
Перепрессовка поршней своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 08.09.2024
Запресовка пальца ил как называют запресовка, перепресовка поршня можно сделать своими руками. Данная работа была .
Приветствую друзья сегодня хотел поговорить о такой вещи как три опасности при переплюсовки поршней я сегодня про .
Слышите при движении постоянное трение тормозных механизмов? Вполне возможно подклинило закисший поршень .
произвожу монтаж шатуна и поршня на ваз 2101( 2102 2103 2104 2105 2106 2107 2121 2107 2108 2109 ) . вначале .
Видео по установке поршней в цилиндры без приспособления для обжимки ПОРШНЕВЫХ колец.. До применения этого .
Наблюдался "масложор", топливожор , плохо и долго прогревался двигатель. При этом всём, тяга двигателя была.
Поддержите канал выключите ( AdGuard\AdBlock ) блокировщик рекламы. Поддержите наш канал чем можете, этим вы .
В данном видео я покажу как самостоятельно, быстро поменять поршневую на триммере. Менять буду на триммере .
Привет друзья хочу поделиться своим опытом в этом видео так я вяжу поршни на шатуны конкретно рассмотрим шатун .
Типа катя эти надписи все так напиться вот кстати на старом поршней тоже она присутствует там плохо плохо но и ну .
Все записал поршни следующим образом зажимаем в тиски шатун там на шатуне здесь метка стоит поршень уже .
Как проводится перепрессовка коленвала? Такой вопрос часто задают посетители мотоциклетных форумов. Не менее амбициозны и автовладельцы, которые собираются произвести эту операцию собственноручно. Разобраться в этом действительно не сложно. Но прежде, чем приступить к описанию процесса ремонта, рассмотрим, что собой представляет этот узел, как он работает и для чего предназначен.
Перепрессовка коленвала — знакомство с устройством
Коленчатый вал как мотоциклетных, так и автомобильных двигателей принимает на себя усилия, которые передаются от поршней шатунами, и превращает их в крутящий момент, переходящий через маховик трансмиссии. Состоит коленвал из шатунных и коренных шеек, противовесов и щек. Количество и расположение шеек зависит от количества цилиндров. Например, в V-образном двигателе шеек в 2 раза меньше, чем шатунов, поскольку на коленчатом валу они располагаются на каждой шатунной шейке попарно.

У многоцилиндровых двигателей шатунные шейки выполнены в различных плоскостях, что вызвано необходимостью равномерного распределения рабочих тактов в различных цилиндрах. В автомобильных двигателях число коренных шеек всегда на одну больше, чем шатунных, поскольку по обе стороны шатунной шейки располагаются коренные.
Шейки соединяются между собой щеками. С целью уменьшения центробежных нагрузок, которые создаются кривошипами, на коленчатом валу находятся противовесы, а сами шейки изготовлены полыми. Для продления срока службы поверхность шатунных и коренных шеек стальных валов закаляют высокочастотными токами.

В щеках имеются специальные каналы, через которые масло поступает от коренных шеек к шатунным. Внутри каждой шатунной шейки существует специальная полость, которая служит грязеуловителем – во время вращения вала частицы различных загрязнений под действием центробежных сил оседают на стенках грязеуловителей. Их очистка проводится через пробки, завернутые в торцах.
Распрессовка коленвала — подготовительные операции
Далее рассмотрим, как распрессовать коленвал двигателя. Это требуется, если вышел из строя один из опорных подшипников. Проводить разборку следует очень аккуратно. Некоторые умельцы считают, что погнуть коленчатый вал при разборке практически невозможно. Но это не так. Когда происходит повреждение:
- при снятии генератора;
- при демонтаже вариатора;
- во время разборки кривошипно-шатунного механизма (КШМ), чтобы этого избежать, желательно использовать специальный съемник;
- при съеме подшипника.

Для снятия коленвала нужно убрать крышку картера. Для этого ее следует расконтрить, затем раскрутить все удерживающие ее болты. Теперь доступ открыт, остается правильно вынуть коленвал. Он сидит плотно, поэтому это будет тоже своего рода выпрессовка, и потребуется спецприспособление. Однако можно обойтись и постукиванием по концу вала чем-нибудь твердым, но избегайте резких и сильных движений, чтобы не повредить деталь.

После того, как коленвал уже снят, проводят внешний осмотр узла на предмет люфта и прогибов. Далее штангенциркулем делают промер по всей окружности. Если дефекты не обнаружены, то для промеров используют микрометр для более тщательного осмотра. Максимальное допустимое отклонение не должно превышать 0,05 мм.
Чтобы определить, в какую сторону изогнут вал, его зажимают в тисках в вертикальном положении. Для ремонта требуется предварительно немного раздвинуть щеки, что обеспечит их лучшую центровку. Делают это при помощи деревянных конусных брусков.
Как распрессовать коленвал — порядок работы
Распрессовка коленвала в домашних условиях делается следующим образом. Сначала он освобождается от крышки, которая отвинчивается, предварительно претерпев расконтровку. Теперь снимаетсязадний подшипник, для этого вам потребуется помощь отжимных болтов. Он останется в картере, если в нем нет дефектов, то лучше его оттуда не выпрессовывать. Тяжелее снять передний подшипник.

Чтобы осуществить разборку передней части коленвала, расконтрите зажимную гайку, снимите ее. Затем демонтируйте шестерню, втулку и шпонку. Теперь очередь шарикоподшипника, здесь опять понадобится прибегнуть к отжимному болту. Так окажется свободным и передний подшипник. Завершающей стадией разборки коленвала станет демонтаж заглушек для шеек вала. После всего этого детали моются в керосине и собираются, если нет никаких дефектов. О том, как делается перепрессовка коленвала, видеоматериалы сайта рассказывают более подробно.
Нередко на автомобильных и мотоциклетных форумах поднимается вопрос о возможности и тонкостях процедуры перепрессовки коленвала. Возникает желание разобраться в тонкостях этого мероприятия только по одной причине: амбициозным автовладельцам и счастливым обладателях двухколесной техники хочется разобраться и самостоятельно произвести эту операцию. Как показывает практика, разобраться в этом вопросе не так уж и сложно. Необходимо для начала хорошо понимать конструкционные особенности этого узла, его основные выполняемые функции и предназначение. В рамках данного материала постараемся осветить все интересующие вопросы о перепрессовке коленвала и дать рекомендации относительно проведения самой процедуры.

Устройство коленвала: что такое перепрессовка?
В любой технике коленчатый вал служит именно тем механизмом, который принимает непосредственно на себя усилия, передающиеся от поршней к шатунам. Именно он превращает эти самые усилия в крутящий момент, переходящий через маховик трансмиссии мотоцикла или автомобиля. Состоит коленвал из следующих элементов:
- Шатунные шейки;
- Коренные шейки;
- Противовесы;
- Щеки.
Как правило, количество и расположение шеек зависит от числа цилиндров. Так, у V – образного двигателя количество шеек в 2 раза меньше, чем шатунов. Происходит это потому, что на коленчатом валу на каждой шатунной рейке они располагаются попарно. У многоцилиндровых же двигателей шатунные рейки находятся в различных плоскостях. Здесь такое размещение обусловлено необходимостью равномерного распределения рабочих контактов.
Как выполнить подготовительные операции к распрессовке?
Если из строя вышел один из опорных подшипников понадобится выполнить процедуру распрессовки. Делать это мероприятие необходимо с особой аккуратностью. Нередко неосмотрительность приводит к деформациям коленчатого вала. Происходит такое неприятное явление в основном в таких ситуациях:
- Во время снятия генератора;
- При демонтаже вариатора;
- В процессе разборки кривошипо-шатунного механизма;
- Когда снимается подшипник.
Чтобы снять коленвал, нужно изначально убрать крышку картера. Для этого ее расконтривают, а затем раскручивают на ней все болты. Для снятия самого коленвала потребуется тоже выпрессовка.

Как выполнить распрессовку?
Чтобы самостоятельно, без помощи специалистов осуществить распрессовку коленчатого вала необходимо сделать следующее:
- Освободить от крышки коленвал;
- Снять задний подшипник;
- Расконтрить зажимную гайку в передней части коленвала и снять ее;
- Снять шарикоподшипник;
- Демонтировать заглушки для шеек вала.
После всего выше изложенного все составные детали нужно промыть в керосине и проверить на наличие в них дефектов.
О том, как делается перепрессовка коленвала, будет подробно рассказано в видео:

Доброго всем!
Приехали поршни в сборе от H22A, которые планирую установить в блок F20A4.

Встал вопрос о выпрессовке пальцев, для снятия поршней с шатунов. В инструкции написано, что вынуть стопорные кольца и нагрев до 70 градусов снять палец. Ага, сейчас =) Стопорных колец нет, пальцы запрессованы в шатуны намертво. Тырканье интернета, привело к одному решению, выпрессовка в тисках. Выточил из трубы приспособу и зажал со всей дури в тисках:

Ноль прогресса… Но после нескольких ударов по тискам кувалдочкой, дело пошло)) Затянул, постучал, затянул, постучал. И так все четыре:

Сейчас помыть, почистить и отдам вместе с блоком на рассточку цилиндров.
Посчитал, общий объем увеличится на
Всем крепких поршней и пусть работают долго! Удачи 😉
Простейший жигулёвский двигатель, может создать для начинающего ремонтника проблему, так как при ремонте такого двигателя (с неподвижным пальцем в верхней головке шатуна), правильно установить поршневой палец не так то просто. Он запрессован в верхнюю головку шатуна с натягом в 0,01 — 0,042 мм. И этот натяг желательно проконтролировать после запрессовки по осевому усилию, которое способно сдвинуть детали относительно друг друга, при приложении усилия не менее 400 кгс, при температуре 20 градусов тепла. Контроль натяга нужен из-за того, что сейчас в продаже много левых деталей. Но вышеописанный контроль осуществить не так то просто, но его можно и не делать, если просто тщательно промерить покупаемые детали, и добиться при выборе пальца, чтобы наружный диаметр пальца, был больше внутреннего диаметра верхней головки шатуна в пределах тех же 0,01 — 0,042 мм. Палец замеряем микрометром, а отверстие верхней головки шатуна нутромером.
Кстати, при соблюдении правильного температурного режима нагрева головки шатуна и точного диаметра пальца и отверстия головки, палец в верхнюю головку шатуна и запрессовывать то не придётся, а всего лишь вставить с небольшим усилием. Для этого верхнюю головку шатуна нагревают до 240 градусов. Но вот нагреть то не проблема, а вот как установить палец строго симметрично относительно шатуна? (чтобы и справа и слева головки шатуна, палец выступал на одинаковое расстояние). Чтобы свести к минимуму опасное действие вибрации от криво установленной детали, а ведь палец не один, их четыре, и в сумме может получиться ощутимая вибрация. А бывает даже, что палец смещаясь от вибрации ещё больше в сторону, задирает поверхность цилиндра двигателя. Последствия, мягко говоря нежелательные. Так как же всё таки обеспечить симметрию пальца относительно верхней головки шатуна?
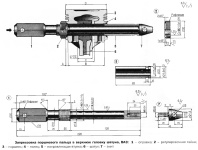
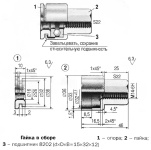
Приспособление для запрессовки поршневого пальца.
1 — оправка, 2 — регулировочная гайка, 3 — поршень, 4 — поршневой палец, 5 — направляющая втулка, 6 — шатун, 7 — винт.
Так вот, чтобы не тратить деньги на два разных фирменных приспособления, и чтобы правильно устанавливать поршневые пальцы и поршни с учётом их действительных размеров, предлагаю изготовить универсальное приспособление, показанное на рисунке. Основное его отличие от покупных изделий, состоит в том, что оно регулируемое. Показанный на рисунке размер А предварительно вычисляем, измерив длину пальца В и расстояние между бобышками поршня С. Обычно ширина головки шатуна находится в пределах 26,90 — 26,98 мм. Берём её равной 27 мм (пара соток не играет роли, (но можно учесть и их) по сравнению с ошибкой в 1 мм заводского фирменного приспособления, которое я опишу ниже) и теперь вычисляем: А = 0,5( D-B-C + 27) мм, а буква D — это диаметр поршня 79 или 76 мм.
К примеру возьмём диаметр поршня D равный 79 мм, а В равный 67,3 мм, С равный 31,2 мм. А = 0,5 (79 — 67,3 — 31,2 +27). В итоге получим А равный 3,75 мм. А вод фирменное заводское приспособление (его номер 02. 7853.9500) которое рассчитано для заводского советского поршня, с точными размерами и который практически не найти в продаже, рассчитанно на размер А равный 4,7 мм. В итоге получается ошибка более 1 мм, и это без учёта реальных размеров нестандартного левого поршня сегодняшнего дня. Теперь ошибёмся так же на всех четырёх поршнях по 1 мм, плюс вправо-влево из-за неправильных размеров левака, и в итоге получается вибрация, которая на оборотах свыше 2-3 тысяч, существенно сокращает ресурс жигулёвского двигателя. Преимущества самодельного приспособления, показанного на рисунке и которое можно подстроить под любой поршень — очевидны.
Детали приспособления.
2 — регулировочная гайка, 5 — направляющая втулка, 7 — винт.
Нагревать сами шатуны, удобнее в специальном приспособлении, но это тема следующей статьи. Вот казалось бы самый простой жигулёвский двигатель, а при ремонте могут возникнуть проблемы от незнания нюансов, но с приспособлением описанным в этой статье, я надеюсь у новичков не возникнет больше проблем в самостоятельной замене поршней или в запрессовке поршневых пальцев. Удачи всем!
В двигателях автомобилей ВАЗ поршневой палец запрессовывается в нагретую головку шатуна. Расчетный натяг в соединении после запрессовки должен быть примерно 0,04 мм. В соединении палец-поршень расчетный зазор около 0,01 мм. При температуре поршня и пальца, равной 20 градусов, последний должен легко проталкиваться в поршень усилием руки. А вот смазанный моторным маслом палец не должен выпадать из поршня в вертикальном положении.
Приспособления для запрессовки поршневого пальца в верхнюю головку шатуна, чертежи, схемы и размеры.
У двигателей ВАЗ-2101, ВАЗ-2103 (диаметр цилиндра 76 мм) для запрессовки пальца рекомендуется использовать приспособление А.60325 с размером, определяющим положение пальца, равным 2,01-2,03 мм. Для двигателей ВАЗ-2105, ВАЗ-2106 (диаметр цилиндра 79 мм) предназначено другое приспособление 02.7853.9500 с соответствующим размером, равным 4,7-4,71 мм.
Как видим, рекомендуемые допуски размеров в первом случае 0,2 мм, во втором 0,1 мм. По идее, приспособление должно обеспечивать симметричное положение пальца в шатуне и соответственно в поршне (с допускаемыми отклонениями). Однако, практика показывает, что длины частей пальца, выступающих из верхней головки шатуна, могут отличаться на 1 мм и более.
Это происходит из-за различных расстояний между внутренними торцевыми плоскостями бобышек поршней, поставляемых в запасные части. К тому же, могут существенно отличаться по длине поршневые пальцы (свободный размер). Таким образом, рекомендуемые заводом приспособления можно использовать не всегда. Для выхода из этого положения вместо двух приспособлений используется одно, но регулируемое.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Регулируемый размер А* вычисляется по формуле : А = 0,5 (D-B-C+27) мм, где :
В — длина пальца;
С — расстояние между внутренними торцевыми плоскостями бобышек поршня;
D — диаметр цилиндра;
27 — ширина верхней головки шатуна (выдерживается точно).
Пример расчета:
D=79; B=67,3; С=31,2, тогда А = 0,5 (79-67,3-31,2+27)=3.75 мм. Заметим, что у приспособления 02.7853.9500 этот размер равен 4,7-4,71 мм.
На практике довольно часто приходится сталкиваться со случаями, когда приспособления ВАЗ и рассматриваемое регулируемое приспособление просто неприменимы. Дело в том, что у поршневых пальцев, поставляемых в запасные части, отверстие не предназначено для использования упомянутых приспособлений. Впечатление такое, что и сверление этих пальцев производится с двух сторон, при этом нет точного совпадения осей отверстий.
Оправка для запрессовки поршневого пальца.
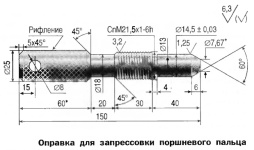
Для описанных случаев надо изготовить короткую оправку с диаметром стержня 14,5 мм. Кстати, встречаются пальцы, где невозможно вставить оправку и с диаметром стержня в 14 мм. На оправке палец не фиксируется. Другой вариант короткой оправки, но с фиксацией пальца показан на рисунке ниже.
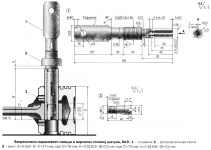
Технология запрессовки (установки) пальца короткими оправками.
Поршень кладем на деревянную подкладку. Вставляем между бобышками поршня нагретую головку шатуна, придерживая его рукой в рукавице за нижнюю часть. Другой рукой устанавливаем палец в отверстие бобышек поршня и в верхнюю головку шатуна (усилие незначительное) так, чтобы палец выступал из поршня на 5-7 мм. Оправкой с отрегулированным размером А вставляем палец окончательно. Иногда приходится по оправке слегка постучать молотком.
Запрессовка поршневого пальца в верхнюю головку шатуна.
Контроль запрессовки и выпрессовка поршневых пальцев.
Натяг в соединении палец — верхняя головка шатуна при температуре 20 градусов должен быть таким, чтобы палец не перемещался в головке шатуна при осевой нагрузке в 400 кгс. Усилие выпрессовки может достигать более 800 кгс.
Для контроля запрессовки и для выпрессовки пальцев предлагается более простое приспособление, чем рекомендуемое заводом А.95615. Основание и пластина привариваются к ребру. Гайка собирается с подшипником 8202 (dxDxH=15x32x12 мм; Со=18 247 Н = 1860 кгс). После установки опоры трубчатая часть гайки завальцовывается в канавку опоры. Перед завальцовкой подшипник следует смазать.
Проверка запрессовки поршневого пальца в верхнюю головку шатуна.
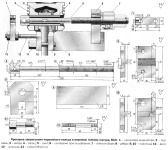
Контроль запрессовки.
Прикладываемое осевое усилие определяется по моменту затяжки гайки. Момент измеряется динамометрическим ключом. Связь между прикладываемым крутящим моментом М и развиваемым осевым усилием Q определяется по формулам:
M = 0,23Qd кгсм; Q = 4,35 M/d кгс, где d — номинальный диаметр резьбы, м (в нашем случае резьба М14; d=0,014 м). Так, при Q = 400 кгс (3,924 кН) получим М = 0,23х400х0,014 = 1,288 кгсм или 12,64 Нм.
Перемещение пальца контролируется по перемещению головки винта индикатором, закрепленным на стойке кронштейна индикатора винтом М6-10. Посадка пальца в шатуне будет соответствовать норме, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение, стрелка индикатора возвратится к нулевой отметке. В случае проскальзывания пальца (М=1,3 кгсм; Q=400 кгс) в верхней головке шатуна необходимо заменить шатун.
Выпрессовка.
Окончательно пригодность шатуна определяется после проверки его на деформацию на поверочной плите или с помощью лекальной линейки. После затягивания гаек болтов крышки шатун зажимается в тисках за боковые поверхности нижней головки через прокладки из мягкого металла. Зажимать шатун за стержень, а тем более за верхнюю головку, нельзя во избежание его деформации (скручивания).

04:24

03:31

05:41

05:02

02:29
![Oliver Tree & Little Big - The Internet [Music Video]](https://i.ytimg.com/vi/5Og1N-BVSwg/0.jpg)
03:36

04:43
Читайте также: