Развальцовка медных трубок своими руками
Добавил пользователь Дмитрий К. Обновлено: 17.09.2024

Трубы
При устройстве, техническом обслуживании трубопроводов различного назначения, конструкции, климатических систем, установок, выполняющих функции обогрева, охлаждения, может понадобиться стыковка медных трубок. Один из проверенных методов надежного, герметичного соединения – развальцовка. Операция представляет собой искусственное расширение края трубы, что дает возможность осуществить дальнейшее соединение без ущерба для пропускной способности магистрали.
Назначение развальцовки
Необходимость развальцовки, а не, например, сварки медных трубок, относящихся к конструкции обогревающих, охлаждающих, иных подобных устройств, вызвана тем, что этот способ полностью безвреден по отношению к пропускной способности узла или магистрали.
Это особенно важно, поскольку трубки в данном случае небольшого диаметра, та же сварка приводит к существенному сужению внутреннего диаметра и снижению работоспособности трубопровода.
Другой вариант состыковки – применение фасонных элементов для соединяемых трубок – также не дает должного результата, поскольку внутреннее сечение тоже становится меньше.
Физическое расширение конца трубки позволяет установить ее на вторую трубу, патрубок без уменьшения внутреннего полезного диаметра и снижения общей пропускной способности конструкции.
Технология развальцовки
Манипуляцию возможно выполнить благодаря тому, что мягкий металл способен менять форму под внешним воздействием. При этом площадь трубки увеличивается, а толщина на месте формования уменьшается. Воздействие оказывается, чтобы сделать на конце прямой трубки раструб необходимой формы и диаметра, который позволит соединить ее со второй деталью.
Развальцовку можно применять для труб, выполненных практически из чего угодно, не только меди. Чаще это сложно сделать по техническим причинам, кроме того, результат не покрывает затраченных сил.

Тем более, сегодня в открытой продаже можно найти подходящие элементы, изготовленные в заводских условиях. Разбортовка обычно используется в бытовых ситуациях, где применяется для трубок из меди, поскольку с ними легко работать из-за природных свойств самого материала.
Трубки стыкуют методом сваривания или муфтой. Выбор способа (фитинговый, сварка) определяет характер первоначальной обработки краев трубки.
Сварка предполагает постепенное увеличение отверстия до того момента, пока оно не станет больше размера наружного элемента на пару десятых миллиметра. Пространство между деталями при спаивании заполнится припоем, что обеспечит крепость соединения.
Если речь идет о фитинговом способе, то трубку сначала также вальцуют до нужного размера, а потом еще делают на ней фаску. Это дает большую площадь контакта, за счет чего достигается лучшая стыковка. Характерная пластичность, гибкость, присущие меди, только помогают, так как позволяют плотно обхватить деталь по всей площади соединения и заполнить образовавшиеся пустоты.
Порядок развальцовки
Развальцовка медной трубки состоит из нескольких последовательных шагов:
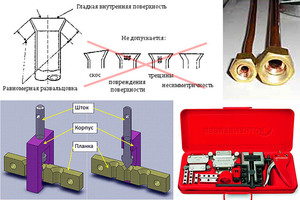
Если на трубе образовались трещины, раструб увело, края перекошены, то нужно обрезать такой участок, а потом заново выполнить операцию, добиваясь положительного результата.
Необходимый инструмент
Развальцовку медных труб можно сделать различными по устройству, сложности конструкции, стоимости инструментами.
Проще всего вручную натянуть трубку из меди на болванку подходящего размера. Эффект будет достигнут, но получить таким образом ровный, геометрически правильный раструб с одинаковыми по толщине стенками, ровным растяжением металла по всей поверхности сложно. Давление со стороны рук тоже может меняться, что чревато искривлением самой трубки, перекосами и плохим конечным результатом.
Выполнить развальцовку точно, правильно помогут более сложные, совершенные инструменты, коэффициент полезного действия которых выше.
Экспандер
В данном случае также используется простая человеческая сила. Инструмент выполнен как расширитель с двумя ручками. Расширитель представляет собой элемент в виде конуса, помещаемый в трубу. Давление на рычаги обеспечивает расхождение частей расширителя, благодаря чему труба растягивается.
Преимущества экспандера в том, что он недорогой, а работа с ним простая и быстрая. Минус – невысокое качество результатов, поскольку стенки трубы деформируются по-разному, а тонкие места могут вовсе порваться.
Конусный развальцовщик

Состоит из двух частей: матрицы и собственно развальцовщика. В матрице сделаны отверстия, соответствующие типовым размерам труб.
Развальцовщик работает следующим образом: вращается силовой винт, расширитель ввинчивается внутрь трубы, постепенно увеличивая ее размер. При этом взаиморасположение трубы и расширителя не меняется, что достигается за счет специальных направляющих, так удается избежать перекосов — раструб получается правильным.
Механический развальцовщик
Инструмент похож на предыдущий, только рабочая часть у него выполнена не конусом, а вальцами. Вальцы не растягивают, а раскатывают стенки. Расширение происходит плавно, симметрично, металл сохраняет одну толщину по всей обрабатываемой площади, раструб выходит правильной формы.
Электрический развальцовщик
Электропривод инструмента существенно уменьшает трудозатраты, ускоряет процесс разбортовки.
В заключение
Еще несколько правил для развальцовки:
- работы следует начинать после внимательного осмотра трубы – необходимо очистить поверхность, кромку от грязи, неровностей, вмятин, загибов;
- в процессе развальцовки нужно постоянно контролировать, чтобы наконечник не перекосило, так как раструб тогда не получится ровным, не сможет выполнять качественное соединение;
- если расширение осуществляется вручную, то конусную болванку необходимо вкручивать, а не вдавливать – так получится равномерно распределить усилия и не допустить повреждения трубки;
- разбартовка трубы экспандером за 2-3 этапа (не за раз!) позволит выполнить операцию более эффективно; сначала следует чуть увеличить размер кромки, потом повернуть расширитель и уже тогда вытягивать до нужного диаметра;
- при размещении трубы в станке, чтобы добиться надежной фиксации, необходимо использовать отверстие строго в размер;
- трубку перед работой зачищают абразивным инструментом, чтобы также добиться плотной фиксации внутри держателя, иначе она будет болтаться и проскальзывать.
Важно понять, какой для планируемых задач подойдет инструмент, например, насколько целесообразно приобретать дорогой, если использовать его предполагается однажды. Для этого сгодится недорогой развальцовщик, небольшое количество насадок.
Профессионалу, который постоянно занимается ремонтом, монтажом, обслуживанием трубопроводов, специального оборудования, конечно, понадобятся серьезные инструменты, среди которых могут быть, например, риммер, устройства для гибки и резки труб.
Специальные наборы, часто представленные вместительным кейсом с инструментами, применяются для односторонней/двусторонней развальцовки дюймовых/метрических трубок, например, тормозных трубок автомобиля, кондиционера.
Конфигурация вальцовщика обычно включает распространенные метрические (4,75, 5, 6, 8, 10 миллиметров), дюймовые размеры (1/4, ½), в комплектацию входят также зажимная планка и штампы (пуансоны) грибки с размерами.
Медь — очень популярный и востребованный металл во многих сферах жизнедеятельности. Он играет важную роль в промышленном производстве. В статье мы разберем особенности процесса развальцовки медных трубок.



Особенности
Какой бы области производства не коснуться, везде можно встретить медь как в чистом виде, так и в сплаве с другими металлами, которых множество. Например:
- сплав меди и никеля;
- сплав меди и алюминия;
- сплав меди и олова;
- сплав меди и свинца;
- сплав меди, никеля и цинка;
- сплав меди и железа;
- сплав меди и латуни.
В чистом виде металл используется в изготовлении электрических проводов, коммуникаций, кабельных изделий. В кабельных изделиях содержится 1/3 меди. К ним относятся вакуумные машины, трубопроводные элементы и теплообменники. Также сплав меди и свинца имеет широкое применение в изготовлении сверхпроводниковых изделий. Медь обладает очень важными свойствами — высокой прочностью и долговечностью. В производстве труб имеет незаменимую функциональность для транспортировки жидкости и газа. Этот металл можно назвать вечным. Во многих странах он является основным материалом для изготовления труб.
Низкое удельное сопротивление меди способствует использованию её в изготовлении кабелей и проводников, деталей к механизмам в машиностроительном производстве. Одним из достоинств медных сплавов является высокая устойчивость к коррозии.
Именно это свойство, высокий уровень теплопроводности, а также многие другие ценные качества меди заставляют производителей использовать именно медные трубки для производства и установки кондиционеров.


Медные трубы бывают двух видов.
- Отожжённая — трубу из меди после термической обработки, нагревания до 700 градусов по Цельсию охлаждают естественным путём, то есть оставляют остывать без вспомогательных средств. После такой обработки медная труба приобретает незаменимые свойства — высокую прочность, повешенную эластичность.
- Необожжённая — получают на первичном этапе обработки, кислород пропускают через руду, подавая большое давление, тем самым очищая руду от примесей, в данном виде медная труба теряет эластичность, при этом сохраняет прочность и устойчивость к разрыву.
Медные трубы служат от 50 до 70 лет в эксплуатации, выносят температуры от – 100 С до + 250 С. Бактерицидные свойства — безвредные для водоснабжения, бесценны в бытовом применении.
Ещё одним важным свойством труб из меди является то, что она не поддаётся действию ультрафиолетовых лучей.


Что это такое и когда необходима?
Медные трубы можно подвергать пайке, сварке, вытяжке. Остановимся на трубах из меди, их применении, обработке и использовании в производстве кондиционеров. Здесь учитывается устойчивость к коррозии и высокий уровень теплопроводности меди. Медная трубка в кондиционерах применяется для перегона (циркуляции) фреона от внутреннего к наружному блоку кондиционера (сплит-система).
Рассмотрим метод револьверной эксцентриковой развальцовки на примере ремонта или замены трубки для кондиционера. Суть этого метода в том, что заводской набор уже скомпоновал все необходимые инструменты в область самого прибора, необходимо только вставить конец трубы с зажимом определённого диаметра. Далее, когда деталь закреплена, произвести движения по кругу рычагом до определённого упора – работа готова. Способ простой и надёжный, но только для небольших труб, таких как у кондиционера.



В автомобильной промышленности медь используют для изготовления тормозных трубок, самый популярный размер – 5 мм. Фитинги служат для соединения и разветвления на изгибах конструкции из труб. Медно-никелевые сплавы используются в тормозной системе автомобиля и в системе выброса выхлопных газов. Радиаторы, изготовленные из меди, отличаются высоким уровнем эксплуатации, в отличие от алюминиевых. В автомобиле наличие медных труб составляет от 12 до 28 кг.
Развальцовка труб необходима для подгонки размера трубы под размер соединяемой части механизма, обработки контактного наконечника для механического соединения стяжными винтами, спайки.



Обзор видов
Существует 3 основных вида развальцовки.



Инструменты и приспособления
Как в промышленном производстве, так и в домашних условиях, существуют стандартные правила и очерёдность операций:
- зажим — укрепление материала (трубы), с которым предстоит работа, изменение конечной части;
- трещотка — приспособление для регулировки силы нажатия на место обработки;
- конус (воронка) – этот инструмент исполняет роль изменения, расширения диаметра металла в месте стыковки с механизмом, используется для обработки труб из алюминия и меди — пластичных, податливых металлов.
Развальцовка может быть необходимой операцией перед сваркой трубок из меди. Сначала трубы с разным диаметром нужно привести к единому размеру. Только после процесса развальцовки (уменьшение размера трубы путём сжатия) можно приступать к спайке. Для пайки трубы медной трубы понадобится:
- горелка;
- наждачная бумага;
- трещотка;
- припой;
- флюс (для меди подойдёт канифольный).
Допустим, нужно припаять медную трубку к фитингу для углового формирования конструкции. Используем мягкий припой. Берём трубку, фитинг, зачищаем трубу наждачкой или гибкой губкой-наждачкой для максимального удаления зазоров перед пайкой. Теперь нужно взять флюс пасту — смесь для удаления оксидов на месте спайки. Аккуратно и равномерно наносим на фитинг изнутри и на трубу снаружи, производим соединение (стык). Некоторые специалисты советуют намазывать флюс только на трубу. Этот момент нужно рассматривать индивидуально. Теперь включаем горелку и направляем на место припоя пламенем. В виде припоя можно использовать латунь.
Постепенно подводим припайный провод к месту пайки, происходит плавление припоя и заполнение пространства стыка. Температура пламени горелки может доходить до 2000 С. После спайки соединения необходимо мокрой тряпкой удалить остатки флюс-пасты, тщательно протереть место спайки. При недостаточном удалении флюс-паста может начать купоросить, что отрицательно скажется впоследствии на качестве и долговечности спаянного стыка. Можно использовать электрический паяльник, специально предназначенный для спайки медных труб. Этот прибор изготовлен в виде щипцов с электродами на концах.
Технология и этапы
Далее из сердцевины нужно снять внутреннюю фаску, используем для этого процесса сверло с нарезным конусовидным наконечником, прокручиваем медленно концом сверла внутри трубки. Тем самым образуется внутренний конус на трубке, углубление с ровными краями.
Сильно углубляться не нужно, лишь слегка, чтобы была заметна углублённость.



Дальше берём тиски, подходящие на трубки с разным диаметром, которые должны быть в комплекте домашнего хозяйства у любого мастера. В этих тисках есть две стороны, которые необходимы для работы — тыльная и фронтальная. Особенность фронтальной стороны в том, что на ней есть фаски, предназначенные для формирования грибка.
Теперь вставляем край нашей трубки в тиски. Их важно правильно закрепить на поверхности рабочего места. Необходимо обратить внимание на важный момент: сколько по длине оставить торчащую трубку. По правилам нужно оставлять 4 мм, а на практике удобнее чуть больше, чтобы получился грибок покрупнее. Зажимаем тиски. Теперь нужно взять оправку в форме грибка, вставляем в середину трубки. Теперь понадобится поджимающий механизм с креплением на тиски и выдвижным на резьбе наконечником в виде конуса.


Собираем мини-станок, опускаем наконечник в оправу, которую мы поместили в конец трубки и начинаем медленно вращать, используя рычаг для закрутки винтового механизма. Важно обратить внимание на плоскость грибка и зажима, они должны находиться в строго параллельном состоянии, чтобы не замяло трубку в сторону. При скосе не образуется нужная вальцовка. Медь — металл мягкий, поэтому поджимаем без фанатизма. Подтянули, пошло небольшое движение вниз наконечником – и можно разбирать станок с тисками. В итоге получилась трубку с внутренней фаской по центру, грибком для соединения с конструкцией.
Далее на трубку надеваем необходимые крепёжные винты и, если нужно, таким же образом выполняем работу на втором конце трубки. Вот и готова новая, идеальная трубка для тормозного механизма. Как при любых работах на станках, так и при обработке меди вручную, соблюдайте правила техники безопасности. Перед началом работы на вальцовочном станке необходимо пройти медицинский осмотр и инструктаж по ОТ.
Из одежды должен быть хлопчатобумажный костюм, ботинки из кожи, наушники и шлем. Работу следует проводить в рукавицах. В случае получения травмы нужно оказать первую помощь и вызвать врача.
В следующем видео вас ждет развальцовка медных трубок для начинающих.
Трубы могут иметь самый различный диаметральный размер. Именно поэтому подогнать их друг к другу в процессе соединения достаточно сложно. Работа с диаметральным размером проводится в промышленности и частных мастерских. Развальцовка труб считается сложным процессом, который характеризуется большим количеством особенностей.

Суть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках. Среди особенностей проводимой работы отметим следующие моменты:
- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.

Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Когда может понадобиться развальцовка?
Сегодня вальцовка медных трубок проводится крайне часто. Подобная технология применяется в нижеприведенных случаях:
- Нужно изменить форму трубы. Примером можно назвать получение овальной формы поперечного сечения.
- Чаше всего развальцовка проводится для изменения наружного и внутреннего диаметра. При соединении медных труб нужно обеспечить идеальную герметичность, которая достигается путем подгонки поверхностей друг к другу.
- В продаже не встречаются медные трубки нужной формы.
- Нужно изменить размер и форму трубок под конкретные условия.

Инструмент для развальцовки
Развальцовка выполняется также в случае изготовления ювелирных изделий, различных механизмов. Для работы могут использоваться различные специальные инструменты, к примеру, конусный развальцовщик.
Этапы развальцовки труб
Получить изделие требуемых размеров и формы можно при применении уже давно известной технологии. Манипуляция проводится в три этапа:
- Между деталью и медной трубной решеткой подбирается требуемый зазор.
- Оба элемента деформируются при применении специального инструмента.
- Оказываемое давление снимается.
Стоит учитывать, что в независимости от типа применяемой технологии после развальцовки металл становится более мягким, так как он растягивается.
Способы увеличения диаметра труб
Некоторые материалы характеризуются высокой пластичностью. Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка.
Провести растяжение металла можно экспандером. Развальцованная труба в этом случае характеризуется большим качеством. Подобное устройство поставляется со сменными насадками, которыми можно регулировать диаметр.
Можно провести рассматриваемую работу при использовании конуса. Процесс предусматривает вдавливание конуса в поверхность зафиксированной заготовки в тисках, после чего изделие извлекается. Полученный результат намного хуже, нежели при применении экспандера, но технология применяется крайне часто.
Виды развальцовщиков
Процесс развальцовки существенно упрощается при использовании специальных приспособлений. Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
- Шаблон. Применяется подобный инструмент для работы с медью или другими мягкими сплавами. Среди особенностей можно отметить невысокую стоимость и простоту использования. Однако, во время работы на поверхности могут появится существенные дефекты.
- Механический развальцовщик трубок представлен сочетанием валика из твердого сплава, который может перекатываться по краю для передачи требуемой формы. При его использовании можно сделать заготовку с ровной и симметричной поверхностью. Процесс автоматизирован, позволяет получить качественную поверхность. Прикладываемое усилие увеличивается за счет резьбового и иного привода.
- Вариант исполнения с электрическим приводом снабжается целым набором сменных насадок. Его приобретают в случае, когда нужно ускорить процесс производства. Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
- Экспандер. Подобный встречается крайне часто, так как позволяет лишь за одно движение провести деформацию поверхности. Простая конструкция определяет то, что контролировать толщину стенок нельзя. Экспандер часто применяется в домашних условиях, так как устройство недорогое и просто в использовании.

Механизм подбирается в зависимости от поставленных задач. К примеру, при серийном выпуске определенных деталей лучше всего приобрести развальцовщик с электрическим приводом.
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.
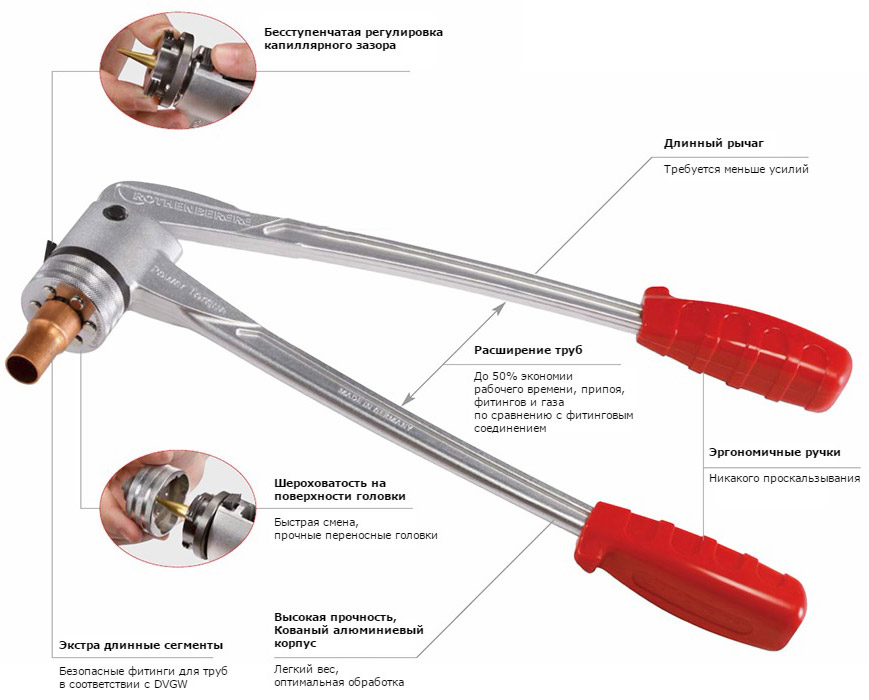
Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Как выбрать инструмент для развальцовки?
Для того чтобы достигнуть высокого качества при развальцовке следует правильно выбрать более подходящий инструмент. При применении простейших приспособлений могут проявляться негативные последствия:
- В стенках медных трубок возникают серьезные разрывы, которые существенно снижают прочность и длительность эксплуатации.
- Небольшие трещины могут привести к тому, что стенки заминаются.
- Сложно добиться равномерной толщины. Даже незначительное отклонение приводит к снижению прочности формирующегося соединения.

Эксцентриковый развальцовщик VALUE
Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
- Глубина развальцовки.
- Внутренний диаметр изделия.
- Определенные характеристики материала: твердость и степень пластичности.
- Наружный диаметр.
- Толщина стенок. Этот параметр определяет то, как сложно провести обработку заготовки.
- Расстояние, на которое изделие может выступать за границы фиксирующего механизма.
- Расстояние между центрами внутренних отверстий.
- Наличие и особенности соединительных швов. Некоторые заготовки получаются путем сваривания концов. Получаемый шов может по-разному реагировать на пластическую деформацию.
- Необходимость в образовании канавок на поверхности. Развальцовка также может привести к образованию требуемых канавок на медной трубке.
Большинство применяемых устройств характеризуется универсальностью. Все механизмы также могут отличаться друг от друга.
Инструменты, предназначенные для проведения рассматриваемой работы, позволяют:
- Исключить вероятность появления сильных разрезов. Это достигается за счет постепенного оказания давления, которое распределяется равномерно.
- Достигнуть равномерной толщины стенок. При этом подобный результат можно достигнуть даже в случае, если изначально заготовка имела неравномерные стенки.
- Отверстие внутри изделия становится гладки и ровным.
Большей производительностью характеризуются устройства с электрическим приводом. Он сегодня широко распространены, незаменимы в случае, когда нужно деформировать изделие с большой толщиной стенок.
Развальцовка в домашних условиях
Провести развальцовку можно в домашних условиях. Для этого могут использоваться самые различные механизмы, в большинстве случаев приобретают механический.
В некоторых случаях для проведения работы создается самодельный механизм развальцовки. Он также характеризуется высокой производительностью и универсальностью в применении.
Как изготовить инструмент?
Самодельный инструмент можно изготовить для его длительного применения. Конструкция достаточно проста, она представлена станиной, изготавливаемой из двух схожих по геометрии уголков. При сборке механизма применяется:
- Болгарка.
- Заточной и сверлильный станок.
- Два болта с резьбой не менее 8М.
- В качестве основного материала может использоваться уголок длиной 100 мм. Лучше всего выбрать вариант исполнения из нержавеющей стали.
- Оправки.
Уголки скрепляются между собой болтами. Для этого сверлильным станком делают соответствующие отверстия. В основе фаски просверливаются отверстия.
![Самодельный развальцовщик]()
Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Как развальцевать медную трубку?
Благодаря высокой пластичности меди обрабатывать медные трубки из этого сплава достаточно просто. Развальцовка медных трубок своими руками проводится следующим образом:
- Заготовка зажимается в державке так, чтобы она выходила за края на 5-6 мм.
- Вместо конуса устанавливается специальная насадка, которая подходит под диаметр заготовки.
- Надевается штуцер, уделяется внимание направлению резьбы.
- Штамп должен изготавливаться из материала, твердость которого намного больше твердости заготовки. Он вдавливается, за счет чего край торца деформируется.
- Вместо штампа устанавливается конус. Он вдавливается постепенно. Только при равномерном воздействии можно обеспечить требуемое качество получаемого изделия.
- После обработки происходит осмотр заготовки. При появлении незначительных дефектов их можно зачистить.
![Развальцовка медных труб]()
Вальцевание, или развальцовка, медных труб — это технологический процесс, который заключается в деформации стенок в нужном для человека направлении. Такую операцию проводят в тех случаях, когда нужно надёжно и герметично соединить трубки из меди с разнообразными приборами и устройствами или для состыковки отдельных элементов трубопровода.
На сегодняшний день трубки из меди очень распространены. Если их соединение должно быть разъёмным, то без развальцовки не обойтись. Развальцовщик для медных труб может быть различным: специальное серийно выпускаемое оборудование или простой набор инструментов, который качественно позволит выполнить этот процесс при соблюдении всех рекомендаций.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
![Особенности выполнения развальцовки медных труб]()
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Приспособления для работы
Для развальцевания своими руками трубок, изготовленных из меди, применяют специальные приспособления. Они могут быть двух видов:
- С ручным приводом.
- С электрическим приводом.
![Инструменты для развальцовки медных труб]()
Они используются для монтажа систем отопления, водоснабжения и кондиционирования. Инструменты с электрическим приводом чаще всего совмещают в себе несколько функций: можно не только развальцевать при их помощи трубку из меди, но и согнуть её под тем углом, который вам необходим.
Каждое приспособление для развальцовки трубок работает, основываясь на принципе пластической деформации.
Именно по этой причине важным является тот факт, чтобы оно с такими процессами могло справляться очень бережно и не нарушать гладкость внутренней поверхности стенок и однородность структуры материала, а также сохранить равномерную толщину стенок.
Для качественной развальцовки трубок из меди можно применить приспособления, указанные далее.
Ручной шаблон
Это приспособление, имеющее конусообразную форму, оно изготавливается из сплава, который тверже меди. К достоинствам подобного приспособления относят простоту в применении и низкую цену. Но при его использовании могут разрываться стенки изделия из меди. А это значит, что о высоком качестве развальцовки не может быть и речи.
Механический развальцовщик
Главным рабочим органом этого устройства является валик, который состоит из твёрдого сплава. Перекатываясь по краю медного изделия, валик придаёт ему необходимую конфигурацию. При работе механическим развальцовщиком можно сделать равномерную деформацию участка трубки, который обрабатывается, а на её конце формировать стенки с одинаковой толщиной и высоким качеством их внутренней части.
Развальцовщик с наличием электрического привода
В этом инструменте есть набор насадок, которые меняются в зависимости от необходимой толщины стенки. Электрический развальцовщик позволяет обрабатывать медные трубки с меньшими трудозатратами и большей производительностью. К недостаткам такого прибора можно отнести его высокую цену. Аккумулятор способен отработать примерно 100 операций.
Эспандер
Это устройство ручное. Оно позволяет за одно движение развальцевать конец медного изделия, работая по принципу рычажного механизма. Несмотря на то что конструкция инструмента довольно проста, есть и определённые недостатки. Одним из них, и, пожалуй, наиболее существенным, является тот факт, что контролировать толщину стенок изделия, которое подлежит обработке, невозможно. Исходя из этого можно сделать вывод о том, что о качественном результате говорить не приходится.
Советы по выбору инструмента
![Виды инструментов для развальцовки]()
Медную трубку развальцевать несложно, учитывая высокую степень пластичности такого материала. Но для получения хорошего и качественного результата при выполнении такой технологической процедуры, нужно выбирать только специализированные приборы и инструменты. Если пользоваться простейшими приспособлениями, к которым можно отнести эспандеры и болванки, то результат может быть негативным:
- Если стенки изделия небольшой толщины, то они будут загибаться.
- При воздействии такого инструмента на стенки изделия могут возникать его разрывы.
- Добиться равномерной толщины стенки практически невозможно. В итоге такой результат отразится на надёжности формирования соединения.
Преимуществами при применении специализированных инструментов являются такие факторы:
- После развальцовки внутренняя поверхность изделия становится идеально ровной и гладкой.
- Даже если вначале процесса не было равномерной толщины стенок изделия, то в процессе развальцовки этот параметр будет достигнут.
- Практически исключены разрывы стенок трубки из-за постепенной деформации.
Кроме того, применение специального оборудования позволит качественно и оперативно развальцевать конец изделия даже тому человеку, который ранее своими руками такую процедуру не осуществлял.
В развальцовочный набор могут входить такие инструменты:
- Пружины для изгибания труб.
- Труборасширитель.
- Труборез.
- Ример.
- Эксцентриковая вальцовка.
Для более качественной развальцовки необходимо особое внимание уделить выбору инструментов. Необходимо опираться на такие параметры, как:
![Плюсы и минусы инструмента для развальцовки труб]()
- Наличие на поверхности обрабатываемого изделия соединительных швов.
- Необходимость формирования канавок на той части трубы, которая подлежит обработке.
- Толщина стенок изделия, которое будет обрабатываться.
- Длина между центрами внутренних отверстий в медной трубке (в том случае если приспособление, которое вы выбрали для развальцовки, позволяет одновременно обрабатывать несколько изделий).
- Расстояние, на которое трубка будет над рабочей поверхностью выступать.
- Глубина развальцовки.
- Внутренний и наружный диаметр изделия.
- Характеристики того материала, из которого трубка была изготовлена. Особое внимание уделяется степени его пластичности.
Практически все инструменты, которые специально предназначаются для развальцовки трубок из меди, находящиеся в продаже на сегодняшний день отличаются универсальностью. С их помощью можно медные трубки обрабатывать в достаточно широком диапазоне их наружных и внутренних диаметров. В комплекте к такому инструменту идут сменные насадки, определяющие широкий спектр применения.
Ситуации, в которых может потребоваться развальцовка
![Когда нужно развальцевать медную трубу]()
На сегодняшний день существует очень большой ассортимент медных трубок и соединительных элементов. Именно из-за этого подобрать необходимый фитинг или профиль не составит никакого труда. Но несмотря на это, бывают моменты, когда развальцовки деталей в домашних условиях не избежать. Развальцовка может потребоваться в таких случаях:
- Изделие необходимо подогнать под определённый точный размер.
- На данный момент необходимые фитинги для покупки недоступны.
- Не изготавливается продукция требуемой формы.
Виды соединения элементов
На сегодняшний день применяются два способа соединения медных труб: муфтами и пайка. Способ, который вы выберете в процессе работы, полностью повлияет на ход ваших действий.
При соединении изделий муфтами необходимо придерживаться такого порядка действий:
- Нужно хорошо зачистить края трубы.
- На торец трубки необходимо надеть муфту.
- После этого в работу необходимо включить развальцовщик. В него нужно вставить подготовленную трубу и проворачивать винт оборудования до тех пор, пока угол изгиба не достигнет 45 градусов.
- После этого из развальцовщика следует достать обработанное изделие и при помощи муфты соединить его с другим элементом.
Специалисты рекомендуют новичкам и неопытным домашним мастерам после развальцовки применять муфтовое соединение труб.
При соединении труб пайкой выполните следующие действия:
![Как самостоятельно развальцевать медные трубы]()
- При помощи специальной щётки хорошо зачистите края трубы.
- Трубу вставьте в развальцовщик, а края её расширьте таким образом, чтобы можно было в неё вставить вторую трубу. При этом между трубками должен быть небольшой зазор.
- Нанесите флюс на трубу, которую поместили внутрь и вставьте её в развальцованную сопрягаемую трубу. Глубина вставки должна равняться диаметру трубки.
- Прогрейте стык двух труб при помощи газовой горелки или паяльника. Припой должен будет хорошо расплавиться и полностью удалить зазор между поверхностями трубок.
- Поместите спаянные элементы на горизонтально расположенную поверхность и дождитесь остывания до температуры воздуха. Только после остывания можно работать со спаянной трубой.
Когда будете выбирать прибор для развальцовки, учтите диаметр изделий, с которыми вы планируете проводить работы. Для систем отопления диапазон сечения колеблется в пределах 32—40 миллиметров. А для систем кондиционирования применяются изделия, диаметр которых не превышает 16 миллиметров. А ещё нужно опираться на такие критерии, как качество получаемого раструба и возможность использования сменных насадок для различного сечения труб.
Читайте также: