
Органайзер для фрез чпу своими руками
Добавил пользователь Владимир З. Обновлено: 19.09.2024
• когда вы работаете над вашими проектами, наиболее часто используемые инструменты должны располагаться всегда под рукой и в то же время быть в сохранности
• CMT дает вам идеальное решение для этого, благодаря органайзеру на сто единиц концевого инструмента
• в органайзере удобно размещаются фрезы и свёрла с хвостовиками всех диаметров, производимых CMT, с помощью сменных пластиковых втулок
• 100 инструментов всегда под рукой и как на ладони - подставка для концевых фрез и свёрл со сменными вставками (втулками) для различных диаметров хвостовиков: 6 мм (15/64”) - 6,35 мм (1/4”) - 8 мм (5/16”) - 9,5 мм (3/8”) - 10 мм (25/64”) - 12 мм (15/32”) и 12,7 мм (1/2”)
по Москве (в пределах МKAД):
- бесплатно при заказе на сумму свыше 3 000 р.
- доставка курьером 350 руб.
при заказе на сумму менее 3 000 р.
- доставка в ПВЗ 120 руб.
при заказе на сумму менее 3 000 р.
по Московской области:
от 350 р. при доставке курьером
от 120 р. при доставке в ПВЗ
по РФ, в Беларусь и Казахстан:
от 350 р. при доставке курьером
от 120 р. при доставке в ПВЗ
Подробнее о доставке
Здравствуй дорогой читатель, в этой статье хочу поделиться своим опытом постройки фрезерного портального станка с числовым программным управлением.

Подобных историй в сети очень много, и я наверное мало кого удивлю, но может эта статья будет кому то полезна. Эта история началась в конце 2016 года, когда я со своим другом – партнером по разработке и производству испытательной техники аккумулировали некую денежную сумму. Дабы просто не прогулять деньги (дело то молодое), решили их вложить в дело, после чего пришла в голову идея изготовления станка с ЧПУ. У меня уже имелся опыт постройки и работы с подобного рода техникой, да и основной областью нашей деятельности является конструирование и металлообработка, что сопутствовало идее с постройкой станка ЧПУ.
Вот тогда то и началась движуха, которая длиться и по сей день…
Продолжилось все с изучения форумов посвященных ЧПУ тематике и выбора основной концепции конструкции станка. Предварительно определившись с обрабатываемыми материалами на будущем станке и его рабочим полем, появились первые бумажные эскизы, в последствии которые были перенесены в компьютер. В среде трех мерного моделирования КОМПАС 3D, станок визуализировался и стал обрастать более мелкими деталями и нюансами, которых оказалось больше чем хотелось бы, некоторые решаем и по сей день.
Одним из начальных решений было определение обрабатываемых на станке материалов и размеры рабочего поля станка. Что касается материалов, то решение было достаточно простым — это дерево, пластик, композитные материалы и цветные металлы (в основном дюраль). Так как у нас на производстве в основном металлообрабатывающие станки, то иногда требуется станок, который обрабатывал бы быстро по криволинейной траектории достаточно простые в обработке материалы, а это в последствии удешевило бы производство заказываемых деталей. Отталкиваясь от выбранных материалов, в основном поставляемых листовой фасовкой, со стандартными размерами 2,44х1,22 метра (ГОСТ 30427-96 для фанеры). Округлив эти размеры пришли к таким значениям: 2,5х1,5 метра, рабочее пространство определенно, за исключением высоты подъёма инструмента, это значение выбрали из соображения возможности установки тисков и предположили что заготовок толще 200мм у нас не будет. Так же учли тот момент, если потребуется обработать торец какой либо листовой детали длиной более 200мм, для этого инструмент выезжает за габариты основания станка, а сама деталь/заготовка крепится к торцевой стороне основания, тем самым может происходить обработка торца детали.
Конструкция станка представляет собой сборное рамное основание из 80-й профильной трубы со стенкой 4мм. По обе стороны длинны основания, закреплены профильные направляющие качения 25-го типоразмера, на которые установлен портал, выполненный в виде трех сваренных вместе профильных трубы того же типоразмера что и основание.
Станок четырех осевой и каждую ось приводит в движение шарико-винтовая передача. Две оси расположены параллельно по длинной стороне станка, спаренных программно и привязанных к Х координате. Соответственно оставшиеся две оси – это Y и Z координаты.
Почему именно остановились на сборной раме: изначально хотели делать чисто сварную конструкцию с закладными приваренными листами под фрезеровку, установку направляющих и опор ШВП, но для фрезеровки не нашли достаточно большого фрезерно-координатного станка. Пришлось рисовать сборную раму, чтобы была возможность обработать все детали своими силами с имеющимися на производстве металлообрабатывающими станками. Каждая деталь, которая подвергалась воздействию электродуговой сварки, была отожжена для снятия внутренних напряжений. Далее все сопрягаемые поверхности были выфрезерованны, и в последствии подгонки пришлось местами шабрить.
Залезая вперед, сразу хочу сказать, что сборка и изготовление рамы оказалась самым трудоемким и финансово затратным мероприятием в постройке станка. Первоначальная идея с цельно сваренной рамой по всем параметрам обходит сборную конструкцию, по нашему мнению. Хотя многие могут со мной и не согласиться.
Многие любители и не только, собирают такого рода и размера (и даже большего) станки у себя в мастерской или гараже, делая целиком сварную раму, но без последующего отжига и механической обработки за исключением сверления отверстий под крепление направляющих. Даже если повезло со сварщиком, и он сварил конструкцию с достаточно хорошей геометрией, то в последствии работы этого станка ввиду дребезга и вибраций, его геометрия будет уходить, меняться. Я конечно могу во многом ошибаться, но если кто то в курсе этого вопроса, то прошу поделиться знаниями в комментариях.
Сразу хочу оговориться, что станки из алюминиевого конструкционного профиля мы тут пока рассматривать не будем, это скорее вопрос другой статьи.
Продолжая сборку станка и обсуждая его на форумах, многие начали советовать сделать внутри рамы и снаружи диагональные стальные укосины для добавления еще большей жесткости. Мы этим советом пренебрегать не стали, но и добавлять укосины в конструкцию то же, так как рама получилась достаточно массивной (около 400 кг). А по завершению проекта, периметр обошъётся листовой сталью, что дополнительно свяжет конструкцию.
Давайте теперь перейдем к механическому вопросу этого проекта. Как было ранее сказано, движение осей станка осуществлялось через шарико–винтовую пару диаметром 25мм и шагом 10мм, вращение которой передается от шаговых двигателей с 86 и 57 фланцами. Изначально предполагали вращать непосредственно сам винт, дабы избавиться от лишних люфтов и дополнительных передач, но без них не обошлось в виду того, что при прямом соединении двигателя и винта, последний на больших скоростях начало бы разматывать, особенно когда портал находится в крайних положениях. Учитывая тот факт, что длина винтов по Х оси составила почти три метра, и для меньшего провисания был заложен винт диаметром 25мм, иначе хватило бы и 16 мм-го винта.
Этот нюанс обнаружился уже в процессе производства деталей, и пришлось быстрым темпом решать эту проблему путем изготовления вращающейся гайки, а не винта, что добавило в конструкцию дополнительный подшипниковый узел и ременную передачу. Такое решение так же позволило хорошо натянуть винт между опорами.
Конструкция вращающейся гайки довольно проста. Изначально подобрали два конических шарикоподшипника, которые зеркально одеваются на ШВП гайку, предварительно нарезав резьбу с ее конца, для фиксации обоймы подшипников на гайке. Подшипники вместе с гайкой вставали в корпус, в свою очередь вся конструкция крепится на торце стойки портала. Спереди ШВП гайки закрепили на винты переходную втулку, которую в последствии в собранном виде на оправке обточили для придания соостности. На неё одели шкив и поджали двумя контргайками.
В качестве направляющих скольжения, были использованы профильные направляющие рельсового типоразмера 25мм, фирмы HIWIN. Под их установку были выфрезерованны установочные пазы для соблюдения параллельности между направляющими.
Опоры ШВП решили изготовить собственными силами, они получились двух видов: опоры под вращающиеся винты (Y и Z оси) и опоры под не вращающиеся винты (ось Х). Опоры под вращающиеся винты можно было купить, так как экономии ввиду собственного изготовления 4 деталей вышло мало. Другое дело с опорами под не вращающиеся винты – таких опор в продаже не найти.
Из сказанного ранее, ось Х приводится в движение вращающимися гайками и через ременную зубчатую передачу. Так же через ременную зубчатую передачу решили сделать и две другие оси Y и Z, это добавит большей мобильности в изменении передаваемого момента, добавит эстетики в виду установки двигателя не вдоль оси винта ШВП, а сбоку от него, не увеличивая габариты станка.
Теперь давайте плавно перейдем к электрической части, и начнем мы с приводов, в качестве них были выбраны шаговые двигатели, разумеется из соображений более низкой цены по сравнению с двигателями с обратной связью. На ось Х поставили два двигателя с 86-м фланцем, на оси Y и Z по двигателю с 56-м фланцем, только с разным максимальным моментом. Ниже постараюсь представить полный список покупных деталей…
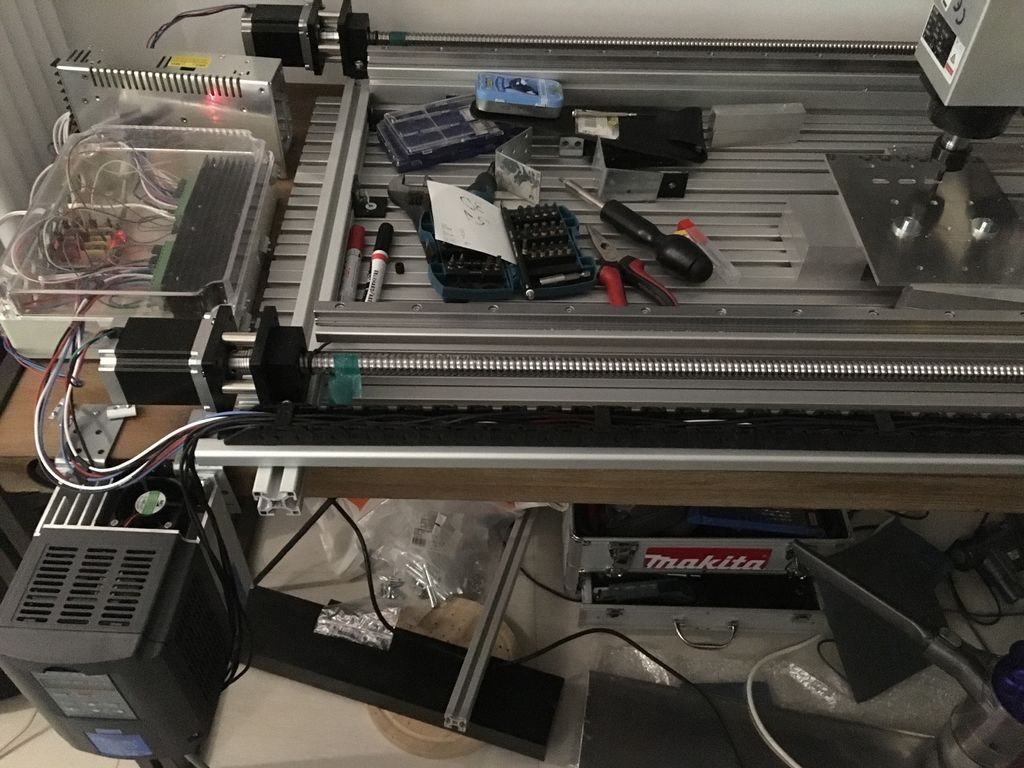
Все электрические компоненты, кроме двигателей, шпинделя и конечных выключателей были смонтированы в электрическом металлическом шкафу. Все управление станком производится от персонального компьютера, нашли старенький ПК на материнской плате форм фактора ATX. Лучше бы, чуть ужались и купили маленький mini-ITX со встроенным процессором и видеокартой. При не малых размерах электрического ящика, все компоненты с трудом разместились внутри, их пришлось располагать достаточно близко друг к другу. В низу ящика разместил три вентилятора принудительного охлаждения, так как воздух в нутрии ящика сильно нагревался. С фронтальной стороны прикрутили металлическую накладку, с отверстиями под кнопки включения питания и кнопки аварийного останова. Так же на этой накладке разместили панельку для включения ПК, ее я снял с корпуса старого мини компьютера, жаль, что он оказался не рабочим. С заднего торца ящика тоже закрепили накладку, в ней разместили отверстия под разъемы для подключения питания 220V, шаговых двигателей, шпинделя и VGA разъем.
Все провода от двигателей, шпинделя, а также водяные шланги его охлаждения проложили в гибкие кабель каналы гусеничного типа шириной 50мм.
Что касается программного обеспечение, то на ПК размещенного в электрическом ящике, установили Windows XP, а для управления станком применили одну из самых распространенных программ Mach3. Настройка программы осуществляется в соответствии с документацией на интерфейсную плату, там все описано достаточно понятно и в картинках. Почему именно Mach3, да все потому же, был опыт работы, про другие программы слышал, но их не рассматривал.
Технические характеристики:
Рабочее пространство, мм: 2700х1670х200;
Скорость перемещения осей, мм/мин: 3000;
Мощность шпинделя, кВт: 2,2;
Габариты, мм: 2800х2070х1570;
Вес, кг: 1430.
Список деталей:
Профильная труба 80х80 мм.
Полоса металлическая 10х80мм.
ШВП TBI 2510, 9 метров.
ШВП гайки TBI 2510, 4 шт.
Профильные направляющие HIWIN каретка HGH25-CA, 12 шт.
Рельс HGH25, 10 метров.
Шаговые двигатели:
NEMA34-8801: 3 шт.
NEMA 23_2430: 1шт.
Шкив BLA-25-5M-15-A-N14: 4 шт.
Шкив BLA-40-T5-20-A-N 19: 2 шт.
Шкив BLA-30-T5-20-A-N14: 2 шт.
Плата интерфейсная StepMaster v2.5: 1 шт.
Драйвер шагового двигателя DM542: 4шт. (Китай)
Импульсный источник питания 48В, 8А: 2шт. (Китай)
Частотный преобразователь на 2,2 кВт. (Китай)
Шпиндель на 2,2 кВт. (Китай)
Основные детали и компоненты вроде перечислил, если что-то не включил, то пишите в комментарии, добавлю.
Опыт работы на станке: В конечном итоге спустя почти полтора года, станок мы все же запустили. Сначала настроили точность позиционирования осей и их максимальную скорость. По словам более опытных коллег максимальная скорость в 3м/мин не высока и должна быть раза в три выше (для обработки дерева, фанеры и т.п.). При той скорости, которой мы достигли, портал и другие оси упершись в них руками (всем телом) почти не остановить — прёт как танк. Начали испытания с обработки фанеры, фреза идет как по маслу, вибрации станка нет, но и углублялись максимум на 10мм за один проход. Хотя после заглубляться стали на меньшую глубину.
По игравшись с деревом и пластиком, решили погрызть дюраль, тут я был в восторге, хоть и сломал сначала несколько фрез диаметром 2 мм, пока подбирал режимы резания. Дюраль режет очень уверенно, и получается достаточно чистый срез, по обработанной кромке.
Сталь пока обрабатывать не пробовали, но думаю, что как минимум гравировку станок потянет, а для фрезеровки шпиндель слабоват, жалко его убивать.
А в остальном станок отлично справляется с поставленными перед ним задачами.
Вывод, мнение о проделанной работе: Работа проделана не малая, мы в итоге изрядно приустали, так как ни кто не отменял основную работу. Да и денег вложено не мало, точную сумму не скажу, но это порядка 400т.р. Помимо затрат на комплектацию, основная часть расходов и большая часть сил, ушла на изготовление основания. Ух как мы с ним намаялись. А в остальном все делалось по мере поступления средств, времени и готовых деталей для продолжения сборки.
Станок получился вполне работоспособным, достаточно жестким, массивным и качественным. Поддерживающий хорошую точность позиционирования. При измерении квадрата из дюрали, размерами 40х40, точность получилась +- 0,05мм. Точность обработки более габаритных деталей не замеряли.
Что дальше…: По станку есть еще достаточно работы, в виде закрытия пыле — защитой направляющих и ШВП, обшивки станка по периметру и установки перекрытий в середине основания, которые будут образовывать 4 больших полки, под объем охлаждения шпинделя, хранения инструмента и оснастки. Одну из четвертей основания хотели оснастить четвертой осью. Также требуется на шпиндель установить циклон для отвода и сбора стружки о пыли, особенно если обрабатывать дерево или текстолит, от них пыль летит везде и осаждается повсюду.
Что касается дальнейшей судьбы станка то тут все не однозначно, так как у меня возник территориальный вопрос (я переехал в другой город), и станком заниматься сейчас почти некому. И вышеперечисленные планы не факт что сбудутся. Не кто этого два года назад и предположить не мог.
В случае продажи станка с его ценником все не понятно. Так как по себестоимости продавать откровенно жалко, а адекватная цена в голову пока не приходит.
На этом я пожалуй закончу свой рассказ. Если что-то я не осветил, то пишите мне, и я постараюсь дополнить текст. А в остальном многое показано в видео про изготовления станка на моем YouTube канале.
Для многих проектов фрезерный станок с ЧПУ необходим для хороших и быстрых результатов. После некоторого исследования существующих на данный момент машин CNC, я пришел к выводу, что все машины с ценой до 150 тыс. не могут удовлетворить мои потребности в отношении рабочего пространства и точности.
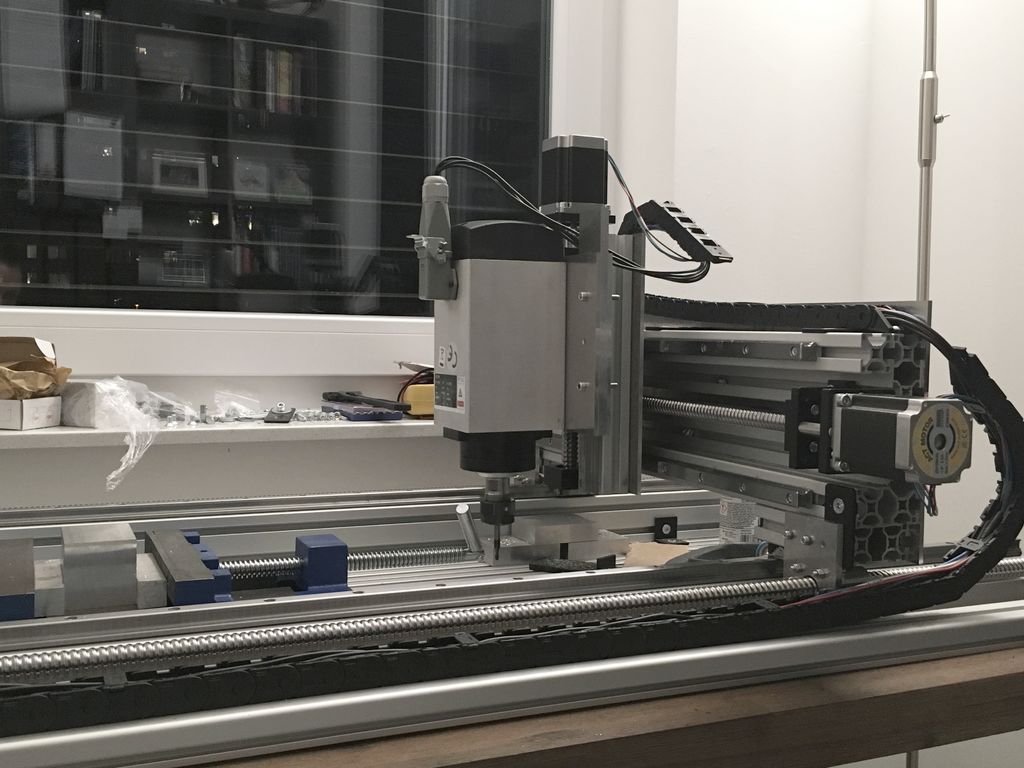
- рабочее пространство 900 х 400 х 120 мм
- относительно тихий шпиндель с высокой мощностью на низких скоростях вращения
- максимально возможная жесткость (для фрезерования алюминиевых деталей)
- максимально возможная точность
- USB-интерфейс
- потратить до 150 тыс. рублей
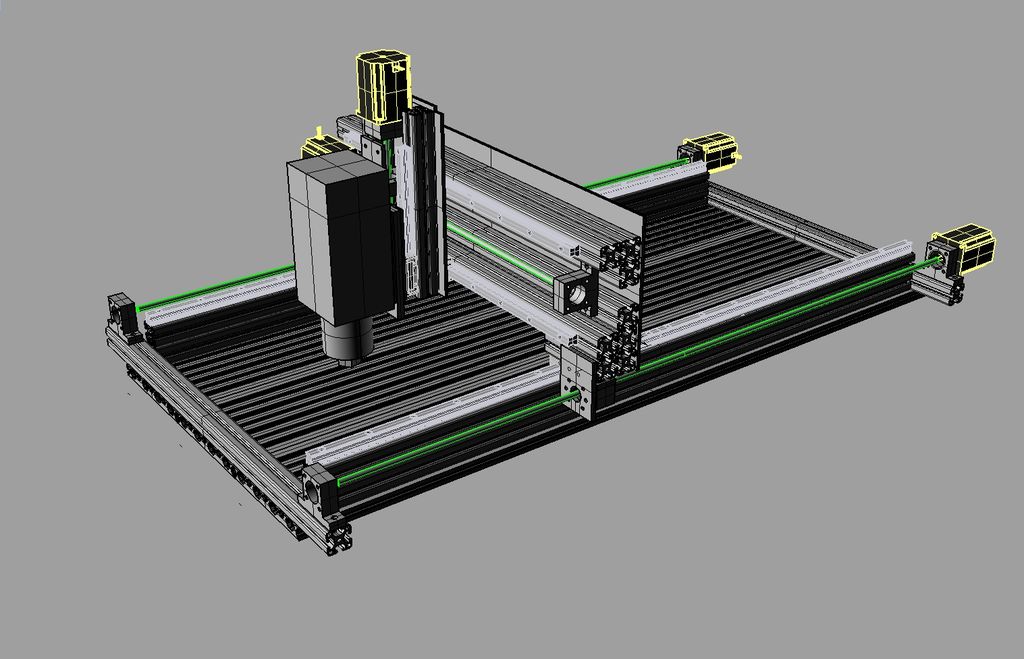
С этими требованиями я начал 3D конструирование с разработкой схем и чертежей, проверяя множество доступных деталей. Основное требование: части должны сочетаться друг с другом. В конце концов я решил построить машину на гайке типа 30-B с 8 алюминиевыми рамами с 16-миллиметровыми шарикоподшипниковыми шпинделями, 15-мм шарикоподшипниковыми направляющими и 3-амперными шаговыми двигателями NEMA23, которые легко вписываются в готовую систему крепления.
Эти детали идеально сочетаются друг с другом без необходимости в изготовлении специальных деталей.
Шаг 1: Строим раму




Главное — это хорошее планирование…
Через неделю после заказа прибыли запчасти. И через несколько минут ось Х была готова. — Проще, чем я думал! 15-миллиметровые линейные подшипники HRC имеют очень хорошее качество, и после их установки вы сразу понимаете, что они будут работать очень хорошо.
Через 2 часа при сборке своими руками станка ЧПУ на Ардуино появилась первая проблема: шпиндели не хотят попадать в роликовые подшипники. Мой морозильник недостаточно большой для 1060 мм шпинделей, поэтому я решил достать сухой лед, что означало приостановить проект на неделю.
Шаг 2: Настройка шпинделей


Пришел друг с пакетом сухого льда, и после нескольких минут заморозки шпиндели отлично вписываются в роликовые подшипники. Еще несколько винтов, и это уже немного похоже на станок с ЧПУ.
Шаг 3: Электрические детали
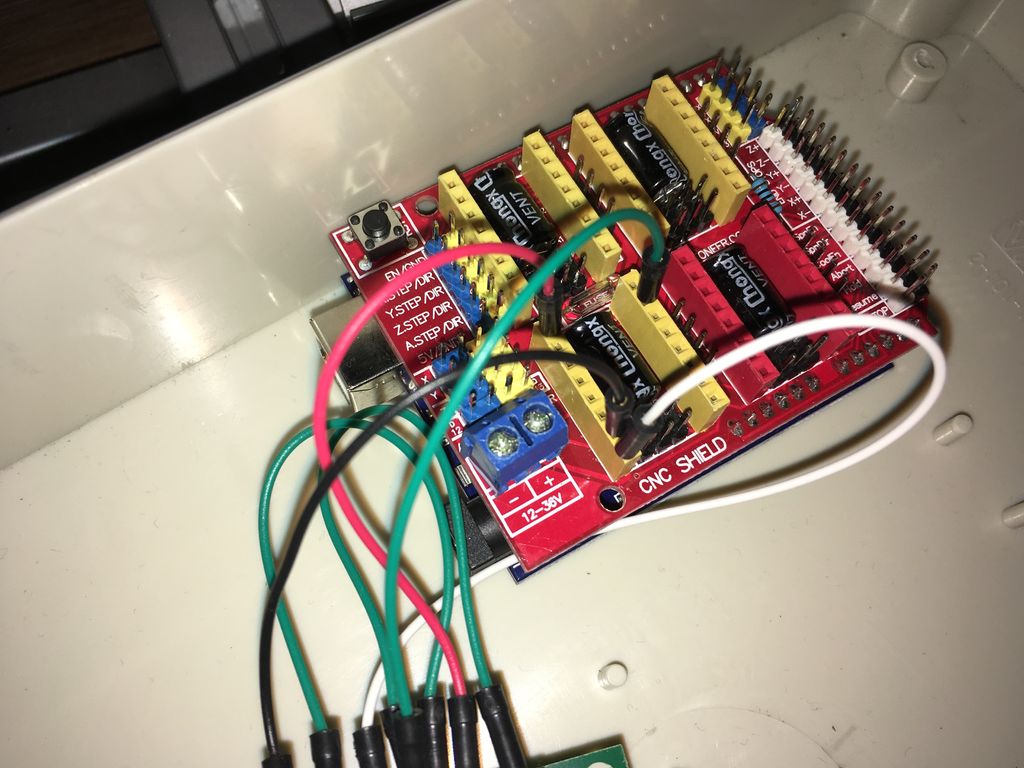
Механическая часть закончена, и я перехожу к электрическим деталям.
Поскольку я очень хорошо знаком с Arduino и хочу иметь полный контроль через USB, я сначала выбрал Arduino Uno со щитом GRBL и степперами TB8825. Эта конфигурация работает очень просто, и после небольшой настройки машина стала управляемой на ПК. Отлично!
Но так как TB8825 работает максимум на 1,9 А и 36 В (становится очень горячим), этого достаточно для запуска машины, но я заметил потери в шагах из-за слишком малой мощности. Длительный процесс фрезерования при такой температуре представляется кошмаром.
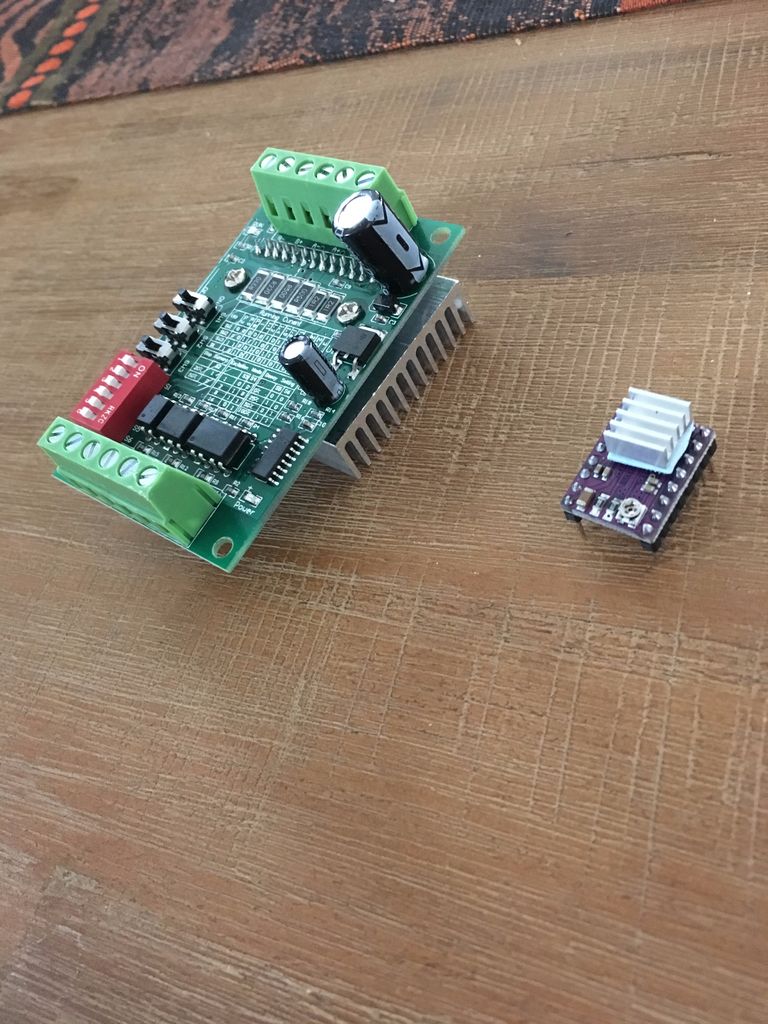
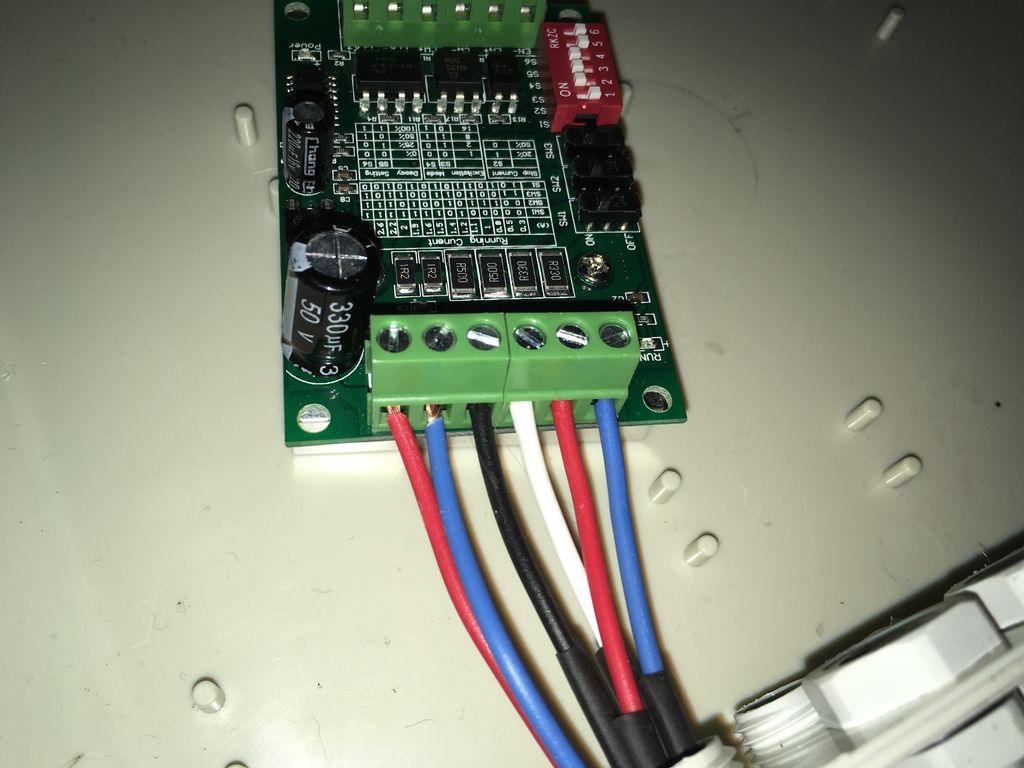
Я купил дешевый TB6560 из Китая (300 рублей за каждый, доставка 3 недели) и подключил их к щиту GRBL. Номинальные напряжения не очень точны для этой платы, вы найдете номиналы от 12 до 32В. Поскольку у меня уже есть источник питания 36 В, я попытался приспособить именно его.
Результат: два шаговых привода работают нормально, один не может выдержать более высокое напряжение, а другой поворачивается только в одном направлении (невозможно изменить направление).
Итак, снова в поисках хорошего драйвера…
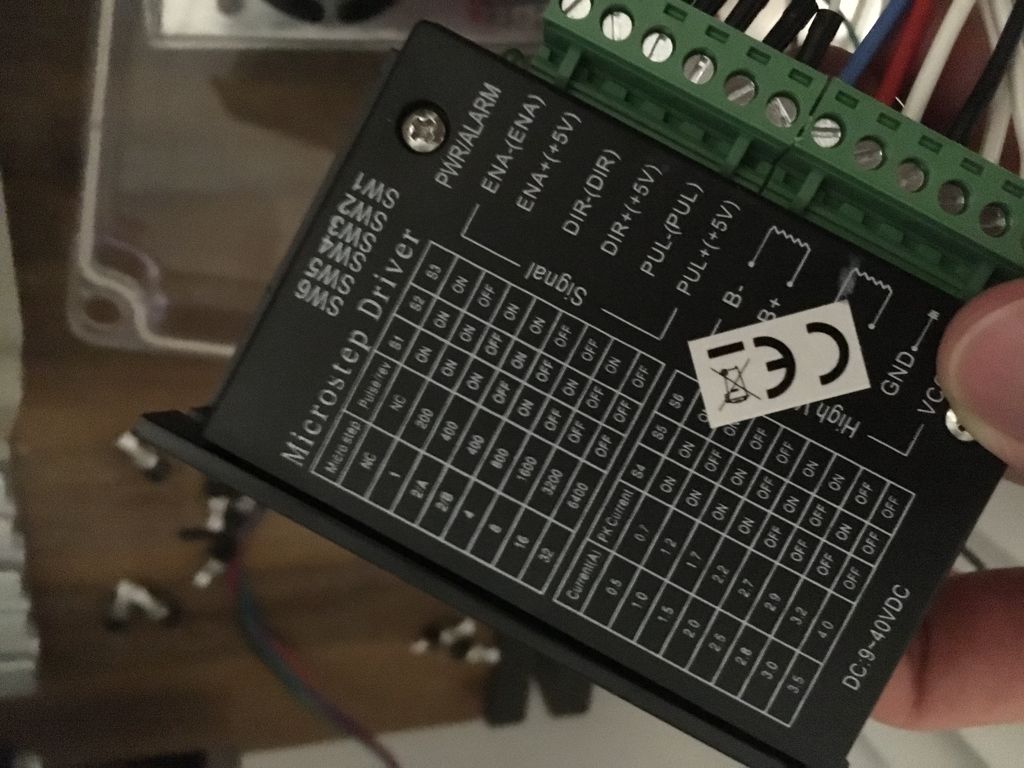
TB6600 — мое окончательное решение. Он полностью закрыт алюминиевым охлаждающим покрытием и прост в настройке. Теперь мои степперы работают по осям X и Y с 2,2А и по оси Z с 2,7А. Я мог поднять до 3А, но поскольку у меня есть закрытая коробка для защиты цепей от алюминиевой пыли, я решил использовать 2,2А, что достаточно для моих нужд и почти не выделяет тепла. Также я не хочу, чтобы степперы уничтожили машину в случае ошибки, когда я даю им слишком много мощности.
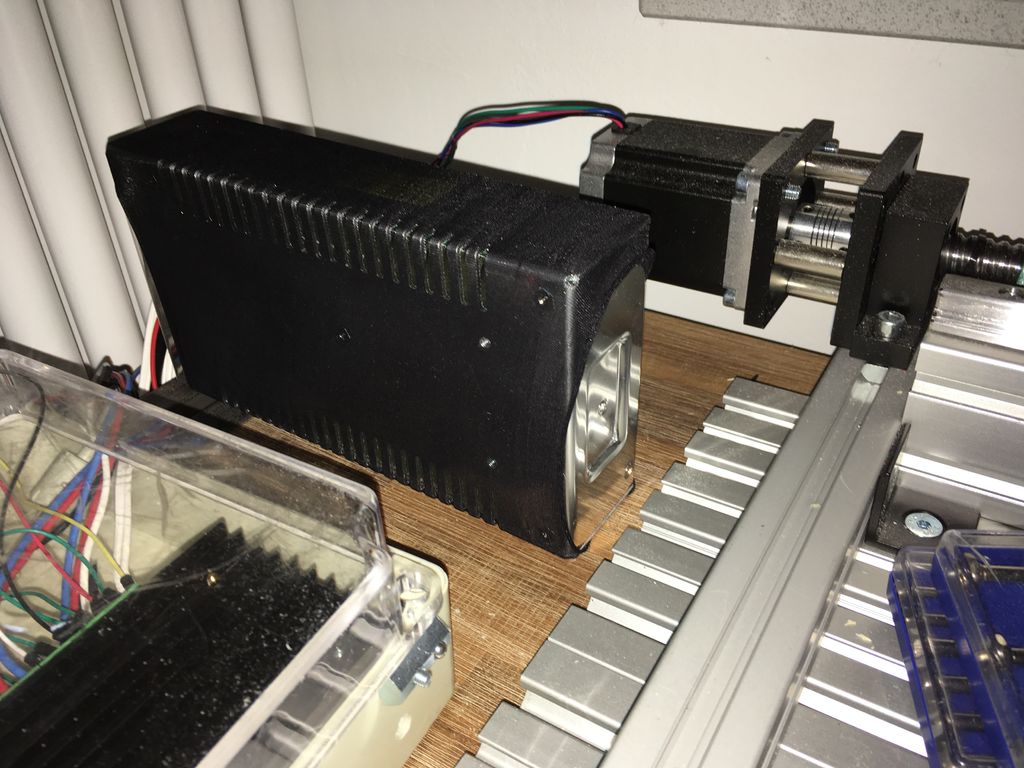
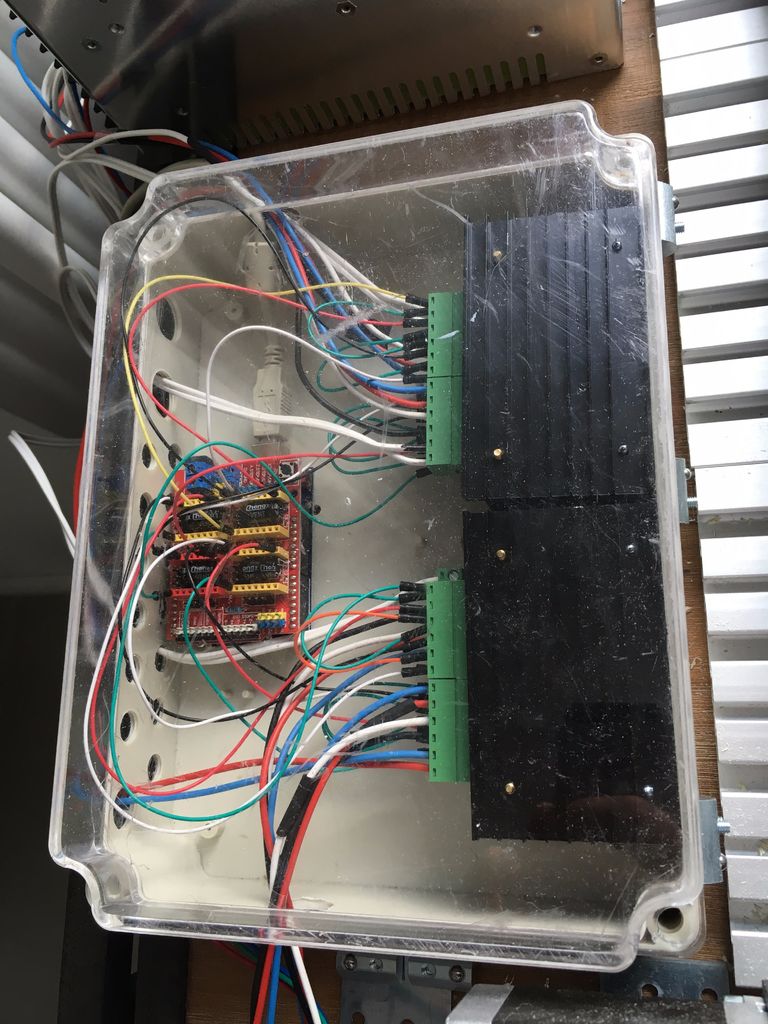
Я долго думал над решением для защиты блока питания степперов и преобразователя частоты от мелких алюминиевых деталей. Существует много решений, когда преобразователь устанавливается очень высоко или на достаточном расстоянии от фрезерного станка. Основная проблема в том, что эти устройства выделяют много тепла и нуждаются в их активном охлаждении. Мое окончательное решение — прекрасные колготки моей девушки. Я разрезал их на кусочки по 30 см и использовал в качестве защитного шланга, что очень просто и обеспечивает хороший воздушный поток.
Шаг 4: Шпиндель

Выбор подходящего шпинделя требует много исследований. Сначала я подумал о том, чтобы использовать стандартный шпиндель Kress1050, но, поскольку у него всего 1050 Вт на скорости 21000 об / мин, я не могу ожидать большой мощности на более низких скоростях.
Для моих требований к сухому фрезерованию алюминия и, возможно, некоторых стальных деталей мне нужна мощность на 6000-12000 об / мин.
Вот почему я, наконец, выбрал частотно-регулируемый привод на 3кВт из Китая (вместе с конвертером) за 25 тыс. рублей.
Качество шпинделя очень хорошее. Он довольно мощный и простой в настройке. Я недооценил вес в 9 кг, но, к счастью, моя рама достаточно крепкая и с тяжелым шпинделем проблем нет. (Высокий вес является причиной для привода оси Z на 2,7 А)
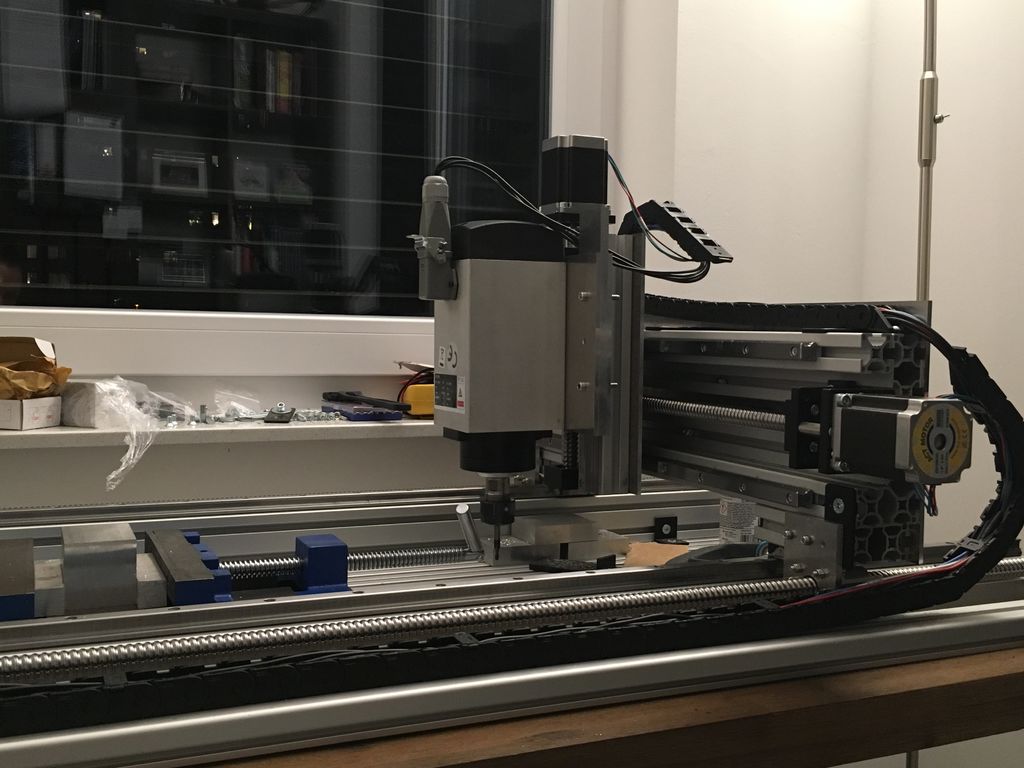
Шаг 5: Работа завершена

Готово. Машина работает очень хорошо, у меня было несколько проблем с шаговыми драйверами, но в целом я действительно доволен результатом. Я потратил около 120 тыс. руб., и у меня есть машина, которая точно соответствует моим потребностям.
Первый фрезерный проект был отрицательной формой в POM (Parallax occlusion mapping). Станок отлично справился с задачей!
Шаг 6: Доработка для фрезерования алюминия

Уже в POM я увидел, что крутящий момент на Y-образном подшипнике немного велик, и машина изгибается при высоких усилиях вокруг оси Y. Вот почему я решил купить вторую рейку и соответственно модернизировать портал.
После этого почти нет люфта из-за усилия на шпинделе. Отличное обновление и, конечно, стоит своих денег (10 тыс. рублей).
Теперь я готов к алюминию. При работе с AlMg4,5Mn я получил очень хорошие результаты без какого-либо охлаждения.
Шаг 7: Заключение
Создание собственного станка с ЧПУ на самом деле не ракетостроение. У меня относительно плохие условия работы и оборудование, но имея хороший план работ нужно всего несколько бит, отвертка, зажимы и обычный сверлильный станок. Один месяц в CAD и на план покупок, и четыре месяца сборки, чтобы завершить установку. Создание второго станка прошло бы намного быстрее, но без каких-либо предварительных знаний в этой области мне пришлось много узнать о механике и электронике за это время.
Шаг 8: Детали
Здесь вы можете найти все основные части станка. Я бы порекомендовал сплавы AlMg4,5Mn для всех алюминиевых пластин.
Электрические:
Я купил все электрические части на Ebay.
- Arduino + GRBL-Shield: ~ 1500 руб.
- Шаговый драйвер: 1000 руб.\шт
- Блок питания: 3000 руб.
- Шаговые двигатели: ~ 1500 руб.\шт
- Фрезерный шпиндель + инвертор: 25 тыс. руб.
- Линейные подшипники: ссылка
- Линейные рельсы: ссылка
- Шариковые циркуляционные шпиндели: ссылка
- 2x1052mm
- 1x600mm
- 1x250mm
- Фиксированные подшипники шпинделя + держатель степпера: ссылка
- Плавающий подшипник: ссылка
- Шпиндельно-шаговые соединения: заказал китайские муфты за 180 руб.\шт
- Нижние профили: ссылка
- Х-профили для рельсов: ссылка
- Y-образные профили для установки степпера / шпинделя оси X: ссылка
- Профиль на линейном подшипнике X: ссылка
- Задняя панель / Монтажная панель: 5 мм алюминиевая пластина 600×200.
- Y-профили: 2x ссылка
- Z-профиль: ссылка
- Z-монтажная пластина: 5 мм 250×160 Алюминиевая пластина
- Z-скользящая пластина для крепления шпинделя: 5 мм 200×160 Алюминиевая пластина
Шаг 9: Программное обеспечение
Попользовавшись CAD, затем CAM и, наконец, G-Code Sender я очень разочарован. После долгих поисков хорошего программного обеспечения я остановился на Estlcam, которое является очень удобным, мощным и очень доступным (3 тыс. рублей).
Он полностью перезаписывает Arduino и самостоятельно контролирует шаговые двигатели. Есть много хороших задокументированных функций. Пробная версия обеспечивает полную функциональность программного обеспечения, лишь добавляя время ожидания.
К примеру, поиск края. Нужно просто подключить провод к контакту Arduino A5 и к заготовке (если не металлическая, то используйте алюминиевую фольгу, чтобы временно покрыть ее). С помощью машинного управления вы можете теперь прижимать инструмент для фрезерования к рабочей поверхности. Как только цепь замыкается, машина останавливается и устанавливает ось на ноль. Очень полезно! (обычно заземление не требуется, потому что шпиндель должен быть заземлен)
Шаг 10: Усовершенствование
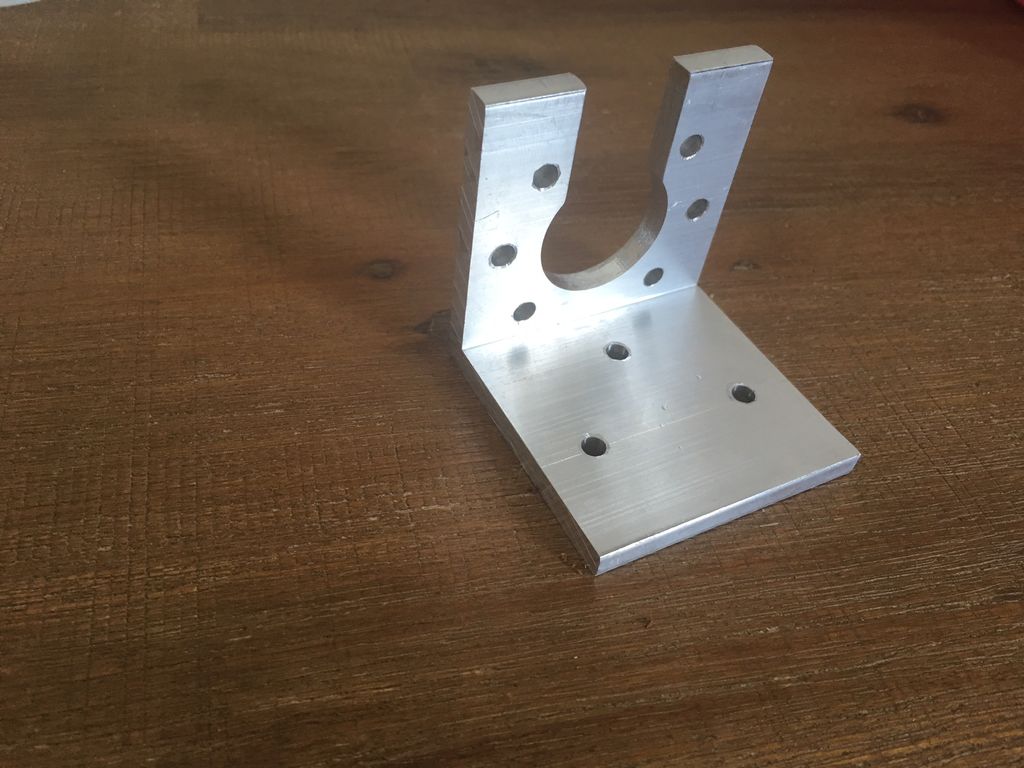
До настоящего времени оси Y и Z имели временные пластиковые кронштейны для передачи усилий гаек шпинделя и соответственно перемещали фрезерный шпиндель.
Пластиковые скобы были из прочного пластика, но я им не слишком доверяю. Представьте, что скоба оси Z будет тормозить, фрезерный шпиндель просто упадет (очевидно, в процессе фрезерования).
Вот почему я теперь изготовил эти кронштейны из алюминиевого сплава (AlMgSi). Результат прилагается на картинке. Они теперь намного прочнее, чем пластиковая версия, которую я сделал раньше без фрезерного станка.
Шаг 11: Станок в работе
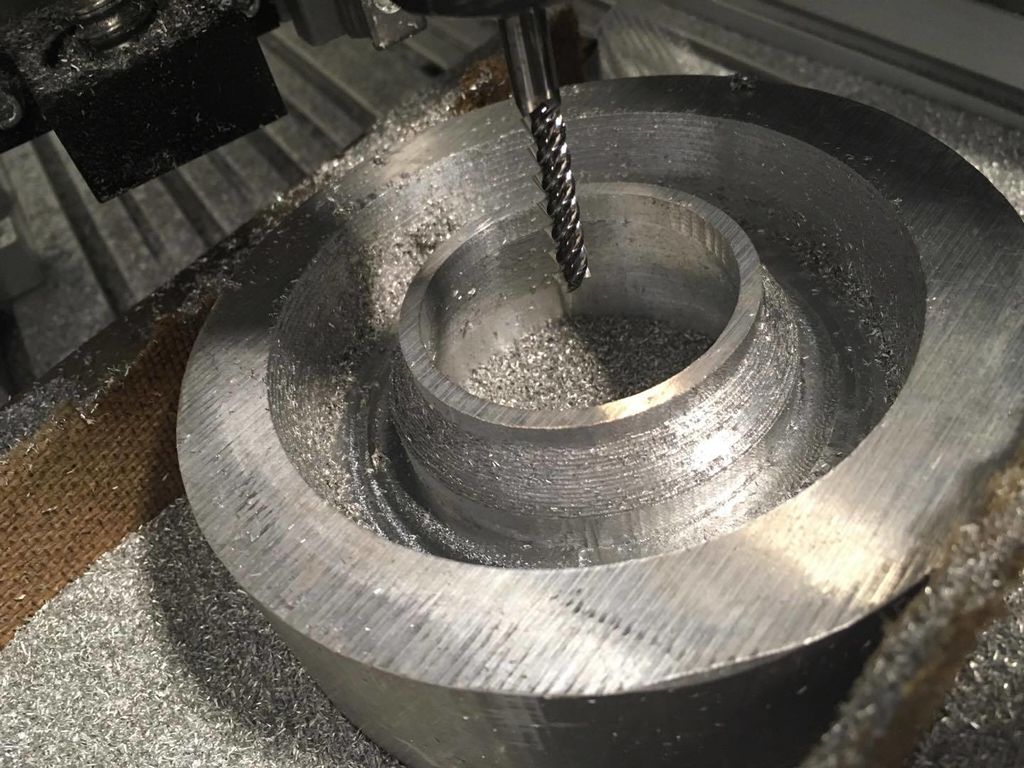



Теперь с небольшой практикой ЧПУ станок по дереву своими руками уже дает очень хорошие результаты (для хобби). На этих снимках изображено сопло из AlMg4,5Mn. Я должен был фрезеровать его с двух сторон. На последнем фото то, что получилось еще без полировки или наждачной бумаги.
Я использовал фрезу VHM 6 мм с 3 лопостями. Я понял, что 4-6-миллиметровые инструменты дают очень хорошие результаты на этом станке.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Всем доброго времени суток. После создания темы про поворотную ось для ЧПУ-фрезера, было много комментариев с просьбой рассказать о создании самого станка. К сожалению фоток этого процесса у меня не много, поэтому будет немного скомкано, но попробую описать процесс с тем, что есть.
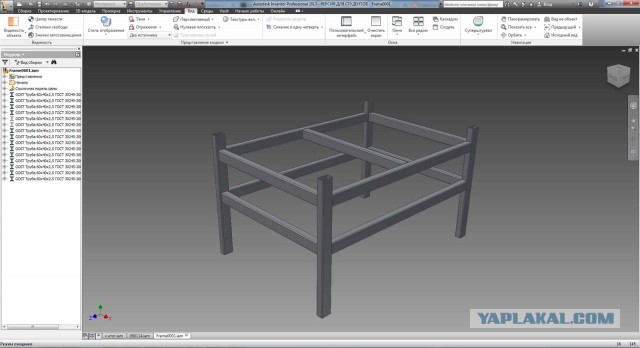
Для начала открываем Inventor от Autodesk (с Солидом и Компасом отношения у меня как-то не сложились) и проектируем раму будущего станка из металлических труб прямоугольного сечения 60х40х2,5 мм. Можно, конечно и без проекта, но мне так больше нравится.
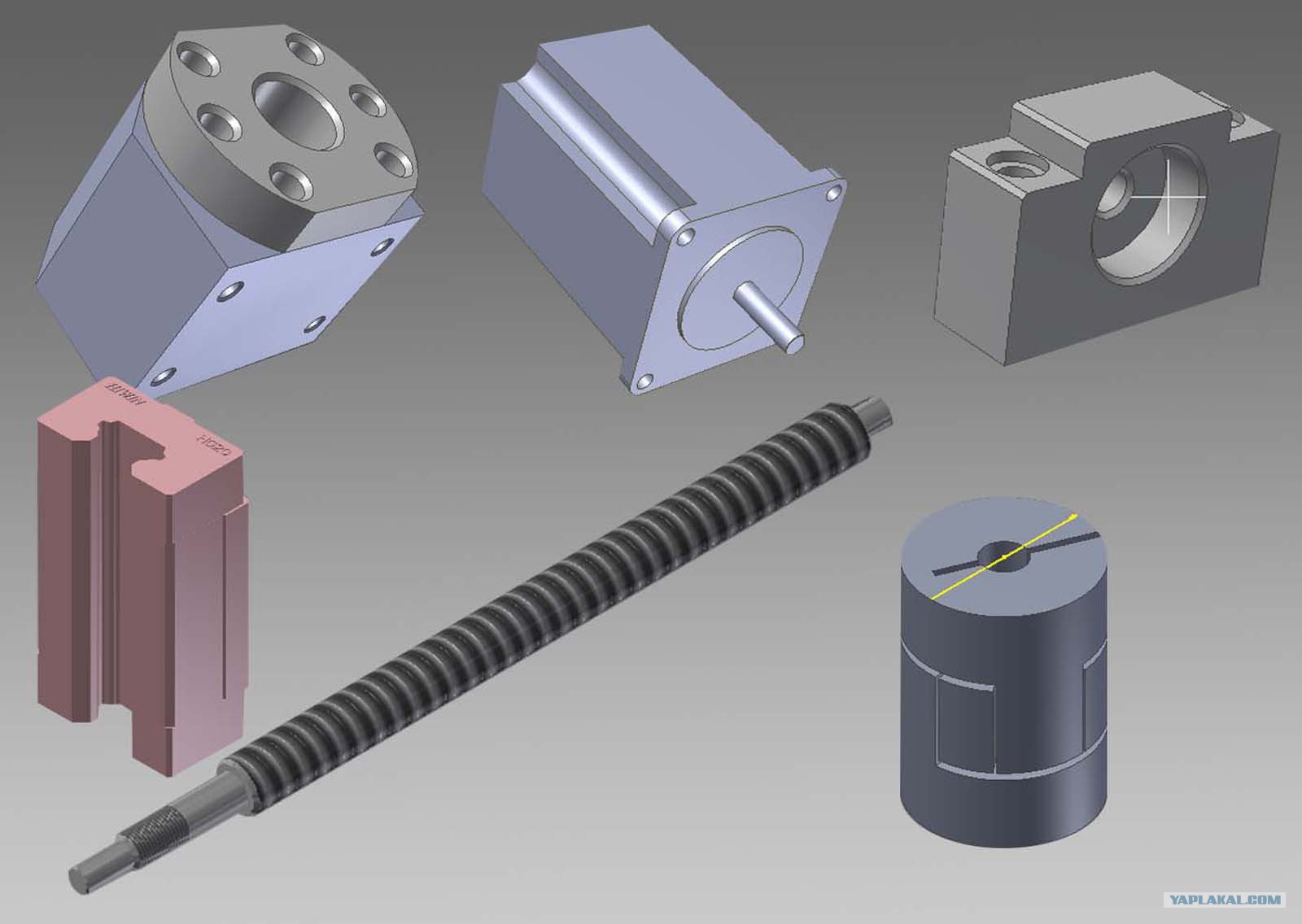
2. Далее определяемся с комплектующими. Для себя, я, остановился на таком списке:
- профильные рельсы и каретки HIVIN (для X – 20мм; для Y и Z – 15 мм)
- ходовые винты ШВП (шарико-винтовая передача) 2005, т.е. за 1 оборот винта гайка сдвигается на 5 мм
- подшипниковые опоры ШВП
- шаговые двигатели (2- на ось X и по одному на Y и Z)
Далее скачиваем с сайта продавца 3d модели выбранных комплектующих. Если нет 3d моделей, качаем тех. документацию и рисуем 3d своими силами.
3. В Inventor делаем сборки деталей
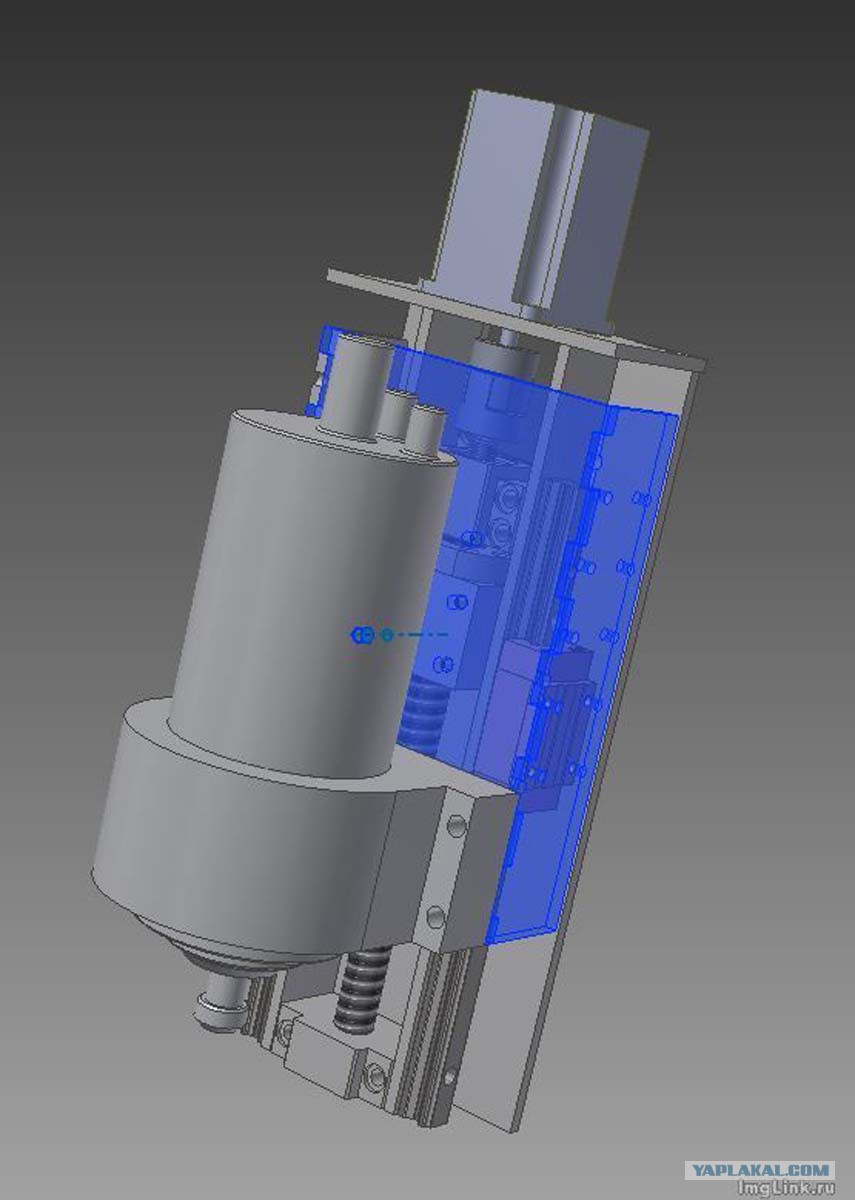
4. Здесь уже полностью нарисованный и просчитанный станок
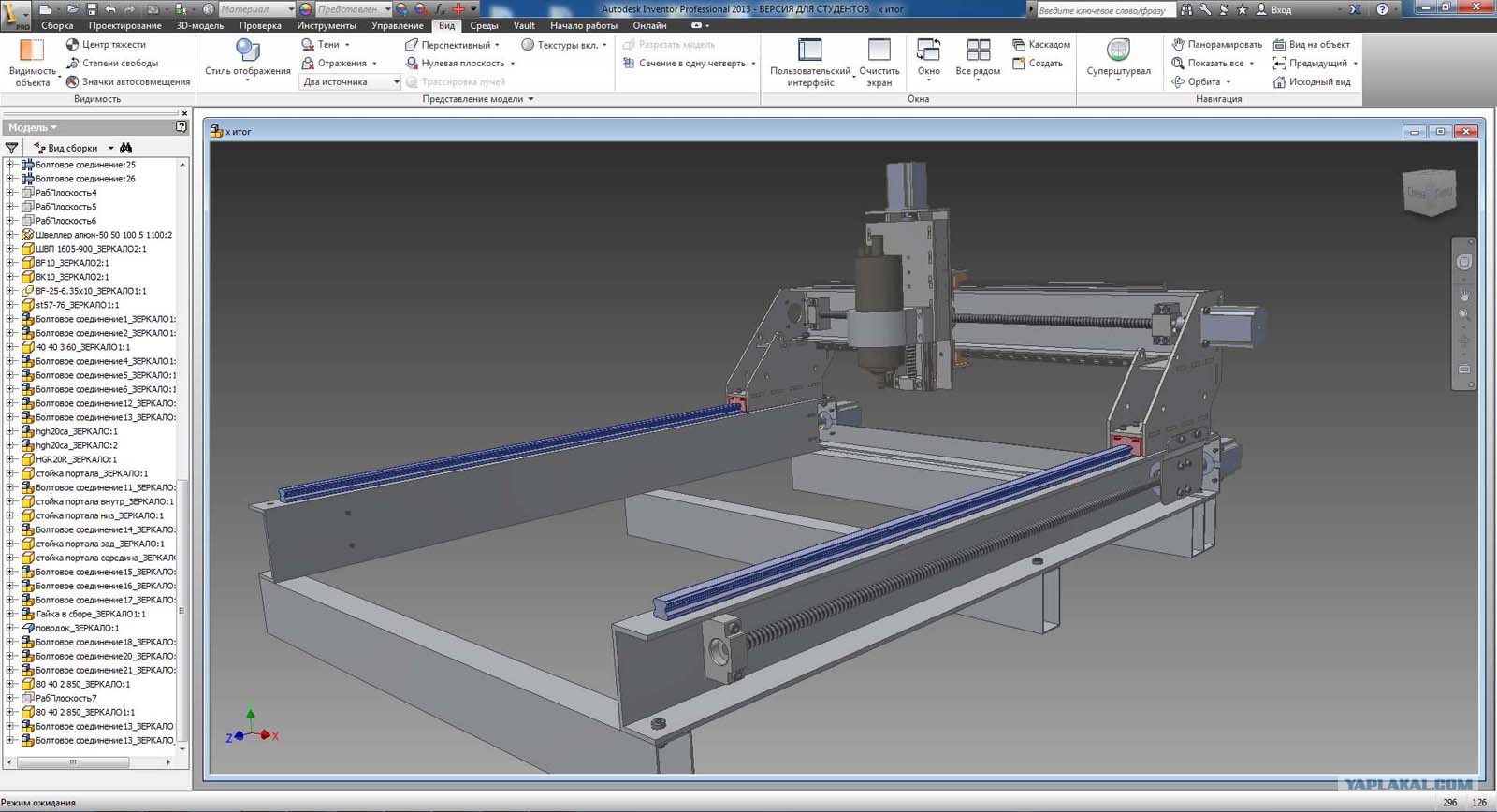
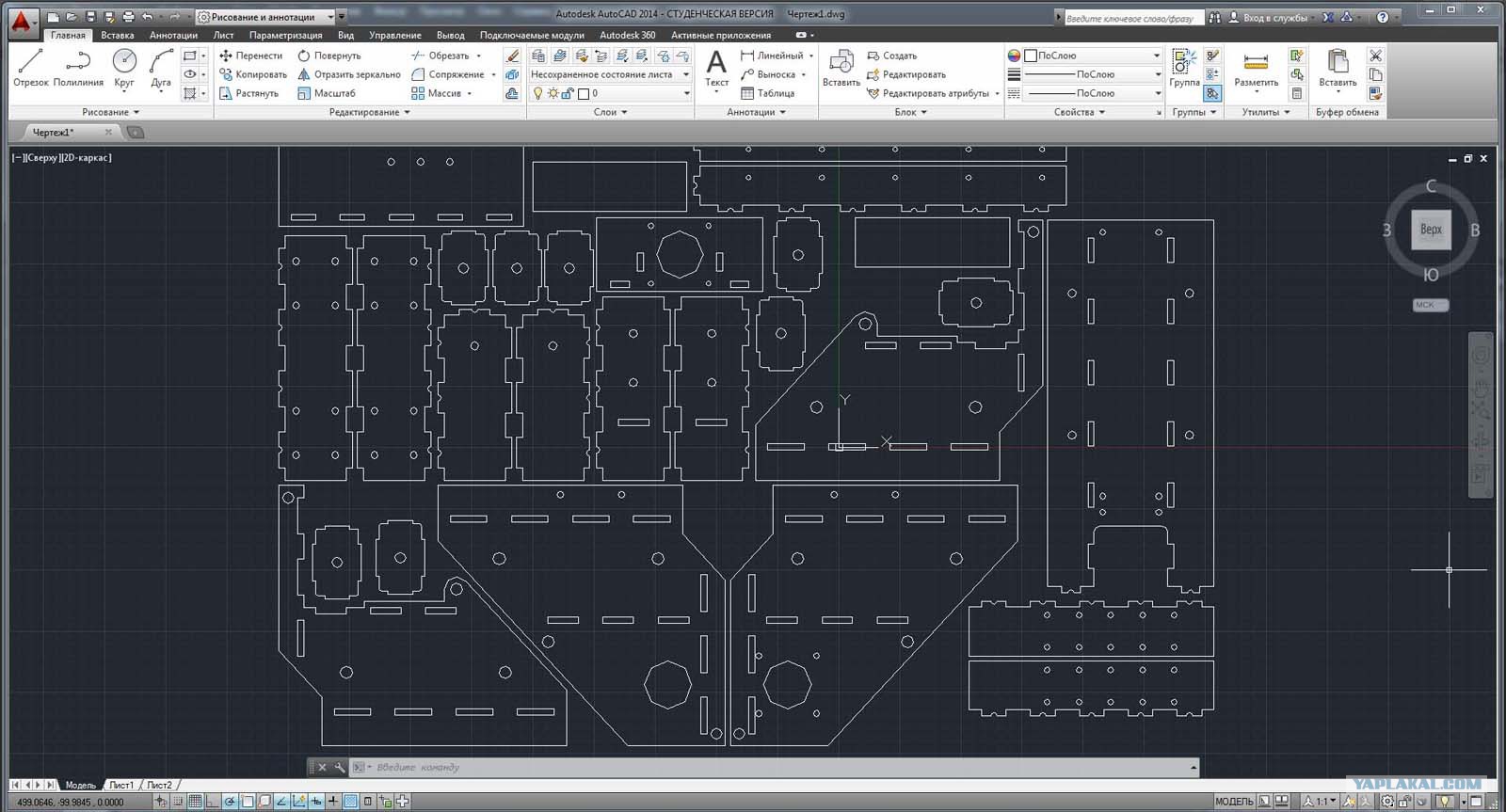
5. На этом этапе заказываем комплектующие с доставкой EMS до двери, кроме этого готовим файл DXF с раскроем для лазерной резки и отправляем его на производство. К сожалению сейчас уже не вспомню куда заказывал, вроде в Питерскую контору.
6. Пока ждем заказ, закупаем алюминиевый профиль. Покупаем трубы прямоугольного сечения 60х40х2,5 мм режем по размерам и свариваем раму.

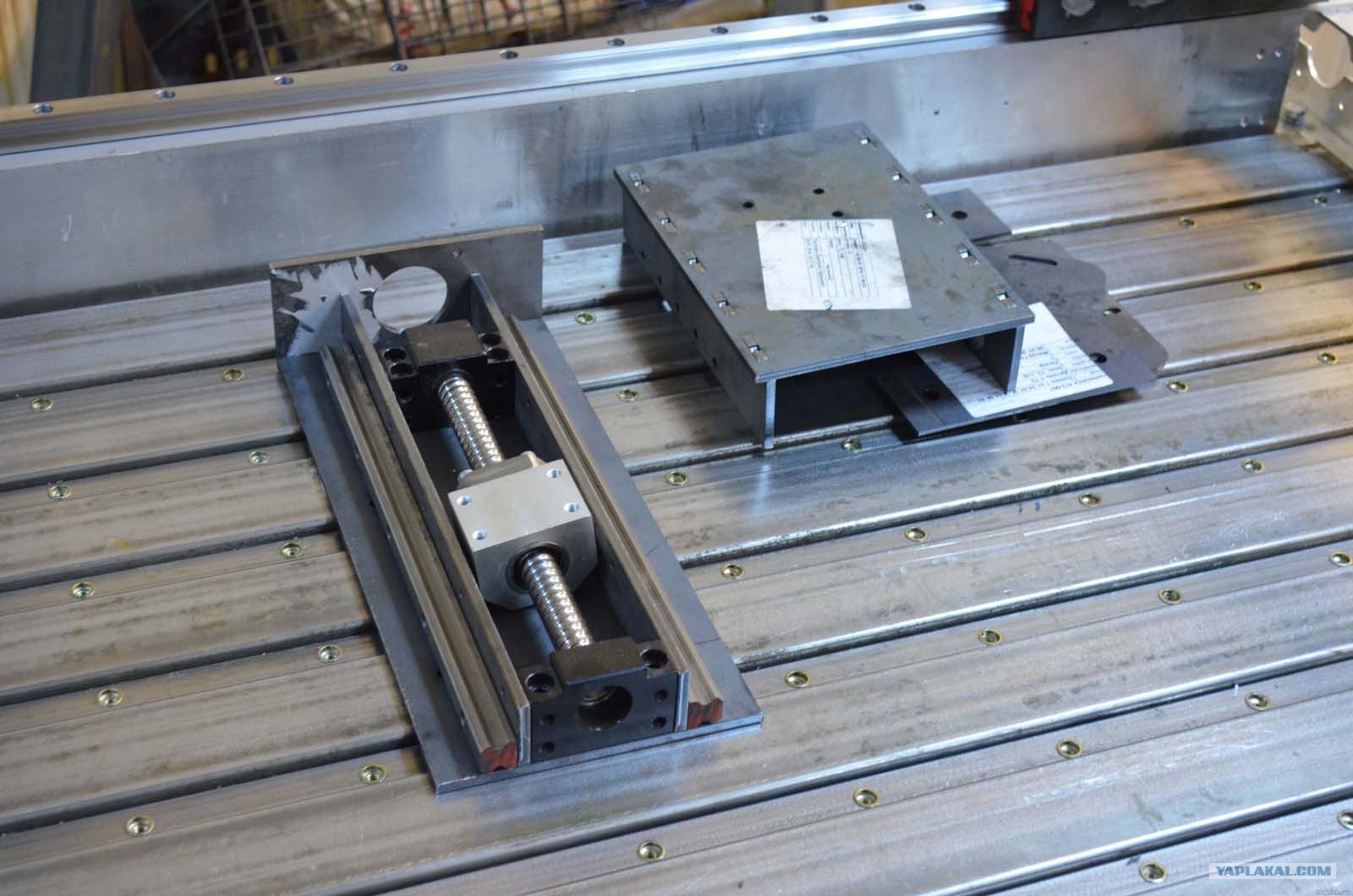
7. Здесь комплектующие уже пришли и будущий станок уже немного подсобран…


9. Тем временем приходят детали из лазерной резки


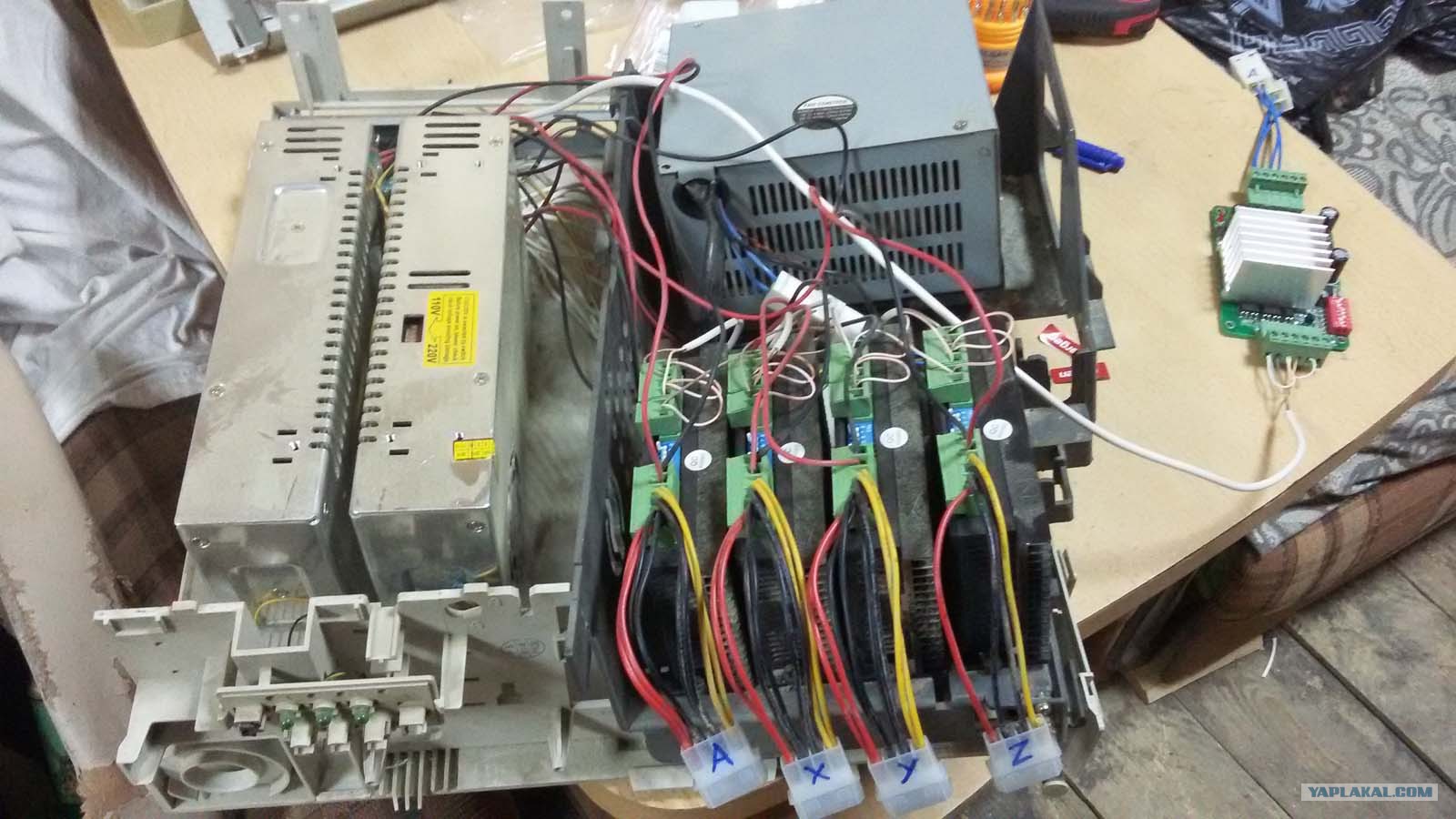
12. Дольше всего пришлось ждать электронику с Ebay. Приехал такой комплект…


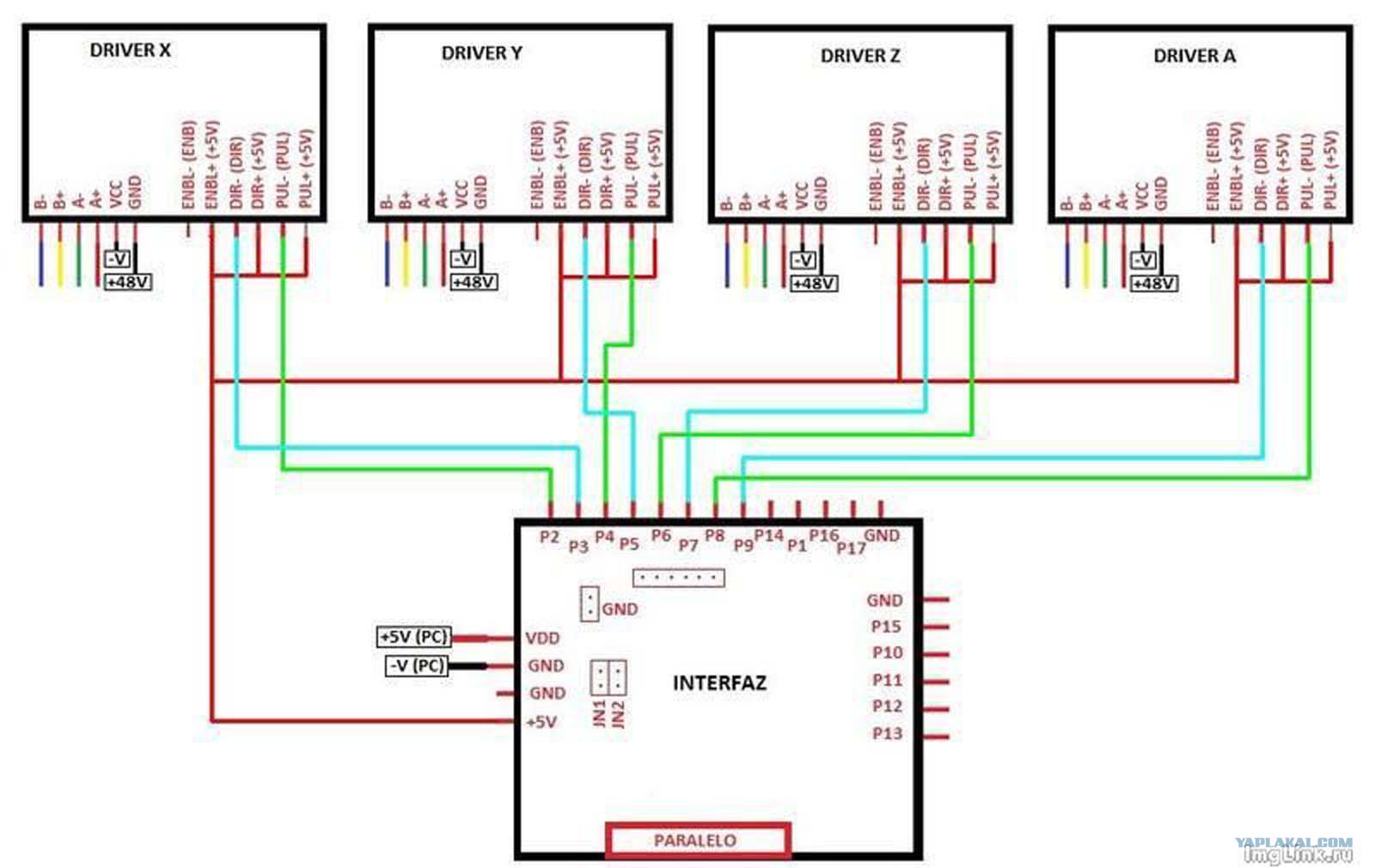
14. Схема подключения…


18. Ну и некоторые изделия




22. А это с помощью поворотной оси

Недавно собирал примерно такой же, с условием цен на Али, 58 000. Работу свою не считал, резку и сварку.
Можно с Комплектом шаговиков подешевле сделать. ТС наверно 34 НЕву брал
у меня на работе ЧПУ только токарный 1200 000
вот такой

Roman08
держи за прямые руки и светлую голову!

Черт! Опять из серии "как нарисовать сову".
Автор! Да собери ты коплект чертежей, подробных схем, напищи более-менее понятную инструкцию, и продавай!
Даже здесь, на ЯПе, я уверен, пойдет на "ура"!
А яп за спасибо взял.
Ибо бедный я как мышь. Но руки чешутся.
Автор, расскажи более подробно а? Пожалуйста.
МОдели, пощности шаговиков, размеры, диаметры, габариты, наименования, производители. Места где покупал. Что покупал и сколько.
Ps. Вместо шпинделя - ручной фрезер?
Я тож делал, ток по другому - фрезеровали мне детали на заводе из плит Д16.
Портал под 4 ось задран.
Фото старое, сейчас станок разобран - будет ставится пром.шпиндель на 2.2кВт с жидкостным охлаждением.
Вообще блин проблема с помещением, уже три места сменил, ни как пристанище постоянное не найду , а еще руки чешутся запилить лазерный резак и плазменный под стандартный лист, для мегарукожопства хоца

Сам станок не делал, но на таком работал.
На нардах внутри рисунок алмазным бором делал.
Получалось, как выжигателем. У шпинделя 15000об.
Нет, глюков не замечено.
Да, в нем, но сейчас аркам не использую
Сейчас либо RhinoCam либо VisualMill (по сути одно и тоже, только VisualMill работает самостоятельно, RhinoCam - плагин для Rhinoceros)
Держи зелени) Раб0тал в рекламе) купили нам п0 тем деньгам за мульён п0д лист 2х3,5 0хрененная штука)))
Судя по отсутсвию ответа. Аффтар не хочет за так, более детально нарисовать сову. Ну ок. Хозяин барин.
Круто всё получилось ящитаю.
Неужели в гугле и на ютьюбе забанили?!
Сеть ломится от этой инфы.
Производители незнают кому впарить драйвера и шаговики.
И сотни контор хотят оказать вам услуги по резке любых материалов для станка.
А пираты любезно предоставляют почти любой софт.
Что вам еще надо?!
ой да ладно тебе .. это же высший пилотаж рукожопства, ко мне мальчик давеча на работу устраивался вот он рукожоп 99lvl. ни розетку прикрутить ни прокладку поменять в сраном фитинге . на разводник смотрит как на неведомую ебаную хуйню, циркулярку с болгаркой обходит по широкой дуге метра так 3 (невключенные, от включенных сьебывает) . как мужик в доме ну полный ноль в смысле тот который по кельвину. со сраным монтажным пистолетом (для герметиков который) разбирался 10 минут как открыть-закрыть ( мы втроем с сурьезными лицами смортрели затаив дыхание, даже не хихикнул никто) об устройстве ЛЮБЫХ бытовых вещей не имеет ни малейшего представления, о том как работает электричество "СЛЫШАЛ НО НЕ ПОМНИТ" потому что "МНЕ ЭТО НЕИНТЕРЕСНО", а теперь тадам . нет не так ТАДАДАДАДАММММММ 28. лет единственный сын у мамы, трезвенник, истово верующий.
пока оставили чиста поржать пацаны решили попробовать себя в педагогике, если за месяц сдвигов не будет выгоню к ебеням.
Читайте также: