачи, 9 — зажим рамки.
5.3. Отсчет размеров производится методом непосредственной оценки совпадения деления шкалы с делениями нониуса.
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Проверка штангенрейсмасов — по МИ 424 и МИ 2190.
4.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с при частоте 80-120 ударов в минуту.
Штангенрейсмасы в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2.
Допускается проводить испытания штангенрейсмасов транспортированием на грузовой машине со скоростью 20-40 км/ч на расстояние не менее 100 км по грунтовой дороге.
4.3. Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50±3) °С, плюс (50±3) °С и при относительной влажности (95±3)% при температуре (35±5) °С. Выдержка в климатической камере по каждому из трех видов испытаний — 2 ч. После испытаний погрешность штангенрейсмасов не должна превышать значений, указанных в табл.2.
Допускается после выдержки штангенрейсмаса в каждом режиме выдерживать его в нормальных условиях в течение 2 ч.
Штангенрейсмас – это измерительный инструмент, предназначенный для измерения высоты деталей и проведения разметки перед металлорежущими операциями. По своим конструктивным особенностям данный инструмент схож с штангенциркулем, за исключением вертикального расположения на массивной опоре. В слесарных операциях штангенрейсмас используется для разметки заготовок под детали, черчения линий, переноса размеров с масштабной линейки, измерения длин и высот.

Виды инструмента
Штангенрейсмасы различаются по конструкции и ряду других характеристик. Существует три основных критерия:
- По конструкции подразделяются на механические, с круговой шкалой и электронные. Наличие круговой шкалы значительно упрощает снятие показаний и обеспечивает более высокую точность замера. Наиболее современным и точным является цифровой инструмент с дисплеем и электронным блоком управления.
- По диапазону измерений. Существует шесть стандартных диапазонов. Минимальный – от 0 до 250 мм, наибольший штангенрейсмас обеспечивает замер в диапазоне от 1,5 до 2,5 метров
- По классу точности – первого и второго класса. Погрешность измерений зависит от конструкции и класса точности. Так для ручных она составляет 0,05 для 1 класса и 0,1 мм для 2-го. Для приборов с циферблатом, соответственно, 0,02 и 0,05 мм, для электронных устройств – 0,01 мм.

Правила измерения и разметки
Для точного измерения необходимо подготовить инструмент к работе – установить ножку в паз держателя и зафиксировать её стопорным винтом. Далее инструмент устанавливается на ровное основание, желательно эталонную плиту. Перед началом работы необходимо удостовериться в том, что он стоит идеально ровно. Ножка поднимается вверх, выше измеряемой детали или заготовки. Затем её необходимо опустить вниз до плотного контакта с поверхностью измеряемой детали и зафиксировать стопорным винтом. После этого считываются показания по линейке, шкале нониуса, круговому циферблату или электронному дисплею.
В качестве разметочного инструмента штангенрейсмас используется для нанесения горизонтальных линий параллельных эталонной плите. Разметка выполняется в следующем порядке:
- Рамка выставляется на нужную высоту по шкале прибора и фиксируется стопорным винтом.
- В пазе держателя фиксируется чертилка с наконечником из твердого сплава.
- Прибор и заготовка устанавливаются на измерительной плите. При этом наконечник чертилки должен с усилием касаться поверхности детали.
- Для разметки переместите прибор по плите.
В результате на вертикальной поверхности детали или заготовки появится ровная, четко заметная линия.

Рекомендации по эксплуатации
- Чтобы гарантировать максимальную точность измерений или разметки необходимо соблюдать ряд простых требований:
- В процессе разметки прикасаться к прибору можно только к специально предназначенным для этого точкам. Это ручка и контрольная эталонная плита
- Измерение или разметка может проводиться только при допустимой температуре в диапазоне от +10 до +20°С.
- На измерительный инструмент не должны падать прямые солнечные лучи.
- Не рекомендуется устанавливать прибор рядом с радиаторами отопления, измерять нагретые или охлажденные детали.
- Если инструмент недавно доставлен в помещении, то необходимо выждать не менее 1 часа на адаптацию перед началом работы.
- В процессе работы нельзя прилагать чрезмерные усилия.
Технические условия эксплуатации штангенрейсмасов регулируются в соответствии с государственным стандартом ГОСТ 164–90.
Читайте также: