
Обрезиненный вал своими руками
Добавил пользователь Валентин П. Обновлено: 15.09.2024
В данном разделе вы можете ознакомиться с подробными ответами на самые частые вопросы наших постоянных и потенциальных клиентов, связанные со следующими тематиками:
- Изготовление и последующее восстановление резиновых валов на предприятии LIGUM,
- Процесс нанесения резины на вал,
- Восстановление обрезиненных валов, вышедших из строя,
- Процедура замены резинового вала,
- Ремонт и восстановление полиграфических валов.
Восстановление резиновых валов - где, как, почём?
Точное месторасположение производства LIGUM можно посмотреть здесь.
Когда из-за технологических ограничений (например, из-за очень больших габаритных размеров или несовместимости требуемых резиновых смесей с "сухим" автоклавом) выполнить обрезинивание на мощностях российского производства не представляется возможным, то заказ размещается на головном заводе LIGUM в г. Попрад, Словакия.
Подскажите, пожалуйста, хорошую организацию по обрезиниванию валов для печатной машины (Ryobi 524).
Коллеги, добрый день!
Подскажите, пожалуйста, хорошую организацию по обрезиниванию валов для печатной машины (Ryobi 524).
Обрезиниваем в политехнике (поливалик.ру)
недорого, качество хорошее. когда у нас была 524-я обрезинили там всю машину + я купил в бетчере новый вал увлажнения - разницы не увидел. Кстати в бетчере, на обмен, были приемлемые цены и поторговаться еще можно.
Вопрос актуальный. Поэтому апну тему.
Яндекс выдаёт немало предложений по компаниям, которые занимаются обрезиниванием валов. Но сделать симпатичный сайт, намного проще чем сделать качественный вал.
Кто какие компании может посоветовать?
Вопрос актуальный. Поэтому апну тему.
Яндекс выдаёт немало предложений по компаниям, которые занимаются обрезиниванием валов. Но сделать симпатичный сайт, намного проще чем сделать качественный вал.
Кто какие компании может посоветовать?
Все у них делают. Они супер.
Мы до Алис групп делали в Химках где то. Караул.
Обратился в алис груп.
Нужно было обрезинить валы на фальцовку и востановить вал на ламинатор (Бронко). была выставленна цена на валы на фальцовку. на мой взгяд очень высокая. я сказал что это очень дорого и чтоб валы не обрезинивали а отправляли обратно. менеджер сказал что валы на фальцовку уже сделаны и что нам надо их оплачивать. ( подловили на словах хотя подтверждения заказа в переписке не было) мы согласились и оплатили. сказали что по изготовлению валов на фальцовку отправляли нам наши валы (Фальцовка и ламинатор) после 2 недель я поднял вопрос почему не отправляют вали на чо менеджер начал ездить на своей пятой точке. а тем временем изготавливали вали на фальцовку. потом они очевидно решили применить такой же фокус и в отношении вала на ламинатор и сказали что он уже готов. и выставили цену на него порядка 32000р. я позвонил в Бронко и узнал что новый. новый вал стоит 37000р. на что менеджер Алис груп начал втирать мне что это нормально и что это штучное производство . мои аргументы что они не изготавливают болванку из металла а наносят на готовую болванку резину и по этой причине изготовление должно быть существеннее дешевле нового вала. в итоге я отказался от востановления вала на ламинатор и сказал менеджеру чтоб они срезали свой кусок резины с вала ламинатора и отправляли нам валы. вообщем менеджер начал тогроваться чтоб вернуть хоть какие то деньги. в итоге длинных споров и ругани остановились на цене 12000 руб. ВЫВОД : Алис груп пользуются тем что люди им доверяют ввиду длительного сотрудничества и накручивают цены.
Где могут сделать обрезинивание вала ламинатора рабочей длиной 1400 мм?
Покрытие черное, сделано в Японии.
Вал нагревательный, внутри полость для лампы.
Боюсь даже подумать сколько стоит оригинальный вал, поэтому ищу проверенного подрядчика для обрезинивания.
Кто сталкивался с таким?
Посоветуйте пожалуйста проверенную контору.

про большие не знаю, но на экселам мне обрезинили хорошо в рыбинске
еслинужно, могу кинуть в личку контакты
про большие не знаю, но на экселам мне обрезинили хорошо в рыбинске
еслинужно, могу кинуть в личку контакты
Один из европейских лидеров по изготовлению валов (восстановлению б/у) - компания Ligum.
У них есть производство и в России
Достаточно часто там делаю валы как для офсета так и вообще для всего остального оборудования где используются валы разного рода.
В три конторы обратились -- ценники от 25 до 33 тысяч рублей.
Мы в легком шоке, если не сказать сильнее.
Длинные тонкие порезы, достались от пред. владельца еще в Японии. Новый вал купить не вариант вообще.
Пытаемся как-то замазать силиконовым клеем и герметиком, результаты противоречивые..
ХЕЗ, еще не все варианты по обрезиниванию пробили.
Может и в Китае конечно, но боюсь с доставкой тоже десятки тысяч рублей выйдут. Пока не пробивали эту тему.
Знаю в Питере две конторы.
Обрезинивали там офсетные валы. Для ламинатора думаю тоже сделают.
Размер в 1400 мм для них -- это детский
Знаю в Питере две конторы.
Обрезинивали там офсетные валы. Для ламинатора думаю тоже сделают.
Размер в 1400 мм для них -- это детский
тут ещё такой ньюанс. Эластик делает полиуретановые валы. Для горячего ламинирования это не очень хорошо.
В Лювс мы как-то обращались с желанием обрезинить вал для пром. лама. На что их директор мне порекомендовал родной вал шлифануть, т.к. силиконовые смеси для обрезинки у Лювса не очень качественные и шлифовальный родной вал, по мнению директора, будет служить дольше, чем их обрезинка. Резиновые смеси у Лювса хорошие.
тут ещё такой ньюанс. Эластик делает полиуретановые валы. Для горячего ламинирования это не очень хорошо.
В Лювс мы как-то обращались с желанием обрезинить вал для пром. лама. На что их директор мне порекомендовал родной вал шлифануть, т.к. силиконовые смеси для обрезинки у Лювса не очень качественные и шлифовальный родной вал, по мнению директора, будет служить дольше, чем их обрезинка. Резиновые смеси у Лювса хорошие.
Тогда и я ремарку вставлю. С Лювсом больше не работаю. Не один раз уже меня подводили. Ушел к Эластику. Да долго, да недешево, да не поболтать по душам, другие этим тоже не болеют. Но качество достойное. Я заказываю валы на постоянной основе для своих загибщиков клапанов. И силиконовые валы тоже заказывал, и полиуретановые, проблем не было.

Оговорим сразу – если есть возможность купить необходимую деталь то это и быстрее и дешевле, но бывает когда нужное изделие найти и купить практически не возможно, или не устраивает качество, или нужно что то нестандартное, это для "самодельщиков", или вообще "повыделываться", например эксклюзивный гофр для ручки переключения передач, тогда дальше…
Пару слов о силиконе, производители утверждают что он устойчив к ультрафиолету хим и мех нагрузкам жаре, холоду, короче теоретически вечен…
Да, если сравнивать с аналогичной резинкой то изделие из силикона эластичней, приятнее на ощупь, без потери, а то и усилением по прочности.
Понадобилось изготовить уникальный гофрик (ничего подобного найти не смогли), и надо то всего несколько штук. Вот такой.
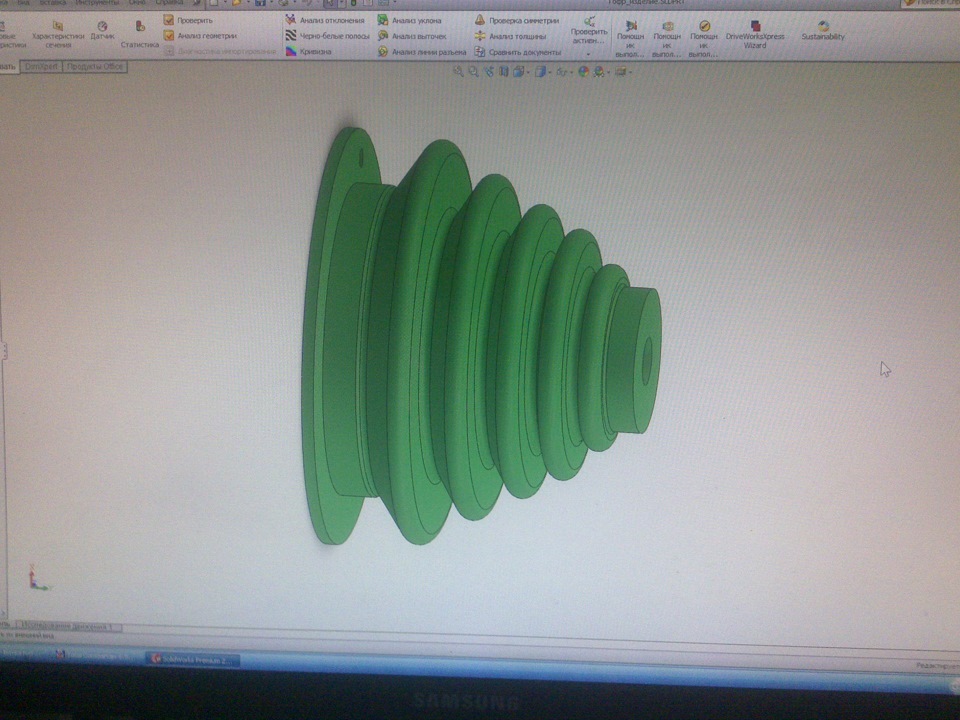
Самое главное изготовить формы для отливки, да — да, опять Solid Works и 3D принтер.
В принципе, несложную форму можно сделать и вручную, но так быстрее и точнее.
Форма для гофра состоит из трех частей, пустота между внутренней и внешними и есть тело гофра. Надо предусмотреть заливочный канал в форме конусного носика промывочного шприца, чтоб сидел плотнее (про него дальше), и воздухоотводный.
Так формы выглядят виртуально:
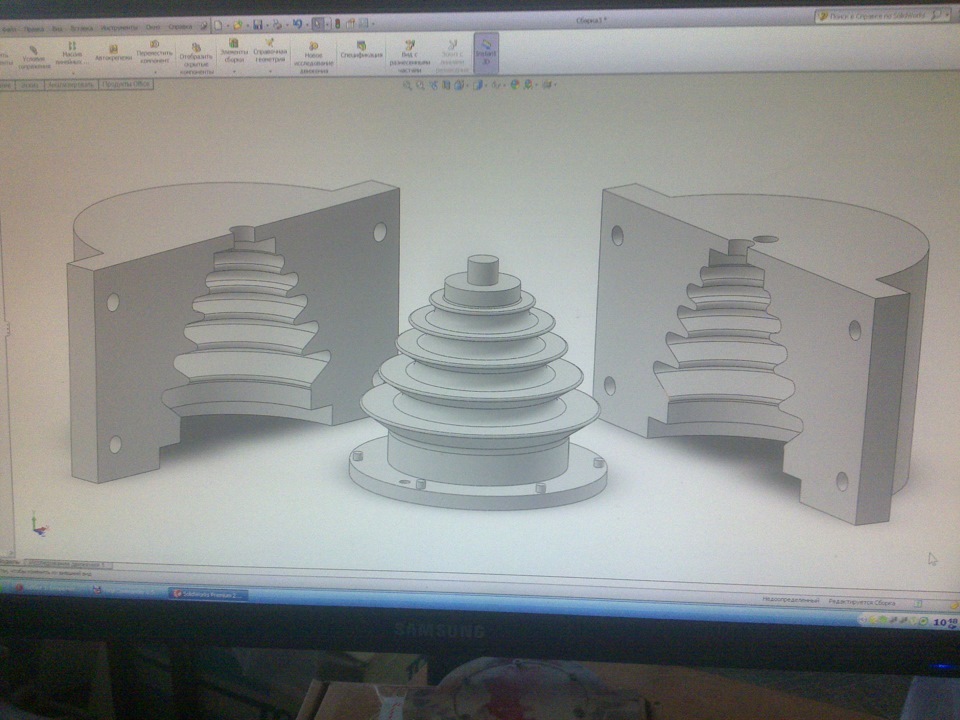

Если вставить одну в другую, хорошо видна рабочая пустота, а винтиками регулируется зазор (просто стоечки, что были в модели, не пропечатались). На рабочую поверхность форм наносится разделитель, чтоб силикон не пристал, эти промазаны разогретым жидким парафином, и еще раз начисто, над горячим воздухом ватой. Парафин заполнит все неровности для чистоты поверхности.
Еще раз повторю; заказчик требовал именно такой конфигурации и никаких замен.
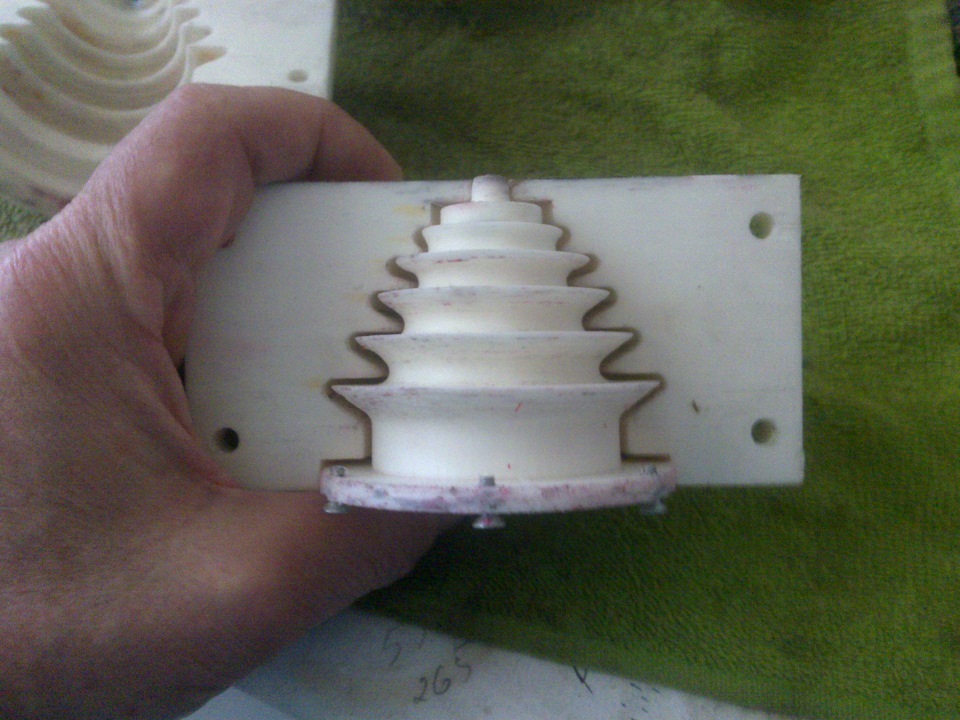
Вот форма в сборе.

Затягивается болтами, потому что давление при закачке будет сильное. И надо будет зафиксироваться, чтоб не сместило равномерность внутреннего зазора. Все это надо было предусмотреть на стадии проектирования форм, но стало понятно после первой отливки (как обычно)…
Теперь, про то, что будем закачивать, это набор из силикона (тут килограммовое ведерко), отвердитель и красители
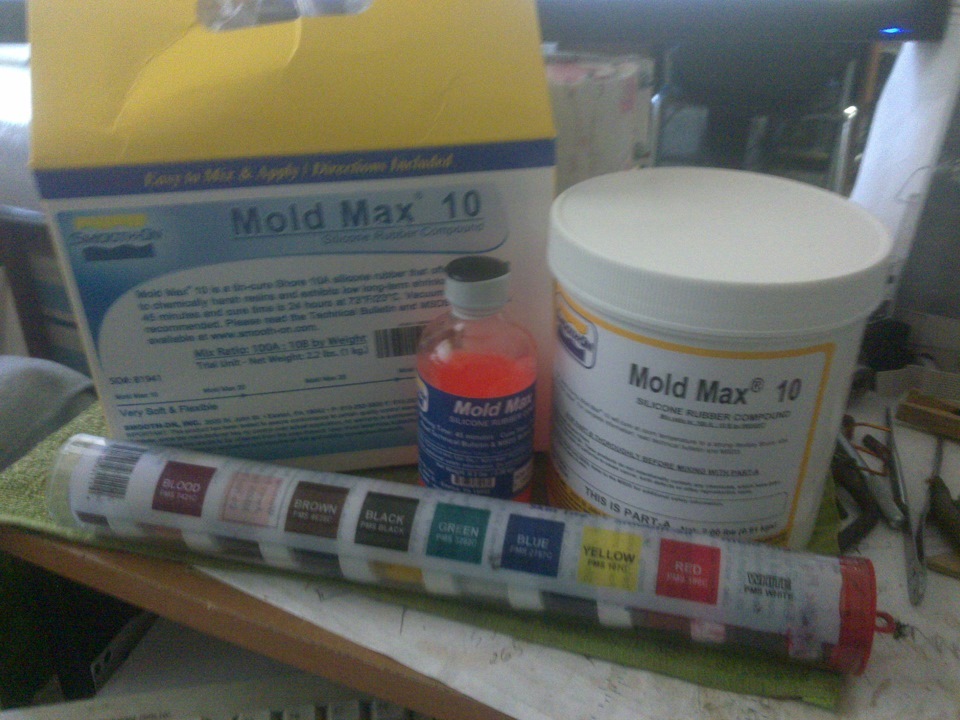
Купить( мы покупали) можно здесь; slepok.su/index.php?page=…=com_virtuemart&Itemid=34 До этого применялся Max 30, он пожестче. Десятка мягче, но другого нет уже. Так же понадобятся три шприца, обрезанный – набирать и отмерять силикон из ведерка (через носик замучаешься, он густой), маленький – отмерять отвердитель, большой (промывочный) – заполнять форму и пистолет( в ручную тяжело).


И еще быстро застывающий эпоксидный клей-пластилин.

Вообще, у нас в планах отлить силиконовый фартук вниз, под передний бампер.
Он впереди, в самом широком месте, сантиметров 6, по краям сужается. Саморезами прикрутим…
Это, как бы, смотреть спереди и снизу.
Если на гофр, по масса объемному анализу Solida нужно 25 кубиков(но разводить надо 30), то на фартук больше палитра, значит нужен наполнитель (экономить силикон) – резиновая пудра (крупную наждачку в руки), но это потом.
Недавно, кто-то спрашивал, где бы достать полиуретановые сайлентблоки, я видел на этом сайте двухкомпонентный полиуретан, а формы для блоков, втулок, подушечек, куда проще, чем для гофров или фартука.
Ну все, теперь видео подготовки и изготовления гофра (пыльника). Сразу прошу прощения за качество видео, фоновые звуки, и монтаж первоклашки, мой первый опыт работы с видео :)

Внимание! Отвердитель слеживается на дне и поэтому надо разболтать пузырек до исчезновения осадка.
И еще мы на видео поторопились, конечно же, надо сначала наполненный шприц в пистолет вставить, а потом в форму.
Читайте также: