
Подгонка распредвала своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
Всё это надевается на шпонку, а сам распредвал устанавливается в головке блока цилиндров. В большинстве современных авто он ставится именно в верхней части ГБЦ (до 50-х годов ему отводилось место внизу блока цилиндров и сегодня в некоторых семействах еще встречаются ограниченные серии, в которых такая традиция соблюдена).
В зависимости от количества тактов и цилиндров автомобильного двигателя, в его ГБЦ могут присутствовать 1 или 2 распределительных вала. Количество кулачков на каждом из них равняется численности клапанов, с которыми они работают (по кулачку на каждый клапан).
Функция у распредвала всего одна: плавно накатываясь кулачками на рычаги или роллеры клапанов, открывать или закрывать их, обеспечивая циркуляцию топливной смеси. Соответственно, любая его неисправность вёдет к остановке автомобиля (в лучшем случае), а то и выходу из строя его двигателя.
Схема распределительного вала
Ремонт распределительного вала
Основными дефектами распределительного вала являются:
- износ опорных шеек;
- износ винтовой шестерни привода масляного насоса;
- износ кулачков;
- прогиб;
- увеличение осевого зазора.
Опорные шейки при износе ремонтируют двумя способами:
- шлифованием их на меньший диаметр
- хромированием
Первый способ ремонта применяют в тех случаях, когда опорами для шеек вала служат сменные втулки, запрессованные в гнезда блока. Если распределительный вал вращается в гнездах, выполненных непосредственно в блоке, то опорные шейки ремонтируют хромированием.
Шейки шлифуют на круглошлифовальном или токарном станке супортно-шлифовальным приспособлением.
Перед шлифованием вал проверяют в центрах по индикатору и выправляют под прессом, если биение превышает 0,05 мм. При шлифовании шеек необходимо учитывать высоту кулачков, так как иначе может создаться положение, при котором вал нельзя будет установить во втулки уменьшенного ремонтного размера. Высота кулачка должна быть меньше самой малой опорной шейки вала на 1—1,5 мм.
После шлифования шеек из блока выпрессовывают старые опорные втулки и запрессовывают новые полуобработанные, внутреннее отверстие которых необходимо обработать под размер шеек развертыванием.
Втулки двигателя ГАЗ-51 имеют два диаметрально расположенных отверстия, из которых одно — большего диаметра — служит для подвода смазки и должно точно располагаться против смазочного канала, а другое, меньшего размера, служит для закрепления втулки и должно располагаться против лунки в гнезде блока.

Рис. Установка опорной втулки распределительного вала: 1 — опорная втулка; 2 — масляный канал; 3 — бородок.
Втулку закрепляют длинным бородком, устанавливаемым в масляный канал, при помощи которого раскернивают малое отверстие втулки; образующийся при этом выступ входит в лунку гнезда блока.

Кулачки с небольшим износом и задирами зачищают вначале крупной, а затем мелкой наждачной бумагой, которая должна облегать не менее половины профиля кулачка.
После наплавки сормайтом последующая обработка заключается только в зачистке, а при наплавке сталью необходима закалка. При значительном износе приводной шестерни масляного насоса распределительный вал следует заменить.

Рис. Крепление распределительного вала: 1 — распределительный вал; 2 — шестерня; 3 — упорная шайба; 4 и 6 — болты крепления упорной шайбы; 5 — распорное кольцо.
Восстановление распредвала
О том, что распредвал вашего двигателя нуждается в восстановлении или хотя бы диагностике, вам не придется долго гадать. Вы сразу определите возникшую неисправность по нехарактерной работе мотора и датчику распределительного вала.
Не стоит принимать поспешных решений и сразу же менять распредвал, однако затягивать с восстановлением распредвала тоже не стоит, ведь данная деталь имеет непосредственное отношение к фазам газораспределения, что отражается и на стабильной работе цилиндров.
Провести сложную процедуру восстановления или ремонта распредвала своими руками, без специального оборудования, конечно, не получится, поэтому лучше довериться профессионалам.
Так, восстановление распредвалов в Ростове-на-Дону — одна из самых популярных оказываемых нами услуг, и мы гарантируем качественное проведение ремонтных работ.
Как правило, восстановление распредвала требуется в случае возникновения следующих дефектов:
- деформация вала (биение);
- износ кулачков;
- износ шеек.
Цены на восстановление распредвала
| Восстановление распредвала грузовиков | 12000-35000 руб. |
После того, как биение будет завершено, в обязательном порядке следует произвести динамическую балансировку, чтобы затраченные усилия не были напрасными. Для данного метода восстановления используются специальные станки.
С помощью метода напыления сварки распредвала либо шлифовки выполняется восстановление кулачков распредвала восстановление шейки.
Вышедший из строя кулачок будет отшлифован до того момента, как износ будет выведен, и профиль — восстановлен.
Важно, чтобы после проведения данной процедуры не изменилась высота подъема клапана, в противном случае может быть нарушение процесса фаз распределения газов.
Чтобы восстановить опорные шейки, используется метод шлифовки, который уменьшает ремонтные размеры. В этом случае после шлифовки применяются ремонтные втулки. В случае, если происходит наращивание шеек, то прочие детали растачивают под их размер. Если нужен небольшой слой наращивания, то используется осталивание или хромирование или сварка.
После окончания работ твёрдость покрытия равна заводским параметрам.
А ещё ремонт распредвала обязательно должен сопровождаться заменой старых деталей на новые: оси, ролики, подшипники, втулки толкателей.
Ремонт клапанов
Дефектами клапана могут быть:
- износ и обгорание рабочей фаски;
- коробление головки;
- износ поверхности и торца стержня;
- погнутость стержня.
Небольшой износ рабочей фаски клапана устраняется притиркой клапана к седлу.

Рис. Приборы для притирки клапанов: а — коловорот; б — притирочная дрель; 1 — ведущая шестерня с шестью зубьями; 2 — ведущая шестерня с девятью зубьями; 3 — ведомая шестерня шпинделя; 4 — шпиндель.
Для притирки клапана проделывают следующие операции:
- Надевают на стержень клапана слабую пружину и устанавливают клапан в направляющую втулку.
- Рабочую фаску клапана смазывают притирочной пастой и при помощи коловорота (рис. а) или специальной притирочной дрели (рис. б) вращают клапан вправо и влево на 1/4 оборота, постепенно поворачивая клапан кругом. При пользовании специальной притирочной дрелью ее рукоятку повертывают все время в одну сторону, причем ведомая шестерня и шпиндель вращаются попеременно то в одну, то в другую сторону. Достигается это тем, что две ведущие шестерни, вращаемые рукояткой, имеют по своей окружности неполное число зубьев (у одной шесть зубьев, у другой — девять), расположенных на противоположных сторонах. При вращении клапан прижимают к седлу, а при изменении направления вращения отпускают, причем клапан приподнимается от седла пружиной. В процессе притирки необходимо добавлять пасту.
- Конец притирки определяют появлением на рабочей фаске ровного матово-серого кольца без пятен.
- Герметичность клапана проверяют специальным прибором (рис. а) под давлением воздуха. При проверке стакан прибора плотно прижимают к поверхности блока и резиновой грушей создают давление 0,6—0,7 ат. Если в течение 1/2 мин. давление по манометру не падает, — герметичность хорошая. Герметичность клапана проверяют и более простым прибором (рис. б), причем поверхность вокруг клапана вытирают и припудривают мелом. Прибор устанавливают на клапан, затем рукояткой плотно прижимают резиновый присос книзу и отпускают его. Если клапан хорошо притерт, то прибор прочно удерживается на поверхности блока (прибор слегка покачивают рукой за головку).При недостаточной герметичности прибор держаться не будет. При наличии глубоких раковин и рисок рабочую фаску клапана сначала прошлифовывают, а затем только притирают. Шлифование фаски клапана выполняют на приборах с ручным или электроприводом.Клапан закрепляют под определенным углом по отношению к шлифовальному камню (45 или 30°) в патроне прибора. При работе прибора шлифовальный камень вращается с числом оборотов 4000—5000 в минуту, а патрон с клапаном — 120—140 в минуту.Подача патрона с клапаном и бабки с камнем осуществляется рукоятками.

Рис. Приборы для проверки герметичности клапанов: а — прибор с манометром; б — прибор с присосом; 1 — резиновая груша; 2 — манометр; 3 — стакан; 4 — головка; 5 — резиновый присос.
Изношенные головки клапанов восстанавливают до нормального размера путем их раздачи, при этом головку клапана нагревают до 900—1000°, устанавливают клапан в матрицу и оправкой под прессом или ударами молотка производят раздачу. Затем головка подвергается механической обработке способами, указанными выше. Клапаны, головки которых имеют коробление, заменяют новыми.
Погнутые стержни клапанов выправляют под прессом, а затем проверяют индикатором на биение в центрах. Биение стержня не должно превышать 0,03 мм.

Рис. Прибор для шлифования клапанов с электроприводом: 1 — рукоятка для подвода клапана к шлифовальному камню; 2 — патрон для закрепления клапана; 3 — клапан; 4 — шлифовальный камень; 5 — подвижная шлифовальная бабка; 6 — электродвигатель; 7 — рукоятка для осевого перемещения бабки.
Рис. Матрица и оправка для раздачи головки клапана.
Изношенные стержни клапанов шлифуют под ремонтный размер или восстанавливают до номинального или ремонтного размеров хромированием.
Изношенный торец стержня при регулируемых клапанах шлифуют до получения гладкой поверхности, а при нерегулируемых клапанах (автомобиль ГАЗ-MM) торец наплавляют сталью от старого клапана и затем обрабатывают до требуемого размера. При наплавке во избежание коробления стержня клапан помещают в ванну с водой, оставляя на поверхности только торец высотой 20—25 мм.
Регулировка зазора между клапаном и толкателем
Для регулировки зазора необходимо:
- повернуть рукояткой коленчатый вал до полного закрытия регулируемого клапана;
- удерживать толкатель ключом в течение всей регулировки;
- отвернуть вторым ключом контргайку болта на 0,5—1 оборот и поворотом регулировочного болта установить зазор, в котором вставленный щуп соответствующей толщины будет проходить с небольшим усилием;
- завернуть контргайку, повернуть коленчатый вал на два оборота и щупом снова проверить правильность зазора.
В такой последовательности надо регулировать и остальные клапаны.
В двигателях автомобилей ГАЗ-MM зазор при эксплуатации не регулируют, а устанавливают при ремонте, удлиняя стержень клапана (для уменьшения зазора) в холодном состоянии на оправке или подпиливая торец стержня (для увеличения зазора).
Ремонт толкателей
К основным дефектам толкателей относится износ стержня и торцевой поверхности тарелки. Стержень толкателя восстанавливают шлифованием его на меньший ремонтный размер. Шлифуют стержни на токарном станке с супортно-шлифовальным приспособлением или на круглошлифовальном станке. При небольшом износе торцевой поверхности тарелки ее шлифуют, а при значительном износе поверхность тарелки наплавляют металлом газовой или электродуговой сваркой. Во избежание отпуска наплавку делают опуская стержень в водяную ванну.
В качестве присадочного материала можно использовать старые клапанные пружины.
После наплавки, не давая остыть металлу, толкатель быстро опускают в ванну с холодной водой и закаливают наплавленную поверхность. После закалки плоскость обрабатывают на наждачном точиле, а затем шлифуют на станке.
О разных способах восстановления посадочного места на валу или наплавка против напыления.
В этой статье я постараюсь выяснить, каким способом наиболее эффективно можно восстановить поврежденную шейку вала.
Рассмотрим три наиболее распространенных варианта восстановления поверхности шейки: 1) изготовление втулки и последующая посадка с натягом, 2) электродуговая наплавка, 3) газотермическое напыление.
Изготовление втулки. Преимущества: весь технологический процесс может осуществить токарь, и не нужно привлекать других специалистов. Недостатки: очень трудоемкий способ, ограничен выбор материала для восстановления, невозможно восстановить шейку, имеющую меньший диаметр, чем соседние шейки (например, шейки коленвала), невозможно восстановить шейку со шпоночными пазами.
Электродуговая наплавка. Преимущества: покрытие монолитно связано с основой, есть выбор различных по свойствам наплавочных материалов.
Недостатки: при восстановлении незначительных износов (что чаще всего бывает) основная часть наплавленного металла (50 – 80%) уходит в стружку при последующей механической обработке, вал при дуговой наплавке из-за интенсивного нагрева деформируется (без деформаций можно наплавить только конец вала).
Валы обычно изготавливаются из углеродистых сталей (35, 40, 40Х и т. п. ), которые при наплавке закаливаются, что может привести к трещинообразованию в зонах, прилегающих к наплавке. Необходима сопутствующая наплавке термообработка (как минимум – предварительный подогрев).
Газотермическое напыление.
Преимущества: полное и принципиальное отсутствие термических структурных превращений и тепловых деформаций в детали вследствие низких температур нагрева при данной технологии восстановления (не выше 250 град С); наличие открытых микропор в покрытии благоприятно влияет на условия работы пар трения, так как в порах постоянно удерживается незначительное количество смазки. Недостатки: из-за слабой адгезии с поверхностью детали напыленное покрытие может работать только на сжатие, и если по условиям работы на поверхности могут возникать большие сдвиговые нагрузки, то не стоит эту поверхность восстанавливать напылением.
Наличие шпоночного паза, как Вы понимаете, исключает возможность установки втулки, и поэтому этот крайне нетехнологичный способ мы рассматривать не будем.
Среднюю толщину наплавленного слоя примем равной 3 мм.
На это нам понадобится 2,9 кг электродов (1 102,00 рубля без НДС) и 1,53 часа чистого времени горения дуги (без учета времени на кантование изделия, замену электродов и прочее).
Рассчитаем затраты на газопламенное порошковое напыление. Производительность метода – 3,2 кг/час. Напылять будем слой 1 мм на сторону.
Этого будет вполне достаточно для припуска на механическую обработку, так как напыление осуществляется в токарном станке с равномерной подачей горелки, и мы получим одинаковую толщину напыленного слоя по всей восстанавливаемой поверхности.
Для этого нам понадобится 0,6 кг порошка (1 314,94 рубля без НДС) и 0,19 часа чистого времени напыления. Здесь нужно учесть, что нет необходимости прерывать процесс напыления на всякого рода вспомогательные операции.
Также, прошу обратить внимание на последующую механическую обработку, объем которой при наплавке существенно выше (сравните 2 мм и 0,5 мм припуска на радиус) и практика показывает, что токарю при обдирке бугристой наплавленной поверхности, содержащей остатки шлаковой корки, приходится не один раз останавливаться для заправки затупившегося резца.
Рассмотрим риски. При дуговой наплавке вала из стали 35Х необходим предварительный подогрев примерно до 250 град С, для того чтобы избежать образования хрупких структур и, как следствие, трещин в металле, граничащем с наплавкой.
От состояния распредвала напрямую зависит работа механизма газораспределения и в целом всего мотора. Даже мелкие неисправности этой детали могут привести к снижению мощности и тяги двигателя, увеличению расхода топлива. Чтобы избежать этих неприятностей, нужно уметь вовремя диагностировать проблему и своевременно устранить её.
Распредвал ВАЗ 2106
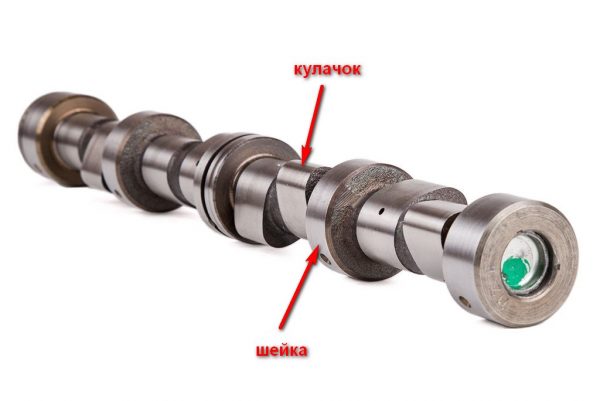
Распределительный вал является неотъемлемой частью в конструкции газораспределительного механизма (ГРМ) любого двигателя. Он выполнен в форме цилиндра, на котором расположены шейки и кулачки.
Описание
Поскольку на коленчатом и распределительном валу установлены шестерни разного размера, скорость вращения последнего снижена вдвое. Полный рабочий цикл в силовом агрегате происходит за один оборот распредвала и два оборота коленвала. Клапаны в ГБЦ открываются в определённом порядке под воздействием соответствующих кулачков на толкатели, т. е. при вращении распределительного вала кулачок надавливает на толкатель и передаёт усилие на клапан, поджатый пружинами. При этом клапан открывается и впускает топливно-воздушную смесь либо выпускает отработанные газы. При дальнейшем проворачивании кулачка клапан закрывается.
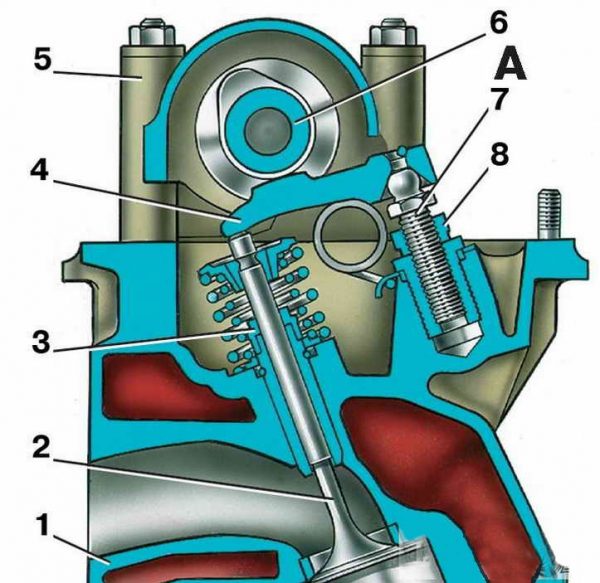
Головка блока цилиндров состоит из следующих частей: 1 — головка цилиндров; 2 — выпускной клапан; 3 — маслоотражательный колпачок; 4 — рычаг клапана; 5 — корпус подшипников распределительного вала; 6 — распределительный вал; 7 — регулировочный болт; 8 —контргайка болта; А — зазор между рычагом и кулачком распределительного вала
Параметры
- ширина фаз — 232˚;
- высота подъёма впускного клапана — 9,5 мм;
- запаздывание впускного клапана — 40˚;
- опережение выпускного клапана — 42˚.
Какой распредвал лучше ставить

Признаки износа распредвала
Работа распределительного вала связана с постоянным воздействием высоких нагрузок, в результате чего деталь постепенно изнашивается и требует замены. Необходимость в ремонте возникает при появлении характерных признаков:
- стук при работе двигателя под нагрузкой;
- снижение мощностных показателей.
Существует ряд причин, по которым РВ выходит из строя:
- естественный износ;
- некачественное моторное масло;
- низкое давление масла в системе смазки;
- недостаточный уровень масла или так называемое масляное голодание;
- работа двигателя при высоких температурах, что приводит к ухудшению свойств смазывающего вещества;
- повреждения механического характера (износ или обрыв цепи).
Основными неисправностями, которые нарушают работоспособность распредвала, являются задиры на рабочих поверхностях (шейках и кулачках) и выработка ограничителя.

Выявить по звукам, исходящим из моторного отсека, что проблема связана именно с распределительным валом, довольно проблематично, но всё же можно. Стук РВ напоминает глухие удары молотка, которые учащаются при увеличении оборотов двигателя. Однако лучшим способом диагностики вала является его демонтаж, разборка и дефектовка. При осмотре вал не должен двигаться в корпусе относительно оси, в противном случае при ударах об ограничитель будет исходить глухой звук.
Видео: причины продольного люфта распредвала ВАЗ
Снижение мощности

Деформация
РВ может деформироваться при сильном нагреве, который вызван неполадками в системах охлаждения и смазки. Поначалу проблема может проявляться в виде стука. Поэтому если есть подозрения на эту поломку, например, мотор перегревался, то рекомендуется выполнить диагностику вала, чтобы избежать более серьёзных неприятностей с ГРМ двигателя.
Демонтаж распредвала ВАЗ 2106
- головки на 17 и 13 мм;
- трещоточную рукоятку;
- вороток;
- удлинитель;
- рожковый или накидной ключ на 13 мм.

Демонтаж узла проводим в такой последовательности:
-
Снимаем крышку клапанов с ГБЦ.



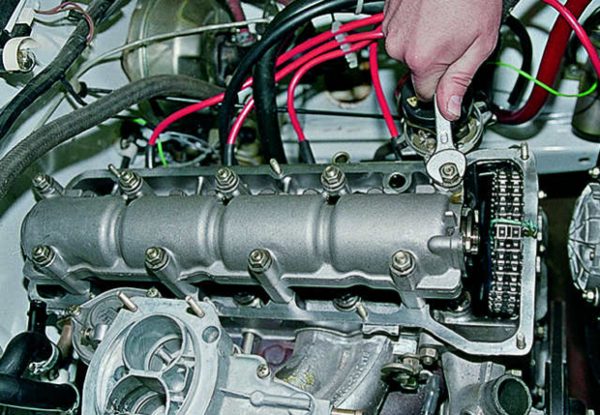

Чтобы извлечь вал из корпуса, достаточно слегка постучать через деревянную наставку с тыльной стороны, после чего выдвинуть его наружу
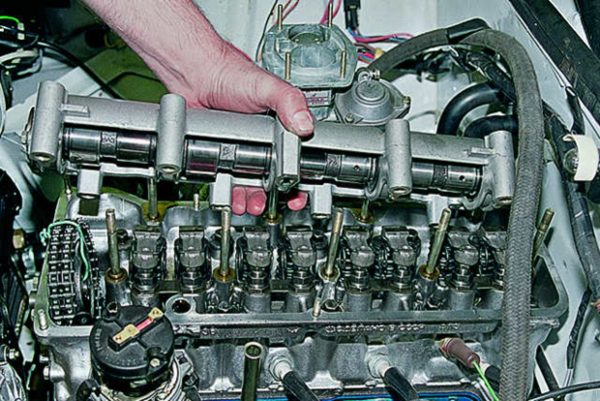
Когда я провожу ремонтные работы с распредвалом после того, как он будет снят с ГБЦ, головку накрываю чистой ветошью и прижимаю её, например, инструментом. Это предотвращает попадание различного мусора как в каналы смазки, так и на поверхность рокеров. Особенно актуальна защита открытой части двигателя при ремонте под открытым небом, поскольку ветром может нанести немало пыли и мусора, с чем я неоднократно сталкивался. Новый вал перед установкой в корпус также протираю чистой тряпочкой.
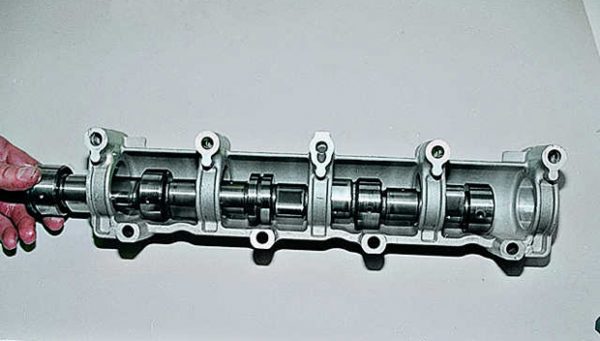
Дефектовка распредвала
После того как РВ будет снят с двигателя, все его составляющие промывают в бензине, очищая от загрязнений. Дефектовка предполагает визуальный осмотр вала на предмет выявления повреждений: трещины, задиры, раковины. При их обнаружении вал подлежит замене. В противном случае проверяют основные параметры, характеризующие степень его износа, для чего используют микрометр.

Таблица: основные размеры распредвала ВАЗ 2106 и его постелей в корпусе подшипников
| Номер шейки (постели) начиная от шестерни | Размеры, мм | |
| Номинальный | Предельно допустимый | |
| Опорные шейки | ||
| 1 | 45,91 | 45,93 |
| 2 | 45,61 | 45,63 |
| 3 | 45,31 | 45,33 |
| 4 | 45,01 | 45,03 |
| 5 | 43,41 | 43,43 |
| Опоры | ||
| 1 | 46,00 | 46,02 |
| 2 | 45,70 | 45,72 |
| 3 | 45,40 | 45,42 |
| 4 | 45,10 | 45,12 |
| 5 | 43,50 | 43,52 |
Состояние РВ можно оценить и по другим параметрам, например, биению, но для их снятия необходимы специальные инструменты.
Если по результатам дефектовки было выявлено, что вал механизма газораспределения нуждается в замене из-за сильного износа, то вместе с ним следует заменить и рокеры.
Установка распредвала
Процесс монтажа вала происходит в обратной последовательности с применением тех же инструментов, что и для его снятия. Дополнительно потребуется динамометрический ключ, которым можно контролировать усилие затяжки. Работу проводят следующим образом:
-
Перед монтажом детали в корпус смазываем опорные шейки, опоры и кулачки чистым моторным маслом.

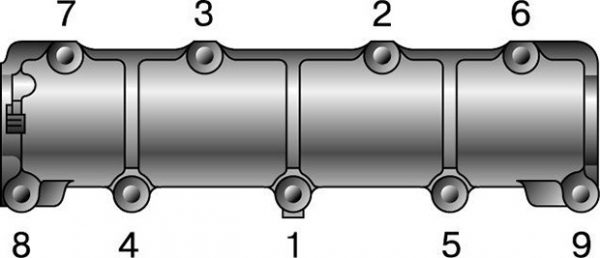
Чтобы распредвал равномерно прижался к ГБЦ, затяжку следует выполнять в несколько этапов.
Установка по меткам
По окончании замены необходимо выставить распредвал и коленвал по меткам. Только после такой процедуры момент зажигания будет правильным, а работа двигателя — стабильной. Из инструментов дополнительно понадобится ключ для вращения коленчатого вала, а сама работа состоит из следующих шагов:
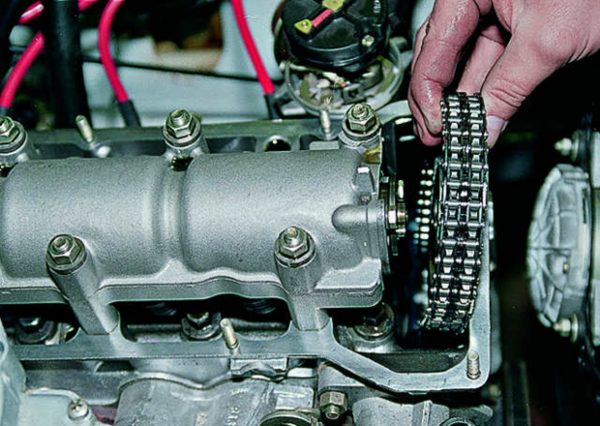
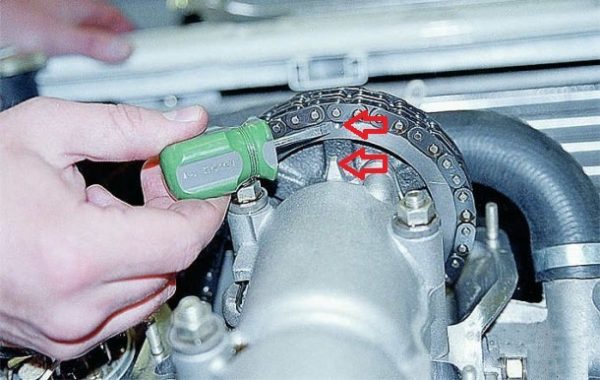
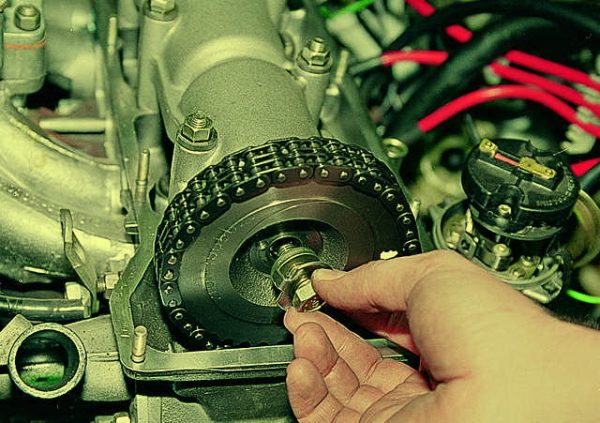
- Ставим на место звёздочку РВ и затягиваем её, но не до конца.
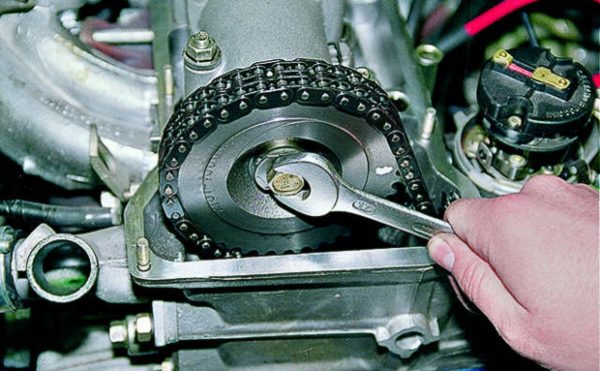
- Натягиваем цепь. Для этого отворачиваем гайку натяжителя, проворачиваем немного коленвал, а после затягиваем гайку обратно.
- Крутим коленвал ключом до того момента, пока риска на шкиве не установится напротив длиной метки на крышке механизма ГРМ.

Коленчатый вал проворачиваем, пока риска на шкиве не установится напротив длинной метки на крышке механизма ГРМ
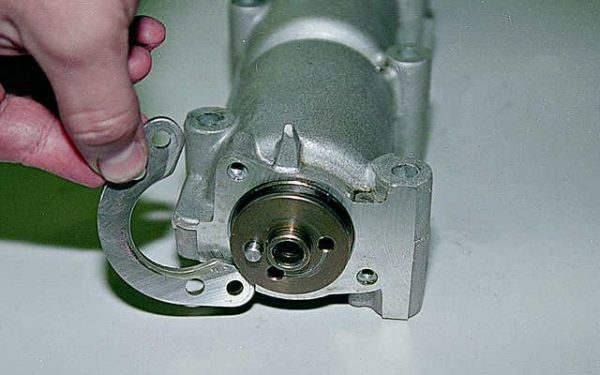
Для установки распредвала по меткам выемка на шестерне должна совпасть с отливом на корпусе подшипников
Регулировка клапанов
- рожковый ключ на 13 и 17;
- щуп 0,15 мм.

Работа проводится на остывшем двигателе после снятия крышки клапанов и натяжения цепи:
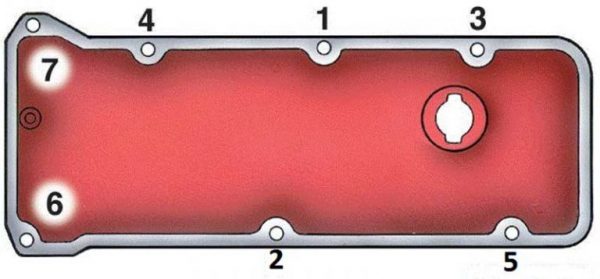
- Совмещаем метки коленвала и распредвала с рисками, что соответствует верхней мёртвой точке четвёртого цилиндра.
- Проверяем зазор клапанов 6 и 8. Для этого вставляем щуп между кулачком РВ и рокером. Если он заходит без усилия, зазор нужно сделать меньше. Если входит туго, то больше.


Чтобы ослабить затяжку регулировочного винта, ключом на 17 мм отворачиваем контргайку, после чего регулируем зазор ключом на 13 мм
| Угол поворота коленвала, o | Угол поворота распредвала, o | Номера цилиндров | Номера регулируемых клапанов |
| 0 | 0 | 4 и 3 | 8 и 6 |
| 180 | 90 | 2 и 4 | 4 и 7 |
| 360 | 180 | 1 и 2 | 1 и 3 |
| 540 | 270 | 3 и 1 | 5 и 2 |
Видео: регулировка клапанов на ВАЗ 2101–07
Некоторые автолюбители для выставления зазоров клапанов используют узкий щуп из набора. Я бы не рекомендовал пользоваться им для рассматриваемой процедуры, поскольку при перекосе рычага клапана, а рокеры могут перекашиваться даже при нормальных пружинах и хорошем состоянии РВ, узкий щуп не позволит провести точную регулировку. Да и выставлять зазор широким щупом удобнее.

Замена распредвала на ВАЗ 2106 не требует от владельца высокой квалификации и специальных инструментов. Ремонт можно провести в условиях гаража обычным автомобильным набором ключей и отвёрток. При следовании пошаговым инструкциям процедура займёт около 2–3 часов, после чего механизм газораспределения вашего авто будет работать чётко и слаженно.
Если уж заморочиться точной притиркой посадочной поверхности под шейку, то всякие пасты - только вред..
Что имеем - две трущиеся поверхности с разной твердостью..
Затягиваем бугель по месту. четверть оборота вала, снимаем, разглядываем, Закусывающие места выглядят "гладкими" пятнами..их (эти пятна) куском поршневого кольца, без усилия и фанатизма "бреем" по всей поверхности..опять затягиваем, еще полоборота, и процедура поновой. С каждым затягиванием градусы проворота увеличиваем. 180гр. 270..оборот. Проблема тут одна - лишнее не снять..ибо работа "высокоинтелектуальная"..после 5-6 подгонки уже "смелее" становишься и лишнее снять - как два байта переслать..
как то так
G1'97, 4D56 pilot injection, 33X12.5X15 Pirelli Scorpion Mud (зайцев на форуме запретили :(, произвол)
Henry Morgan писал(а): а не проще отвезти на мехобработку голову и сделать все соосным, как и требуется?
В теории - проще, но тем она (теория) от жизни и отличается. Еслиб где-нить у нас гбц от 4д56 каждый день по 3-4 штуки ремонтировали, то тут само собой..А на деле: привозите-посмотрим. везешь. а у нас такой развертки нет. ищешь - привозишь. папробуем, но за какчество ниатвечаем, ибо наш станочек соосность на 280 мм только гарантирует, а у Вас длинна распреда почти метр. Ладно, говоришь, ответственность пополам. нувот, забирайте, 4тый бугель - как по лекалу, только пока мы тут с четвертым возились, еще два пацарапали))))
как то так
Когда поставили бугель новый распредвал прокручивал без ремня. видимо нет, иначе не получил бы данный гемор.
))), я распредвал к новой автовелтовской голове шуруповертом притирал..примерно час крутил, затягивая бугеля и масло из шприца в отверстие подавал.
как то так
У меня из-за разрыва ремня балансира перескачил ремень со всеми вытекащими.4 рокера поломало, 2 клапана загнуло, и самое плохое два бугеля пополам. Действительно отдельно оригенальных без головы не найти. Пришлось контрактную приобретать, но с неё я только бугеля использовал. Когда установил бугеля и затянул распредвал стал туже вращаться. Подобрал тонкие медные пластинки( 0,1- 0,2 мм) и подкладывал под бугеля в месте крепления болтом пока распредвал свободно крутиться не начал. Отъездил после 2 замены масла.
П-2 - 94 коротыш, 2,5, ручка.
+ ШНИВА
Я видел МЕКАНИКО ДЕЛЬ ОРО , гад буду, и он мне АБС отключил нафиг.
Sam, бугель - эт крышечка , которая распредвал "пакует", а которые с роликами - это коромысло, а по ученому - рокер.
как то так
П-2 - 94 коротыш, 2,5, ручка.
+ ШНИВА
Я видел МЕКАНИКО ДЕЛЬ ОРО , гад буду, и он мне АБС отключил нафиг.
Забей (про пост), я рокера с собой по паре вожу, но что-то они у вас дешевые..вот я как раз думаю опять на безроликовые вернуться, мотивация - уж сильно ролики кулачки распредвала "грызут", если хоть немного болтаться начинают.
как то так
то ли де жа вю,то ли я об этом уже где то читал
Первый раз оборвало рокеры и бугель лопнул, когда ремень проскочил . Поменял ремень, рокеры, бугель .. 10 минут и опять бдзынь.
Недотянул ремень Сам дурак .
Заменил ось (задиры остались), все промыл и продул .. ремень натягивал пружиной и руками .. После 5 оборота ручками (с регулярной проверкой натяжения) ремень стоит як по мануалу ..
После этого тьфу*3 вроде все ок
sergei2077 писал(а): после замены 4 бугеля распредвела! и 10 минут работы двигателя сорвало шкив распредвала на оборотах 1500об-м . двигун заглох ! вскрытие показало тот самый срыв шкива сорвало болт и шпонку ! все произошло на галопере 2000гв с мотором 4д56т( отливка на БАШКЕ) ! меняли бугель по причине . ктото его на напильником искурожил в месте прилегания с валом . он распредвал в одной точке только касался . решили сменить на новый вот итог . изза чего могло это случиться . разве бугеля не идут в размер заводаизготовителя . бугел купили не оригинал . так-как официалы сказали что оригинал бугелей отдельно без головки не существует !
проходил такое же..по незнанию не крутил распредвал када поставил новые бугеля, машина завелась но проработала недолго, почти сразу крякнула из за того что 2 бугеля зажимали распредвал и не давали ему спокойно вращаться\. поломало несколько коромысел. поменял, отрегулировал зазоры, выставил ремень по меткам, подрегулировал бугеля чтобы распредвал норм вращался. прокрутил ключем несколько оборотов коленом - все окей. радостно пытаюсь завести, а ЙУХ там, дымак и запах несгоревшего дт из трубы. снова снятие крышки клапанной и удивление что как то коряво зазоры стали. потом принес другой распредвал и увидел что тот что на двигателе как будто на 180 градусов повернут. снял его, а оказалось что когда вклинил мотор на нем обломало шпонку и провернуло шкив на 180 градусов, таким образом клапана и поршня не встречались но работали совсем не в такт с тнвд. после этого поменял распредвал и все стало норм
Было так же, как у ТС. Задний бугель оказался (не по нашей вине) без масляной дырочки - через него масло поступает .
недавно лопнул ремень ГРМ,вскрыл клапанную крышку,лопнул один бугель о ось коромысел(рокеров)! так как информации по замененигде не нашёл задам вопрос:При замене бугеля,надо ли снимать ремень ГРМ,и если есть новый комплект бугелей,поменять один или лутше все.
Взяли б у распредвал. Наварили кулачки. И методом копира со спортивного распредвала, обработали наш подопытный .
Откатали наплавку кулачков распредвалов вот нам привезли уже после шлифовки на вареный но не из самой аккуратно .
Ремонт грузовых распредвалов. Звоните, пишите: 375291218800 Представлена газопорошковой наплавка, правка и .
Болезнь 3 стрессов это люфт распредвалов. Зажимаем поочередно бугеля. Смотрим рюшки. Это да шлифовки бугеля. Ну.
Приветствую друзья снова на моем канале сегодня такой будет видосик про ремонт вот этого распредвала с мотора .
Показал как правильно доработать распредвал для разных машин. Учитывая подачу масла. Мой канал в Дзене .
Станок для изготовления и восстановления деталей типа распредвалов. Обработка кулачков производится шлифованием .
Honda Cr-v K24z4 распредвал выпускной. Восстановление кулачков. Ссылка на видео ( обзор контрафакта то что было .
Добрался до кулачков-все 3 комплекта бьют до безобразия. Представляю Вашему вниманию один из многих способов их .
Сборка двиг. Ямз-238, подготовка коленвала; выбивание заглушек, очистка каналов, полировка и прочее. Пермский край .
Добрый день, гости и подписчики моего канала. В этом видеоролике я рассказал и показал, как можно самому в домашних .
Читайте также: