
Резьба с фаской как сделать
Добавил пользователь Евгений Кузнецов Обновлено: 04.10.2024
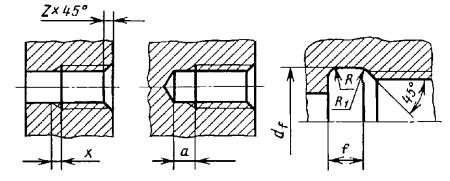
1 . Настоящий стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок - для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60 ° и трапецеидальной.
(Измененная редакция, Изм. № 1 ).
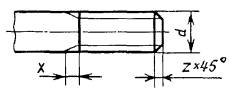
2 . Размеры сбегов и недорезов для наружной метрической резьбы должны соответствовать указанным на черт. 1 , 4 (при выполнении резьбы нарезанием), на черт. 2 , 3 , 5 (при выполнении резьбы накатыванием) и в табл. 1 .
Допускается применять угол 60 °
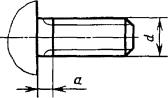
Форма и размеры проточек для наружной метрической резьбы должны соответствовать указанным на черт , 6 и в табл. 1. Размеры фасок наружной метрической резьбы указаны на черт. 1 и в табл. 1.
Размеры в миллиметрах
Шаг резьбы P
Сбег x , не более
Недорез a , не более
при угле заборной части инструмента
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других случаев
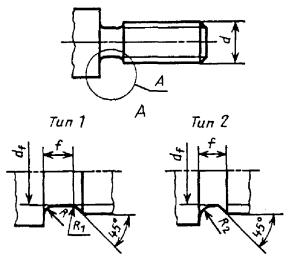
d - 1,5
1 . Проточки типа 2 снижают концентрацию напряжений под головкой, но уменьшают площадь опорной поверхности.
2 . Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3 . Для деталей из высокопрочных материалов с σв > 1400 МПа и в случаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом.
4 . Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148 .
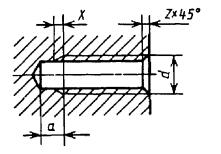
3 . Размеры сбегов и недорезов для внутренней метрической резьбы должны соответствовать указанным на черт. 7 и в табл. 2 .
Форма и размеры проточек для внутренней метрической резьбы должны соответствовать указанным на черт. 8 и в табл. 2. Размеры фасок внутренней метрической резьбы указаны на черт. 7 и в табл. 2.
2 , 3 . (Измененная редакция, Изм. № 1 ).
Допускается применять уг ол 60 °
Шаг резьбы P
Сбег x , не более
Недорез a , не более
при сопряжении с внутренней резьбой с проточкой типа 2
для всех других случаев
* Ширина проточек дана для диаметров 6 мм и более.
1 . Проточки типа 2 снижают концентрацию напряжений под головкой.
2 . Размеры проточек для заданного шага резьбы допускается устанавливать по ближайшему табличному шагу резьбы.
3 . Для деталей из высокопрочных материалов с σв > 1400 МПа и в слу чаях, если проточка, кроме технологических, несет и конструктивные функции, допускается применять проточки, не установленные настоящим стандартом.
4 . Допускается применять размеры сбегов, недорезов и проточек по ГОСТ 27148 .
4 . Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы должны соответствовать указанным на черт. 9 , 10 и в табл. 3 , 4 .
Для наруж н ой резьбы
Для внутренней резьбы
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег x , не более, при угле заборной части инструмента
Недорез a , не более
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег x , не более
Недорез a , не более
Примечан ие . Ширина узких проточек может быть уменьшена до 1 ,5 шага.
5 . Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы по ГОСТ 6211 должны соответствовать указанным на черт. 11 и в табл. 5 .
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег x , при угле заборной части инструмента 20 °, не более
Недорез a , не более
Сбег x , не более
Недорез a , не более
Примечан ие . Ширина узких проточек для внутренней резьбы может быть уменьшена до 1 ,5 шага.
6 . Размеры сбегов, недорезов, проточек и фасок для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111 должны соответствовать указанным на черт. 12 и в табл. 6 .
Размеры в миллиметрах
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Сбег x , при угле заборной части инструмента 20 °, не более
Недорез a , не более
Сбег x , не более
Недорез a , не более
7 . Размеры проточек и фасок для наружной и внутренней трапецеидальной одноходовой резьбы должен соответствовать указанным на черт. 13 и в табл. 7 .
Наружная резьба df
Внутренняя резьба df
Примечан ие . Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы. Размеры остальных элементов принимать по табл. 7 .
(Измененная редакция, Изм. № 1 ).
8 . (Исключен, Изм. № 1 ).
9 . Допускается применять вместо проточек, указанных на черт. 9 - 13 и в табл. 3 - 7 , пр и f ≤ 2 мм симметричные проточки (без фаски) с радиусом закругления с обеих сторон, равным R .
10 . Для наружной трубной цилиндрической резьбы при выполнении резьбы на проход, а также при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с углом заборной части 20 °, в случае применения уменьшенного недореза и узкой проточки - с углом заборной части 30 °.
Для внутренней трубной цилиндрической резьбы при выполнении резьбы в упор, в случае применения нормального недореза и нормальной ширины проточки, рекомендуется применять резьбообразующий инструмент с длиной заборной части не более трех шагов, в случае применения уменьшенного недореза и узкой проточки - с длиной заборной части не более двух шагов.
11 . (Исключен, Изм. № 1 ).
12 . Предельные отклонения размеров проточек d f и f назначают исходя из конструктивных требований к изготовляемым деталям.
(Введен дополнительно, Изм. № 1 ).
1 . РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2 . УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09 .07 .80 № 3501
3 . ВЗАМЕН ГОСТ 10549 -63
4 . ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5 . Ограничение срока действия снято по Протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5 -6-93 )
6 . ИЗДАНИЕ с Изменением № 1 , утвержденным в декабре 1986 г. (ИУС 3-87 )
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
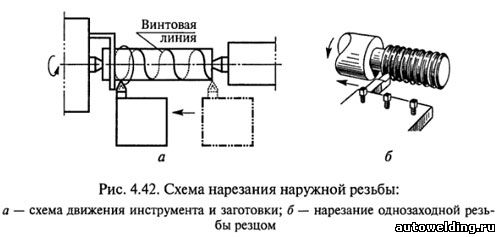
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
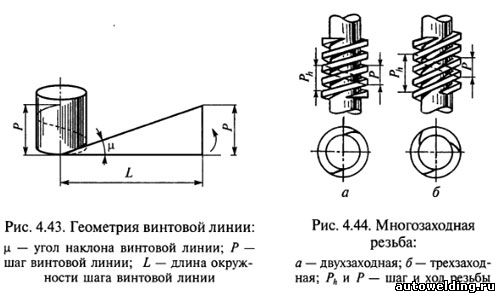
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
где k — число заходов.
Нарезание резьбы резцами
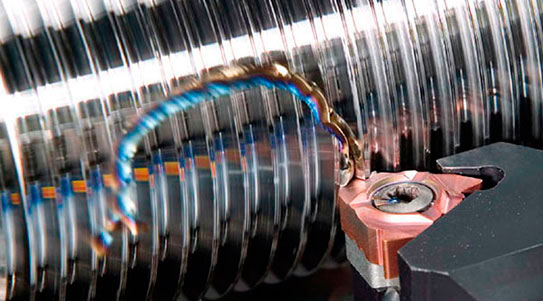
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).

Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2…3 м/мин и для латунных — 10… 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5… 12 м/мин, для чугунных, бронзовых и алюминиевых — 6…22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.

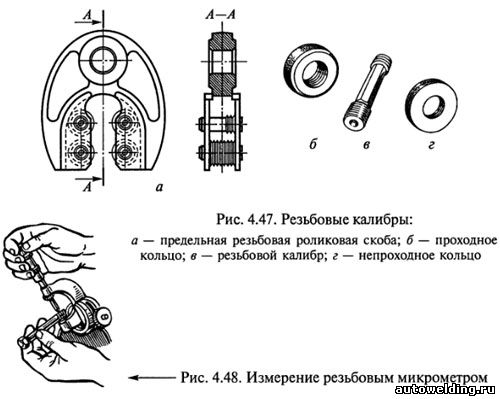
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Операция обработки со снятием стружки, в результате которой образуются наружные или внутренние винтовые канавки с заданным профилем и размерами на цилиндрических или конических поверхностях, называется нарезанием резьбы.
Нарезание резьбы на винтах, болтах, гайках и других деталях производится в основном на станках. При монтажных и ремонтных работах слесарю в ряде случаев приходится нарезать резьбу вручную или с помощью пневматических или электрических машинок — резьбонарезателей.
Основными элементами любой резьбы, как отмечалось в гл. 3, являются профиль, шаг, глубина, наружный, средний и внутренний диаметры.
По форме профиля резьбы подразделяются на треугольную, прямоугольную, трапецеидальную, упорную и круглую (рис. 4.14).
Тип или профиль резьбы выбирается по ГОСТу в зависимости от назначения.

Рис. 4.14. Профили и элементы резьбы:
а — треугольная;
б — прямоугольная;
в — трапецеидальная;
г — упорная;
д — круглая;
d — наружный диаметр резьбы;
dcp — средний диаметр резьбы;
d1 — внутренний диаметр резьбы.
В машиностроении приняты три системы резьб: метрическая, у которой шаг и диаметр измеряются в миллиметрах; дюймовая, имеющая иную форму профиля и характеризуемая числом ниток на один дюйм ее длины и диаметром в дюймах;
трубная резьба, имеющая профиль, как и дюймовая, но меньше по шагу.
В практике слесарных работ нередко возникает необходимость определить размеры элементов резьбы на готовой детали. Наружный диаметр измеряют с помощью штангенциркуля или микрометра, а шаг резьбы — с помощью миллиметрового или дюймового резьбомера (набора шаблонов с резьбой различных размеров).
Для нарезания резьбы в отверстиях применяются метчики, а для нарезания наружной резьбы — плашки.
Метчиком называется режущий инструмент, представляющий собой закаленный винт, на котором прорезано несколько продольных прямых или винтовых канавок, образующих режущие кромки (рис. 4.15). Метчик имеет рабочую часть и хвостовик, заканчивающийся квадратом.

Рис. 4.15. Метчик и его элементы:
а — общий вид:
1 — режущее перо;
2 — режущая кромка;
3 — квадрат;
4 — хвостовик;
5 — канавка;
б — поперечное сечение:
1 — передняя поверхность;
2 — режущая кромка;
3 — задняя (затыловочная) поверхность;
4 — канавка;
5 — режущее перо.
Хвостовик метчика служит для закрепления инструмента в патроне или воротке во время работы. У ручных метчиков конец имеет квадратную форму.
Рабочая часть — нарезанная часть метчика, производящая нарезание резьбы; она подразделяется на заборную и калибрующую части.
Заборная (режущая) часть метчика — передняя конусная часть, которая первой входит в нарезаемое отверстие и совершает основную работу резания.
Калибрующая часть защищает и калибрует нарезаемое отверстие.
Для образования режущих кромок метчика и выхода стружки служат продольные канавки. Резьбовые части метчика, ограниченные канавками, называются режущими перьями.
По способу применения метчики делятся на ручные и машинные. Ручные метчики служат для нарезания резьбы вручную. Они обычно выпускаются комплектами из двух или трех штук. В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой (или 1, 2, 3), а в комплект из двух метчиков — черновой и чистовой. В таком же порядке они применяются при нарезании резьбы.
Метчики условно обозначаются рисками (канавками): у чернового на хвостовике одна круговая риска, у среднего — две, у чистового — три. Там же указывается тип резьбы и ее размер.
Большое значение имеет правильный выбор диаметров отверстий для нарезания резьбы. Выбор диаметров сверл под данный тип и размер резьбы производится по специальным таблицам. Однако с достаточной для практики точностью диаметр сверла можно определить по формуле
Dсв=dр — 2h
где Dсв — диаметр сверла, мм; dр — наружный диаметр резьбы, мм; h — высота профиля резьбы, мм.
Нарезание резьбы ручными метчиками производится с помощью воротков, которые надеваются на квадратные концы хвостовиков. Воротки бывают различных конструкций с постоянными и регулируемыми отверстиями для метчика.
Инструмент, применяемый для нарезания наружной резьбы, называется плашкой. Плашка представляет собой стальную закаленную гайку со стружечными канавками, образующими режущие грани (рис. 4.16).

Рис. 4.16. Плашка и ее элементы:
а — общий вид;
б — геометрические параметры плашки.
1 — калибрующая часть;
2 — заборная часть;
3 — стружечная канавка.
Плашки бывают круглые (иногда их называют лерками), раздвижные (клупповые) и специальные для нарезания труб.
Для работы с круглыми плашками применяются воротки (леркодержатели), представляющие собой рамку с двумя рукоятками, в отверстие которой помещается плашка и удерживается от проворачивания с помощью трех стопорных винтов, конические концы которых входят в углубления на боковой поверхности плашек.
Клуппы для раздвижных плашек представляют собой косую рамку с двумя рукоятками. В отверстие рамки вставляются полуплашки. Устанавливаются полуплашки на требуемый размер с помощью специального нажимного винта.
Для нарезания резьбы метчиком выполняются следующие приемы. Деталь закрепляется в тисках, черновой метчик смазывается и в вертикальном положении (без перекоса) вставляется в нарезаемое отверстие. Надев на метчик вороток и слегка прижимая его к детали левой рукой, правой осторожно поворачивают вороток по часовой стрелке (при нарезании Левой резьбы — против часовой стрелки) до тех пор, пока метчик не врежется в металл и его положение в отверстии не станет устойчивым. Затем вороток берут двумя руками и плавно вращают (рис. 4.17, а). После одного-двух полных оборотов возвратным движением метчика примерно на четверть оборота ломают стружку, это значительно облегчает процесс нарезания. Закончив нарезание, вывертывают метчик из отверстия (вращением воротка в обратную сторону) или пропускают его насквозь.
Второй и третий метчики смазывают и вводят в отверстие без воротка. После того как метчик правильно установится по резьбе, надевают вороток и продолжают нарезание резьбы.
При нарезании глубоких отверстий необходимо в процессе резания 2—3 раза полностью вывинтить метчик и очистить его от стружки, так как избыток ее в канавках может вызвать поломку метчика или срыв резьбы.
Перед нарезанием наружной резьбы плашками обточенный до нужного диаметра стержень закрепляют в тисках. На самом конце стержня снимается небольшая фаска под углом 45° (рис. 4.17,6). Стержень должен иметь чистую поверхность, так как нарезание резьбы по окалине или ржавчине сильно изнашивает плашки.

Рис. 4.17. Приемы работы при нарезании резьбы ручными метчиками (а) и плашками (б, в).
Для получения правильной резьбы диаметр стержня обычно делают на 0,2—0,4 мм меньше требуемого диаметра резьбы.
На торец стержня, закрепленного в тисках так, чтобы его конец выступал из губок на 15—20 мм больше, чем длина нарезаемого участка., накладывают закрепленную в воротке плашку и с небольшим нажимом начинают нарезать резьбу, поворачивая вороток короткими движениями по часовой стрелке (рис. 4.17, в). Первые 1,0—1,5 нитки обычно нарезают без смазки, так как сухой металл плашка захватывает легче; затем стержень смазывают натуральной олифой и продолжают вращать вороток или клупп на один-два оборота вправо и на полоборота влево для ломания стружки.
Вначале нарезания резьбы плашками необходимо делать некоторый нажим «а плашку (при рабочем ходе), не допуская ее перекоса. В процессе нарезания давление на обе руки должно быть равномерным.
При необходимости получить точную я чистую резьбу нарезку производят двумя плашками — черновой и чистовой.
Механизированное нарезание резьбы осуществляется ручной дрелью или резьбонарезной электрической машинкой, а также на сверлильном или резьбонарезном станке. Работа эта требует особого внимания и осторожности, особенно при использовании дрели и электрической или пневматической машины.
Ручными дрелями нарезают резьбу диаметром до 6 мм, причем производительность по сравнению с работой воротком увеличивается втрое. Применение электрической или пневматической машинок повышает производительность труда практически в 5 раз.
При нарезании резьбы дрелью или машинками метчик зажимается в патроне и особое внимание обращается на то, чтобы не было перекоса метчика относительно оси отверстия.

О том, как правильно нарезать резьбу можно говорить очень долго. Этому посвящены целые книги и монографии. Но, подавляющее большинство используемых резьб не требует особых навыков при нарезке, и на основных методах мы и остановим наше внимание.
Нарезание внутренних резьб
Для нарезания внутренних резьб используются метчики – инструменты наподобие винта с режущими канавками. Как правило, для нарезки требуется два метчика для черного и чистового прохода. Разница – в глубине прорезания канавок. Есть и трехпроходные метчики, и иные варианты нарезки. Для работы с ними необходимы специальные воротки, которые могут быть различными по конструкции, но обязательно должны подходить по размеру к рабочему инструменту.
Перед нарезкой резьбы очень важно подготовить отверстие нужного диаметра. В противном случае вы либо сломаете метчик (при диаметре отверстия менее требуемого), либо получите некачественную резьбу. Так, если необходима внутренняя резьба М10, т. е. 10 мм по диаметру канавки, то диаметр отверстия должен составлять 8,5 мм. Определяется это исходя из шага резьбы. Для М10 он составляет 1,5 мм и, соответственно требуемый диаметр отверстия будет составлять 10-1,5=8,5 мм. Шаги резьб можно узнать с помощью специальных формул, хотя более простым вариантом будет не высчитывать диаметр, а узнать его значение из таблицы.
После подготовки отверстия переходим непосредственно к рассмотрению вопроса как правильно нарезать резьбу. Крепим метчик в держатель и начинаем не спеша вкручивать его в отверстие, особое внимание уделяя соблюдению точности направления. Нарезка производится по часовой стрелке с приложением определенных усилий.
Для успешной нарезки метчик должен быть острым и качественным. Длительность его работы и вероятность поломки зависят от использования смазки. Несколько капель масла не только облегчат нарезку, но и улучшат качество резьбы. Это особенно важно для нарезки глухих отверстий. Естественно, что для работы не помешает наличие определенных навыков, которые приходят вместе с практикой. Впрочем, данная операция сравнительно проста и навыки приобретаются после 3-4 резьб.
Как правильно нарезать резьбу на болту или шпильке

Болты, шпильки и иные подобные крепёжные элементы имеют внешнюю резьбу и вам, соответственно, понадобится плашка (лерка) или клупп. Первые используются для метрических резьб, клуппы – для трубных. Нарезание клуппом немного проще – у них есть специальные заходы на трубы (одел и начал нарезать) и держатели-трещотки. Для работы плашкой очень важно ровно сделать первые витки, поэтому настоятельно рекомендуется предварительно сделать небольшую фаску напильником.
В отличие от внутренних резьб здесь нет сложностей с диаметрами. Так, для резьбы М10 понадобится заготовка с диаметром 10 мм. Основные правила нарезки мало, чем отличаются от работы метчиком. Плашки должны быть острыми и качественными, а при нарезке использоваться смазка. Иногда сложнее начать резьбу и если будет заметен перекос, то необходимо отрезать бракованный участок и начать снова. Для любого типа резьбы заготовку необходимо плотно зафиксировать в тисках.
В заключение…
В завершение хочется предупредить, что существует ещё одна формула определения диаметра отверстия для внутренней резьбы - диаметр метчика х 0,8. Но она актуальна только для ручных трехпроходовых метчиков. Для всех остальных случаев лучше использовать соответствующие таблицы.
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
В машиностроении, приборостроении и других отраслях промышленности широкое распространение получили разъемные соединения деталей машин, осуществляемые с помощью резьбы различных профилей (треугольного, трапецеидального, прямоугольного и др.).
В основе образования резьбы лежит принцип получения винтовой линии. Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки.
Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис. 248).

Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по цилиндрической или конической поверхности.
Признаки классификации и виды резьбы
Резьбу треугольного профиля нарезают обычно на деталях, предназначенных для скрепления, и поэтому ее называют крепежной резьбой.
Резьбы иных профилей, по преимуществу трапецеидальные и прямоугольные, относятся к ходовым резьбам (резьба на валу для передвижения суппорта токарного станка, резьба на винте машинных тисков, домкратов и др.).
Виды резьбы классифицируются по следующим признакам:
по форме поверхности:
• цилиндрическая резьба, образованная на поверхности цилиндра,
• коническая резьба, образованная на поверхности конуса;
по характеру поверхности:
• наружная резьба, образованная на наружной поверхности цилиндра или конуса. В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте (винте идр.),
• внутренняя резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке (гнезде и др.);
по направлению резьбы:
• правая резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа на видимой (передней) стороне идет слева направо),
• левая резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа идет справа налево);
по числу заходов (выступов и канавок):
• однозаходная резьба, образованная одной винтовой ниткой (рис. 249, а),
• многозаходная резьба, образованная двумя, тремя и т.д. винтовыми нитками (рис. 249, б, в).

Винтовая нитка — это выступ винтовой резьбы, образованный одним профилем.
Число заходов резьбы — число ниток, образующих резьбу.
Многозаходные винты образуются, если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенных по окружности относительно друг друга (рис. 249).
На рисунке 250 представлена обобщенная схема типов резьб.

Параметры резьбы
Основными параметрами резьбы (рис. 251) являются:

• наружный диаметр резьбы d (D) — диаметр воображаемого цилиндра (конуса для конической резьбы), описанного вокруг вершин наружной резьбы или впадин внутренней. Обычно он равняется номинальному диаметру и используется при обозначении резьбы;
• средний диаметр резьбы d2 (D2) — диаметр воображаемого соосного с резьбой цилиндра, пересекающего витки резьбы таким образом, что ширина выступов резьбы и ширина впадин оказываются равными;
• внутренний диаметр резьбы d1 (D1);
• шаг резьбы Р — расстояние между соответствующими точками двух соседних витков, измеренное параллельно оси резьбы (для конической резьбы — проекция на ось резьбы отрезка, соединяющего соседние вершины профиля резьбы);
• ход резьбы Ph — расстояние между соответствующими точками на поверхности винтовой нитки за один оборот контура, измеренное параллельно оси резьбы. Для однозаходной резьбы величина хода винта Ph равна шагу Р (см. рис. 249, а). Для двух и трехзаходных винтов величина хода соответственно равняется 2Р — для двухзаходного винта (см. рис. 249, б) и ЗР — для трехза-ходного (см. рис. 249, в);
• угол профиля а образуется боковыми сторонами профиля;
• высота исходного профиля Н получается при продолжении боковых сторон остроугольного профиля до пересечения;
• высота профиля, равная (5/8)H — расстояние между выступом и впадиной профиля в направлении, перпендикулярном оси резьбы.
Типы резьбы
Основные типы резьбы, обозначения и примеры нанесения обозначений на чертежах приведены в табл. 6.
Резьба метрическая. Профиль метрической резьбы (ГОСТ 9150— 2002) представляет собой равносторонний треугольник с углом профиля, равным 60°. Форма впадины резьбы может быть как плоско-срезанной, так и закругленной. Стандартом установлены размеры метрической резьбы для диаметров от 1 до 600 мм.
Метрическая резьба подразделяется:
• на резьбу с крупным шагом;
• резьбу с мелким шагом.
Шаг и глубина метрической резьбы с мелким шагом меньше, чем резьбы с крупным шагом при одном и том же наружном диаметре. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, в целях увеличения сопротивляемости деталей самоотвинчиванию.
Резьба дюймовая (в табл. 6 не указана). Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°. Применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Изготовляется с наружным диаметром от 3/16" до 4".
Основными параметрами дюймовой резьбы являются наружный диаметр в дюймах и число шагов на дюйм длины нарезанной части детали. На чертеже она обозначается наружным диаметром, выраженным в дюймах, например: 1"; 1 1/3”; 2".

Резьба трубная цилиндрическая. Угол профиля равен 55°. Профиль резьбы выполняется с закруглениями. Изготовляется она диаметром от 1/8 до 6" при числе ниток на 1" от 28 до 11. Номинальный диаметр трубной резьбы условно отнесен к внутреннему диаметру трубы (Dy — условный проход). Трубная цилиндрическая резьба применяется для соединения труб, арматуры, трубопроводов и других тонкостенных деталей (пробки, заглушки и др.).
Резьба трубная коническая. Конусность равна 1:16. Профиль резьбы — равнобедренный треугольник с углом при вершине 55° и закругленной вершиной. Наружный диаметр в среднем сечении по длине резьбы на трубе (в основной плоскости, перпендикулярной к оси резьбы) равен наружному диаметру цилиндрической трубной резьбы того же размера (рис. 252). На эту резьбу ГОСТ устанавливает размеры диаметров от 1/16" до 6".

В трубных соединениях коническая резьба на трубе может применяться в сочетании с цилиндрической трубной резьбой в муфте, т.е. коническая резьба — трубы, цилиндрическая — муфты.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Трубная коническая резьба обозначается буквами:
• R — коническая наружная;
• Rc — коническая внутренняя;
• Rp — цилиндрическая внутренняя.
Резьба коническая дюймовая с углом профиля 60° (ГОСТ 6111—52). Применяется для диаметров от 1/16” до 2" для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов, машин и станков.
Резьба трапецеидальная. Профиль резьбы — равнобочная трапеция с углом 30° между боковыми сторонами. Трапецеидальная резьба может быть однозаходной и многозаходной, правой и левой. Трапецеидальная резьба (ГОСТ 9484—81) предусмотрена для диаметров от 8 до 640 мм.
Эта резьба служит для преобразования движения (в ходовых винтах станков, винтах суппортов, штурвальных винтах, грузовых винтах и т.п.).
Резьба упорная. Имеет профиль трапеции, одна из сторон которой наклонена на 30°, а вторая — на 3° к нормали, проведенной к оси резьбы (см. табл. 6). Упорная резьба диаметром от 10 до 600 мм выполняется по ГОСТ 10177-82.
Упорная резьба применяется в механизмах с большим осевым усилием (в винтовых прессах, в нажимных винтах прокатных станов и т.п.).
Резьба круглая (ГОСТ 13536—68). Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля 30° (см. табл. 6).
Резьба имеет ограниченное применение — для санитарно-технической арматуры: для шпинделей вентилей смесителей, водопроводных кранов, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Прямоугольная резьба не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп. М19 х 1,5.
Определение резьбы при съемке с натуры
Для определения основных параметров резьбы производится ее обмер. Обмер резьбы включает в себя определение:
• шага резьбы — для метрической резьбы и числа шагов на дюйм — для резьбы, имеющей профиль дюймовой резьбы;
• наружного диаметра (для стержня) и внутреннего (для отверстия).
Шаг резьбы и число шагов на дюйм определяют с помощью резьбомеров — набора шаблонов. На каждом шаблоне указано или определенное значение шага резьбы, или значение числа шагов на дюйм. Шаблон подбирается таким образом, чтобы одна из пластин резьбомера полностью входила во впадины резьбы. Шаг резьбы или число шагов на дюйм определяется при совпадении профиля шаблона с профилем резьбы надетали по маркировке на шаблоне (рис. 253).

Наружный диаметр (для стержня) и внутренний (для отверстия) определяют с помощью штангенциркуля (рис. 254).

Сопоставляя данные обмера с табличными в соответствующих стандартах для данного типа резьбы, установив направление витков резьбы (правое или левое) и число заходов, получаем исходные данные для обозначения резьбы.
Изображение резьбы на чертежах
При изображении резьбы на чертежах всех отраслей промышленности и строительства в соответствии с ГОСТ 2.311—68 принята условность, когда винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой. При этом изображение наружной и внутренней резьбы имеет следующие особенности.
Наружная резьба. На стержне резьба изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега (рис. 255). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.

На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (не допускается начинать сплошную линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы. Фаска на этом виде не изображается.
Внутренняя резьба. В отверстии резьбу изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру (рис. 256). Резьба, показываемая как невидимая, должна изображаться штриховыми тонкими линиями одинаковой толщины по наружному и по внутреннему диаметрам.
На разрезах, полученных проецированием на плоскость, параллельную оси отверстия, сплошная тонкая линия по наружному диаметру резьбы проводится на всю длину резьбы без сбега.
На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте. Фаску на этом виде не изображают.

Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной линией, перпендикулярной к оси резьбы, если она видна (рис. 257, а, б), и штриховой тонкой, если резьба изображена как невидимая (рис. 257, в).

Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной толстой основной линии (рис. 256—258).

Сбег резьбы (см. рис. 258) при необходимости изображают сплошной тонкой линией. Из технологических соображений на части стержня может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы. Размер длины резьбы указывается, как правило, без сбега. Пример простановки размера длины резьбы без сбега и со сбегом представлен на рис. 259.

Глухое отверстие с резьбой называют гнездом. Конечная часть гнезда, выполненная сверлением, обычно имеет форму конуса с углом при вершине 120° (рис. 260, а, б). Если конец резьбы располагается близко к дну глухого отверстия, то допускается изображать резьбу до конца отверстия (рис. 260, б). Допускается изображать резьбу до конца отверстия на чертежах, по которым резьбу не выполняют. На рисунке 260, в показано изображение резьбы в пластмассовых деталях.

Если на чертеже необходимо показать профиль резьбы (резьба с нестандартным профилем или специальная резьба), то следует применять местный разрез (рис. 261, а), выполнять профиль резьбы на разрезе (рис. 261,6) или изображать участок профиля в увеличенном виде как выносной элемент (рис. 261, в).

На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой ввернутого в него стержня (рис. 262—263).

На чертеже резьба с нестандартным профилем изображается с нанесением всех размеров, необходимых для ее изготовления (см. рис. 261, в).

Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски (рис. 264). Места нанесения обозначения указанных резьб на стержне показаны на рис. 264—265, отверстии — на рис. 266.



Обозначение конических резьб и трубной цилиндрической наносят только на полке линии-выноски (рис. 267).
Читайте также: