
Осмотр и ремонт кромок деталей указать не допустимые дефекты и как их отремонтировать
Добавил пользователь Валентин П. Обновлено: 19.09.2024
Изготавливаемые с применением технологий сварки объекты не всегда имеют высокое качество. Даже при четко отработанном процессе встречаются дефекты сварных швов.
Что такое дефекты сварных швов
Понятие включает несоответствие сварного соединения требованиям, оговоренным в нормативно-технической документации — размерам, форме, прочности, герметичности, пластичности и другим показателям.
Определения, обозначения и классификация дефектов соединений при сварке металлов плавлением приведены в ГОСТ 30242-97 . Дефекты могут вызвать разрушение сварочного шва. Если их не исправлять, проблема может привести к развалу всей конструкции.
Причины появления дефектов
Разновидности дефектов сварных швов
В сварочном производстве выделяют наружные, внутренние и сквозные виды дефектов сварных соединений.
Наружные
К этой категории относятся такие виды дефектов.
Подрезы. Встречаются наиболее часто. Это канавки (углубления), расположенные по краям шва.

С чем может быть связано появление дефекта при сварке:
- увеличенная сила тока и напряжение дуги;
- повышенная мощность сварного пламени;
- неудобство пространственного положения.
Подрезы, в результате воздействия рабочих нагрузок, ослабляют сечение основного металла, а также могут служить причиной разрушения швов. Дефекты этого вида недопустимы в конструкциях, работающих на выносливость.
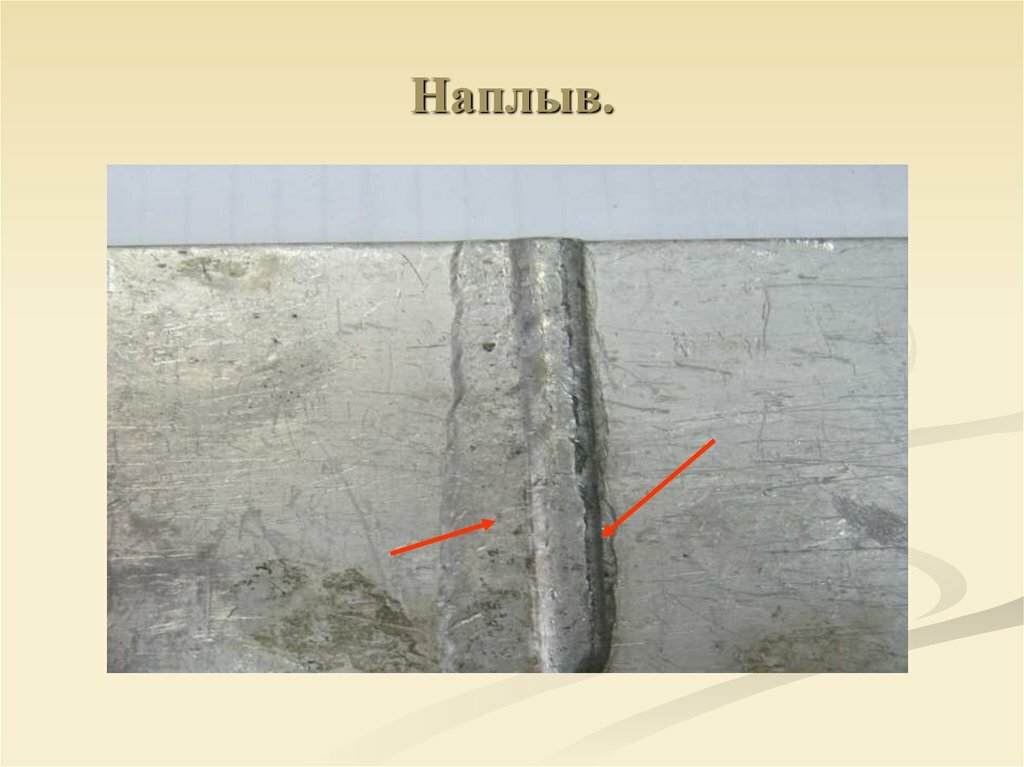
Наплывы. Это дефекты сварных соединений, образующиеся при стекании жидкого металла электрода на основной нерасплавленный металл, не соединяясь с ним.
Основные причины:
- недостаточный прогрев основного металла;
- наличие слоя окалины на свариваемых кромках;
- неправильное ведение электрода;
- низкое напряжение дуги;
- увеличенный наклон плоскости при наложении шва;
- избыток присадочного материала;
- вертикальное или потолочное положение шва;
- недостаточно опытный сварщик.
В местах наплывов происходит резкое изменение очертаний швов, образуется концентрация напряжений, что приводит к снижению прочности соединений и выносливости конструкций.
Неравномерная ширина шва .

- совершение сварщиком неправильных движений электродом (ручная сварка);
- нарушение скорости сварки и скорости подачи проволоки (автоматическая сварка).
Внутренние
Эта разновидность включает такие дефекты.
Трещины. Классифицируют по нескольким признакам:
- по времени возникновения (в сварочном процессе и после него);
- по температуре (холодные, горячие);
- по месту (поперечные, продольные трещины);
- по размерам (микро- и макроскопические).

Основные причины появления трещин:
- наличие в расплавленном металле вредных примесей и повышенное содержание углерода;
- несоблюдение, как технологии, так и режимов сварки;
- неправильный порядок наложения сварных швов;
- перегрузки в период эксплуатации сварной конструкции.
Результат воздействия трещин — резкое снижение пластических качеств сварных соединений, а также их разрушение.

Непровар — это название внутреннего дефекта, местного (локального) несплавления главного металла с наплавленным металлом. А также — несплавление слоев шва между собой при многослойной сварке (представляют собой тонкие полоски загрязнений). Еще одно объяснение термина — незаполнение расчетного сечения шва металлом.
- неправильность подготовки свариваемых кромок, включая низкое качество зачистки от шлака, краски, окалины, масла, ржавчины;
- смещение электрода при сварке в сторону одной из кромок;
- превышение скорости сварки;
- отклонение или блуждание дуги под воздействием магнитных полей;
- заниженные: мощность сварочного пламени и значения сварочного тока;
- применение электродов из низкоплавкого металла;
- неудовлетворительное качество сварочной проволоки, основного металла, флюсов, электродов;
- недостаточная квалификация и небрежность сварщика.
При V-образном способе разделки кромок непровары располагаются в корне стыковых швов, при Х-образной — в центральной части соединения.

а — в вершине Х и V-образных швов; б – нижней кромки в стыковых соединениях при односторонней сварке; в – в вершине угла и в угловых швах (в угловых, нахлесточных и тавровых соединениях).
Непровары способствуют значительному снижению прочности сварного шва и могут привести к разрушению всей конструкции.
По влиянию на прочность самыми опасными являются непровары по кромкам (несплавление). При незаполнении металлом расчетного сечения шва, с одновременным непроваром по кромке, опасность снижения качества соединения сильно возрастает.

Посторонние включения. Эта группа внутренних дефектов включает шлаковые, окисные, вольфрамовые включения.
Дефекты шлаковые, которые еще могут называться неметаллическими, в сварном соединенье образуются шлаками, которые не успели всплыть на поверхность металла. По структуре несплошности подразделяются на виды:
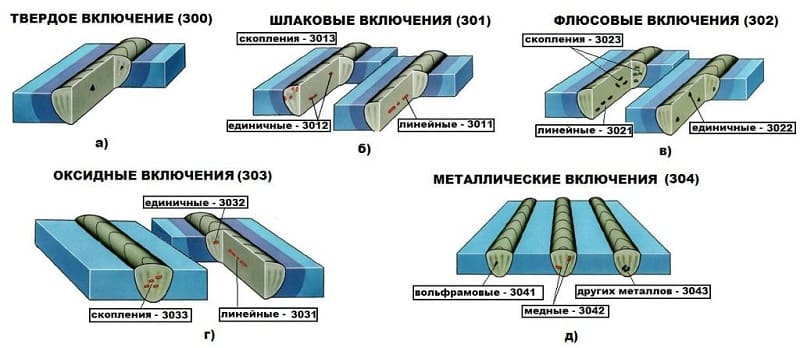
Окисные включения (пленки) образуются при любом виде сварки. Причины: низкое качество флюса или электродного покрытия, слабая растворимость частиц в расплавленном металле и слишком быстрое охлаждение, загрязненные поверхности соединяемых деталей, плохая зачистка поверхностных слоев от шлака при проведении многослойной сварки. Результат воздействия — ослабление сечения шва и снижение его прочности.
Образование в сварном шве включений вольфрамовых связано с выполнением, например, соединения алюминиевых сплавов неплавящимся электродом методом аргонодуговой сварки.
Следующая разновидность внутренних дефектов — пористость . Характеризуется возникновением в расплавленном металле полостей, заполненных газами — пор. При интенсивном газообразовании, до начала затвердевания сварного соединения, выйти наружу успевают не все пузырьки. Могут наблюдаться как скопление пор, так и единичные экземпляры, а также — раковины и свищи. Основные причины, приводящие к пористости:
- большая скорость сварки, не позволяющая всем газам выйти наружу;
- повышенная влажность, влияющая на состояние электродных покрытий;
- неудовлетворительная зачистка от загрязнений присадочной проволоки и свариваемых кромок;
- чрезмерное содержание углерода в присадочном материале и основном металле.

Пористость приводит к нарушению герметичности изделия и снижению механических свойств металла (ударной вязкости, прочности и др.).
Сквозные
При проведении сварки в среде углекислого газа или под флюсом возникает образование сквозных пор — свищей, диаметр которых может достигать 6-8 мм. Это дефекты, представляющие собой трубчатые полости, вызванные выделением газа, выходящие на поверхность сварного соединения, уменьшающие его прочность и способствующие развитию трещин.
К этой группе также относятся сквозные трещины и прожоги.
Что называют прожогом
Дефект возникает вследствие вытекания металла сварочной ванны через отверстие в шве, образованное в результате сквозного проплавления. С обратной стороны появляются натеки.

Причины, приводящие к прожогам:
- недостаточность скорости сварки;
- повышенная мощность сварного пламени;
- неплотное примыкание подкладки к главному металлу и ее недостаточная толщина;
- завышенный сварочный ток;
- увеличенный зазор между кромками;
- остановка источника питания;
- невнимательность сварщика.
Одним из очагов образования трещин является кратер – углубление (усадочная раковина), возникающее в конце валика сварного соединения по причине обрыва сварочного пламени или сварочной дуги.
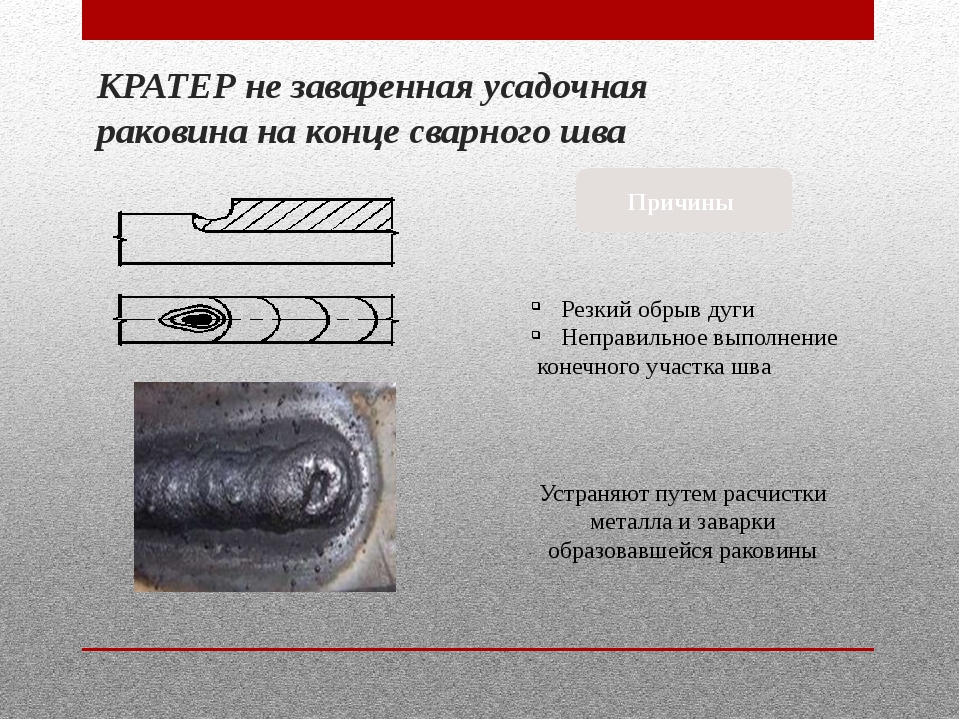
Дефект сварочного соединения, называемый кратер шва, часто возникает при производстве коротких швов. Размеры углубления зависят от силы сварочного тока. Если кратер не устранить, несплошность, как концентратор напряжения, отрицательно повлияет на прочность соединения. А усадочная рыхлость, возникающая в усадочной раковине, способствует образованию трещин.
Как правильно устранять дефекты сварных швов
Исправление дефектов сварных соединений зависит от их вида.
Устранение подрезов выполняют способом заваривания тонкими валиковыми швами. От наплывов избавляются с помощью абразивного инструмента или пневматического зубила.
Порядок устранения поверхностных и сквозных трещин :
- засверлить концы трещины на расстоянии 40-50 мм, во избежание возможного распространения;
- выполнить резаком или зубилом разделку (V- или X-образную);
- зачистить кромки;
- заварить, предварительно нагрев металл до 150-200°.
Непровары , посторонние включения и внутренняя пористость исправляются способом выплавки или вырубки дефекта с последующим завариванием.
Устранение свищей заключается в подварке проблемных зон с разделкой.
Устранение прожогов состоит в зачистке материала с выполнением заваривания.
221. Исправлению подлежат все дефекты, выявленные в сварных соединениях и наплавленных деталях при неразрушающем контроле.
222. Дефектные участки должны исправляться по технологической документации на исправление дефектов. Заварка выборок должна выполняться в соответствии с требованиями главы VI и приложения N 9 настоящих Правил.
223. Поверхностные дефекты должны удаляться механическим способом с обеспечением плавных переходов в местах выборок (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
224. Исправление поверхностных дефектов без последующей заварки мест их выборки должно выполняться:
а) на сварных соединениях - при остающейся толщине шва и основного металла не менее расчетной толщины детали (сборочной единицы) в месте максимальной глубины выборки;
б) на антикоррозионной наплавке - при остающейся толщине наплавки не менее минимально допустимой пунктами 184 и 185 настоящих Правил, а в случаях, не регламентированных указанными пунктами, - не менее минимально допустимой конструкторской и технологической документацией.
225. Дефекты с заваркой выборок в выполненных дуговой и электроннолучевой сваркой соединениях деталей из легированных сталей, подлежащих термической обработке, должны исправляться после промежуточного или окончательного отпуска с последующей термической обработкой отремонтированного изделия по режиму окончательного отпуска. Ремонт сваркой после термического отдыха не допускается.
226. Внутренние дефекты (дефектные участки) должны удаляться механическим способом (абразивным инструментом, резанием или вырубкой с последующим шлифованием).
Дефекты должны удаляться воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки механическим способом:
а) до полного удаления следов строжки - на поверхностях выборок в сварных соединениях деталей из углеродистых или кремнемарганцовистых сталей;
б) с удалением слоя металла толщиной не менее 1,0 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °C не более 315 МПа или из сталей аустенитного класса;
в) с удалением слоя металла толщиной не менее 2,0 мм - на поверхностях выборок в сварных соединениях деталей из легированных сталей с гарантированным пределом текучести при температуре 20 °C свыше 315 МПа или из высокохромистых сталей.
227. Форма и размеры подготовленных выборок должны обеспечивать возможность их заварки по всему объему. Размеры подлежащих заварке выборок (в том числе заходящих в основной металл) не ограничиваются.
228. Дефекты сварных соединений, выполненных электрошлаковой сваркой, должны исправляться дуговой сваркой после полной термической обработки (в сварных соединениях деталей из сталей перлитного класса или из высокохромистых сталей) или после аустенизации (в сварных соединениях деталей из сталей аустенитного класса).
При исправлении дефектов в указанных сварных соединениях деталей из легированных сталей, подлежащих последующей обработке давлением, применяется следующая технология:
а) нормализация (закалка) и последующий отпуск сборочной единицы со сварным соединением, выполненным электрошлаковой сваркой;
б) выборка дефектов;
в) заварка выборок углеродистыми сварочными материалами;
г) обработка давлением сборочной единицы с нагревом до заданной температуры;
д) нормализация (закалка) и последующий отпуск;
е) полное удаление металла, наплавленного углеродистыми сварочными материалами;
ж) заварка выборок соответствующими легированными сварочными материалами;
з) отпуск исправленного сварного соединения.
Комплекс указанных операций учитывается как одно исправление.
229. Дефектные сварные соединения должны исправляться путем полного удаления сварного шва с последующей подготовкой кромок механическим способом и выполнения сварного соединения вновь.
230. Дефекты в монтажных стыковых сварных соединениях труб, недоступных для ремонта с наружной стороны должны исправляться путем вырезки дефектного сварного соединения и последующей вварки отрезка трубы из той же марки стали. Размеры отрезка определяются требованиями к расстоянию между осями соседних кольцевых швов в соответствии с приложением N 5 к настоящим Правилам.
231. Дефекты на одном и том же участке сварного соединения или наплавленной детали из стали и железоникелевых сплавов должны исправляться не более трех раз.
232. Под исправляемым участком понимается прямоугольник наименьшей площади, в контур которого вписывается подлежащая заварке выборка, и примыкающие к нему поверхности на расстоянии, равном трехкратной ширине указанного прямоугольника (рисунок 4).
Рисунок 4. Схема определения размеров
n - ширина прямоугольника;
ABCD - исправляемый участок;
abcd - прямоугольник наименьшей площади,
в контур которого вписывается выборка
233. При исправлении дефектов должны выполняться следующие требования:
а) при обнаружении трещин сварка (наплавка) должна быть прекращена и может быть возобновлена только после удаления трещин и принятия мер, предотвращающих их появление;
б) при обнаружении прожога подкладного кольца недоступные для сварки с внутренней стороны сварные соединения труб должны быть полностью удалены и выполнены вновь при невозможности исправления дефекта без разрезки;
в) число исправлений корневой части шва на одном и том же участке не должно превышать трех;
г) число исправлений (кроме исправлений корневой части шва) при глубине выборок в пределах номинальной толщины двух слоев шва не ограничивается и не учитывается;
д) число исправлений (кроме исправлений корневой части шва) при глубине выборок, превышающей номинальную толщину двух слоев шва, на одном и том же участке не должно превышать трех.
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производстве нн ых объектах, подконтрольных Госгорте хн адзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
Настоящая Инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
3 . 1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3 . 2 . Визуальный и измерительный контроль материалов на стад ии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических услови й (далее - Т У), конструкторской документации и Правил.
3 . 3 . Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов , деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3 . 4 . Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3 . 5 . Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил .
3 . 6 . Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3 . 7 . Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполн яю т с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3 . 8 . Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностн ы х трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошносте й и дефектов формы швов; проверки геометрических размеров сварных шв ов и допустимости в ы явлен ны х деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3 . 9 . Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, Н Д и Правил.
3 . 10 . Визуальный и измерит е льный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11 . Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответств ии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей прое кт но-технологическ ую подготовку производства работ по контролю.
Примечание . Допускается разработку настоящих документов производить в составе ПТД.
3.12 . Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13 . Визуа ль ный и измерительный контроль следует проводить всех доступ ны х для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3 . 14 . Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20 -кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7 -кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - л упы до 20 -кратного увеличения.
3 . 15 . Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16 . Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, бр ы зг мета л ла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17 . Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18 . Визуальный и измерительный контро ль материалов, сварных соединений (наплавок), по дл ежащих термическо й обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежат полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3 . 19 . Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3 . 20 . При визуа ль ном и измерите ль ном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детал и - для стыковых соединений, в ы пол н ен ны х дуго в о й и эл е кт р онн о-л у чев о й сваркой, электроконтактной сваркой оплавлением , сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм , а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нах л есточн ы х сварных соединений и соединений вварки труб в трубные доски, выполненны х д уговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой сваркой.
3 . 21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями П ТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
* Тол щи номеры (ультразвуковые, вихрето к ов ы е и пр.) относятся к средствам соот в етствующего вида контроля (ультразвукового, вихретоково г о и пр.), и использующие их сп е циалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
лупы, в т ом числе измерительные;
линейки измерительные металлические;
угольники поверочные 90 ° лекальные;
штангенциркули, штангенрейсмус ы и штангенглубиномер ы ;
угломеры с нониусом;
стен к омер ы и толщиномеры индикаторные;
нутромеры микрометрические и индикаторные;
шаблоны, в т ом числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
плоскопараллельные концевые меры длины с набором специальных принадлежностей;
штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения. Примерный перечень средств визуального и измерительного контроля приведен в приложении Д.
5 . 2 . Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5 . 3 . Погрешность измерений при измерительном контроле не должна превышать величин, указанных в табл. 1 , если в рабочих чертежах не предусмотрены другие требования.
5 . 4 . Для определения шероховатости и волнистости поверхности следует применять профилограф ы -проф и лометр ы , аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
5 . 5 . Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
Офицальный представитель
Made in Germany
![]()
Главная Виды дефектов сварных швов и методы их устранения
Статьи о сварке
- Сварочные процессы
- Сварочное оборудование и материалы
- Сварка металлов
- Автоматизация и роботизация
- Разное о сварке
Рассылка новых материалов
ПОДПИСЫВАЙСЯ вКонтакте!
Виды дефектов сварных швов и методы их устранения
Что такое дефекты сварных швов?

Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые можно обнаружить визуально при осмотре сварочного шва.
Внутренние дефекты, наоборот, находятся внутри сварочных соединений и их можно увидеть лишь после дефектоскопии, включая рентген и механическую обработку.
Дефекты бывают допустимыми и не допустимыми, в зависимости от требований, предъявляемых к сварочным соединениям и конструкции в целом.
Однако, исходя из самого определения, любые дефекты являются дефектами и требуют их полного устранения либо сведения к минимуму их количества и размеров.
Так как дефекты сварных швов являются причиной, в результате которой есть риск поставить под угрозу стабильность соединения и функциональность сварной конструкции, есть ряд операций, чтобы их устранить. Чтобы свести к минимуму вероятность появления дефектов следует обязательно учитывать:
-
1) Технологию сварки и квалификацию сварщика
Наружные дефекты
К наружным дефектам относятся нарушения геометрических размеров (подрезы, наплывы), непровары и прожоги, незаваренные кратеры.

Основной причиной непроваров является недостаточный сварочный ток, так как он в большей степени влияет на проникновение в металл.
Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики.
Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.
Непровары могут быть нескольких видов:
- - когда сварочный шов проникает не на всю толщину металла при односторонней сварке (см. верхнюю часть на рисунке)
- - при двусторонней сварке встык швы не стыкуются друг с другом, образуя несплавление между собой (см. нижнюю часть на рисунке)
- - при сварке в тавр сварочный шов не проникает вглубь, а лишь цепляется за свариваемые кромки
Также причиной непроваров может быть большая скорость сварки или недостаточная подготовка кромок сварного соединения.

Подрезом называется дефект в виде канавки в основном металле по краям сварочного шва.
Это наиболее распространенный дефект при сварке тавровых или нахлесточных соединений, но может также возникнуть и при сварке стыковых соединений. Этот вид дефекта обычно вызван неправильно подобранными параметрами, особенно скоростью сварки и напряжением на дуге.
При угловой сварке (например при сварке длинных швов при сварке балок) подрезы часто возникают из за того, что сварочная дуга направлена больше на вертикальную поверхность.
Расплавленный металл стекает на нижнюю кромку и его не хватает для заполнения канавки.
На подрезы влияет также длина сварочной дуги. При слишком длинной сварочной дуге ширина шва увеличивается, тем самым увеличивая количество расплавленного основного металла. Так как при увеличении длины дуги тепловложение остается прежним, его не хватает на весь сварочный шов, кромки быстро остывают, образуя подрезы. Уменьшение длины дуги не только избавляет от подрезов, но и увеличивает проплавление и устраняет такие дефекты, как непровар.
Данный дефект появляется в результате натекания присадочного материала на основной металл без образования сплавления с ним. Обычно причиной этого дефекта является неправильно подобранные режимы сварки и окалина на свариваемой поверхности. Подбор правильного режима (соответствие сварочного тока со скоростью подачи присадочного материала, повышение напряжения на дуге) и предварительная очистка кромок устраняют появления наплывов.
Данный дефект – отверстие насквозь в сварочном шве. В основном причинами прожога являются большой ток, медленная скорость сварки или большой зазор между кромками сварного соединения. В результате происходит прожог металла и утечка сварочной ванны.
Понижение сварочного тока, увеличение скорости сварки и соответствующая подготовка геометрии кромок позволяют устранить прожоги. Прожоги являются очень частым дефектом при сварке алюминия, из его низкой температуры плавления и высокой теплопроводности.
Кратер появляется в конце сварочного шва в результате резкого обрыва дуги. Выглядит он в виде воронки в середине сварочного шва при его окончании. Современное сварочное оборудование имеет специальные программы для заварки кратера. Они позволяют проводить окончание сварки на пониженных токах, в результате чего кратер заваривается.
Внутренние дефекты
К внутренним основным дефектам сварных швов относят трещины (холодные и горячие) и поры.
Горячие трещины появляются в то время, когда металл сварного шва находится в состоянии между температурами его плавления и затвердевания. Они могут быть в двух направлениях – вдоль и поперек сварного шва. Горячие трещины обычно являются результатом использования неправильного присадочного материала (в частности, алюминиевых и CrNi сплавов) и его химического состава (например, высокое содержание в составе углерода, кремния, никеля и др.)
Горячие трещины могут появиться в результате неправильной заварки кратера, в результате резкого прекращения сварки.
Трещины, которые возникают после того, как сварочный шов полностью остывает и затвердевает, называются холодными трещины. Эти дефекты также появляются тогда, когда сварочный шов не соответствует действующим на него нагрузкам и разрушается.

Пористость является одним из основных дефектов сварки, с которыми сталкиваются все сварщики при всех сварочных процессах. Пористость может быть вызвана загрязнением, плохой защитой ванны потоком сварочного газа, маслом, краской, сваркой несовместимых сплавов или даже ржавчиной и окислением металла.
Поры могут различаться по размеру и, как правило, распределяются в случайном порядке по сварочному шву. Они могут находиться как внутри шва, так и на его поверхности.
Основные причины появления пористости:
- 1) Недостаточный поток защитного сварочного газа
- 2) Чрезмерный поток защитного газа. Это может вызвать подсос воздуха в поток газа.
- 3) Сквозняк в зоне сварки. Он может сдувать защитный газ.
- 4) Засорение сварочного сопла или повреждение системы подачи газа (утечка в шлангах, соединениях и т.д.)
Надеюсь, что описанные в этой статье основные виды дефектов сварных швов и соединений, а так же методы их устранения сделают вашу сварку качественной и высокопроизводительной. Помните, что правильный выбор сварочного оборудования и технологии сварки имеет большое влияние как на весь процесс сварки в целом, так и в отдельности на каждые его составляющие.
Читайте также: