
Паяльный робот своими руками
Добавил пользователь Евгений Кузнецов Обновлено: 05.10.2024
Около двух лет назад я разместил статью ИК паяльная станция своими руками. Данная статья вызвала интерес у многих радиолюбителей. Но к сожалению после повторения ИК паяльной станции не обошлось без замечаний в плане работы станции, которые я постарался устранить в данной версии станции:
- применены аналоговые усилители термопары AD8495 со встроенной компенсацией холодного спая, в следствие чего увеличена точность показания температуры
- проблема с выходом из строя транзисторов нижнего нагревателя решена при помощи симисторного регулятора мощности
- доработана прошивка (которая совместима с прошлой версией станции). После запуска термопрофиль начинает выполняться с той температуры, до которой преднагрета плата, что экономит много времени. Отдельная благодарность Андрею за корректировку и адаптацию прошивки под китайские дисплеи.
- добавлен вакуумный пинцет
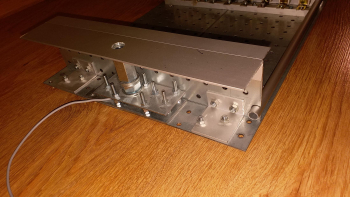
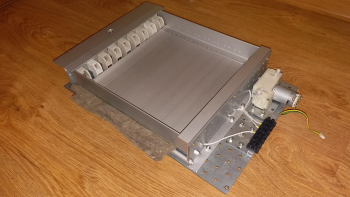
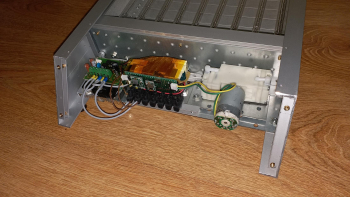
- корпус паяльной станции полностью переработан. Конструкция станции получилась очень симпатичной, более устойчивой и надежной, на рабочем столе занимает меньше места. В одном корпусе совмещено все необходимое, - нижний нагреватель, верхний нагреватель, вакуумный пинцет и сам контроллер.
Описание конструкции
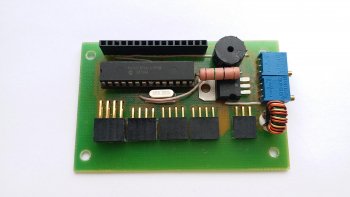
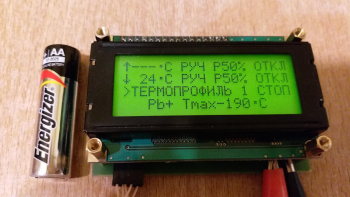
Контроллер двухканальный. К первому каналу можно подключить термопару или платиновый терморезистор PT100. Ко второму каналу подключается только термопара. 2 канала имеют автоматический и ручной режим работы. Автоматический режим работы обеспечивает поддержание температуры 10-255 градусов через обратную связь с термопар или платинового терморезистора (в первом канале). В ручном режиме мощность в каждом канале можно регулировать в диапазоне 0-99%. В памяти контроллера заложено 14 термопрофилей для пайки BGA. 7 для свинецсодержащего припоя и 7 для безсвинцового припоя. Термопрофили указаны ниже.
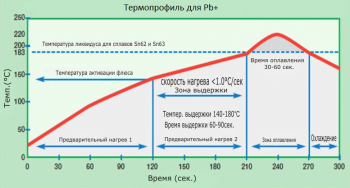
Для свинецсодержащего припоя максимальная температура термопрофиля: - 1 термопрофиль - 190C о , 2 - 195C о , 3 - 200C о , 4 - 205C о , 5 - 210C о , 6 - 215C о , 7 - 220C о
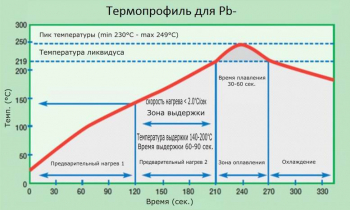
Для безсвинцового припоя максимальная температура термопрофиля: - 8 термопрофиль - 225C о , 9 - 230C о , 10 - 235C о , 11 - 240C о , 12 - 245C о , 13 - 250C о , 14 - 255C о
Если верхний нагреватель, не успевает прогревать согласно термопрофилю, то контроллер становится на паузу и ждет пока не будет достигнута нужная температура. Это сделано для того, чтобы адаптации контроллера для слабых нагревателей, которые прогревают долго и не успевают за термопрофилем.
Контроллер начинает выполнять термопрофиль с той температура, до которой преднагрета плата. Это очень удобно, и позволяет оперативно перезапустить термопрофиль в случае, например, если была температура недостаточна для снятия чипа, то можно выбрать термопрофиль с температурой повыше, и тут же снять чип со второй попытки.
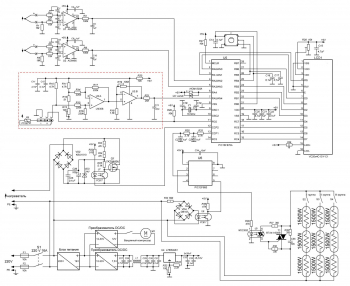
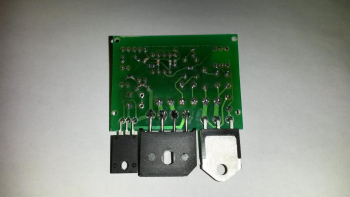
На схеме применен комбо силовой блок, состоящий из транзисторного ключа для верхнего нагревателя, и симисторного для нижнего нагревателя. Хотя, например можно использовать 2 транзисторных, или 2 симисторных ключа.
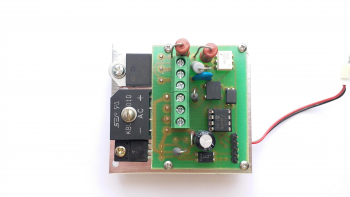
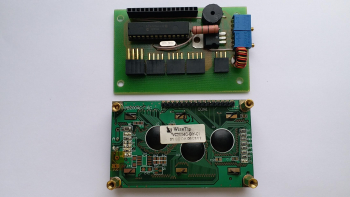
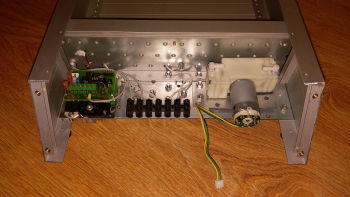
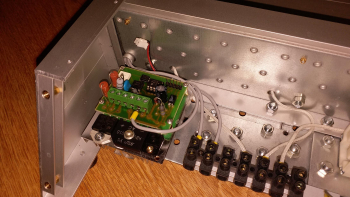
Я использовал 2 готовых модуля на AD8495, купленных на Aliexpress. Правда модули нужно немного доработать. Смотрим фото ниже.

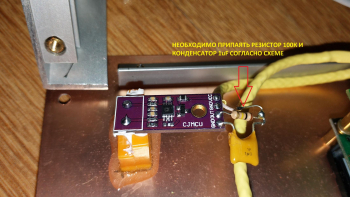
Не обращаем внимания на то, что модуль на втором фото повернут на 90 градусов. Пришлось развернуть, так как модули у меня упирались в силовой блок. Разъемы для термопар использованы заводские.
Тем, кто не планирует в дальнейшем использовать платиновый терморезистор, то часть схемы выделенную красной пунктирной линией можно не собирать.
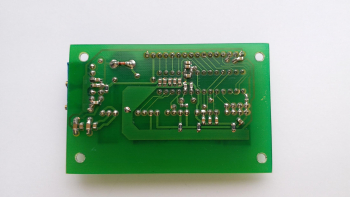
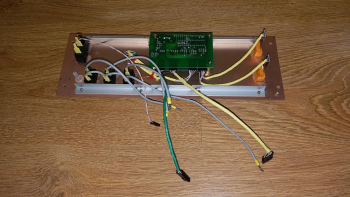
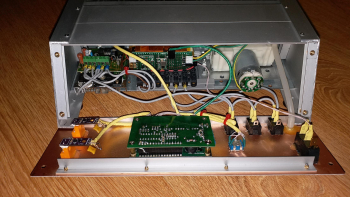
Печатные платы силового блока и контроллера.
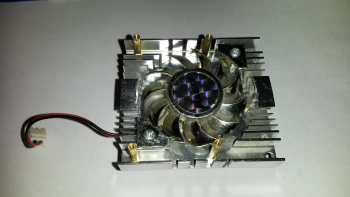
Для охлаждения силовых ключей я применил радиатор от видеокарты с активным охлаждением.
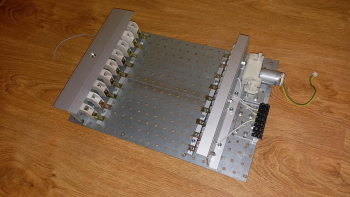
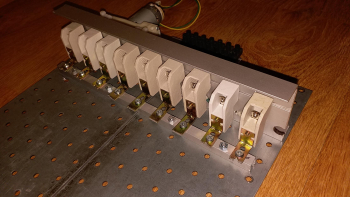
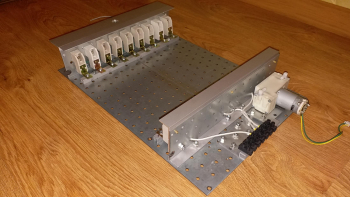
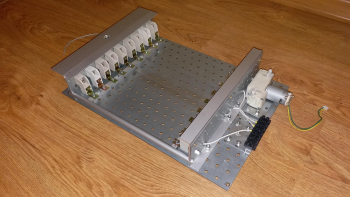
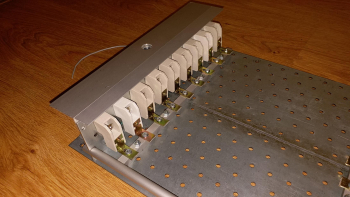
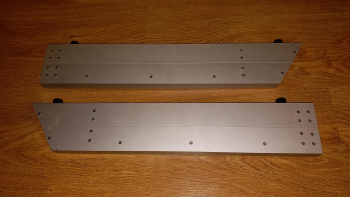
Далее на фото будет виден этап сборки паяльной станции, как конструктора. Все материалы куплены в крупном строймагазине. Передняя и задняя панель сделаны из стеклотекстолита, укрепленного алюминиевым уголком. Базальтовый картон служит в качестве теплоизоляционного материала. Нижний подогрев состоит из 9 галогенных ламп (1500вт 220-240в R7S 254мм) объединенных в 3 группы по 3 соединенных последовательно лампы.
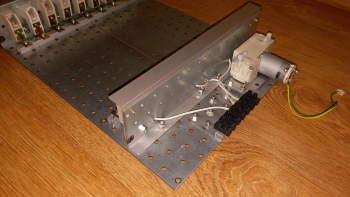




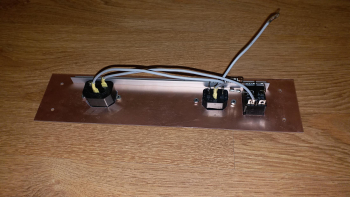

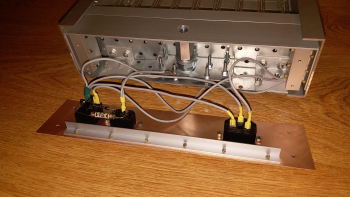
Провод для 220В применен силиконовый, высокотемпературный.
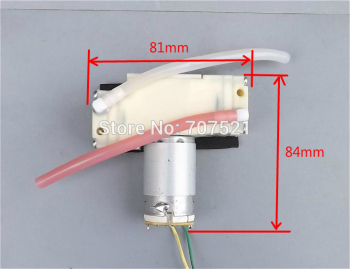
Хороший вакуумный насос можно приобрести на Aliexpress за 400-500 рублей. Ориентир для поиска на фото ниже.
Изначально я планировал использовать паяльную станцию совместно и ИК стеклом над нижним нагревателем, что давало хорошие преимущества:
- красивый внешний вид
- плату (на стойках можно ложить прямо на стекло), как у станций Термопро
Но увы, недостатки оказались весомее:
- очень долгий нагрев (остывание) платы
- очень сильно разогревается корпус паяльной станции, к примеру без стекла корпус во время работы едва теплый. Так что от стекла пришлось отказаться.

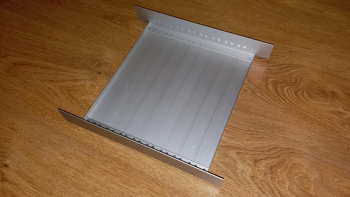
С открученным штативом стекло легко вынимается, или вставляется в станцию. Так же вместо стекла можно вставить, например, сетку.

Внешний вид собранной станции.

Аксессуары, стойки, алюминиевый швеллер для стоек, ручка вакуумного пинцета, силиконовая трубка для пинцета, термопара.

Необходимые "ингредиенты" для изготовления ручки вакуумного пинцета. Использован смеситель от эпоксидного клея Момент в сдвоенном шприце. Алюминиевая трубка(в которой необходимо просверлить отверстие) и соединитель соответствующего диаметра для силиконовой трубки. Все вклеено в алюминиевую трубку эпоксидным клеем момент.

Для верхнего нагревателя очень рекомендую ELSTEIN SHTS/100 800W.
Настройка контроллера
Резистором R32 необходимо установить напряжение 5,12В на выходе U4. Резистором R28 настраиваем контрастность дисплея. Если не планируете использовать платиновый терморезистор, то настройка станции закончена.
Описание калибровки канала с платиновым терморезистором описано в статье первой версии станции.
Рекомендации
Верхний нагреватель необходимо устанавливать на высоте 5-6 см от поверхности платы. Если в момент выполнения термопрофиля происходит выбег температуры от заданного значения больше чем на 3 градуса - понижаем мощность верхнего нагревателя(включаем станцию с нажатым энкодером и устанавливаем максимальную мощность верхнего нагревателя). Выбег на несколько градусов в конце термопрофиля(после отключения верхнего нагревателя) не страшен. Это сказывается инерционность керамики. Поэтому я выбираю нужный термопрофиль на 5 градусов меньше, чем мне надо. Перед съемом чипа при помощи зонда нужно убедиться(аккуратным нажатием на каждый угол чипа) что шары под чипом поплыли. При монтаже используем только качественный флюс, иначе неправильный выбор флюса может все испортить. Так же при монтаже чипа BGA обязательно нужно накрыть кристалл прямоугольником из алюминиевой фольги с размером стороны равной примерно ½ от стороны BGA, чтобы снизить температуру в центре, которая всегда выше, чем температура около термопары (смотрим фото тепловых пятен ИК нагревателей ELSTEIN в статье первой версии станции).
В общем смотрим видео ниже.
Ниже вы можете скачать архив с печатной платой в формате LAY, исходным кодом, прошивкой.
Добрый день. Есть в наличии(китайский QUICK) 4х осевой координатный робот с подачей(4я ось) припоя для пайки печатных плат. Управление сейчас осуществляется с китайского пульта. Хотим перевести робот на управление с компьютера, но чтобы была возможность вручную с клавиатуры подводить ось к месту пайки и осуществлять сохранение координаты пайки в файл. То есть вручную сначала указать все точки пайки и сохранить их, а после запустить пайку по этим координатам.
Есть ли подобные программы ? Может ли к примеру тот же mach3 (или аналоги) сохранять координаты точек к которым вручную подводится шпиндель(лазер/паяльник) ? Посоветуйте пожалуйста.
С Уважением.
Посоветуем смотреть в сторону программ, которые из файла платы сделают сами координаты.
Без ручного управления итп.
Мач, думаю, заставить можно, ройте в сторону плагинов.
Небольшая проблема с этими готовыми файлами - к примеру возьмем файлы на плату IDF создадим в solidworks сборочку платы - далее эту плату solidcam и сделать цикл сверления. Но в этих файлах содержатся центры отверстий и если паяльник опустить по этим координатам то он просто выдавит из платы ножку элемента. а бывают сложные элементы или разъемы с прямоугольными ножками к которым надо сбоку подводить паяльник. А в идеале хочется подъехать паяльником по оси XYZ к ножке элемента - нажать кнопку запомнить , затем к другой точке и так далее.И будет на выходе готовый файлик + возможность редактировать любую точку.
Жало паяльника с отверстием.
А так прорисовывать траекторию и дублировать.
А вручную подводя инструмент к каждой ножке, не нуторно во первых, во вторых с какой повторяимостью вы это сделаете.
Пробовали удобно?
bass
Ну повторяемость достигается оснасткой - так работают все китайские координатные станки не оснащенные камерами для распознавания и корректировки по реперным знакам Грубо говоря 3х координатный фрезер только вместо шпинделя - паяльник и возможность вручную двигать по осям и запоминать текущие координаты.
А так было б удобнее руками все точки описали - отправляем станок в нули - обнуляем все оси и начинаем паять плату даже не выбирая " ноль детали "
Первая мысль - за основу взять координаты сверловки.. Сделать выгрузки сверловки в отдельный файл и обработать его в G-Code.. на пример во FlatCam.. Остаётся такие смешные вопросы: безопасная высота перемещений, скорость подачи паяльника, компенсация кривизны текстолита, в какой момент подаётся припой.. Возможно есть ещё "камни".. но это оценочное суждение.. без опыта общения с паяльными роботами..
Delfik писал(а): Хотим перевести робот на управление с компьютера, но чтобы была возможность вручную с клавиатуры подводить ось к месту пайки и осуществлять сохранение координаты пайки в файл. То есть вручную сначала указать все точки пайки и сохранить их, а после запустить пайку по этим координатам.
Есть ли подобные программы ?
Готовых вроде нет, обычно для таких случаев пишутся плагины к управляющей программе, благо mach3, linuxCNC это позволяют.
Если есть Drill файл сверловки, то можно получить координаты для пайки со смещением на указанное пользователем значение, например в моей программе генерации G-кода.
Delfik писал(а): bass
Ну повторяемость достигается оснасткой - так работают все китайские координатные станки не оснащенные камерами для распознавания и корректировки по реперным знакам Грубо говоря 3х координатный фрезер только вместо шпинделя - паяльник и возможность вручную двигать по осям и запоминать текущие координаты.
А так было б удобнее руками все точки описали - отправляем станок в нули - обнуляем все оси и начинаем паять плату даже не выбирая " ноль детали "
Delfik писал(а): Ну повторяемость достигается оснасткой - так работают все китайские координатные станки не оснащенные камерами для распознавания и корректировки по реперным знакам
Хмм.. Всегда считал, что такие платы "волной" паяются.
До чего только китайцы не додумаются ради занятости населения.
А я когда то хотел сделать автоматическую подачу припоя в точку резкого изменения температуры, с помощью некоей руки-робота)..
Поднес паяльник к дорожке, коснулся ее и тут же в точку касания подходит трубка и выдавливает немного припоя)..Можно на кикстартер запились проектик)
UAVpilot писал(а): Хмм.. Всегда считал, что такие платы "волной" паяются.
До чего только китайцы не додумаются ради занятости населения.
Мои платы сначала с двух сторон SMD монтаж делают, а потом выводные компоненты паяют.
Интересно посмотреть как это сделать волной
UAVpilot писал(а): Хмм.. Всегда считал, что такие платы "волной" паяются.
До чего только китайцы не додумаются ради занятости населения.
Мои платы сначала с двух сторон SMD монтаж делают, а потом выводные компоненты паяют.
Интересно посмотреть как это сделать волной
Придется делать на оборот. Сначала волной потом смд.
Пасту только как наносить. Есть укладчики которые пасту сами наносят.
Delfik писал(а): А в идеале хочется подъехать паяльником по оси XYZ к ножке элемента - нажать кнопку запомнить , затем к другой точке и так далее.
Это вам хочется, пока вы этого не делали. После 10го элемента скорее всего расхочется.
Мнеб на вашем месте хотелось импортировать плату, и на компьютере тремя кликами мыши выделить к каким отверстиям с каких сторон приближаться.
А в идеале даже не выделять, а импортировать весь проект, и зная где и какие компоненты находятся посчитать всё программно.
Вообще координаты видны на экране, текущие.
Попробуйте штук 100 точек в ручном виде обработать, и станет понятно подходит ли вам такая обезъянья работа, или придется вкладываться в софт.
Лично я сошел бы с ума уже после 30-50й
Заодно потом посмотрите сколько будет ошибок.

TMT-R9900S сочетает в себе инновационные технические решения, прецизионные компоненты и интеллектуал.
Встроенная видеосистема используется для центрирования ПП по реперным знакам, программирования установки методом обучения и контроля за процессом пайки, что обеспечивает выполнение требований стандарта Industry 4.0. Благодаря использованию прецизионных.
TMT-R8000S сочетает в себе инновационные технические решения, прецизионные компоненты и интеллектуал.
Встроенная видеосистема используется для центрирования ПП по реперным знакам, программирования установки методом обучения и контроля за процессом пайки, что обеспечивает выполнение требований стандарта Industry 4.0. Благодаря использованию прецизионных.
Компактная, универсальная, высокоточная система нового поколения для автоматической роботизированной.
TMT-R9800S сочетает в себе инновационные технические решения, прецизионные компоненты и интеллектуальное ПО, обеспечивающие выполнение пайки с высокой точностью, низкие эксплуатационные затраты и быструю подготовку производства.
Настольные роботизированные системы для автоматической пайки оснащаются паяльной головкой с механизмом подачи припоя в точку пайки, обеспечивающей технологию точечной и линейной пайки. Модуль управления установкой выполнен на основе PLC и оснащен пультом.
Автоматизированные системы роботизированной пайки, предназначены для пайки компонентов, монтируемых в отверстия на ПП, гибких ПП, кабелей, соединителей, ЖК дисплеев и других компонентов, монтируемых на ПП или для автоматизации различных операций пайки на производстве.
Применение роботизированных систем пайки обеспечивает следующие преимущества по сравнению с ручной пайкой:

Настольный паяльный робот Si-Star разработан специально для автоматизации процесса пайки и предоставляет полностью автоматическую систему управления процессом пайки.

Паяльный робот SINAX H-15 разработан специально для автоматизации процесса пайки и предоставляет полностью автоматическую систему управления процессом пайки.




Паяльные роботы
Культура инноваций компании Sinergo
Сотни предприятий по всему миру выбирают решения компании Sinergo. Ежегодно миллионы деталей различного оборудования изготавливаются с применением машин компании.
Начиная с 1991 года Sinergo поставляет заказчикам свою продукцию для многих производственных отраслей:
Читайте также: