
Притирка клапанов своими руками
Добавил пользователь Валентин П. Обновлено: 19.09.2024
Ответственный этап сборки ГБЦ - притирка клапанов. Как притереть клапана правильно читайте в статье.
Пожалуй самый ответственный этап ремонта ГБЦ (головки блока цилиндров) это притирка клапанов.
Для притирки клапанов необходимо приобрести специальную притирочную пасту и инструмент для притирки.
Стоимость притирочной пасты варьируется от 100 до 700 рублей. Существует крупно и мелко зернистые пасты для первичной и последней (конечной) обработки. Рекомендую использовать мелкозернистую, поскольку с ней процесс притирки клапанов идет быстрее. Так же не вижу смысла покупать дорогие притирочные пасты.
При отсутствии пасты в ближайших магазинах или нежелании покупать ее, пасту можно изготовить из моторного масла и песка.
Недорогие приспособления для притирки представляют из себя палку с разного размера присосками. Стоимость комплекта (обычно из 4х шт.) 300-400 рублей. Так же притереть клапана можно подручными средствами с помощью шланга и дрели. Вставляем клапан в ГБЦ, одеваем шланг на клапан, крепим хомутом, другой конец шланга вставляем в дрель и притираем.
Процесс притирки клапанов
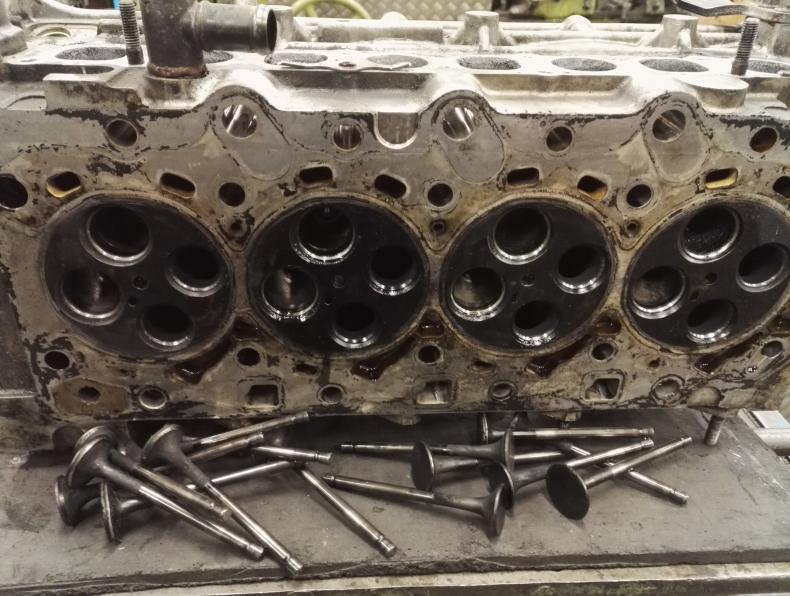
Чтобы притереть клапана необходимо их демонтировать с ГБЦ. Рассухариваем, вынимаем, пронумеровываем (чтобы не перепутать, поскольку при притирке клапан притирается к седлу и при установке в другое седло будет не герметичен).
Промываем, очищаем клапана и седла клапанов. Осматриваем на наличие повреждений (прогара, неправильная форма фаски). При остутствии повреждений можно начинать притирку.
Для этого наносим на фаску клапана притирочную пасту в небольшом количестве (точечно).
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
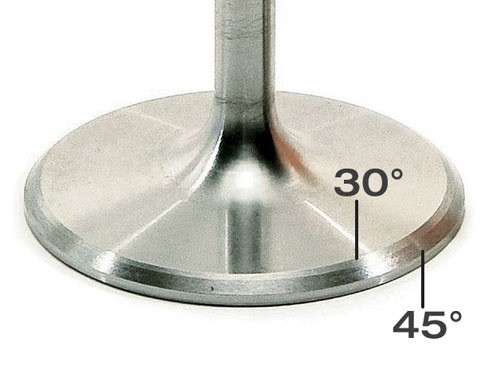
фаска клапана
Со временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Как понять, что клапана нуждаются в притирке
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
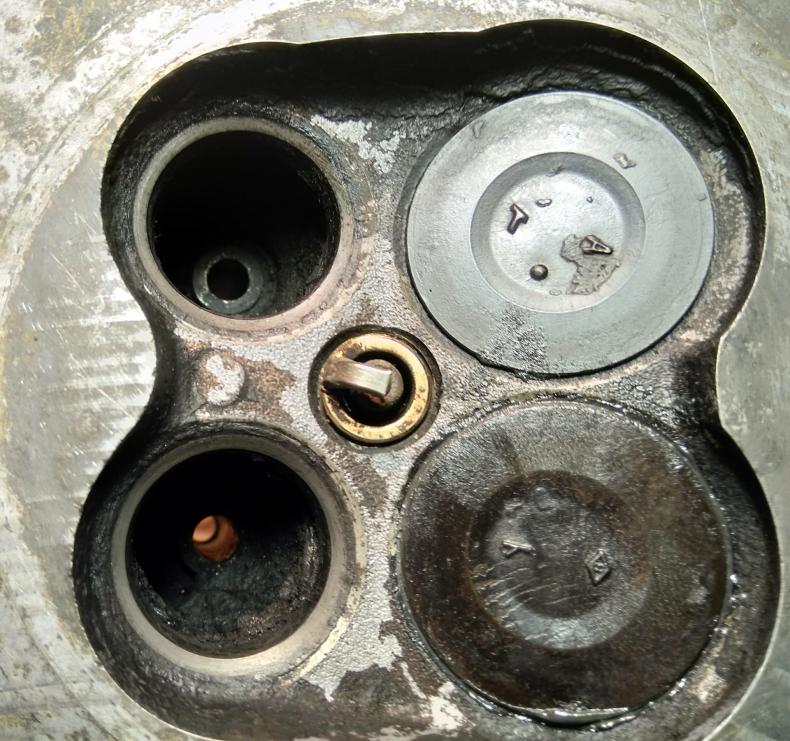
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
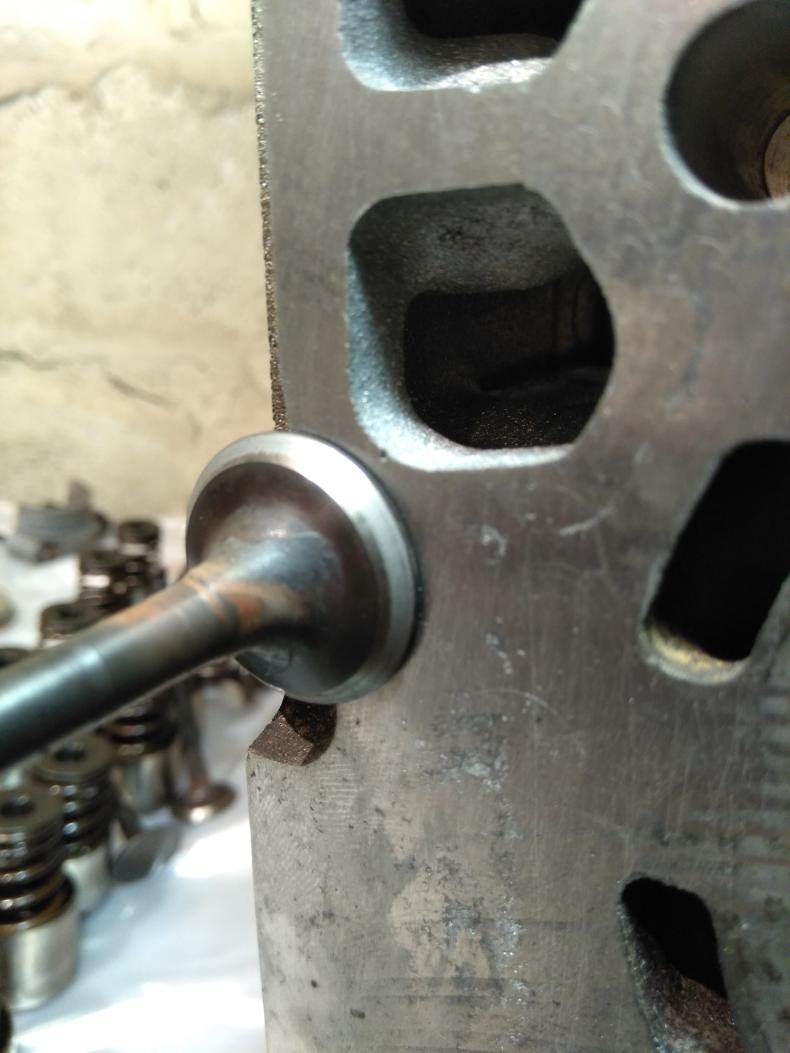
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.
В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Для того, чтобы привести клапана в норму, необязательно ставить автомобиль на долгий ремонт, можно отремонтировать поломку самостоятельно. Главное — чтобы у человека в руках был необходимый инструмент.

Содержание
Что такое притирка клапанов
У большинства машин старых марок в системе предусмотрены четырехцилиндровые и восьми клапанные моторы. Это означает, что на каждый цилиндр предусмотрено несколько клапанов: Впускной — впускающий в двигатель сгорающую смесь, а также клапана выпускного типа, которые предусмотрены для выпуска отработанных клапанов.
- Каждый клапан машины походит на гвоздь с шапочкой, который и является элементом для затыкания отверстия в камере сгорания.
- Шляпка или по-другому тарелочка плотненько прилегает к краям камеры сгорания. Чем правильнее обработаны края клапана, тем больше уверенности в том, что клапан закроет отверстие.
- Это также будет обозначать, что мощность работающего двигателя будет целенаправленно перераспределяться между поршнями.
Из-за того, что двигатель постоянно находится в рабочем состоянии, края тарелки и седла постоянно покрывают копотью и нагаром, что приводит к разгерметизации системы. Любые потери в коэффициенте герметичности системы ухудшают работу мотора. Потери в показателях герметичности сильно влияют на уровень масла.








Технология притирки клапанов
В работе возможно использовать ручную фрезу. Под ней понимают палочку с присоской на одном из концов. Такое приспособление помещают на поверхность клапана и надежно закрепляют. Нужно принимать во внимание, что фаска тарелки, а также седло всегда смазываются притирочными компонентами.

Палочку нужно вращать ладонями. Многим достаточно 15-20 минут времени для качественной прочистки клапанов. Данная методика используется теми, кто по-настоящему ценит марку автомобиля.

В специализированных мастерских применяют специальные станки, на которых проводится протирка клапанов. Это аппараты типа VM1150, VM1200, VM1350, VM1500 или VM1600.

Главное отличие каждого аппарата — это возможность обработки тарелки определенной площади. Также различаются они глубиной погружения. Возможно применять и специальные тенды для протирки клапанов. К примеру, Р-23.74, которые способные обрабатывать сразу же до 8 клапанов.

Те, кто собирается заняться притиркой клапанов, должны подготовить для работы слесарные ключи, отвертки, ветошь. Для запрессовки головки обратно в полость цилиндра применяют динамометрический ключ.






Он помогает закрутить болты с правильным моментом. Необходимый инструментарий:

Притирка клапанов дрелью
Притирка клапанов дрелью является наиболее оптимальным решением. Она позволяет значительно экономить время и усилия.

Технология притирки клапанов схожа с технологией притирки клапанов ручной дрелью.
- Сначала берут металлический стержень и одевают его на шланг из резины. Чтобы рабочие элементы теснее прилегали друг к другу применяют хомутики.
- Металлический стержень с резиновой присоской помещают в патрон электрической дрели.
- После этого на тело стержня помещают пружинку, помещают ее на посадочное место.
- Фаску головки цилиндра обильно смазывают притирочной пастой по всей площади тарелки.
- Далее необходимо поместить стержень клапана в полость шланга из резины. Для прочного скрепления элементов между собой нужно взять хомутик.

Притирка осуществляется включенной дрелью на низких оборотах. После того, как рабочий процесс закончится, необходимо протереть полости клапанов от использованных остатков пасты. Лучший помощник в этом — растворитель.

Лучшая паста для притирки клапанов
Как только начали строить автомобили, в качестве смазки при притирки применяли смеси паст, содержащие частички пыли от алмазных кругов. Эту пыль смешивали с машинным маслом.









Сегодня подобные растворы активно вытесняются пастами для притирки. Отличие многих смесей и в количестве содержащихся абразивных элементов. Выбирают пасту относительно года выпуска автомобиля, размеров клапанов и степени загрязнения. Важно также учитывать метод протирки — ручной или механический.

В составе таких паст находятся не алмазные грубые компоненты, а карбид кремния. Для экономных людей отлично подойдет для прочистки смесь моторного масла и счищенных со шкурки абразивных элементов.

Проверка качества притирки клапанов
Исключительно мастер своего дела способен по-настоящему осознать, насколько грамотно была сделана работа.
- Проверка проводится посредством залива в область, подготовленную для сгорания, бензина, керосина или же масла.
- Чтобы провести операцию правильно, головку цилиндра нужно устанавливать строго в горизонтальном положении.
- Далее в цилиндр заливают жидкость, необходимую для проверки качества исполненной работы.
- Когда в одном из клапанов системы выявляется протечка, необходимо повторять процедуру для полной ликвидации проблемы.

Существуют взгляды, что притирка клапанов необходима для того, чтобы приводить в норму мотор на каждые 50000 — 60000 км пробега. Особенно важно следить за протиркой клапанов на спортивных болидах.

В подобных ситуациях любые неисправности в системе проверяются программой не только в условиях гаража, но и в пределах гоночного корта.
При большом пробеге двигателя одна из проблем, которая возникает, – разгерметизация клапанов. Это связано с появлением нагара и микроповреждениями на его поверхности в виде раковин. В результате в камеру сгорания заходит воздух и топливо даже тогда, когда клапан находится в закрытом состоянии, а из выпускного клапана вырываются раскаленные газы.

Со временем двигатель начинает хуже работать, дергаясь на холостых оборотах, снижаются его тяговые характеристики, а клапан может прогореть и вовсе выйти из строя. Чтобы избежать серьезных поломок, делается притирка клапанов, возвращающая им герметичность в закрытом виде.
Для чего нужна притирка
В любом двигателе внутреннего сгорания имеются впускные и выпускные клапана, через которые втягивается топливно-воздушная смесь и выводятся продукты сгорания топлива. Притирка клапанов – это технологический процесс, позволяющий обеспечить идеальное прилегание тарелки клапана к его посадочному месту, который называется седлом. В результате повышается компрессия в цилиндрах, мотор работает в номинальном режиме, выдавая максимальный КПД.
Если не притиреть клапан вовремя, часть энергии, образовавшейся при сгорании топлива, теряется, выходя через закрытый клапан. Расход топлива увеличивается, мощность двигателя снижается, а раскаленные газы приводят к прогару клапанов. При разгерметизации впускного клапана он постоянно пропускает топливно-воздушную смесь, что нарушает баланс давления в цилиндрах, приводя к неравномерной работе двигателя и его ускоренному износу.
Подготовительные работы и проверка клапанов
Чтобы правильно притереть клапана, потребуется выполнить целый ряд подготовительных работ, для выполнения которых потребуется определенный инструмент и навыки:
- Демонтируется головка блока цилиндров.
- Клапан тщательно очищается от масла, нагара, сажи и других загрязнений.
- Все элементы головки БЦ проверяются на целостность от механических повреждений и деформаций.
- Производится контроль герметичности клапанов.
Чтобы проверить степень прилегания, в выхлопной колодец, при полностью закрытом клапане, из шприца аккуратно заливается бензин, керосин, ацетон или любая другая жидкость с высокой проникающей способностью. Если, несмотря на это, на его поверхности расходится влажное пятно, значит, герметичность нарушена, и требуется притирка.

Когда клапан рассухарен и его можно вынуть из направляющей, чтобы проверить притирку, он снимается и осматривается, если в месте контакта с седлом видны раковины, это однозначно сигнализирует о необходимости притирки. Когда клапан прогорает полностью, при заливании жидкости она сразу выливается из-под седла, а на поверхности тарелки видны серьезные выбоины.

Перед выполнением работы не лишним будет вставить клапан в направляющий канал и проверить, нет ли люфта при его движении, если он все же есть, потребуется замена клапана или ремонт направляющего канала.
Инструменты и материалы для притирки
Существует специализированное оборудование для притирки клапанов, но для самостоятельного выполнения работы пользуются простым подручным оборудованием. Один из таких способов – притереть клапан дрелью, когда клапан вращается в седле при помощи этого инструмента. Преимущество этого способа – экономия времени, но он требует сноровки и не годится для автолюбителей, которые не имеют достаточного опыта.
Для ручной притирки используют обычную резиновую толстостенную трубку, которая плотно садится на нижнюю часть клапана. Например, при диаметре хвостовика клапана в 7 мм рекомендуют брать трубку диаметром 6 мм. Это позволит плотно удерживать его при выполнении работы.

Более надежный способ – специальное приспособление, заживающее ножку клапана путем затягивания гайки. В этом случае он будет хорошо удерживаться и не проскальзывать, а процесс притирки ускорится. Важно знать, что использование ручного инструмента позволяет избежать повреждения клапанной системы двигателя.

Основным материалом, использующимся при работе, является притирочная паста, которая наносится на край клапанной тарелки. Она представляется собой пластичный состав с мелким алмазным абразивом. При работе она снимает тонкие слои металла, обеспечивая плотную установку на посадочное место.
Процесс притирки
Клапан рассухаривается и снимается, после чего на край его тарелки, в месте, где он упирается в седло, наносится тонкий слой притирочной пасты. Обработанный таким образом клапан вставляется в направляющую и полностью утапливается в седло.
С обратной стороны его хвостовик зажимается фиксирующим приспособлением или трубкой и начинается процесс притирки. Для этого он проворачивается приблизительно на пол-оборота, потом поднимается вверх, с легким усилием снова опускается в седло, при этом должен быть слышен легкий шлепок, и проворачивается на пол-оборота в обратную сторону. Этот процесс продолжается около 2 минут, после чего требуется проверить притирку. Нужно отметить, что паста имеет специально подобранную консистенцию, которая идеально проявляется при обработке поверхности в течение не менее 2 минут, ее элементы разбиваются, обеспечивая более высокое качество притирки.

Сделать проверку степени притертости достаточно просто. Сначала снимается приспособление, удерживающее хвостовик клапана, он снимается, промывается и внимательно осматривается. Снятая фаска на тарелке не должна иметь никаких видимых изъянов – царапин или раковин. Если видны такие повреждения, операцию нужно повторять до тех пор, пока не появится ровная гладкая поверхность.

После визуальной проверки нужно провести тест на протекание. Для этого клапан тщательно промывается бензином, таким же образом вымывается седло, чтобы можно было максимально плотно усадить в него тарелку. Далее в выхлопной колодец вновь заливается жидкость, правильно притертый клапан не будет пропускать ее, на поверхности не появятся разводы, он должен остаться полностью сухим в течение не менее 2 минут.
При работе резиновой трубкой процесс производится таким же способом, но при этом затрудняется хлопок клапана об седло, поэтому притирка производится вращательными движениями при натяжении трубки. Более опытным автолюбителям можно посоветовать подсоединить конец трубки к дрели и проворачивать клапан в седле на сниженных оборотах. При этом через каждые 10 секунд нужно включать реверс, чтобы выработка металла на тарелке проходила равномерно.
В случае повреждения посадочного седла для его восстановление требуется специальный инструмент – шарошки. Он сделан по его форме и надевается на дрель, с помощью которой и обрабатывается вся область. Данная работа требует определенной квалификации, а разрушение поверхности седла чаще всего встречается при прогаре клапана, до чего лучше не доводить.
Видео:как притереть клапан и проверить качество притирки
Заключение
Чтобы притереть головку клапанов, опытному автолюбителю не придется обращаться в специализированное СТО. При работе понадобится простое приспособление, с помощью которого надежно зажимается хвостовик клапана. Это позволяет одновременно притирать и пристукивать его к седлу, что повышает эффективность процедуры. Нужно знать, что процедура притирки потребуется при установке новой детали и при капитальном ремонте двигателя.
Правильно проведенная притирка повысит динамические характеристики двигателя, позволит экономить топливо, при этом раскаленные газы не повредят клапанную систему и двигатель проходит намного дольше.
Читайте также: