
Развертка своими руками
Добавил пользователь Валентин П. Обновлено: 18.09.2024

При смене вала, грибка, поросёнка для классики решил не покупать развертку, а сделать их самому.
Вот, что из этого вышло: все детали изготовлены из старых паросей.
Один из них проточен продольными канавками и является развёрткой. Практика показала, что лучше развёртыванию поддается втулка номинал.
Второй паросенок несет в себе новую функцию запрессовка себе подобного. Изготовлен он при помощи сварки и старых коренных вкладышей.
Все данные самоделки сработали на все 100 процентов.
Большой выбор развёрток простых геометрических фигур.
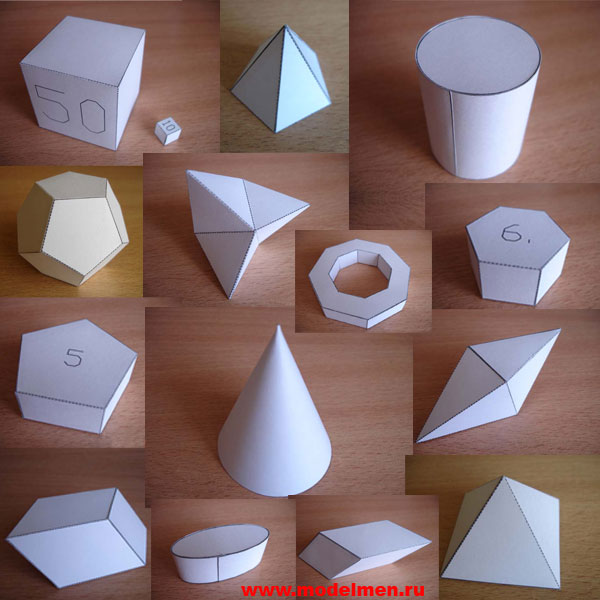
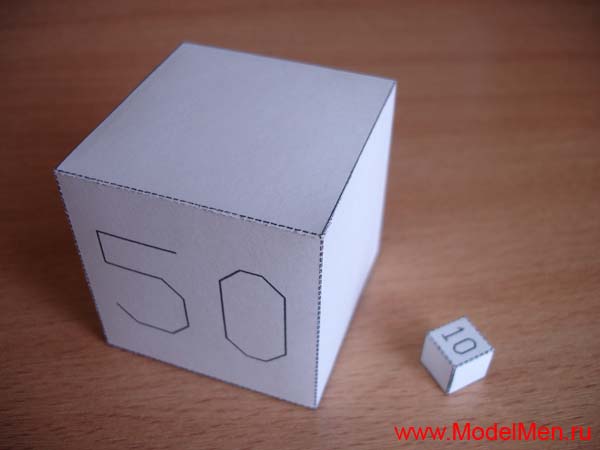
Для начала я, конечно же, предлагаю научиться клеить обычный кубик. Развёртки сделаны для двух кубиков, большого и маленького. Более сложной фигурой является маленький кубик потому, как клеить его сложнее, чем большой.
Итак, начнём! Скачайте развёртки всех фигур на пяти листах и распечатайте на плотной бумаге. Перед тем, как печатать и клеить геометрические фигуры обязательно ознакомьтесь со статьёй о том, как выбрать бумагу и как вообще правильно вырезать, сгибать и клеить бумагу.
Для более качественной печати советую использовать программу AutoCAD, и даю вам развёртки для этой программы, а также читайте, как распечатывать из автокада. Вырежьте развёртки кубиков с первого листа, по линиям сгиба обязательно проведите иголкой циркуля под железную линейку, чтобы бумага хорошо сгибалась. Теперь можно начинать клеить кубики.

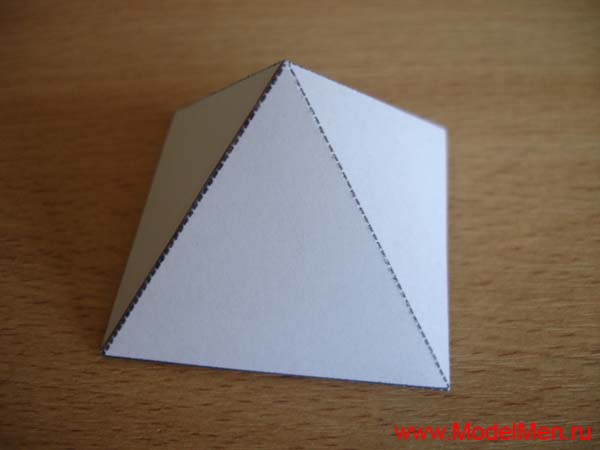
Для экономии бумаги и на всякий пожарный я сделал несколько развёрток маленького кубика, мало ли вам захочется склеить не один кубик или что-то не получится с первого раза. Ещё одна несложная фигура это пирамида, её развёртки найдёте на втором листе. Подобные пирамиды стоили древние египтяне, правда не из бумаги и не таких маленьких размеров :)
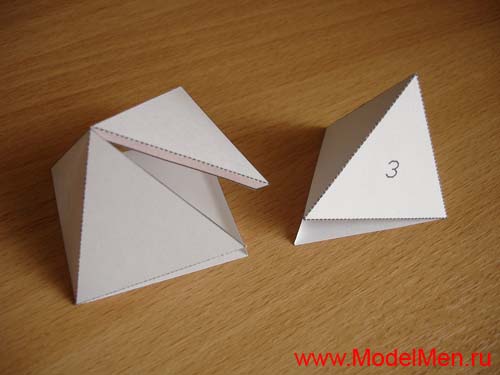
А это тоже пирамида, только в отличие от предыдущей у неё не четыре, а три грани.
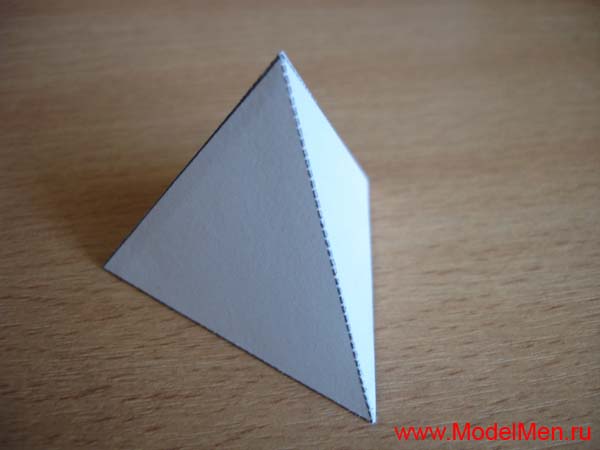
Развёртки трёхгранной пирамиды на первом листе для печати.
И ещё одна забавная пирамидка из пяти граней, её развёртки на 4-ом листе в виде звёздочки в двух экземплярах.

Далее шестигранник, склеить его будет ещё проще, чем пирамиды. Развёртки шестигранника на первом листе.

Более сложная фигура это пятигранник, хотя пятигранник сложнее начертить, нежели склеить.

Развёртки пятигранника на втором листе.
Вот мы и добрались до сложных фигур. Теперь придётся поднапрячься, склеить такие фигуры нелегко! Для начала обычный цилиндр, его развёртки на втором листе.

А это более сложная фигура по сравнению с цилиндром, т.к. в её основании не круг, а овал.

Развёртки этой фигуры на втором листе, для овального основания сделано две запасных детали.

Чтобы аккуратно собрать цилиндр его детали нужно клеить встык. С одной стороны дно можно приклеить без проблем, просто поставьте на стол заранее склеенную трубку, положите на дно кружок и залейте клеем изнутри. Следите, чтобы диаметр трубы и круглого дна плотно подходили друг к другу, без щелей, иначе клей протечёт и всё приклеится к столу. Второй кружок приклеить будет сложнее, поэтому приклейте внутри вспомогательные прямоугольники на расстоянии толщины бумаги от края трубы. Эти прямоугольники не дадут упасть основанию внутрь, теперь вы без проблем приклеете кружок сверху.

Цилиндр с овальным основанием можно клеить также как и обычный цилиндр, но он имеет меньшую высоту, поэтому тут проще вставить внутрь гармошку из бумаги, а наверх положить второе основание и по краю приклеить клеем.

Теперь очень сложная фигура – конус. Его детали на третьем листе, запасной кружок для днища на 4-ом листе. Вся сложность склеивания конуса в его острой вершине, а потом ещё будет очень сложно приклеить дно.

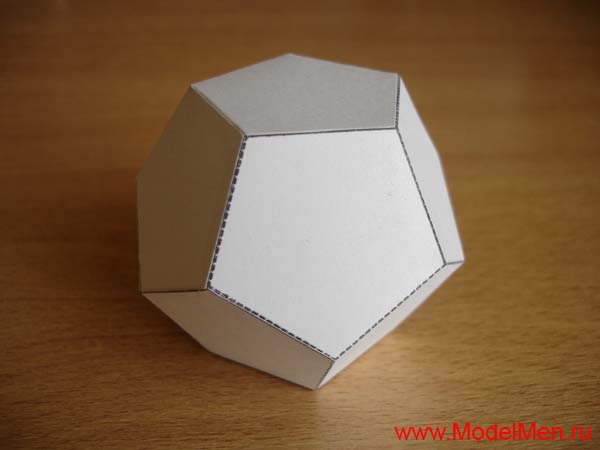
Сложная и одновременно простая фигура это шар. Шар состоит из 12-ти пятигранников, развёртки шара на 4-ом листе. Сначала клеится две половинки шара, а потом обе склеиваются вместе.
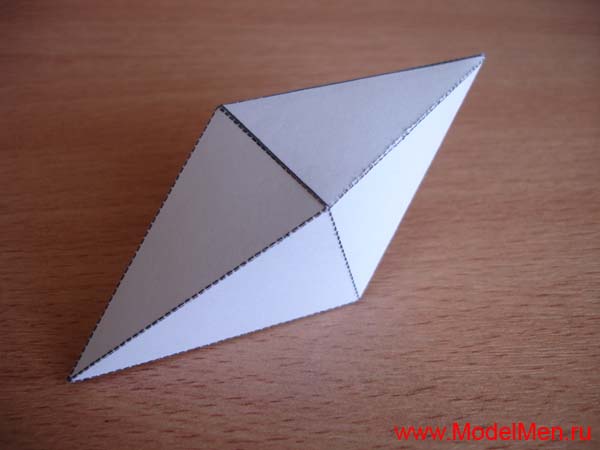
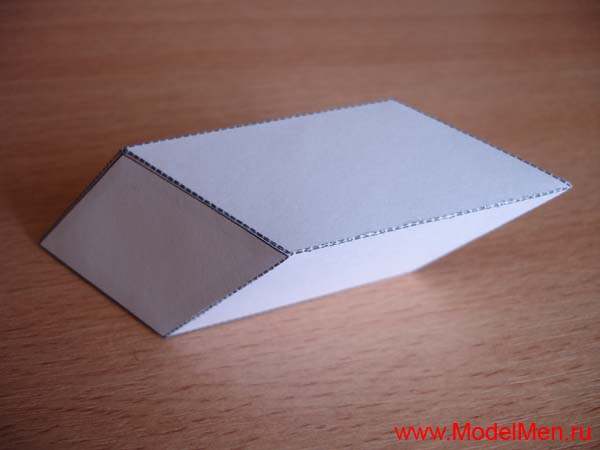
Довольно интересная фигура – ромб, её детали на третьем листе.
А теперь две очень похожие, но совершенно разные фигуры, их отличие только в основании.
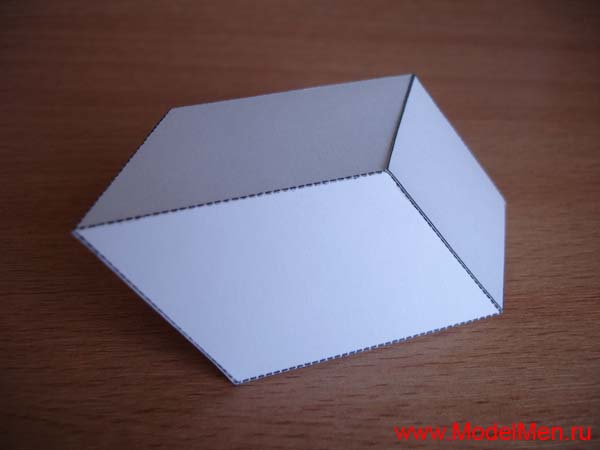
Когда склеите эти обе фигуры, то не сразу поймёте, что это вообще такое, они получились какие-то совсем невосприимчивые.
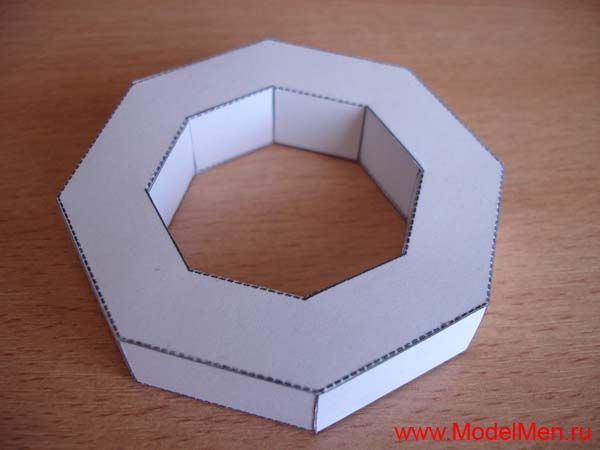
Ещё одна интересная фигурка это тор, только он у нас очень упрощён, его детали на 5-ом листе.
И наконец, последняя фигура из равносторонних треугольников, даже не знаю, как это назвать, но фигура похожа на звезду. Развёртки этой фигуры на пятом листе.
Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор?
Как работает развертка?
Развертка помогает достичь в работе точность от 6 до 9 квалитета, а шероховатость на поверхности получается Ra от 0,32 до 1,25 мкм. Эти слова понятны не многим, но по единицам измерения видно, с какими малыми масштабами работает данный инструмент. При обработке получается высокое качество, благодаря большому количеству режущих кромок (4-14), тем самым снимается малый припуск. Приспособление делает свою работу не только при вращении, но и при одновременном продвижении по оси отверстий.

С его помощью легко снимается при высокой точности тонкий слой материала, который равен почти десятым-сотым долям миллиметра. С данным инструментом развертываются не только цилиндрические отверстия, но и конические. Обычно для подобных целей используют специальные конические развертки. Стандартные ручные развертки имеют конструкцию из основной рабочей части, переходной шейки, хвостовика, главной режущей кромки, ленточки, передней поверхности, затыловочной и задней поверхности.

Помимо всех перечисленных частей, в развертках выделяют заборную (другими словами – режущую часть), калибрующую часть и задний конус. При помощи канавок, которые находятся между зубьями данного инструмента, образуются режущие кромки, а их предназначение – размещение и отвод стружек. Для повышения качества в ручной работе зубья разверток располагают по всей окружности. С помощью схемы легче представить местоположение всех этих частей.
Классификация инструментов – какие бывают развертки?
Главное предназначение данного инструмента – создавать точные отверстия. В зависимости от того, какие технологические требования представлены, с их помощью получают отверстия с разным диапазоном допусков, а это от четвертого до первого класса точности, а при разной чистоте отшлифовываемых поверхностей – от шестого до десятого класса. От того, как сконструирована развертка, и, конечно, от качества ее конструкции и от эксплуатационных условий, будет зависеть правильность и точность всей работы.

В данной работе важен не только режим резания, но и величина припусков для операции развертывания, степень заточки, доводка режущей кромки и многое другое. Существует много разных видов разверток. Их разделяют на группы по характеру отверстия, которое обрабатывается в данное время. Важна и форма закрепления, расположение и строение зубьев, регулировка по размерам, а также и род режущих материалов. Поэтому часто в работе пользуются такими видами ручных разверток, как цилиндрическая с хвостовиками и разжимная.

Существует развертка машинная в большом ассортименте: цилиндрическая с хвостовиком и насадными, со вставными зубьями, с напаянными пластинами твердого сплава с хвостовиком и насадными, с твердосплавными зубьями. Также выделяют большой класс конических разверток: под конические штифты, под коническую резьбу, под конус Морзе, под метрический конус, с конусностью 1 к 30. Особое применение нашли цилиндрические мелкоразмерные развертки с утолщенным хвостовиком, есть и котельная развертка.
Ручная и машинная развертка – особенности приспособлений
К основным элементам конструкции развертки относится не только режущая часть и калибр, а также количество зубьев и их направление. Важны и углы резания, и неравномерность шага зубьев, профиль канавок и зажимная часть. Типы разверток, которые отличаются по этим всем признакам, в основном, профессиональные. Существует наиболее простая классификация разверток, которую мы уже затронули – ручная и машинная. Внутри этих типов можно выделить насадные, хвостовые, цельные, сборные, регулируемые и варианты с постоянным диаметром.
Ручной инструмент отличается цилиндрической формой и имеет острые грани по всей длине, а также размерный ряд от 3 до 58 мм при шаге 1 мм. Часто можно встретить показатели шага, равные 3,5, 4,5, 6,5 и до 15,5 мм. Обычно используют такие развертки вместе с воротком, и для этих целей на конце сделан квадрат. У ручных разверток заход или нижняя часть намного меньше, чем основная режущая часть. Это специально сделано для дополнительного удобства во время работы, да и заходить в отверстие будет проще.

Немаловажно в работе с развертками и то, сколько имеется зубьев, от этого будет зависеть не только чистота, но и само качество обработки отверстий. Лучше, когда их больше, работа будет более чистой, но, как и везде, есть свой минус – отвод стружки будет намного хуже. Самым приемлемым считается, если зуб в прямой форме – это наиболее распространенный вариант, но иногда встречаются и винтовые зубья. Винтовые зубья в развертках хороши в случаях, когда нужно сделать прерывистые отверстия, и если при этом приходится пользоваться заготовками, где отверстия внутренние.
Машинные виды разверток имеют хвостовики, их предназначение – зажим в станке, и они не подойдут под обычный вороток для ручной обработки. Данный инструмент может иметь разные конусы, и они зависят от диаметра. Для изготовления таких приспособлений берут только быстрорежущую сталь: 9ХС, Р6М5 и редко Р9 (данная марка отличается большим процентом вольфрама), а также Р18 (это качество немного получше). Самыми лучшими и качественными развертками считаются те, которые были произведены во времена Советского Союза. На сегодняшний день они встречаются очень редко на прилавках магазина, и были изготовлены из самого лучшего металла, поэтому прочность и надежность самые высокие.

Другие виды разверток – для кругозора
Регулируемый тип инструмента используют тогда, когда диаметр отверстий равен не целому числу в миллиметрах, а числу с десятыми, то есть 12,5 мм или 22,5 мм. Этот вариант сделан таким образом, что есть возможность выставлять любые требуемые диаметры. Размер всегда можно менять от 1 до 3 мм. Только в данном случае все будет зависеть от диаметра развертки: небольшие по размеру можно поменять на 1 мм, ну а большие – на большее расстояние.

Подобрать и выставлять необходимый размер просто, это все можно сделать при помощи двух гаечных ключей. На данном инструменте имеются две гайки – верхняя и нижняя. Начинать работу нужно с верхней, и когда она будет откручена, надо будет тут же затянуть нижнюю, при затяжке пластинки будут смещаться вверх, а сам размер гайки увеличится. Это все происходит потому, что их смещение идет по конусной направляющей. Чем выше вы будете двигать, тем сильней затягивается нижняя гайка, в результате увеличивается и размер. Смещать нужно до тех пор, пока не получится необходимый размер.
Диаметр в такой работе лучше измерить при помощи инструмента штангенциркуля, хорошо подойдет и микрометр. Данное приспособление лучше брать для измерения диаметра, если требуется высокая точность.
Разжимной тип развертки иногда называют раздвижной. В данных развертках есть шарик, а внизу винт. Если закручивать развертку при помощи винта, шарик в это время будет направляться вверх. Грани в это время будут распираться, а диаметр инструмента увеличиваться, но ненамного, обычно 0,15-0,5 мм, все будет зависеть от диаметра. Сильно закручивать тоже нельзя, потому что на корпусе может образоваться трещина. Корпус хоть и твердый, но очень хрупкий.

Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
Сущность и принцип обработки развертыванием
По своим рабочим движениям развертывание отверстий подобно операциям с использованием сверл и зенкеров. Даже внешне многие виды разверток (кроме регулируемых) похожи на сверла или зенкеры, хотя имеют канавки меньшей глубины и более пологий угол режущей кромки. Их главное функциональное отличие — это высокие точность и качество обработки с квалитетом до 6 и шероховатостью Ra от 0.5 до 2 мкм. Такие показатели обеспечиваются небольшими припусками (от 0.05 до 0.5 мм) и малой глубиной резания, а также жесткостью конструкции. Развертывание цилиндрических поверхностей производится с небольшими скоростями резания: цельнометаллическим инструментом — 5÷15 м/мин., регулируемым с твердосплавными пластинами — до 40 м/мин. Как правило, развертки имеют прямые режущие кромки, но для развертывания отверстий в вязких материалах применяют специальный вид со спиральными зубьями. На фото ниже две режущие части: справа — со спиральными зубьями, слева — с прямыми.

Материал развертки
Развертки изготавливают из быстрорежущей стали HSS, для увеличения стойкости или производительности обработки применяют твердый сплав.
Виды брака при использовании развертки
Уменьшение диаметра получаемого отверстия при развертывании связано с критическим
износом развертки или упругой деформацией металла при обработке тонкостенных деталей.
Если часть поверхности остается не обработанной, то нужно или увеличить припуск на обработку или ранее отверстие имело биение.
Плохое качество шероховатости поверхности после обработки связано с выбранным слишком большим припуском или критическим износом развертки.
Развертка относится к инструментам для чистовой обработки предварительно просверленных или отзенкерованных отверстий. Операция позволяет получить геометрические параметры, точность размера и шероховатость поверхности высокого класса.
Развертки являются более точным инструментом, чем спиральные сверла или зенкеры. За счет точности изготовления инструмента и малого припуска, снимаемого при обработке, устраняются неточности и отклонения после предыдущей обработки.
В зависимости от типа отверстия, условий обработки, требований к качеству готовой поверхности применяются развертки разных видов и конструкций.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Для снятия слоя металла определенной толщины есть грубые и чистовые развертки, различающиеся типом и количеством зубьев
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Устройство регулируемой развертки
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Развертки машинные цельные
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
Развертка для окончательной обработки конических отверстий в изделиях из конструкционной стали и чугуна
Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Описание конструкции
В большинстве исполнений развертка внешне похожа на продолговатый штырь. Рабочая часть у него цилиндрическая или коническая, с продольно идущими режущими кромками для удаления металла, и канавками, формирующими строение зуба. Противоположная часть используется для закрепления инструмента и передачи движения резания. На конце хвостовика есть квадрат или конический хвостовик. Соединяет рабочую часть и хвостовик переходная шейка.

Плавающий патрон для крепления разверток
Инструмент хвостовиком монтируется в конусном патроне металлорежущего станка, а на квадрат надевается вороток при ручном способе обработки.
Режущие кромки рабочей части делятся на несколько зон. Первая – заборная часть, она конической формы и небольшой длины. За ней идет направляющий и калибрующий участок, в конце — обратный конус для предотвращения заклинивания.
Зубья бывают прямыми, винтовыми и спиральными. Только в некоторых случаях режущие кромки повторяют винтовую линию. Их применение оправдано при резании в прерывистых отверстиях.
Формообразующее строение инструмента хорошо видно в поперечном сечении.
В поперечном разрезе структура рабочей зоны состоит из:
- Режущих кромок;
- Ленточек;
- Передней поверхности резания, по которой сходит стружка;
- Задней поверхности и затылка.
В заборной и калибрующей части отличается форма зуба. На заборном участке он остро заточен, а на калибрующем имеет ленточку для заглаживания стенок.

Развертка, как и зенкер, состоит из рабочей части, шейки и хвостовика
Классификация
Операцию растачивания лучше разделить на несколько этапов: черновой и чистовой. Соответственно делится припуск и используется инструмент двух категорий:

Развертывание отверстий — процесс
- Припуск для чернового прохода составляет 0,1-0,15 мм, для чистового – 0,1-0,05 мм.
- Для повышения эффективности обработки прилегающую торцевую поверхность обтачивают. Процедура позволяет задействовать каждый зуб развертки при обработке.
- Для деталей из чугуна торец отверстия должен быть обязательно обработанным, чтобы инструмент не затупился.
- Чистовая операция развертывания требует плавности выполнения. Чем меньше будет подача, тем качественнее выйдет поверхность. Обороты выставляются невысокие.
- Из отверстия металлорежущий инструмент извлекают плавно, не допуская вращения в обратную сторону, которое способно нарушить поверхность.
- Повысить стойкость рабочего элемента и качество обработки поможет применение СОЖ. При развертывании стальных деталей в зону резания подают СОЖ с добавлением масла.
- Чугун обрабатывают с применением керосина или сжатого воздуха.
Для контроля точности готовых отверстий используют гладкие калибр-пробки и нутромеры.
Развертка относится к категории точных и дорогих инструментов. Требует соблюдения условий эксплуатации и хранения в специальных ячейках из дерева.
Видео по теме: Регулируемая развертка
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
Элементы резания при развертке
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Конструкция ручной развертки
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
Геометрия зубьев развертки
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные приемы работы с развертками
Сверло для подготовки отверстия подбирается под диаметры разверток по металлу. Обязательно должен быть небольшой припуск – сверло должно быть меньше на 0,2 – 0,3 мм при черновой развертке, и не более чем 0,05 – 0,1 мм при чистовой. Значения припусков более указанных могут стать причиной быстрого износа заборной части развертки, ухудшению точности результата и качества поверхности.
При ручной развертке:
- Развертка крепится в воротке и смазывается.
- Заборная часть должна входить таким образом, чтобы полностью совпали оси развертки и отверстия.
- Для проверки положения развертки можно использовать угольник в двух плоскостях расположенных перпендикулярно по отношению друг к другу.
- Вращение начинайте вправо с небольшим давлением сверху.
- Вращение осуществляйте плавно, на небольшой скорости, без рывков. Не ускоряйте вращение даже при легком ходе.
- Обратное вращение недопустимо, так как возможна поломка режущих кромок и задиров на поверхности отверстия. Развертка осуществляется за один проход с одной стороны.

Советы при машинной развертке:
- Развертка крепится так же как и сверло. Сам процесс сходен со сверлением и желательно его выполнять без смены установки детали, сразу после подготовки отверстия.
- Часто развертка крепится в качающихся державках, что позволяет инструменту самоцентрироваться по оси отверстия.
- Желательно использование автоматической подачи, скорость резания должна быть в 2-3 раза ниже, чем при сверлении.
- Необходимо использование значительного количества смазки.
- Чем ниже количество оборотов и скорость подачи – тем выше качество отверстия и стойкость инструмента.
Литература
Тонкости работы
Одной из важных составляющих процесса , как правило, является применение смазки и охлаждения, что оказывает немалое влияние на степень точности развёртываемого отверстия. В противном случае отверстия получаются неровными и шероховатыми, не исключены также защемление и поломка развёртки. Поэтому при работе с изделиями из стали, меди и алюминия применяют различные смазочные вещества:
- стальные детали смазывают минеральным маслом;
- медные — эмульсией с маслом;
- алюминиевые — скипидаром с керосином;
- дюралюминиевые — сурепным маслом.
Категорически запрещается вращать развёртку в обратном направлении, так как это ведёт к поломке зубьев и появлению задиров. Для получения более качественного результата используют так называемый вариант машинно-ручного развёртывания. Заключается он с том, что в зависимости от размеров обрабатываемой детали в патрон сверлильного станка устанавливают или деталь, или саму развёртку.
Например, при закреплении развёртки в шпинделе токарного станка мелкие детали во время обработки держат в руках или специальных приспособлениях, и наоборот, довольно крупные детали, которые трудно удерживать в руках, вставляют в патрон, а развёртку держат руками.
Разновидности инструмента
Существует три базовых вида инструмента развёртки: цилиндрическая, коническая и регулируемая. Рассмотрим каждую из этих разновидностей.

Как ухаживать за разверткой
Восстановление данного инструмента может стоить приличных денег. Чтобы избежать непредвиденных трат, стоит внимательно следить за состоянием разверток: оградить их от воздействия влаги, купить блок для хранения, очищать после каждого использования.
Кол-во блоков: 19 | Общее кол-во символов: 15931
Количество использованных доноров: 7
Информация по каждому донору:
Читайте также: