
Реверсная зенковка для снятия заусенцев с обеих сторон отверстий своими руками
Обновлено: 07.07.2024

При изготовлении высококачественных изделий и деталей точность исполнения необходимых отверстий, полученных тем или иным способом, зачастую недостаточна. Для достижения требуемых параметров используют зенкер.
Назначение зенкерования и применяемое оборудование
Зенкерование позволяет улучшить качество поверхности полученной при сверлении до 9-11 квалитета точности и шероховатости Rz 2,5 мкм. При этом устраняются все дефекты возникающие при литье, штамповке и сверлении отверстия, увеличивается чистота поверхности, её точность, повышается соосность. Преимуществом зенкера над обычным сверлом является более высокая жесткость благодаря режущим зубьям, что обеспечивает высокую точность направления движения инструмента.

Основное назначение зенкера:
- Повышение точности и повышение качества обработки поверхности отверстий перед нарезкой резьбы или развертыванием.
- Калибровка предварительно просверленных отверстий для шпилек, болтов и других видов крепежных изделий.

Зенкерование является машинной операцией и выполняется на:
- сверлильных станках всех видов;
- токарных станках;
- расточных станках;
- агрегатных станках, в качестве операции в автоматической линии;
- горизонтальных и вертикальных фрезерных станках.
1 Зенкер – назначение и виды инструмента
Зенкером называют многолезвенный (многозубый) режущий инструмент, который применяют для обработки отверстий круглого сечения, предварительно выполненных в заготовках или деталях из различных материалов. Обработка состоит в улучшении качества поверхности отверстия или увеличении его диаметра методом резания, а сам процесс называют зенкерование. Процесс резания подобен сверлению – оснастка для зенкерования вращается вокруг своей оси и одновременно поступательно движется вдоль оси.
Изначально данный инструмент был разработан для металлообрабатывающей промышленности, как средство механической обработки отверстий, полученных сверлением, долблением, штамповкой или в процессе отливки заготовок. В настоящее время эта оснастка по-прежнему, в основном, используется при металлообработке. Зенкер по металлу применяют для промежуточной или окончательной обработки. Соответственно, существующий инструмент делят на:
- №1 – для последующего развертывания (обработки отверстия разверткой), с припуском;
- №2 – с квалитетом Н11 (допуск 4–5 класса точности).
Во время расточки происходит увеличение диаметра и повышение чистоты, точности поверхности отверстия. Основные назначения зенкерования:
- сглаживание, очистка поверхности отверстий перед развертыванием или нарезанием резьбы;
- калибрование отверстий под шпильки, болты и другой крепеж.
Инструмент для зенкерования также используют для обработки торцевых поверхностей и для придания отверстиям необходимого профиля (расширяют на требуемую глубину – под головки болтов, например).
По способу крепления в станок инструмент делят на виды:
- хвостовой с конусом Морзе или метрическим конусом (конструкции хвостовика для соответствующего крепления в станок);
- насадной.
По конструкции различают:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами.
Первые напоминают внешним видом сверло, за что их даже называют сверло-зенкер. Они состоят из таких же элементов, но оснащены большим числом спиральных канавок и режущих кромок (количество зубьев 3–6). Режущая часть выпускаемого инструмента может быть из быстрорежущей стали Р18, Р9 или с твердосплавными пластинками (ВК4, ВК6, ВК8 для работ с чугуном, Т15К6 – со сталью). Оснастка с твердосплавными пластинами более производительна (скорость резания более высокая), чем из быстрорежущих сталей.
Назначение
Основным назначением зенковок является выполнение отверстий различной величины и формы, в том числе для размещения крепежа. Помимо этого, такой инструмент позволяет корректировать отверстия, которые были приготовлены заранее, а также обрабатывать опорные поверхности вокруг отверстий, благодаря зубьям на торцах и направляющим цапфам. Подобные элементы могут быть сменными или изготавливаемыми вместе с зенковкой. В соответствии с действующим ГОСТ 14953-80, которым регламентируются промышленные условия для зенковки, типовые размеры инструмента, а также с учетом механических характеристик подвергаемого обработке материала режим осуществления работ.

3 Как правильно зенкеровать металл?
Для зенкерования в домашних условиях углублений под головки болтов или увеличения диаметра отверстия сгодится и сверло, предназначенное для этого. А в качестве исполнительного инструмента подойдет электрическая или даже ручная дрель. Однако, в масштабах производства зенкерование – точная операция, требующая большой мощности. Поэтому эта механическая обработка является машинной и выполняется на станках:
- токарных – наиболее часто;
- сверлильных – наиболее часто;
- фрезерных (вертикальных или горизонтальных) – редко. Как правило, на оборудовании с ЧПУ в качестве части программы;
- расточных – часто, в порядке вторичной операции;
- агрегатных – в качестве одной из операций автоматизированной линии.
При обработке отлитого отверстия рекомендуется его предварительно расточить резцом на 5–10 мм в глубину, чтобы дать инструменту для зенкерования первоначальное направление. При работе со сталью следует использовать СОЖ (смазочно-охлаждающие жидкости). Зенкерование цветных металлов и чугуна не требует охлаждения. Очень важно правильно подобрать металлорежущий инструмент для зенкерования. При этом принимают во внимание следующие факторы:
- тип требуемой оснастки определяется материалом детали, расположением отверстия, характером обработки и серийностью производства;
- размер инструмента подбирают, учитывая глубину, диаметр отверстия и необходимую точность обработки;
- конструкция выбираемого инструмента зависит от способа его закрепления на станке;
- материал металлорежущей оснастки зависит от режима работы, материала детали и других факторов.
Выбранный по справочникам или согласно ГОСТ зенкер должен будет соответствовать следующим техническим условиям применения:
- в изделиях из конструкционной стали отверстия диаметром до 40 мм обрабатывают оснасткой для зенкерования из быстрорежущей стали с 3–4 зубьями и диаметром 10–40 мм;
- в изделиях из сталей, закаленных и труднообрабатываемых, для расточки отверстий используют инструмент с твердосплавными пластинами, имеющий 3–4 зуба и диаметр 14–50 мм;
- в изделиях из конструкционной стали расточку отверстий диаметром до 80 мм проводят оснасткой из быстрорежущей стали с насадными головками и диаметром 32–80 мм;
- в изделиях из цветных металлов и чугуна глухие отверстия растачивают перовым инструментом;
- глухие отверстия 15–25 мм обрабатывают специальной оснасткой для зенкерования, у которой в корпусе есть специальный канал для подачи в зону резания СОЖ.
При зенкеровании необходимо соблюдать припуски. Диаметр инструмента должен совпадать с окончательным диаметром обрабатываемого отверстия. Если предполагается последующая дополнительная расточка разверткой, то диаметр оснастки для зенкерования должен быть уменьшен на 0,15–0,3 мм. В случае с предшествующим черновом растачивании или сверлении под зенкерование оставляют припуск на сторону в 0,5–2 мм.
Зенкерование гораздо более производительно, чем обработка резцами. Для оснастки из быстрорежущей стали скорость резания примерно такая, как в процессе сверления, а подачи – больше в 2,5–3 раза. Таким образом, зенкерование производится быстрее сверления.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.
Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.
Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.
Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.
Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
- углеродистые инструментальные стали;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Правила зенкерования
На любой инструмент имеются нормативные документы по его использованию. Для того чтобы соблюдать технологический процесс работы с зенковками, разработаны ГОСТы зенковок. На каждый тип режущего элемента (здесь деление по категориям) имеются свои технические условия:
- Согласно ГОСТ 14953-80Е описываются все нормы и правила касаемо зенковок конической формы. Здесь указан тип оборудования, с которым может работать резец, область его применения, рекомендуемые обороты, материал, для обработки которого предназначено устройство.
- Согласно ГОСТ 2И22-2-80 описываются все нормы и правила касаемо зенковок цилиндрической формы.
Отличия зенковки от цековки
Отличие от цековок зенковок в том, что первые относятся к инструменту зенкеру. Их основное назначение – работа с торцами. То есть цековка может пробурить углубление большего диаметра, чем само отверстие, и заодно выровнять торцовую плоскость в этом углублении, сделать так, чтобы оно было перпендикулярным оси канала.
Цековка тоже относится к элементам, где присутствует много лезвий. Кроме лезвий, цековка обязательно имеет направляющий элемент, который носит название цапфа. Цековка похожа на зенковку тем, что может выполнять практически такие же операции: создание потая под крепеж, снятие фаски, удаление заусенцев после сверления.
Цековку тоже можно применять только на специальном оборудовании, которым является сверлильный или токарный станок.
Поиск записей с помощью фильтра:
Кол-во блоков: 11 | Общее кол-во символов: 13996
Количество использованных доноров: 6
Информация по каждому донору:
Зенковка и зенкер относятся к категории металлорежущих инструментов, специально предназначенных для обработки отверстий различной конфигурации. При помощи таких инструментов, а также приспособлений и оборудования для их использования в соответствие с требуемыми значениями приводятся следующие параметры отверстий: шероховатость внутренних поверхностей, конусность и соосность.

Зенкеры и зенковки предназначены для работы с теми же инструментами, что и сверла (дрелями, сверлильными и токарными станками)
Ознакомиться с требованиями ГОСТ к коническим зенковкам можно, скачав документ в формате pdf по ссылке ниже.
Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
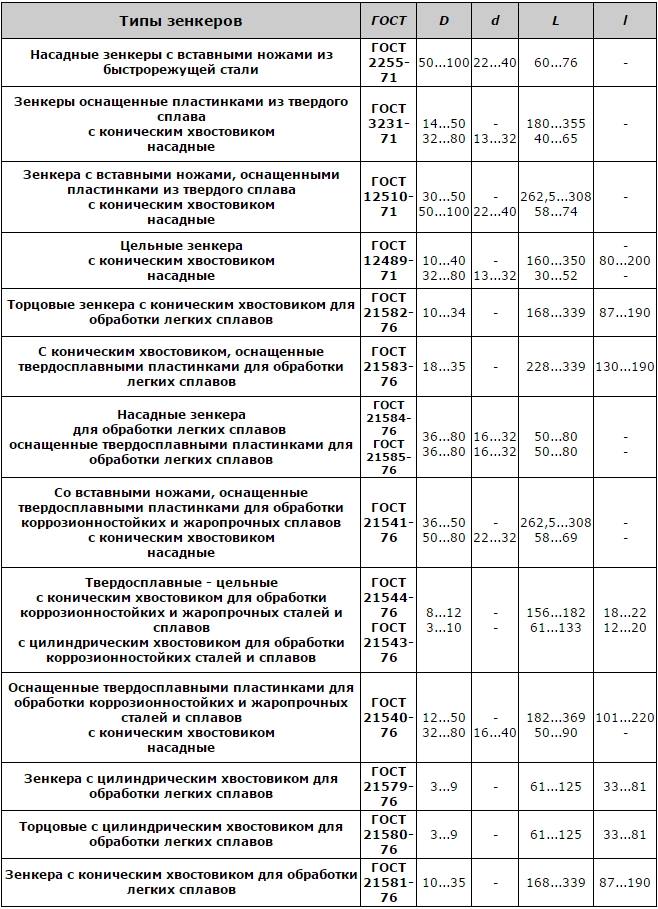
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
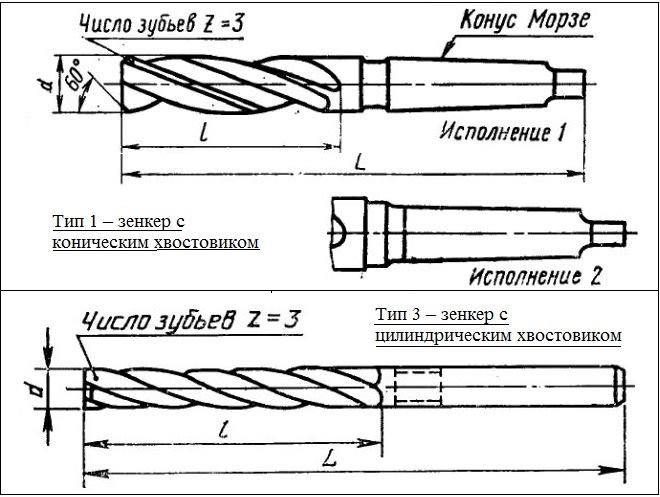
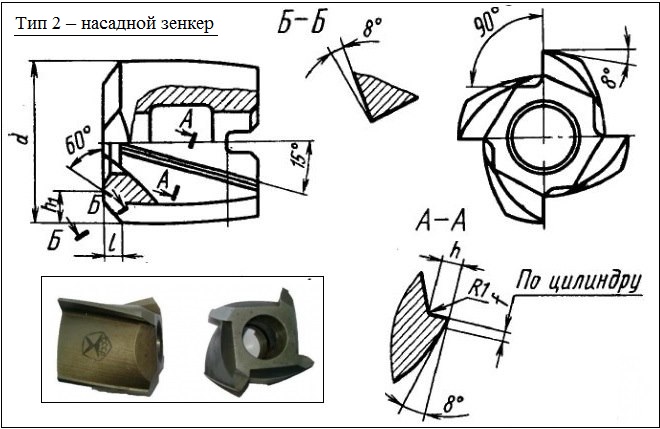
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.

Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
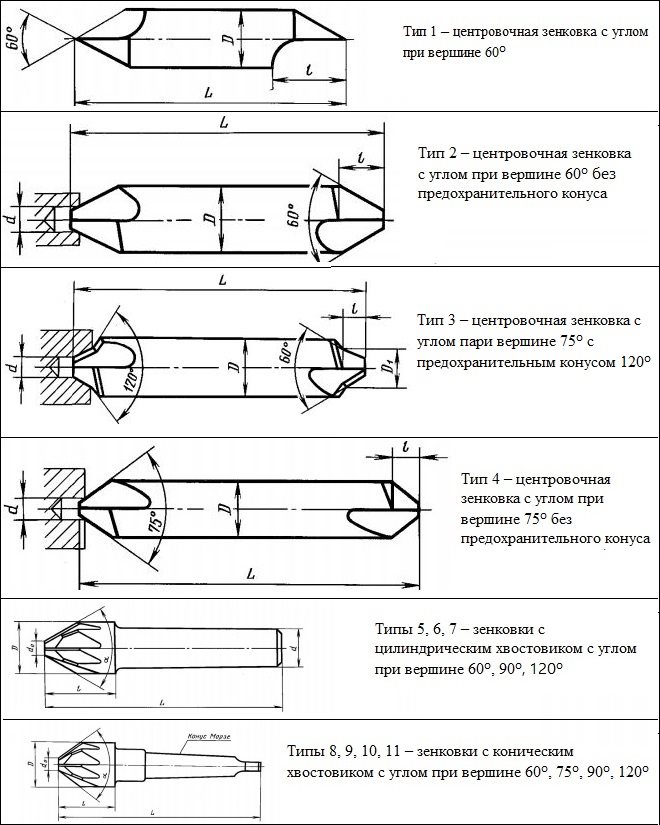
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Сферы применения зенковки
Зенкование и зенкерование, несмотря на то, что используются для обработки предварительно подготовленных отверстий, имеют ряд принципиальных отличий. Основным назначением зенкования является формирование в верхней части предварительно подготовленного отверстия конических или цилиндрических углублений, которые необходимы для того, чтобы скрывать головки используемых крепежных элементов.

Коническая зенковка с хвостовиком Морзе тип 8, материал режущей части — сталь HSS (аналог Р6М5)
По степени чистоты формируемого в процессе выполнения зенкования углубления такую технологическую операцию относят к получистовой. Как правило, ее выполняют перед развертыванием отверстий в заготовках из различных материалов. В качестве оборудования, на котором выполняется зенкование, могут использоваться сверлильные, токарные, фрезерные и расточные станки. Отличительной особенностью такой технологической операции является то, что выполняют ее на малых оборотах, совершаемых зенковкой или обрабатываемой заготовкой.
По конструктивному исполнению различают зенковки:
- конические (ГОСТ 14953-80);
- цилиндрического типа.

Типы конических зенковок
Отдельную категорию зенковок составляют шарошки, которые изготавливаются из твердосплавных материалов и используются преимущественно для выполнения шлифовально-обдирочных работ. Еще одним типом зенковок, которые применяются для обработки и снятия фасок в отверстиях, расположенных в труднодоступных местах, являются инструменты обратного типа. Специалисты, которые часто работают с зенковками данного типа, предпочитают иметь в своем распоряжении целые их наборы, которые позволяют выполнять обработку отверстий с различными геометрическими параметрами.

Шарошка – разновидность зенковки, используемая для прирезки клапанов двигателя внутреного сгорания
Выпускаемые по ГОСТ 14953-80 зенковки конические имеют стандартную конструкцию, составными элементами которой являются хвостовик и рабочая часть с передним концом, заточенным под конус. Угол конуса, который формируют боковые поверхности передней части такой зенковки, может составлять 60, 75, 90 или 120°. ГОСТ 14953-80 регламентирует и количество зубьев на рабочей части, которое зависит от ее диаметра.
Так, на зенковках различных диаметров (12–60 мм) может содержаться от шести до двенадцати режущих зубьев. В зависимости от длины используемого для обработки инструмента, которая также регламентируется положениями нормативного документа, для его поддержки на станке может использоваться цапфа, обеспечивающая соосность формируемой поверхности.
Типы стандартных конических зенковок
Цилиндрические зенковки, в отличие от конического инструмента (выпускаемого по требованиям, которые оговаривает ГОСТ 14953-80), целенаправленно используются для подрезания фасок под металлические изделия. Рабочая часть такой зенковки, обычно имеющая износоустойчивое покрытие, напоминает сверло, но отличается от него большим количеством режущих зубьев. В зависимости от диаметра рабочей части, на ней может быть от 4 до 10 режущих зубьев. Чтобы надежно зафиксировать положение такого инструмента в процессе его работы, на его торце имеется специальная направляющая цапфа – цельная или съемная. Наиболее удобными и практичными в использовании являются зенковки со съемными цапфами. Кроме того, для большей эффективности выполняемой обработки на зенковку могут устанавливать дополнительную режущую насадку.
Для того чтобы при помощи одной зенковки обработать несколько отверстий на одну глубину, инструмент оснащают специальной державкой с ограничителем, который может быть неподвижным или вращающимся. Режущий инструмент в таком случае крепится в державке, а его рабочая часть выступает из ее упора на величину, равную глубине обрабатываемого отверстия.

Эти фаски на отверстиях были выполнены конической зенковкой
Материалом для изготовления зенковок могут служить различные металлы и сплавы, в частности:
-
;
- легированные быстрорежущие стальные сплавы;
- твердосплавные материалы.
Для обработки отверстий, выполненных в мягких металлах, а также в таких материалах, как дерево или пластик, применяются зенковки, изготовленные из стальных сплавов. Если же необходимо выполнять обработку отверстий, которые выполнены в изделиях из более твердых металлов, то для этого используют твердосплавные зенковки. Последние в состоянии выдерживать значительные нагрузки, возникающие при обработке металлов с высокой твердостью.
Классификация зенкеров
Инструменты для зенкерования в зависимости от особенностей своей конструкции могут быть:
- хвостовыми;
- насадными;
- сборными;
- цельными.
Типы стандартизированных зенкеров
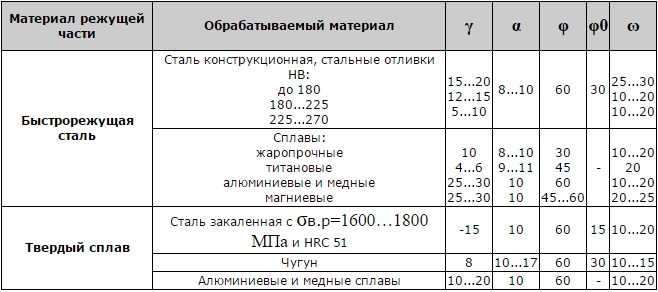
Рабочая часть такого инструмента, как было сказано выше, напоминает сверло, но при этом отличается большим количеством режущих кромок. Зенкер может быть изготовлен из легированных быстрорежущих и инструментальных, а также высоколегированных сталей или твердых сплавов. Режущие кромки зенкеров, изготовленных из инструментальных сталей, затачиваются под углом 45–60°, а выполненных из твердых сплавов – под углом 60–75°.
Параметры режущей части зенкеров
Зенкерами, рабочая часть которых заточена под конус, обрабатывают неглубокие отверстия соответствующей конфигурации. Отличительной особенностью инструментов данного типа является наличие на их плоской передней поверхности прямых зубьев. Количество режущих зубьев на рабочей поверхности инструментов данной категории варьируется от 6 до 12.
На технологическую операцию зенкерования, выполняемую после предварительного сверления отверстий, оставляется припуск 1–3 мм, точная величина которого зависит от диаметра обрабатываемого отверстия и характеристик самой заготовки. Наиболее сложно осуществляется зенкерование отверстий в заготовках, полученных методом литья и ковки. Чтобы инструмент легче заходил в отверстия, выполненные в таких деталях, предварительно выполняют растачивание на глубину 5–10 мм.
Зенкер может также работать в режиме резания, для этого ему сообщают более высокую скорость подачи (в полтора-два раза), чем при обычном рассверливании. Глубина резания, которую способен обеспечить зенкер, составляет примерно половину припуска, оставляемого на диаметр отверстия. При зенкеровании отверстий инструментами из быстрорежущих сталей применяют специальную эмульсию для охлаждения обрабатываемой заготовки и инструмента, при применении твердосплавного зенкера такого охлаждения выполнять не требуется.
Специалисты рекомендуют учитывать, что зенкерование, несмотря на высокую точность, может сопровождаться образованием дефектов различного характера.

Зенковка коническая – инструмент для образования конусообразного углубления на входной части отверстия под крепежный элемент. Зенкерование отверстий позволяет скрыть потайные головки винтов, болтов, шурупов или заклепок заподлицо с поверхностью. Данная операция выполняется на низких оборотах металлообрабатывающего станка или ручной дрели.
Изготовление зенковок регламентируется ГОСТ 14953-80
и зарубежными стандартами
DIN 334
,
DIN 335
и др. Основная характеристика инструмента – диаметр и угол конуса при вершине. По отечественному стандарту инструмент выпускается с углом 60°, 90°, 120° и наружным диаметром от 5 до 80 мм. Угол конуса режущей части зенкера соответствует определенному профилю головки метиза.

Винты и шурупы с потайными головками 90° наиболее распространены в нашей стране, тогда как, например, в Америке чаще встречаются дюймовый крепеж с конусом головки 82° (резьба UNC, UNF). Винты с британской резьбой BSF, BSW могут иметь 100º. Угол 75° распространен среди заклепок под молоток, а 100º и 120° – среди вытяжных заклепок. В аэрокосмической промышленности потайные крепежные детали обычно имеют угол 100°.
Как выбрать размер зенковки?
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.

Таблица 1. Размер зенковки под головку винта (с учетом допусков).
| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | ||||
| Диаметр, мм | Высота, мм | D1 (по H13) | D2 (по H12) | D3 (по H14) | |||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | — | |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — | |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 | |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — | |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 | |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 | |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 | |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 | |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 | |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 | |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | — | |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — | |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — | |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — | |
Материалы и защитные покрытия
Для производства потайных винтов обычно применяют следующие виды материалов:
- углеродистые и легированные стали;
- нержавеющие стали;
- сплавы цветных металлов.
Материал подбирается под требуемые прочностные характеристики и условия эксплуатации изделий, например, воздействие влаги и агрессивных сред. В соответствии с ГОСТ 17475-80 предусмотрено 11 классов прочности метизов этого типа. Винты, изготовленные из углеродистой и легированной стали обычно покрываются защитным покрытием, которое предотвращает коррозию металла и значительно продлевает срок службы крепежа. Чаще всего выполняется цинковое покрытие. Многие крепежные элементы, особенно рассчитанные на повышенные нагрузки, выпускаются с цинк-ламельным покрытием.
Конические зенковки бывают двух основных видов:

с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.

Зенкование отверстий это . или зачем самодельщику зенкер

Сегодня немного теории, поговорим про зенкование. Чем его сделать и как потом закрутить болт под потай.
Вообще зенковка очень важная операция в проектах самодельщиков собираемых на винты и шурупы. Самое главное для нас это то, что зенковка позволяет винту закрутиться ниже скрепляемой поверхности, так чтобы осталось больше вариантов для отделки. Да и элементарно цепляющийся и торчащий шуруп это просто не хорошо.
Итак вы поняли что зенкование в нашем случае это углубление в поверхности под шляпку или чуть глубже для винта или шурупа.
А делается это специальными битами для зенковки. Пример такой на следующем фото:

У этого инструмента как и у любых бит есть разные номера, но хочу подсказать что самый распространенный размер который вы будете использовать для самодельных мебельных проектов это 12мм.
Купить зенковки достаточно легко, они подходят и работают с любыми дрелями, электро отвертками и шуруповертами.
На что нужно обратить внимание – зенковки как и сверла работают по разному материалу – дереву и цветным металлам либо более твердым. И еще зенковки выпускаются с разными хвостовиками и разным количеством граней. Выбирайте те которые нужны в конкретном случае, мне же, например, в работе хватает обычного набора по древесине. Добавлю что помимо зенковок существуют и насадные зенкера надевающиеся на сверла. Они позволяют сразу и сверлить и зенковать, например, если вам нужно насверлить отверстие под болт и сразу же сделать потай. Выглядит конструкция вот таким образом:

Надели на сверло, затянули ключом и работаем, очень удобный вариант, особенно если нужно много одинаковых посадочных мест.
Но мы отвлеклись, перейдем к практике.
Предположим что мы используем самую простую зенковку и делаем потай для стандартного самореза. Для того, чтобы определить, насколько глубоко просверлить отверстие зенковкой, возьмите сам винт или шуруп и проверьте глубину его шляпки.
В идеале и как правило, вворачиваем голову так чтобы она сидела чуть ниже поверхности доски или плиты как на фото:

Почему нужно закручивать головку винта именно так?
1. Некоторые проекты требуют, чтобы у вас оставался доступ к винтам. Например, в том случае если самоделки придется разбирать для перемещения – часто такое случается с большими проектами – кроватями и т.п. мебелью. Мы раскручиваем их и потом так же легко монтируем все обратно на месте. В этом случае хорошо использовать крышки – заглушки на головки винтов. Но дело в том, что для идеальной установки крышки должны быть как можно ближе к поверхности и в этом случае нам поможет зенковка и углубление винтов.

2. И вторая причина — если вы маскируете винты каким либо наполнителем. В таком случае лучше не делать глубокие отверстия над шляпками, нужны лишь небольшие промежутки для заполнения. Чем меньше шпатлевка вы используете, тем быстрее она высохнет и тем меньше вероятность образования трещин, да и работы по шлифовке будут минимальными. В общем и в этом случае зенковка нам помогает.

Вот собственно и весь рассказ, надеюсь информация пригодится и вы будете использовать зенковки в своей работе. Успехов!
Как вкрутить саморез в детали, расположенные под углом
Допустим, нам необходимо прикрепить ножку к столешнице стола. Для этого в ножке довольно толстым сверлом высверливается отверстие примерно на половину ее толщины.
Затем сверление продолжается тонким сверлом диаметром, приблизительно равным толщине самореза, наклонно так, чтобы сверло вошло во вторую деталь.
Саморез вворачивается в подготовленный таким образом канал, а его шляпка размещается в лунке, подготовленной на первом этапе толстым сверлом.
Надеемся, что собранные нами лайфхаки помогут новичкам освоить тонкости вкручивания саморезов, а бывалым – пополнить тот багаж умений, которыми они уже владеют.
Несколько приемов, позволяющих спрятать шляпку самореза. Читайте!
Очень интересная статья. Не первую неделю у вас на сайте сижу очень много нужных и интересных лайфхаков. Вот эта даже статья, ничего сложного ведь просто сначала чуть большим сверлом потом тоненьким и все красиво получается.
Мы рады, Андрей, что публикуемые у нас материалы интересны для Вас. Благодарим Вас за Ваш комментарий. Нам очень приятно знать, что наши усилия не пропадают зря, что собранный нами материал полезен для читателей сайта
большое спасибо за Ваши советы . буду смотреть с большим удовольствием.
Эх Вы. Лунка это на зимней рыбалке. Чему учите людей. Это ПОТАЙ. Называйте вещи правильно.
Потай, тоже слышал такое понятие.
Первый класс урок труда.
Для нас с Вами, Константин, это так. Но и мы ведь когда-то начинали свою жизнь, осваивали различные приемы. Теперь другие поколения это осваивают. Для них эта информация и предназначена
Как сделать лунку для шляпки самореза в тонкой детали
Если шляпку самореза необходимо спрятать в достаточно тонкой детали, сделанной, например, из фанеры, то при использовании ранее описанных способов велик риск испортить деталь, просверлив углубление для лунки насквозь. Чтобы этого не произошло, необходим какой-то ограничитель глубины сверления.
Таким визуальным ограничителем может стать, например, малярная лента, накрученная на сверло на строго определенной высоте.
Другой способ ограничения глубины сверления состоит в том, чтобы на сверло надеть просверленную насквозь деревянную втулку.
Лишнюю длину сверла при этом следует убрать в кулачок дрели, оставив лишь ту его часть, которая обеспечит необходимую глубину сверления. Во время сверления втулка просто не даст сверлу заглубиться больше, чем следует. Нравится вам такой ограничитель? Как вы думаете, им удобно пользоваться? Напишите об этом, плиз, в комментарии!
Как вкрутить саморез, чтобы его шляпка не была видна
Сразу же хотим уточнить, что саморез вкручивается значительно легче, если под него предварительно высверлено отверстие чуть меньшего диаметра.
Вкручивание саморезов удобнее производить с помощью шуруповерта. О том, как выбрать шуруповерт, мы рассказывали вот в этой статье.
Высверлив отверстие, можно взять зенкер и сделать на его входе небольшое углубление.
Шляпка вкрученного самореза полностью спрячется в подготовленной для нее лунке.
Аналогичный результат получится, если воспользоваться сверлом с двумя диаметрами сверления.
Как скрыть головку самореза
Заусенцы - это металлическая часть, остаток металлической поверхности или чрезвычайно мелкие микроскопические частицы металла остающиеся после металлического литья, фрезерования или гальванического процесса.
Появление заусенцев значительно снижает стандарт качества металлических заготовок, поэтому их необходимо предотвращать или удалять.
Самый простой способ удаления заусенцев включает следующие 10 перечисленных методов:
Удаление заусенцев вручную

Оператор использует напильник, наждачную бумагу и другой инструмент для полировки заготовки и удаления заусенцев.
Этот метод требует не очень высокой технической квалификации работников. Он подходит для изделий с небольшим количеством заусенцев и простой структурой изделия.
Поэтому он также широко используется на предприятиях общего профиля для удаления заусенцев. Напильники делятся на два типа: искусственные и пневматические.
Стоимость ручного напильника дороже, эффективность удаления заусенцев не очень высокая, и трудно удалить сложное поперечное отверстие.
Снятие заусенцев с помощью вырубного станка
Удаление заусенцев осуществляется методом изготовления пуансонной формы, обрабатываемой на вырубном станке.
Вырубной штамп требует определенного количества грубых и тонких заготовок, также может потребоваться изготовление штампа для снятия заусенцев.
Подходит для простых изделий, эффективность и эффект удаления заусенцев лучше, чем при использовании ручного метода.
Снятие заусенцев путем шлифования

Метод удаления заусенцев с помощью вибрации, пескоструйной обработки и ролика, широко используется на предприятиях.
Проблема удаления заусенцев шлифованием заключается в том, что иногда область удаления получается не очень чистой и может потребовать последующей ручной обработки или других способов удаления заусенцев.
Этот метод подходит для массовых мелких изделий.
Удаление заусенцев путем замораживания

Это метод использования перепада температур для быстрого охрупчивания заусенцев, а затем распыления гранул для их удаления.
Замораживающий метод удаления заусенцев подходит для изделий с меньшей толщиной стенки грата и меньшей заготовки.
Цена всего оборудования немного высока, около 30,000-40,000 USD.
Удаление заусенцев путем термического взрыва
Этот метод также называют термическим снятием заусенцев, или снятием заусенцев взрывом.
Он заключается в том, чтобы пропустить часть газа в печь, а затем через определенную среду и условия газ мгновенно взрывается, используя энергию, полученную в результате взрыва, для растворения заусенцев.
Оборудование, необходимое для такого подхода, стоит дорого, обычно более 150 000 USD. И требования к операционной технологии очень высоки.
Удаление заусенцев неэффективно и может вызвать побочные эффекты, такие как ржавчина и деформация.
Удаление заусенцев методом теплового взрыва в основном используется в некоторых высокоточных деталях, таких как автомобильная аэрокосмическая промышленность и другие прецизионные детали.
Снятие заусенцев гравировальным станком

При желании вы можете использовать гравировальный станок для удаления грата с заготовки. Это оборудование не очень дорогое и обычно стоит несколько тысяч долларов. Оно подходит для удаления грата с простой пространственной структурой и простым расположением.
Химическое удаление заусенцев

Метод химического удаления заусенцев заключается в использовании принципа электрохимической реакции для автоматического и избирательного удаления заусенцев с деталей из металлических материалов.
Он подходит для внутренних скоплений заусенцев, которые трудно удалить, особенно на таких изделиях, как корпус насоса и корпус клапана.
Электрохимическое удаление заусенцев

Метод удаления заусенцев на металлических деталях с помощью электролиза.
Этот метод может иметь определенные побочные эффекты, поскольку электролит является коррозийным, и вблизи заусенца также подвергается воздействию электролиза, поверхность потеряет блеск и даже повлияет на точность размеров.
В результате, после электролизного удаления заусенцев заготовка должна быть зачищена и очищена от ржавчины.
Этот метод подходит для удаления заусенца поперечного отверстия на скрытой части заготовки и сложных деталей. Эффективность производства высокая, а операция обычно занимает от нескольких секунд до десятков секунд.
Он применяется для обработки устья отверстия маслопровода шестерни, шатуна, корпуса клапана и коленчатого вала, а также для скругления острых углов.
Снятие заусенцев струей воды под высоким давлением

Это метод использует мгновенное воздействия воды для удаления заусенцев и зачистки кромок.
Это оборудование очень дорогое, в основном используется в сердце автомобиля и гидравлической системе управления инженерного оборудования.
Ультразвуковое удаление заусенцев

Распространение ультразвука может также создавать мгновенное давление, которое можно использовать для удаления заусенцев с деталей.
Этот метод отличается высокой точностью и используется в основном для удаления микроскопических заусенцев, которые можно наблюдать только через микроскоп.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Есть много операций по обработке отверстий. Они нужны в машиностроении и станкостроении, чтобы привести отверстие к определенному состоянию. Так, иногда необходимо снять фаску в начале канала (центровочное отверстие) или сделать в нем коническое углубление, чтобы спрятать шляпку болта или шурупа. Для всех этих целей придуман такой инструмент, как зенковка по металлу. Это специальный резец оригинальной конфигурации, который применяют со сверлильным или токарным оборудованием.
Инструмент зенковку иногда ошибочно называют зенкером. Это в корне неправильно: зенкер предназначен для повышения качества отверстия с точки зрения геометрических параметров, его форма не позволяет делать углублений в виде конуса. Общая у зенковки и зенкера многолезвийная структура рабочей части, причем лезвия в большинстве случаев у них идут по спирали.
Пользоваться зенковкой необходимо, строго соблюдая технические условия по ее применению.

Зенковка
Чем отличается зенкование от зенкерования? Несмотря на похожее звучание, это разные операции. Каждая имеет свое назначение и специфический инструмент для выполнения.
Что такое зенкование? Оно связано со срезанием более значительного слоя материала с целью создания в верхней части отверстия конического или цилиндрического углубления, предназначенного для скрытой установки крепежа. Используется зенкование и для выбора фасок. Специальное приспособление для выполнения этой операции называют зенковка. Различают следующие ее виды:
- цилиндрические, используются для выборки цилиндрических выемок в верхней части отверстия для сокрытия головок винтов или гаек;
- конические, с их помощью вырезают конусовидное углубление в нижней части отверстия, снимают фаски и формируют выемки под крепеж.
- торцевые, называемые также цековками, такой инструмент нужен для зачистки выемок перед установкой крепежа.
Конструктивно зенковка состоит из двух частей: рабочая головка и хвостовик. На хвостовик предусмотрена направляющая цапфа, обеспечивающая соосность пи выборке выемок.
В качестве оборудования вместе с зенковками обычно используют сверлильный станок. Реже они зажимаются в патрон многокоординатного обрабатывающего центра или простого токарного станка. Дрели и другой ручной сверлильный инструмент не рекомендованы к применению, поскольку не могут обеспечить должной соосности и точности.
Зенкерование –это обработка внутренней поверхности отверстия для улучшения ее качества
- точности;
- шероховатости;
- формы.
Зенкерование используется для обработки отверстий, полученных сверлением, штамповкой либо литьем. Для выполнения операции используется зенкер. Он напоминает сверло, но отличается от него следующим:
- большое число режущих кромок;
- утолщенная перемычка между кромками;
- скошенный угол.
Эти конструктивные особенности обуславливают стабильность положения зенкера относительно отверстия и их соосность. Зенкер не углубляет отверстие, а лишь совершенствует гладкость и форму поверхности, снимая очень тонкий слой материала.

Зенкеры имеют от шести до восьми режущих кромок, инструменты малого диаметра (до 20 мм) выполняются цельными, а большего размера- с вставными лезвиями.
Конические зенковки бывают двух основных видов:

с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.

с несколькими режущими кромками
Это многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.
Полезные советы Обновлено: 16.11.2020 15:38:35
Виды и применение зенковок
В зависимости от назначения зенковки подразделяются на следующие виды:
- для выполнения конических или цилиндрических выемок внутри отверстий;
- для создания опорных плоскостей рябом с отверстием;
- для выборки фаски;
- для подготовки отверстий к установке крепежа.
По форме рабочей поверхности различают:
- цилиндрические;
- конические;
- торцевые, или прямые.
В зависимости от диаметра зенковки разделяют на:
- обычные (0,5 ÷ 1,5 мм);
- с конусом-ограничителем (0,5 ÷6 мм);
- с конусообразным хвостовиком (8÷12 мм).

Для операции развертывания используется комбинированное приспособление, включающее в себя сверло, развертку, зенкер и зенковку. Они смонтированы на общем хвостовике, а рабочие поверхности разнесены по высоте и вступают в соприкосновение с металлом по очереди, по мере погружения инструмента в материал. Применение такого комбинированного инструмента позволяет сверлить отверстие, делать выборки фасок, повышать качество поверхности за один технологический проход. При этом экономится много времени на смену инструмента, обеспечивается точность соблюдения размеров каждого конструктивного элемента. Такое приспособление стоит дорого и собирается заново для каждого типоразмера отверстия, поэтому применение его экономически оправдано только для серийного производства либо для изделия с большим количеством одинаковых отверстий сложной конфигурации.
Как выбрать размер зенковки?
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.

Таблица 1. Размер зенковки под головку винта (с учетом допусков).
| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | ||||
| Диаметр, мм | Высота, мм | D1 (по H13) | D2 (по H12) | D3 (по H14) | |||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | — | |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — | |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 | |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — | |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 | |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 | |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 | |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 | |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 | |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 | |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | — | |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — | |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — | |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — | |
Конструкция
Коническая зенковка имеет две основные конструктивные части:
- хвостовик, предназначенный для крепления зенковки в патрон сверлильного или токарного станка;
- рабочий орган для зенкования отверстий, состоящий из 6 ÷12 режущих кромок увеличенной (по сравнению со сверлом толщины.
Угол развертки конуса — от 60 до 120°. Число кромок зависит от диаметра инструмента, чем он больше, тем больше и кромок.
Цилиндрическая зенковка конструктивно напоминает сверло, но имеет большее число режущих кромок. Их длина, в отличие от сверла, ограничена диаметром цилиндра, поскольку зенковка делает лишь небольшие по глубине выемки.
На торце размещена направляющая цапфа, обеспечивающая крепление в патроне. За концами режущих кромок может устанавливаться съемный поясок, ограничивающий глубину погружение в заготовку. Ограничитель может выполняться как несъемная часть зенковки. При необходимости на зенковку монтируют режущую насадку. При изображении отверстия на чертеже тип и размер зенковки указывается рядом с ним или в поясняющей надпили на полях.

Для изготовления зенковок применяют высококачественные сорта сталей: инструментальные, быстрорежущие, углеродистые. Инструмент подвергают многоступенчатой термообработке, которая улучшает его прочностные свойства.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.

Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Особенности зенкования отверстий
Раззенковка отверстий – высокоточная операция, требующая высококачественного инструмента и исправного сверлильного оборудования. Зенковки должны проходить периодическую проверку на соответствие норме по диаметру и углу конусности. Результаты проверки фиксируются в журнале инструментального участка.
Специалисты по металлообработке сформулировали следующие рекомендации по выполнению операции:
- во время работы с твердыми стальными и ли чугунными сплавами следует использовать для охлаждения материала и инструмента специальные эмульсии, например, жидкость СОЖ;
- при подборе инструмента нужно учитывать материал детали, его прочность и твердость;
- перед началом работы следует проверить надежность и точность фиксации инструмента в патроне, отсутствии особых биений шпинделя;
- чтобы зенковать внутреннюю фаску, следует пользоваться специальной оправкой, центрирующей инструмент;

Раззенкованное отверстие следует проверять на соответствие размерам чертежа только поверенным измерительным инструментом.
Действующий ГОСТ
В настоящее время продолжает действовать государственный стандарт 14953-80. Он регламентирует техусловия для зенковки, типовые размеры инструмента, материал для его изготовления. Описываются в стандарте и режимы работы оборудования в зависимости от механических характеристик обрабатываемого материала.
Таблицы для подбора типовых зенковок служат подспорьем для конструкторов и технологов при определении параметров конструкции и разработке техпроцессов.
Действующие ГОСТы
На любой инструмент имеются нормативные документы по его использованию. Для того чтобы соблюдать технологический процесс работы с зенковками, разработаны ГОСТы зенковок. На каждый тип режущего элемента (здесь деление по категориям) имеются свои технические условия:
Читайте также: