
Съемник поршневых пальцев своими руками
Добавил пользователь Alex Обновлено: 04.10.2024
Расскажу и покажу как без пресса в условиях гаража выпресовать и запресовать палец в шатун двигателя Форд, Мазда и .
Извиняюсь на качество съёмки, не планировали снимать. Перепресовка методом нагрева шатуна (перепресовка поршня) .
Всем привет! немного о приспособлении для выпрессовки поршневых пальцев. Приспособление можно изготовить для .
. раз покажу что взяла в диаметр похоже удлинитель вот соответственно у нас поршень палец уже выпал приблизительно .
Ваз, запрессовываем палец в поршень, связывает с шатуном. Пошаговая инструкция, как это делается. Как правило .
Самодельная конструкция для выпрессовки пальца шатуна, выпрессовывается без повреждения пальца и поршня.
. что начнём обзор мыс поршня какие условия поршни и пальца то есть условие поршни пальцы это по книжке наш палец .
. угол после боя туда обращаться на пальцы вокруг оси пальца скажем тогда он обязательно на делает заберутся мидэ ну .
Вставляем пальцы в поршень горячим методом. Замена пальцев поршня. Запрессовка пальцев в поршень. Вбиваем пальцы .
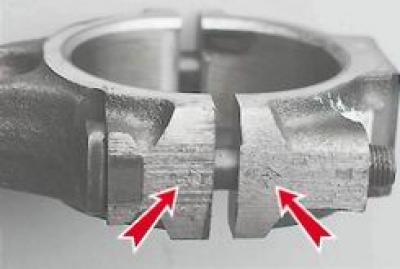
Примеры приспособлений, которые используются для запрессовки поршневого пальца УК двигателей ВАЗ 2101, ВАЗ 2103 (диаметр цилиндра 76 мм), ВАЗ 2105, ВАЗ 2106 (диаметр цилиндра 79 мм). Рекомендуются специальные допуски 0,2 мм для ВАЗ 2101, ВАЗ 2103, и 0,1 для ВАЗ 2105, ВАЗ 2106. Но бывают случаи, когда поршневые пальцы имеют разную длину, разные состояния между торцами бобышек поршней. В таких случаях необходимо использовать регулируемое приспособление.
Запрессовка поршневых пальцев

Разборочно-сборочные работы
деталей цилиндро-поршневой группы,
комплектование деталей гильзо-поршневой
группы, ремонт и установка
шатуннопоршневой группы двигателя
(расчет):
Регулируемый размер можно вычислить по формуле:
А = 0,5(D-В-С+27) мм, где В – это длина поршневого пальца;
С - расстояние между внутренними торцами бобышек поршня;
D - диаметр цилиндра;
27- ширина верхней головки шатуна (выдерживается точно).
Пример расчета: D=79; В=67,3; С=31,2.
Если в этом случае использовать приспособление рекомендуемое производителем 02.7853.9500, то этот размер должен быть равен 4.7 мм.
При этом винт 7 должен затягиваться неплотно. Так как его плотное затягивание может привести к заклиниванию.
Во время запрессовки поршневого пальца следите за тем, чтобы поршень плотно прижимался к верхней головке шатуна.
Работы должны проводиться очень быстро, потому что головка шатуна очень быстро охлаждается, что, в конце концов, приводит к тому, что палец займет неправильное положение и изменить его будет нельзя.

Как выпрессовывать поршневые пальцы с помощью оправки?
Двигатель. Выпрессовка поршневого пальца ВАЗ 2101 Порядок выполнения 1. Снимать палец необходимо на прессе, с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
Выпрессовка поршневого пальца ВАЗ 2101
Видео про “Выпрессовка поршневого пальца” для ВАЗ 2101
Теория ДВС: Как выпрессовка пальца ВАЗ-Классика
Как выбить палец из шатуна (поршня)! Это легко и просто сделать своими руками!
-. , .-(…
: 1 000 .
. – …
: 1 000 .
3.20. Замена поршня
Извлекаем поршень с шатуном из блока цилиндров (см. Замена вкладышей коленчатого вала).

В нижних головках.

. и крышках шатунов установлены сталеалюминиевые вкладыши.
От проворачивания их удерживают замки, входящие в прорези постелей.

Зажимаем шатун в тиски и, разжимая, снимаем верхнее.


Надписи на кольце может и не быть, но нижнее компрессионное кольцо всегда устанавливается фаской вниз.

Снимаем маслосъемное кольцо.


Установив поршень на деревянную оправку с отверстием или удерживая на весу, выбиваем палец.
Собираем шатунно-поршневую группу в обратной последовательности.

Подбираем новый поршень. Класс поршня обозначается буквой, а категория пальца – цифрой (см. таблицу сопрягаемых деталей).
Зазор между поршнем и цилиндром у новых деталей составляет 0,05–0,07 мм. При износе максимально допустимый зазор – 0,15 мм.
Правильно подобранный, смазанный моторным маслом палец должен входить в отверстия поршня под усилием большого пальца руки и не выпадать из поршня в вертикальном положении.

Установив кольцо в цилиндр, набором щупов проверяем зазор в его замке. Он должен быть 0,25–0,40 мм для всех колец. Если зазор повышенный, необходимо заменить кольца.

Зазор между кольцом и канавкой поршня проверяем также набором щупов. Для верхнего компрессионного кольца он должен быть 0,045–0,077, нижнего – 0,025–0,057, маслосъемного – 0,020–0,052 мм. Предельно допустимый зазор при износе – 0,15 мм.
Устанавливаем в поршневые канавки кольца, затем ориентируем их следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого пальца;
- замок нижнего компрессионного кольца разворачиваем относительно замка верхнего кольца в противоположную сторону;
- замок маслосъемного кольца ставим на 90° относительно замков других колец. При этом стык его расширителя должен находиться с противоположной стороны замка самого кольца.

Разогреваем верхнюю головку шатуна до 240°С, зажав его в тисках.
Палец можно предварительно охладить в морозильной камере.

Надеваем на шатун поршень и при помощи оправки быстро запрессовываем палец.

Цифры на шатуне и его крышке, указывающие номер цилиндра, должны находиться с одной стороны и совпадать.

Поршни — замена
Для выполнения работы потребуются оправки для снятия поршневого пальца и обжатия колец.
7 шагов по ремонту поршней, которые заставят работать убитый двигатель
Цилиндро-поршневая группа ДВС работает под воздействием высоких температур и повышенных нагрузок. Подобные условия эксплуатации приводят к износу и задирам на рабочих поверхностях деталей. В итоге автовладельцы нередко сталкиваются с необходимостью ремонта поршней и других компонентов.
Поршни в процессе эксплуатации могут приобретать следующие дефекты:
- Износ отверстий в бобышках
- Износ канавок для поршневых колец
- Износ по диаметру
- Трещины и задиры на стенках
- Нагар на днище и в канавках под кольцами
В большинстве случаев поршни можно отремонтировать, кроме тех, которые имеют трещины, глубокие царапины и большой износ по диаметру. Такие детали ремонту не подлежат и их следует заменить. Ниже рассмотрим основные действия при ремонте поршней.
Снятие
5. Вынимаем из крышки шатуна сталеалюминиевый вкладыш.
На шатуне и крышке клеймением нанесен номер цилиндра, в который они устанавливаются.
6. Устанавливаем шатун в тиски и снимаем с поршня два компрессионных и одно маслосъемное кольцо с расширителем.
7. Через оправку выпрессовываем палец из шатуна и снимаем поршень.

Аналогично снимаем поршни остальных цилиндров.
Перед установкой на шатун поршневой группы необходимо подобрать ее детали.
В чем заключается ремонт поршней?
Шаг первый
Ремонтные работы начинаются с определения наличия трещин в поршне. Делается это на слух. Деталь берется за головку а по юбке наносятся легкие удары металлическим предметом. Если звук глухой и дребезжащий, то это свидетельствует о наличии трещин.
Шаг второй
Далее следует очистка поверхностей. С днища нагар удаляется при помощи тупого металлического скребка или металлической щеткой. Предварительно загрязнение нужно смочить в керосине. Из канавок нагар удаляется при помощи специального приспособления.
Шаг третий
Изношенные канавки можно проточить на токарном станке. Это позволит установить кольца с увеличенным размером по высоте. Канавки протачивать необходимо, учитывая установленные ремонтные размеры поршневых колец.
Шаг четвертый
Износ отверстий в бобышках можно устранить при помощи развертывания их под увеличенный диаметр. Делается это при помощи развертки с направляющим хвостовиком. Нельзя использовать короткие инструменты, так как они легко нарушают перпендикулярность оси пальца с осью поршня. Именно поэтому после этой операции необходимо произвести проверку перпендикулярности на специальном устройстве.
Делается это следующим образом. Поршень надевается на палец устройства и придвигается вплотную к стойке. Штифт индикатора, который закреплен на стойке, должен соприкасаться с поршнем. Стрелка индикатора покажет определенное отклонение. Зафиксировав ее показания поршень снимается и надевается на палец другой стороной. Разница в измерениях не должна превышать 0,05 мм. Если она больше, то поршень забраковывается.
Шаг пятый
Изношенные поршневые кольца меняются на новые. Их ремонтный размер должен соответствовать ремонтному размеру цилиндра и поршня. Новое кольцо подбирается по поршню и цилиндру.
Шаг шестой
Восстанавливаем антифрикционное покрытие на юбках поршня. Это процедура не обязательная, но многие иномарки еще на заводе комплектуются поршнями, где юбки покрыты специальным составом – антифрикционным покрытием (АФП). Оно служит для снижения трения, уменьшения износа и дополнительно способствует лучшей теплоотдаче.
Для этого можно воспользоваться услугами специальных компаний или ателье, которые занимаются подобными операциями, или выполнить нанесение самостоятельно. Тем более, что АФП сейчас доступны и для простых автовладельцев, а инструкцию по правильному нанесению покрытия можно узнать напрямую у производителя или на специальных форумах, посвященных данной теме.
Шаг седьмой
Переходим к ремонту пальца поршня. Следует помнить, что если диаметральный износ пальца составляет более 0,5 мм, то такая деталь подлежит замене. Если износ меньше, то палец можно восстановить хромированием, раздачей, и, если палец имеет увеличенный ремонтный размер – перешлифовыванием до нужных габаритов.
Шлифовка производится на токарном или круглошлифовальном станке при помощи супортно-шлифовального приспособления, которое состоит из электродвигателя и шлифовального камня. Изначальный размер пальца можно восстановить при помощи хромирования или раздачи.
Больше информации о ремонте поршней читайте в полной версии статьи:
ДТП в России






Как снять поршень ваз с шатуна
Пара поршень-шатун в двигателях автомобилей ВАЗ собирается на горячую и при замене поршней, отделить их от шатуна для многих самостоятельных ремонтников становится серьезной проблемой.
Обычно , решая вопрос — как снять поршень ваз с шатуна поступают следующим образом. Заказывают оправку соответствующую внутреннему диаметру поршневого пальца и, используя тяжелый молоток, а в большинстве случаев небольшую кувалду, выбивают палец.
Как подставку используют обычно деревянную массивную колоду, прочный брусок, сделав предварительно полукруглый вырез с отверстием внизу под выход пальца или положив поршень в полураскрытые тиски.

Когда подобная операция проводится один или несколько раз во время самостоятельного капитального ремонта, то это еще полбеды и можно обойтись и таким варварским способом.
Но когда, моторист профессионально занимается ремонтом двигателей, то каждое снятие поршней, таким способом, становится настоящим наказанием для него. Кто занимается постоянно моторами, тот поймет, о чем идет речь.
Мало того, что это очень тяжелая (как физически, так и психологически), процедура так еще и поршня после такого демонтажа уже нельзя будет использовать повторно.
Выход из такой ситуации со снятием поршней, не составляет особой сложности и нужно лишь изготовить простейший пресс.
Для этой цели подойдет гидравлический домкрат и простейшая конструкция трех площадок и двух стоек.
Внешне этот пресс выглядит следующим образом. Пока даем лишь описание и схематическое изображение , но обязательно дополним фото с его изображением.

Основанием пресса служит массивная металлическая пластина с двумя резьбовыми отверстиями по краям, куда вкручиваются две стойки. На стойки одевается вторая стальная пластина с тремя отверстиями: два отверстия для скольжения по стойкам и одно в центре с резьбой для направляющей , которая будет служить для выдавливания поршневого пальца.
Третья пластина закрепляется на верху стоек с помощью двух гаек, снизу и сверху пластины на каждой стойке. Она имеет в центре накладку с полукруглым углублением для поршня с отверстием посередине, через это отверстие будет выходить выдавливаемый поршневой палец.
Средняя пластина поднимается вверх и на нижнюю пластину (служащую основанием пресса) устанавливается гидравлический домкрат. Затем средняя пластина опускается на место, в ее центральное отверстие вворачивается направляющая оправка по внутреннему диаметру поршневого пальца.
Далее на эту оправку надевается поршень в сборе с шатуном и далее нужно накачивать домкрат, поднимая среднюю пластину с поршнем. Когда поршень упрется в полукруглую выемку в верхней пластине, то двигаться теперь под действием домкрата, может лишь поршневой палец. Далее его просто выдавливает из поршня, по мере поднимания штока домкрата.
Такой самодельный пресс помогает решить вопрос – как снять поршень ваз с шатуна или любого другого двигателя, где пара шатун-поршень собираются на горячую (плавающий поршень).
Конструкция не представляет особой сложности и нужно лишь заказать токарю две стойки и полусферу под поршень. Пластины можно вырезать фортуной , просверлить отверстия и в нижней нарезать резьбу .
Правильная замена поршневой на ваз 2106

Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см 2 , что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.

Доброго всем!
Приехали поршни в сборе от H22A, которые планирую установить в блок F20A4.

Встал вопрос о выпрессовке пальцев, для снятия поршней с шатунов. В инструкции написано, что вынуть стопорные кольца и нагрев до 70 градусов снять палец. Ага, сейчас =) Стопорных колец нет, пальцы запрессованы в шатуны намертво. Тырканье интернета, привело к одному решению, выпрессовка в тисках. Выточил из трубы приспособу и зажал со всей дури в тисках:

Ноль прогресса… Но после нескольких ударов по тискам кувалдочкой, дело пошло)) Затянул, постучал, затянул, постучал. И так все четыре:

Сейчас помыть, почистить и отдам вместе с блоком на рассточку цилиндров.
Посчитал, общий объем увеличится на
Всем крепких поршней и пусть работают долго! Удачи 😉
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
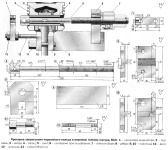
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
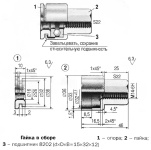
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
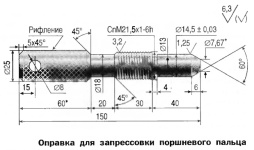
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
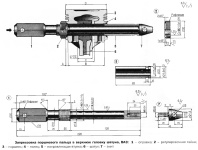
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
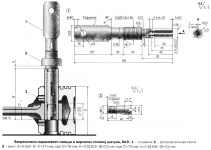
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23х400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).
Читайте также: