
Отжиг латунных гильз своими руками
Добавил пользователь Morpheus Обновлено: 18.09.2024
Приведен анализ механических свойств и образования дефектов в гильзе при неверно выбранных режимах термообработки латунных гильз при заданных режимах деформирования полуфабрикатов.
Похожие темы научных работ по технологиям материалов , автор научной работы — Тушин Р. А.
Исследование силы деформирования процесса обратного выдавливания деталей по схеме подвижного контейнера с использованием программу Deform-3D
Исследование параметров литейно-деформационной технологии получения высококачественных изделий из чугуна
EFFECT OF HEAT TREATMENT OF MATERIAL ON THE PERFORMANCE OF THE SLEEVES
The analysis of mechanical properties and defect formation in the pocket when incorrectly selected heat treatment conditions brass shell casings at the given conditions of deformation semis is presented
формоизменения двух- и трехслойных конструкций // Кузнечно-штамповочное производство. 2010. №10. С. 45-48.
S. S. Yakovlev, S. N. Larin, V. N. Tchudin
TECHNOLOGICAL SCHEMES OF MANUFACTURING OF TWO— AND THREE-LAYER SHEET DESIGNS
Technological schemes of manufacturing of two - and three-layer sheet designs from high-strength sheet materials are provided.
Key words: high-strength material, deformation, pnevmoformovka, welding, pressure, temperature, thickness, leaf, preparation, limiting possibilities.
Р.А. Тушин, асп., (4872) 35-14-82,
ВЛИЯНИЕ ТЕРМООБРАБОТКИ МАТЕРИАЛА НА РАБОТОСПОСОБНОСТЬ ГИЛЬЗЫ
Приведен анализ механических свойств и образования дефектов в гильзе при неверно выбранных режимах термообработки латунных гильз при заданных режимах деформирования полуфабрикатов.
Ключевые слова: отжиг, деформирование, латунь, трещины, выстрел.
В настоящее время производится много различных наименований стрелковых систем: начиная от пневматического и малокалиберного оружия и заканчивая охотничьим. Разумеется, для использования, например, на соревнованиях или охоте такого оружия необходимы патроны. Производство патронов носит массовый характер, поэтому процесс их изготовления должен быть наиболее простым и наименее затратным. Одной из составных частей патрона является гильза, которая может быть стальной, латунной или биметаллической. Выбор материала гильзы и совершенствование технологии ее изготовления имеют немаловажное значение для обеспечения надежности действия оружия.
В качестве основного материала для большинства гильз используется латунь Л70 ГОСТ 15527-70 или ее импортный аналог. Латунь представляет собой медно-цинковый сплав, механические свойства которого в основном зависят от содержания цинка, что и подтверждается диаграммой
Шарпи, показанной на рис. 1.
"Временное сопротивление разрыву, кг/мм2 Относительное удлинение, %
Рис. 1. Диаграмма Шарпи
Из диаграммы видно, что наибольшее удлинение имеет сплав с 30 %-ным содержанием цинка, а наибольшее сопротивление разрыву — сплав с 45 %-ным содержанием цинка, хотя пластичность этого сплава в 2,5 раза ниже.
Учитывая условия работы гильзы во время выстрела и технологические требования (способность материала к вытяжке), наиболее целесообразной маркой латуни для гильз является сплав с содержанием цинка от 28 до 32 %. Данная латунь достаточно пластична, чтобы выдержать большие операционные формоизменения, и вместе с тем хорошо упрочняется. Помимо этого, она обладает нормальной вязкостью и не адгезирует с инструментом в процессе пластической деформации.
Достижение механических свойств гильзы, т.е. требуемой схемы распределения прочности, в процессе ее изготовления обеспечивается сочетанием применяемых режимов термической и холодной обработки давлением.
Термическая обработка в процессе изготовления гильз заключается в общем нагреве и используется:
1) для сушки изделия после промывки в воде, растворе, растворе лака и т.д., эта операция условно отнесена к термообработке;
2) для устранения остаточных напряжений в латунных гильзах, способных привести к саморастрескиванию их при хранении;
3) для восстановления пластических свойств металла, потерянных при холодной обработке давлением;
4) для приобретения материалом необходимых по техническим условиям механических свойств (схемы распределения прочности) в донной части и по корпусу гильзы в зависимости от обработки давлением.
Кроме этого, применяется еще и локальный нагрев для подготовки дульца гильзы к обжиму и получения в нем необходимых механических
свойств соответствующих эксплуатационных характеристик.
Режим тепловой обработки, т.е. сушки после промывки и лакирования гильз или нагрева гильз для устранения остаточных вредных напряжений, должен удовлетворять следующим условиям:
нагрев не должен вызывать изменения механических свойств изделия;
продолжительность выдержки изделий при выбранной температуре будет зависеть от характера производимой операции и типа оборудования.
На основании опытных данных установлено, что температура для сушки полуфабриката после промывки или лакирования или снятия напряжений для выбранной латуни должна быть в диапазоне 200. 225 °С.
Превышение указанных температур, особенно для готовых гильз, вследствие падения твердости и повышения вязкости (рис. 2) приводит к появлению ряда нежелательных явлений после выстрела — прорыву газов по окружности капсюльного гнезда, а иногда и выпадению капсюлей.
Рис. 2. Изменение твердости предела текучести латуни Л68 в зависимости от температуры при выдержке в течение 30 мин
Продолжительность пребывания изделия при заданной температуре зависит от характера используемого оборудования и способа нагрева.
Выбор режимов отжига для восстановления пластических свойств и придания необходимых механических свойств по корпусу и в донной части будущей гильзы в тех случаях, когда необходимая схема прочности получается в результате совместной механической и термической обработки, представляет одну из наиболее сложных технологических задач. Неправильно выбранный режим отжига приводит к повышенному расходу инструмента, росту брака в процессе изготовления, а иногда и к совершенной непригодности патронов к стрельбе.
Исходя из заданной схемы прочности готовой гильзы и особенностей пооперационной обработки давлением, необходимую в процессе ее изготовления термообработку проводят по двум способам: окончательный отпуск с полным нагревом заготовки для сохранения полученной прочности и межоперационные отжиги для восстановления пластических свойств полуфабрикатов. В первом случае частично восстанавливаются пластические свойства, а во втором металл подготовляется для получения необходимой схемы прочности готовой гильзы. Из сказанного следует, что режимы последнего отжига на вытяжных операциях следует назначить, исходя из схемы прочности готового изделия, учитывая механические свойства заготовки, поступающей на отжиг, и изменения этих свойств в процессе последующего упрочнения после отжига. Таким образом, причину появления тугой экстракции, трещин, продутий и других дефектов в первую очередь следует искать в нарушении механических свойств полуфабрикатов, а, следовательно, в неправильно выбранном режиме термообработки. Низкие температуры отжига при всех прочих равных условиях приводят к повышенной жесткости гильзы, а, следовательно, к трещинам и отрывам при выстреле, а высокие температуры — к тугой экстракции (рис.3).
Рис. 3. Фотографии образцов
Отжиг латуни позволяет существенно повысить ее пластичность. После отжига латунь становится мягкой, легко гнется и хорошо вытягивается. Для отжига ее нагревают до 450.500 °С с выдержкой 40.60 мин и дают остыть на воздухе при комнатной температуре.
Характер трещин, появляющихся в результате неверно назначенного отжига, после отстрела гильз можно разделить на два вида: поперечные и продольные по корпусу.
Поперечная трещина образуется на расстоянии ~12 мм от дна гильзы, 2/3 по окружности корпуса (рис. 3), а продольная трещина ~6 мм от дна
гильзы и на протяжении ~35 мм (рис. 4).
При визуальном осмотре стрелянных гильз отмечено, что поперечные трещины зарождаются в зоне перехода дна в стенку гильзы (в зоне, наиболее подверженной осевым деформациям) или становятся продольными при наличии концентраторов - продольных царапин по корпусу гильзы (рис. 4).
Рис. 4. Продольные царапины по корпусу гильзы
Приведенные на фотографии царапины образуются в результате налипания металла на матрицу.
Для анализа трещин была измерена твердость по всей длине стенки гильзы. На рис. 5 приведены графики распределения твердости по длине гильзы.
10?? 20?-? 25?? 35?? 55?? 65??
10?? 20 ?? 25?? 35 ?? 55 ?? 65 ? ?
ММД кю 202 252 352 552 652 мм£ 102 202 252 352 552 65
Н\т2 210= 2102 2102 1682 1682 1532 1752 1722 1722 1722 1452 78
Рис. 5. Графики распределения твердости по длине гильзы: а - гильза, треснувшая после отстрела (повышенная твердость); б - гильза, выдержавшая испытания (нормальная твердость)
Таким образом, при выборе режимов деформирования полуфабрикатов и параметров отжига необходимо учитывать схему распределения
прочности в готовой гильзе, а обеспечить лучшее качество поверхности при вытяжке можно, используя твердосплавный инструмент.
Проведенные исследования позволили установить оптимальные режимы термомеханической обработки, выявить требуемые механические свойства металла и исключить образование трещин на гильзе после выстрела.
EFFECT OF HEAT TREATMENT OF MATERIAL ON THE PERFORMANCE OF THE SLEEVES
The analysis of mechanical properties and defect formation in the pocket when incorrectly selected heat-treatment conditions brass shell casings at the given conditions of deformation semis is presented.
Key words: annealing, deformation, brass, crack shot
ИССЛЕДОВАНИЕ СИЛЫ ДЕФОРМИРОВАНИЯ ПРОЦЕССА ОБРАТНОГО ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ПО СХЕМЕ ПОДВИЖНОГО КОНТЕЙНЕРА С ИСПОЛЬЗОВАНИЕМ ПРОГРАММЫ DEFORM-3D
Рассматривается сила процесса обратного выдавливания деталей по схеме подвижного контейнера и сравнение его с результатом использования программы DEFORM-3D.
Ключевые слова: напряжение, степень деформации, сила деформации, материал, заготовка.
Возникновение активных сил трения позволяет получать более качественные изделия путём выдавливания. Материал заготовки, выдавливаемый из-под торца пуансона, течет в зазор между пуансоном и контейнером. Если относительная скорость контейнера возрастает, то силы трения, приложенные к заготовке, также возрастают. Обратное выдавливание с активными силами трения при различных скоростях контейнера позволяет снизить силы деформирования до 30 %. Если же контейнер не закреплен и под действием сил трения, вызванных течением металла деформируемой
Правильный уход за гильзами критически важен. Гильзы, за которыми хорошо ухаживают, являются одной из очевидных вещей, необходимых для сохранения пиковой кучности. Тремя областями, за которыми нужно следить, являются зеркальный зазор, общая длина и усилие шейки.
Поддержание Зеркального Зазора
Одним из критичных размеров, регулируемых в процессе обжимки по всей длине, является зеркальный зазор гильзы. Извлечение сборки ударника из затвора и использование патронника и тела затвора для проверки зеркального зазора является надежным индикатором того, что гильзы обжаты правильно. Рукоятка затвора должна упасть практически до горизонтального положения, а затем потребовать небольшого усилия для полного закрывания затвора. Это хороший способ проверки того, что гильзы идеально обжаты.
Во время матча проверяйте и регулируйте то, насколько гильзы обжимаются. Если вы постоянно переснаряжаете и стреляете, гильзы подвергаются деформационному упрочнению. Когда это происходит, требуется опускать скаты ниже для правильной обжимки. Обычно для этого требуется большее усилие, однако, что странно, иногда требуется меньшее. Отрегулируйте количество прокладок под контргайкой так, чтобы гильзы обжимались однообразно. Вы можете начать день с идеально обжатыми гильзами, но спустя несколько групп ваша винтовка может прекратить стрелять. Это может означать, что вы обжимали гильзы слишком сильно. Каждый раз при обжимке гильзы возьмите по паре из них и проверьте на ощущение в вашей винтовке. Если они съежились, добавьте около .005? прокладок к матрице. В лучшем случае, это позволит гильзам растянуться вверх при обжимке тела, без надавливания вниз на скаты.
Новые правила IBS запрещают участнику соревнований помещать затвор (даже с извлеченной сборкой ударника) в винтовку, если она не находится на линии огня в период матча, или на специальном столе в присутствии рефери. В этой ситуации используйте калибр зеркального зазора и регулируйте обжимку исключительно таким способом.
Мои задачи на вечер включают тестирование каждой гильзы для определения того, правильно ли они ощущаются в моей винтовке. Я лучше буду иметь гильзу, которая ощущается чуть плотнее обычного, чем ту, на которой затвор падает без сопротивления. Я стараюсь настроить каждую гильзу так, чтобы все они имели одинаковое сопротивление закрыванию тела затвора (с удаленной сборкой ударника).
Примечание: Если вам приходится обжимать гильзы более одного раза для того, чтобы они демонстрировали одинаковое ощущение в винтовке, в первом случае выполняйте только обжимку шейки. Если вы вынуждены обжимать второй раз, открутите обжимную втулку как было сказано ранее. Гильза, обжатая несколько раз, имеет другое усилие шейки и может повлиять на вашу кучность.
Общая длина/Подрезка
Проверяйте общую длину гильз каждый вечер во время матча. Все от скатов и назад у вас правильное, поэтому остается проверить только длину шейки.
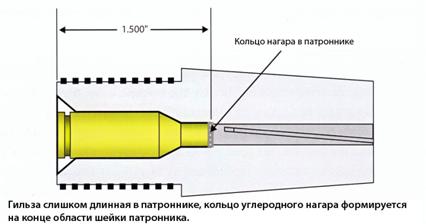
Моя развертка вырезает патронник, принимающий гильзы с максимальной общей длиной 1.500 дюйма. Когда я проверяю длины гильз, если я обнаруживаю гильзы, имеющие в длину 1.495 дюймов или более, я подрезаю каждую гильзу до 1.490 дюймов. Я обнаружил, что если я буду удерживать длину моих гильз в этом диапазоне и продолжу чистить кольцо углеродного нагара, формирующееся в шейке патронника (объясняется где-то в книге), то я существенно уменьшу количество необъяснимых отрывов.
Следите за общей длиной гильзы. Когда гильза слишком длинная, латунь будет закусываться концом патронника и прилагать дополнительное усилие к шейке, удерживающее пулю. Кучность будет падать каждый раз, когда дульце гильзы будет придавливаться к концу патронника.

Я использую Wilson Trimmer®, устройство с двумя направляющими, поддерживающими гильзодержатель. Для этого устройства подрезки гильз выпускаются некоторые прекрасные аксессуары, включающие микрометрический регулятор, который оказывается удобным при переходе от снаряжения патронов для бенчрест винтовки к снаряжению патронов для охотничьей. Лучше всего купить гильзодержатель для большинства различных калибров, которые вы имеете.
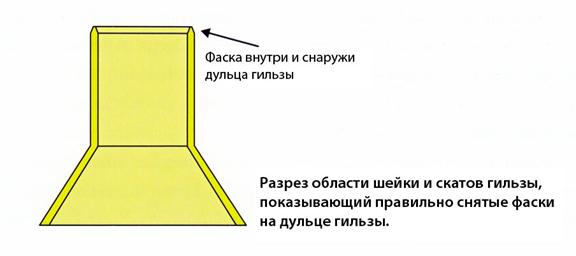
Сразу же после подрезки, снимите небольшие фаски изнутри и снаружи дульца гильзы инструментом для снятия фасок с дульца (Wilson, Forster, RCBS, Holland и т.д.), так чтобы пуля садилась в дульце гильзы без повреждения кольца давления. Я снимаю фаски с дулец гильз от руки. Этот метод обеспечивает чуть лучшее ощущение, чем выполнение этого с помощью аккумуляторной отвертки или дрели. Я делаю один оборот и затем проверяю дульце гильзы подушечкой своего пальца, чтобы почувствовать, гладкое ли оно. Делайте это полегче. Если вы снимите слишком большую фаску, в результате получите более короткую гильзу с острым как бритва донцем. Сгладьте следы биения, получившиеся в результате снятия фасок, вращением дульца, прижатого к кусочку стальной ваты хххх.
Последним шагом в подрезке гильз является прокручивание внутри шейки ершика для чистки, чтобы удалить любые стружки или маленькие кусочки стальной ваты.
Обработка Шейки Изнутри Разверткой
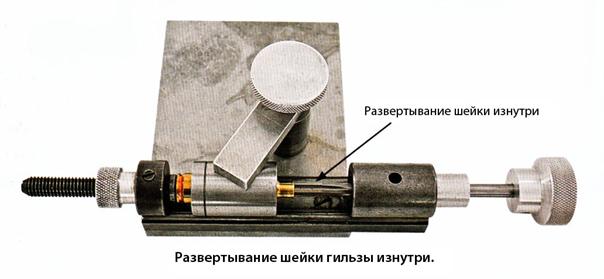
Чтобы приобрести развертку подходящего размера, используйте калибр-пробку для определения точного размера раскрывшегося внутреннего диаметра шейки. Если вы не можете достать развертку точного размера, обточите шейку гильзы чуть больше или чуть меньше, под имеющуюся развертку.
Я не развертываю шейки изнутри, только бублик. После развертывания, обожмите гильзы по всей длине и продолжите нормальный процесс снаряжения.
Усилие Шейки
Однообразное усилие шейки важно для сохранения настройки винтовки. Я обтачиваю гильзы до .0092?, для патронника с шейкой .263?. Эта толщина шейки совместно с бушингами .2590?, .2580? и .2570? дает соответственно .0025?, .0035? и .0045? усилия (натяжения) шейки. Эти расчеты базируются на использовании новой, с заводским отжигом, гильзы с величиной отпружинивания примерно .0005?. Когда гильзы выстреливаются, шейки у них становятся тоньше и длиннее. Они также деформационно упрочняются от обжимки, и отпружинивание возрастает.
Каждый раз, когда гильза выстреливается и обжимается (при использовании обжимной втулки одного и того же размера), пуля будет удерживаться чуть меньшим усилием шейки. В итоге, время старта пули при нарастании давления будет слегка изменяться. Когда пуля посажена в поля, и если существенно уменьшилось после первого определения глубины посадки, пуля не будет садиться так же глубоко в поля, как делала это ранее. Это изменяет время начала движения пули.
Опытные релоадеры используют ощущение, возникающее при посадке пули, в качестве индикатора усилия шейки. Если я использую бушинг размером .2590?, и садить становится легче чем было раньше, я заменю ее на бушинг размером .2580?. Те, кто использует карбидные бушинги, идущие с шагом .0005?, могут произвести эту замену чуть раньше, и, возможно, сохранить более однообразное усилие шейки. Это должно выполняться по мере необходимости. Если вы на матче, и пули начинают садиться свободно, увеличьте усилие шеек и перепроверьте глубину посадки. Это в деталях будет обсуждаться позже в разделах, посвященных начальной настройке ствола и сохранению винтовке настроенной.
Эти шаги по уходу делают огромной разницу в кучности. Сохранение однообразия гильз должно стать постоянной целью.
Ресурс Гильз
• Если пиковое давление слишком высокое, гильзы могут умереть за пару выстрелов.
• Если матрица избыточно нарабатывает латунь, то она быстро деформационно упрочняется, и кучность падает.
• Если матрица не обжимает гильзы достаточно, они начинают кликать (щелкать) очень рано, примерно через 2…10 выстрелов.
• Если гильза не была отожжена правильно производителем в области шейки/скатов, она будет твердой с самого начала и долго не прослужит.
Если все правильно, я ожидаю, что 20 гильз прослужат примерно 400 выстрелов (каждая по 20 выстрелов), но это не является правилом. Если гильза не ощущается правильно или начинает кликать когда вы открываете затвор, выбрасывайте ее!
Менеджмент Гильз
Менеджмент гильз на матчах важен. Каждый раз, когда пробуете другой заряд, и не все гильзы отстреливаются, кладите их назад в коробку – так как количество выстрелов разное. Проводите ротацию гильз так, чтобы все они были отстреляны примерно одинаковое количество раз. Не важно быть очень точным. Несколькими выстрелами больше или меньше – значения не имеет. Если у вас есть гильзы, которые просто сидят в коробке, используйте их в качестве прогревочных следующие пару раз, когда будете выходить на линию огня.
Если пули вытягивались из гильз, не используйте такие гильзы для стрельбы зачетной группы, пока не произведете из них, как минимум, еще один выстрел. Усилие шейки не будет таким же пока не выстрелите из них снова. Разница, наверное, обусловлена углеродным нагаром на внутренней поверхности шейки, который срезается при посадке пули, вытягивании ее и посадке снова.
Али-Баба отжигает. При посадке пули чувствуете разное усилие на ручке пресса? Вроде все по науке собрали, но на бумаге опять непрогнозируемый отрыв? Это гильзы неравномерно задубели, и все Ваши высокоточные усилия сводятся на нет от неравномерного усилия страгивания пули. Пора! Отожги вместе с Али-Бабой!
По многочисленным просьбам наших друзей, Лаборатория Re308 начинает ОТЖИГАТЬ. Для отжига мы используем лучшие в мире индукционные машинки AMP Annealing Mark II Основным преимуществом индукционного отжига над отжигом газом является прецизионная стабильность и повторяемость результата.
Для качественного отжига необходимо чтобы гильзы были чистыми, поэтому просим Вас приносить отмытые от нагара гильзы. Лень? Сделаем сами!
| Таблица с ценами | Цена |
|---|---|
| Декапсюлирование гильз | 2 руб/шт. |
| Отжиг до 50 гильз | 19 руб./шт. |
| Отжиг от 51 до 100 гильз | 16 руб/шт. |
| Отжиг от 200 гильз | 14 руб руб шт. |
| Мойка гильз в тумблере Frankford Arsenal с использованием оригинальных иголок и химии (стоимость одной загрузки до 300 гильз) | 1490 руб. |
Цена указана за отжиг гильз одной программой и одним пилотом. На самостоятельный отжиг в лаборатории (при подтверждении опыта) скидка 30%.
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
Обесцинкование латуни
Характеристики сплава доре
СВОЙСТВА ЛАТУНИ
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
Особенности латунных труб
Латунные трубы разделяют на несколько разновидностей. Они бывают общего назначения, волноводными, тонкостенными, узкоспециализированными и др. Вне зависимости от предназначения трубы из латуни обладают достоинствами:
- устойчивостью к коррозии. Латунные трубы устойчивы к коррозийным процессам даже при постоянном контакте с транспортируемыми жидкостями;
- прочностью. Трубы из латуни прочнее чем полипропиленовые изделия, а те из них, которые изготовлены из сплавов с большим содержанием цинка, по прочности превосходят даже медные трубы;
- малым весом. Для установки латунных труб не нужны усиленные крепёжные элементы;
- химической инертностью. Латунные трубы используют при транспортировке агрессивных веществ;
- доступной стоимостью. В отличие от медных труб — изделий со схожими эксплуатационными характеристиками, — латунные трубы стоят меньше.
Трубы из латуни представлены широким ассортиментом, их изготавливают с разной формой сечений. Из-за эластичности материала обрабатывать трубы — резать, развальцовывать и гнуть — можно самостоятельно. То же касается и монтажа труб. Для их соединения используют методы пайки и сварки либо фитинги.
ВЛИЯНИЕ ДРУГИХ МЕТАЛЛОВ НА ЛАТУНЬ
Действие, оказываемое лигирующими добавками, следующее:
Значительно повышает антикоррозийные свойства. Содержание олова делает сплав невосприимчивым к воздействию морской водой и пригодным к использованию в кораблестроении.
Марганец способствует повышению показателей невосприимчивости к механическим нагрузкам, а также оказываемому на латунь воздействию негативными условиями и прочности на разрыв.
Улучшает антифрикционные показатели и свариваемость. При этом понижается стоимость сплава и показатели твердости.
Снижает прочность, пластичность и упругость сплава. При этом, обработка на станках автоматических значительно облегчается.
Обеспечивает образование защитного покрытия, которое затормаживает развитие всяческих окислительных процессов.
Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
Коррозионные свойства
Латуни обладают хорошей коррозионной стойкостью в атмосфере городской и сельской местности, а также в условиях морского климата. Латуни, содержащие менее 15 % Zn, по коррозионной стойкости близки к меди промышленной чистоты. Скорость коррозии латуней в атмосферных условиях не превышает 0,001мм/год.
Скорость коррозии латуней в пресной воде незначительна, и при температуре 20°С она составляет 0,0025—0,025 мм/год. По отношению к почве латуни обладают хорошей коррозионной стойкостью, к пищевым продуктам — нейтральны.
Под воздействием минеральных кислот (азотная, соляная) латуни интенсивно корродируют. Серная кислота действует на латуни значительно медленнее, однако в присутствии окислителей K2Cr2O7, Fe2(S04)3 скорость коррозии увеличивается на два порядка. Латуни весьма устойчивы в растворах щелочей (за исключением аммиака) и в концентрированных растворах нейтральных солей.
ЧТО НУЖНО ЗНАТЬ ПЕРЕД ПЛАВЛЕНИЕМ ЛАТУНИ
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Показатели удельной теплоемкости латуни составляют 380 ДЖ. Иначе говоря, чтобы произвести нагревание 380кг до 1 градуса, необходимо потратить 1ДЖ.
Расшифровка марки сплава ЛС59-1 и его характеристики

Расшифровывается марка ЛС59-1 следующим образом: ЛС — латунь свинцовая, в которой процентное соотношение меди составляет до 60%. Также сплав содержит железо, фосфор, сурьму, висмут. Латунный химический состав регламентируется ГОСТ 15527-2004. Соблюдение установленных стандартов позволяет производить качественный и прочный сплав ЛС59-1, имеющий следующие технические характеристики:
- Электро- и теплопроводность;
- устойчивость к истиранию и коррозийным процессам;
- антифрикционные качества;
- возможность обработки материала на резательных станках;
- удельное электросопротивление.
Несмотря на стойкость к деформациям и отличные эксплуатационные качества, латунь ЛС59-1 является хрупким материалом. Повышенное давление на металлоизделие может стать причиной надломов в местах изгибов или надрезов. Именно поэтому данный сплав не рекомендуется использовать для несущих конструкций и изделий, которые будут подвергаться сильным нагрузкам.
Стоимость латунного проката не высокая, что позволяет использовать его для производства различных конструкций и запчастей.
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

Стандарты
КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ: ПОШАГОВАЯ ИНСТРУКЦИЯ
Отвечая на вопрос: «как расплавить латунь в домашних условиях«, мы предлагаем вам ознакомиться со следующей инструкцией:
- Подготовка лома. Лом нарезается максимально маленькими кусками для ускорения процесса плавления. Подготовленный лом просушивают, чтобы избежать расплескивания.
- Формы устанавливаются на подставку, или выровненный песок и прогреваются.
- Тигель накаливается до приобретения желтого свечения. При достижении необходимой степени нагрева, производится загрузка латунного лома и присыпка его древесным углем мелкой фракции.
- Тигель загружается в печь. Температура постепенно поднимается до достижения 950 градусов. Перемешивание расплавленного материала запрещено. Это связано с возможностью образования окислительных процессов, увеличивающих процент отходов.
- После завершения плавления, с поверхности снимают окалину и шлак.
- Заполнение форм. Перелитый из тигля материал оставляют для схватывания.
Загрузка сплава большими порциями нежелательна. Для достижения наилучших результатов, плавление производится порциями по 30-50 грамм. Необходимо учесть, что розливу подлежит только полностью расплавленный материал. Поверхностная пленка должна быть удалена.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
- Ювелирные изделия. По внешнему виду и некоторым структурным характеристикам латунь имеет сходство с золотом. Именно поэтому она является тренировочным вариантом для ювелиров и популярным материалом у изготовителей бижутерии.
- Предметы декорирования мебели и интерьера.
- Томпак получил широкое применение в теплотехнической и химической аппаратуре при изготовлении змеевиков, трубок и сифонов.
- В изготовлении фитингов используют литьевые типы латуни.
- В качестве материала для часовых деталей и элементов крепежа.
- Сплавы усиленные устойчивыми к коррозии компонентами используются при изготовлении приборных корпусов, профилей и труб.
- Сплавы, хорошо поддающиеся деформациям, используют при производстве водопроводных развилок, смесителей разводных кранов.
Механические характеристики
Благодаря наличию свинца в составе латуни ЛС59-1 при обработке изделий из нее резанием образуется мелкая стружка, что позволяет выполнять такую обработку на высоких скоростях. Отличительной особенностью рассматриваемого сплава является и то, что свинец в его внутренней структуре составляет отдельную фазу. Это делает такой материал хорошо поддающимся и пластической деформации. Между тем, если сравнивать латунь марки ЛС59-1 с двухкомпонентными сплавами, то она значительно уступает им по своей пластичности, поэтому такой материал лучше обрабатывать резанием.
Ассортимент изделий, производимых из латуни ЛС59-1, включает:
- прутки с различным профилем поперечного сечения;
- листовой материал – полосы, листы, плиты;
- проволоку;
- профильный прокат;
- трубную продукцию.

Основные характеристики латуни марки Л59-1
Отличают латунь марки ЛС59-1 и хорошие антифрикционные характеристики, что позволяет использовать такой материл для изготовления изделий, эксплуатируемых в условиях повышенного трения. Из этого сплава, в частности, производятся подшипники скольжения, используемые для комплектации различных механизмов и машин. Кроме того, устойчивость к истиранию, которой отличается ЛС59-1, позволяет использовать эту латунь для изготовления направляющих станков различного назначения.

Технологические свойства сплава Л59-1
Поскольку латунь данной марки обладает многофазовой структурой, изделия из нее отличаются повышенной хрупкостью. Детали из ЛС59-1, на которых выполнены поверхностные надрезы, нельзя использовать в качестве несущих элементов, так как при значительном давлении они могут сломаться. Кроме того, повышенная хрупкость этой латуни приводит к тому, что при воздействии ударных нагрузок поверхность изделий из этого материала может покрываться трещинами, что не позволяет выполнять их обработку при помощи такой технологической операции, как ковка.
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий. По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
Пруток
Читайте также: